
Abstract
This study presents the development of a novel three-component composite based on glass fiber/epoxy resin/graphene nanoplatelets (GNPs) aiming to obtain radar absorbing material (RAM). The composite was produced by vacuum-assisted resin transfer molding and characterized under tensile and flexural testing, reflectivity, and electrical conductivity analyses. The mechanical properties were not significantly affected by the incorporation of GNP nanofiller. However, electrical conductivity of the three-component composites increased sharply and the percolation threshold was reached with around 3 wt% GNP (surface conductivity) and 4 wt% GNP (volumetric conductivity). Furthermore, reflectivity showed excellent attenuation (up to 99.99%) in the 8.2–12.4 GHz frequency range. These attenuation levels were obtained even at low concentrations (0.1 wt%) of GNP nanofiller, indicating the possibility of producing composites with low cost and easy processing for advanced applications as RAMs.
Keywords
Introduction
Electromagnetic radiation absorbing materials, also known as radar absorbing materials (RAMs), have a great value for civil (e.g. telecommunication) and military sectors. Specialty polymer composites, along with other important characteristics like low weight, are able to mitigate microwave frequency range of X-band either because of the intrinsic constituent properties or by incorporation of microfillers and, more recently, nanofillers.
The interest in the incorporation of nanoparticles, especially inorganic, into polymers emerged in the late 1980s. 1 There are already many studies on the inclusion of carbon nanofillers in epoxy resin (EP) focusing on a variety of properties of the final composite. 2 -4 Indeed, these nanoparticles show the potential to impart unique features such as the increase in fracture toughness and the development of anisotropic electrical conductivity. 5 -7
Particles that enhance electrical conductivity are especially interesting in the RAM production. 8 -10 Recent studies have reported excellent electromagnetic radiation absorption in the microwave range for epoxy/glass fiber/carbon nanotubes (CNTs) composites. 11 -13 These findings motivated the interest for similar three-component composites but with graphene instead of CNT that would attend both mechanical and microwave attenuation requirements.
Among the different manufacturing techniques of traditional thermoset fiber-reinforced composites, resin transfer molding (RTM) has been increasingly used for the production of large and complex-shaped parts with intermediate-volume production. RTM also enables the incorporation of high content of fibrous reinforcement with low void content in the composite and reduced production cost. 14 Therefore, if viable, the use of RTM to produce three-component composites with carbon nanofillers and distinguished properties is advantageous.
This article focuses on the development of hybrid three-component polymer composites by vacuum-assisted RTM (VARTM) based on EP, glass fiber, and graphene nanoplatelets (GNPs), aiming to obtain a multifunctional composite that combines both mechanical properties and microwave attenuation characteristics in the 8.2–12.4 GHz frequency range.
Materials and methods
Materials
The following materials were used in this study: (i) GNPs from Strem Chemicals Inc. (Newburyport, MA, USA), (ii) glass fiber AF 0299 Twill Weave (2 × 2) fabric (300 g/m2) from Fibertex (Louveira, SP, Brazil), (iii) polypropylene (PP) flow promoter (200 g/m2) from Owens Corning (Rio Claro, SP, Brazil), (iv) diglycidyl-ether of bisphenol A EP LY 1316 from Huntsman (The Woodlands, TX, USA), and (v) triethylenetetramine hardener Aradur HY 951 from Huntsman (The Woodlands, TX, USA).
Composite molding
The glass fiber fabric and the PP layer were cut on the dimensions of the mold (300 × 300 mm2). Four twill fabrics were arranged sandwiching the PP layer as shown in Figure 1. The PP layer was used to increase the permeability of the layup and to balance out difficulties raised by the increase in resin viscosity due to the presence of dispersed GNP.
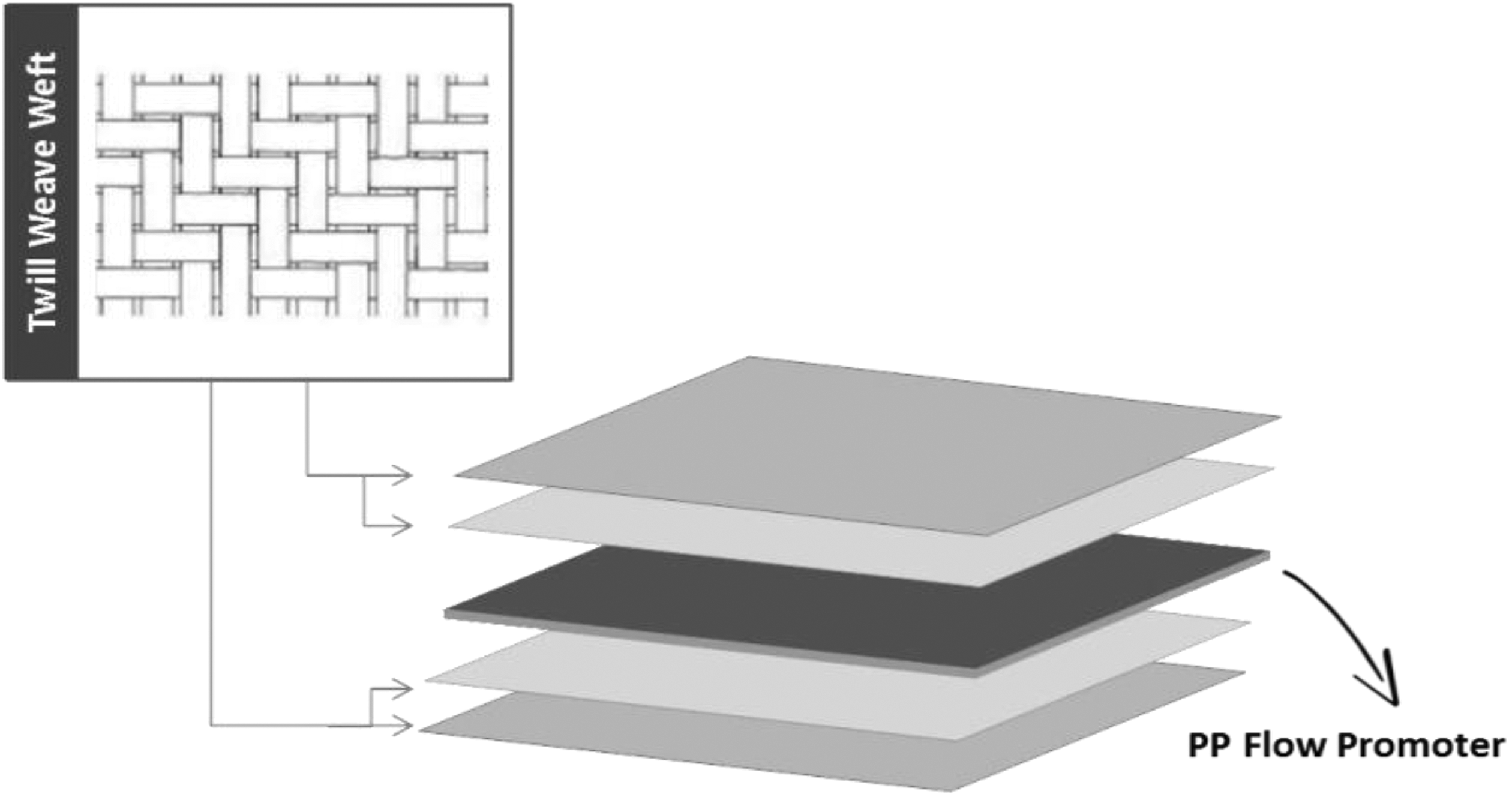
Layup used to produce the composites.
The GNP nanofiller was introduced in the resin at 0.10, 0.25, 0.50, 1.0, 2.0, 3.0, and 4.0 wt%. Dispersion was performed using high power pulsed ultrasound (Sonics/Vibracell VCX 750) at 225 W for 20 s cycles followed by 5 s pauses for an overall period of 30 min. After cooling the dispersion to room temperature, the hardener was incorporated at the following ratio 100:13 (resin: hardener) and homogenized by manual stirring.
The composites were manufactured by VARTM. The resin entered the mold through two inlets, located at the vertices of one side of the mold, using a constant injection pressure of 0.8 bar. Vacuum (0.5 bar) was applied at three outlets positioned at the opposite side to assist fiber impregnation with the filled resin. After 24 h curing inside the mold, the composite was post-cured at 80°C for 120 min in an oven with air circulation.
Characterization
Density of the composites (four samples for each laminate family) was measured by pycnometry, according to ASTM D792. Hardness test was conducted in a Barcol Bareiss durometer, BS61II model, according to ASTM D2583. Five samples of each family were analyzed, with five measurements per specimen. Izod impact test was performed on a Ceast machine, Impactor II model, with 5.5 J hammer, according to ASTM D256. Five samples (dimensions: 63.5 × 12.7 mm2) per family were evaluated.
Tensile and flexural tests were performed in an Instron 3382 universal testing machine. Tensile tests were carried out using a 30-kN load cell and at constant speed (2 mm min−1 ), with eight samples per family (dimensions: 250 × 25 × 2 mm3), according to ASTM D3039. Three-point flexural tests were carried out following ASTM D790, using eight samples (127 × 3.2 × 6.4 mm3) for each family and a 5-kN load cell.
Analysis of electrical resistivity was performed with an electrode model Keithley 6517B and a Keithley 8009 fixture, supported by specific software. The samples (100 × 100 mm2, according to ASTM D257-07) received 50 V applied DDP. Reflectivity tests were based on the NRL arch technique, adapted with transmitting and receiving antennas. Eight laminates (200 × 200 mm2) were analyzed at 8.2–12.4 GHz frequency range and at room temperature (25°C). The array of antennas measured the reduction of transmitted power as it impinged the sample, comparing the results with a “perfect” reflector, that is, flat metallic plate. 15
Results and discussion
Physical and mechanical properties
Density values show little variation for the laminates with different GNP content (Table 1). The observed differences may be attributed to the possible occurrence of local imperfections related to voids, local variation in fiber content, or content of GNP agglomerates. The density values are low, as expected, which is an extra motivation for the study of these materials for this aim.
Density, Barcol hardness, and Izod impact strength of the composites.

GNP: graphene nanoplatelet.
The introduction of GNP nanofiller slightly decreased hardness of the material, and impact strength decreased more significantly for larger GNP concentration, as can be seen in Table 1. Both may be related to the interference of nanoparticles with the fiber/matrix interfacial adhesion and the increasing difficulties related to the wetting of the fiber with a more viscous filled resin.
Tensile strength and modulus and flexural strength and modulus are presented in Table 2. The overall trend is that a small decrease in strength and modulus occurred with GNP incorporation, even though sometimes the composites with GNP showed similar mean values considering the observed deviation. Thus, the nanofillers did not act as important stress concentrators in the composite matrix. In addition, GNP has also not acted as reinforcement in the composite, on the contrary. This has already been reported in the literature, as in Wang et al., 16 who observed 15% reduction in tensile strength and 8% in elastic modulus in EP/glass fiber composites loaded with 0.5 wt% of GNP. This decrease indicates a weak interaction at the particle/matrix interface.
Tensile and flexural test results for the studied composites.

GNP: graphene nanoplatelet.
It is important to mention that mechanical reinforcement was not the intention of introducing GNP in this work, so the overall maintenance of the original strength and stiffness values is already a good result. The use of twill weave glass fiber fabric together with a flow promoter layer allowed significant improvement in processing due to increased overall permeability of the layup. Besides, the direct dispersion of the nanofiller in the EP proved to be quick and effective, without the need for solvents or extra preprocessing steps which are common when nanofillers are used.
Electrical resistivity and reflectivity analyses
Surface and volumetric resistivity values obtained for the three-component composites are presented in Table 3. Composites with up to 2 wt% concentrations of GNP presented a significant decrease in surface resistivity compared to that with no GNP. The decrease for 3–4 wt% of GNP was even steeper, reaching values out of the range of the device (between 103 Ω and 1017 Ω), an overall decrease of 12 orders of magnitude. The sharp decrease in composite surface resistivity, greater than seven orders of magnitude, indicates a percolation threshold on the sample surface. These results were similar to that of Martin-Gallego et al., 17 whose composites reached percolation threshold with 1.5 wt% of graphene sheets in epoxy.
Surface resistivity and volumetric resistivity of the composites.
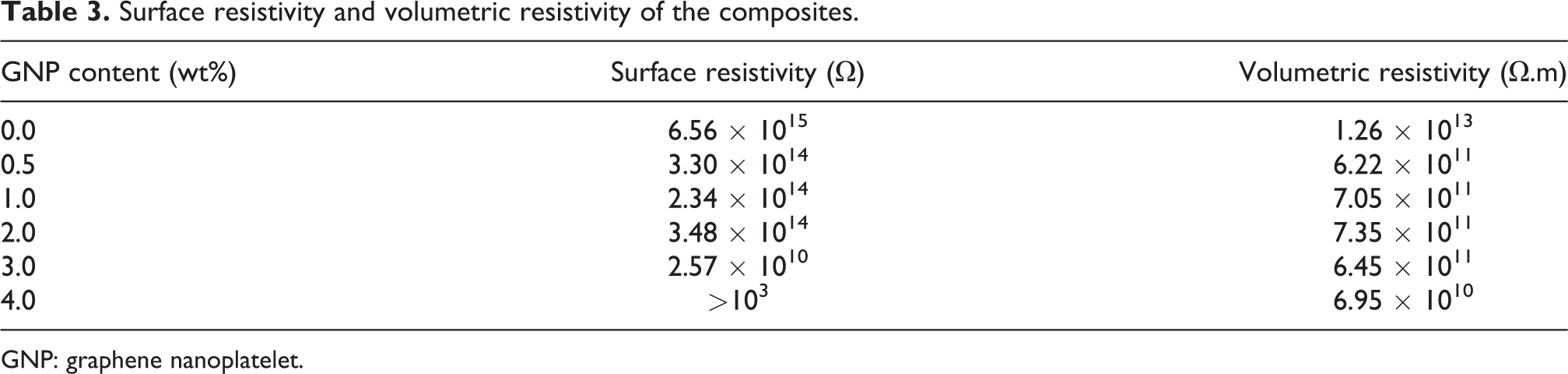
GNP: graphene nanoplatelet.
Regarding volume resistivity results, the composites showed a significant reduction even for 0.5 wt% of GNP, with a more subtle decrease in the 0.5–3.0 wt% range, followed by a sharp decrease for 4.0 wt% of GNP. In this case, the overall decrease was much lower than that found for surface resistivity, reaching overall three orders of magnitude only. This was expected especially considering the planar morphology of the GNP, which is less efficient in conducting electricity three-dimensionally than in the planar direction.
Considering that the electrical conductivity of polymeric materials is usually in the range of 10−12 to 10−28 (Ω.m)−1, 17 a great increase in conductivity was noticed with the inclusion of GNP (Figure 2) into glass fiber/epoxy composites. Nevertheless, this material is still considered insulating, even because nonconductive glass fibers and EP were used in this case.

Volumetric and surface conductivities of the studied composites.
The electromagnetic attenuation curves obtained with the studied composites are presented in Figure 3. Neat epoxy/glass fiber composite (0 wt% of GNP) behaved as a transparent material due to the low electrical conductivities of fiber/matrix components, in accordance with Silva et al. 18 Its attenuation values approach those of the reference metallic plate, because the composite material behaves as 100% transparent, letting the microwaves pass through it, directly impinging the metallic plate used as reference (100% reflector). Then, the reflector behavior observed in this case is due to the metallic plate positioned under the composite material.

Reflectivity curves versus frequency for the studied three-component composites.
Figure 3 also shows that all GNP-filled composites displayed significant attenuation of the incident electromagnetic wave, reaching the highest efficiency at 12.4 GHz with an attenuation of −48 dB for the laminate with 4 wt% GNP. Considering the correlation between reflectivity, in dB, and attenuated energy percentage found in Lee, 19 this laminate reached up to 99.99% of attenuation of incident radiation at 12.4 GHz.
Liang et al. 20 studied graphene/epoxy composite for electromagnetic shielding applications in the 8.2–12.4 GHz frequency range (X-band) and achieved −21 dB for 15 wt% of filler. For the current study, however, efficiency in the same frequency range was −47.5 dB with just 0.1 wt% GNP, a very low amount of GNP nanofiller. It should be considered that GNP may present different structural ordering (number of layers stacked, defects in graphite lamellae, purity level, etc.) depending on the origin/process used for its preparation, which directly affects its characteristics, among them electrical conductivity.
Figure 3 shows also that the studied composites behave as broadband absorbers, attenuating the incident electromagnetic wave in the whole X-band frequency range, proving to be extremely effective as RAM. The determined efficiency for the studied composites can be attributed to the GNP nanofiller that promoted losses of the incident wave in the composite, due to its electrical conductivity and also probably due to the architecture of the laminates. Indeed, the layers of glass fiber fabrics in a laminate can promote internal reflections of the wave, due to the impedance mismatch at the interfaces, with the inversion of wave phase and the consequent wave canceling. Thus, the observed attenuation for the composites can be attributed to both the GNP nanofiller that acts as absorbing centers of radiation (intrinsic absorption) and the wave multi-reflection process inside the composite with the wave phase cancelling. 11,21
Conclusions
The used production method for the three-component nanocomposites proved more effective than other methods found in the literature to obtain materials with similar radar absorbing characteristics. The laminates showed no significant loss of mechanical properties due to the introduction of GNPs when compared to the non-filled epoxy/glass fiber composite. Impregnation of the twill weave glass fiber fabric by the filled resin in VARTM processing proved efficient up to 4 wt% of GNPs in the epoxy system.
Electrical conductivity of the three-component composites increased significantly even for low GNP concentrations (0.1 wt%), and the percolation threshold was reached with around 3 wt% GNP (surface conductivity) and 4 wt% GNP (volumetric conductivity). More importantly, the composites achieved excellent microwave attenuation values (up to 99.99%) even with just 0.1 wt% of GNP. This behavior is justified not only by the electrical conductivity of the composites promoted by the graphene nanoparticles but also by the arrangement of layers in the laminate, which may have promoted wave phase canceling within the laminate via multi-reflection process.
In all, this study mainly demonstrates a route for the easy processing of lightweight and low-cost graphene/glass fiber/epoxy composites with good mechanical properties and efficient microwave attenuation between 8.2 GHz and 12.4 GHz with low-to-high nanofiller content (0.1–4 wt%). Results indicate that even the introduction of a minimum amount of GNP filler (0.1 wt%) is sufficient for processing an effective RAM composite. With further improvements, these composites may become of interest to the aerospace industry.
Footnotes
Acknowledgments
The authors would like to thank FAPERGS, CAPES, and CNPq (PQ grants and Proc.: 303287/2013-6). Also, ISI-Polimeros – Brazil for conductivity measurements and Institute of Aeronautics and Space (IAE), Department of Aerospace Science and Technology (DCTA) – Brazil for reflectivity tests.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by FAPERGS, CAPES, and CNPq (PQ grants and Proc.: 303287/2013-6).