
Abstract
Interlaminar shear strength (ILSS) is an important indicator to measure the interfacial adhesion between the fiber and the matrix. The ILSS values of the unidirectional carbon fiber-reinforced epoxy composites prepared under different process conditions were investigated. Three main factors in the sample preparation, namely pressure in the molding process, fiber content of the composite, and whether to add vacuum treatment in the sample preparation process, were probed in this work. We found that the samples prepared under high pressure presented low ILSS values, but the sample prepared without pressure was not suitable for testing and the optimum pressure was 0.5 MPa. The sample prepared at lower fiber content was also not suitable for testing. However, the ILSS value decreased when the fiber content was further increased and the optimum fiber content was 60 wt%. The ILSS value was significantly increased by adding the process of vacuum treatment in the preparation.
Introduction
Carbon fiber with light weight and high strength is widely used as the reinforcer of composite materials in many fields such as aerospace, automobile, sports, and so on. The properties of the composites largely depend on the interfacial adhesion between the fiber and the matrix material. Many methods have been reported to modify the fiber/matrix adhesion, including generating active functional groups, 1 –3 grafting molecular chains 4 –8 onto the carbon fiber surface, and adding nano fiber or particles into the matrix. 9,10 Therefore, a stable and reliable test method is needed to characterize the effects of these modifications on the interfacial adhesion between the fiber and the matrix. Interlaminar shear strength (ILSS) has been proved to be such a method to estimate the interfacial adhesion.
When carbon fiber is surface treated in a continuous way, the fiber needs to be made into unidirectional carbon fiber composite sample with the matrix material and then the ILSS value of the sample is tested to characterize the treatment efficiency. We noticed from previous studies that there is a huge difference of the ILSS values in terms of the untreated carbon fiber, the minimum and maximum values are 24 and 74.5 MPa, respectively, 11 –30 although they were all made into unidirectional carbon fiber composites with epoxy resin. However, no published studies were found on the specialized research of the sample preparation, which we believe is the main reason that causes the difference of the ILSS values.
This article mainly focused on the effects of sample preparation on the ILSS test values. There are many factors that affect the ILSS value in the process of the sample preparation. This work employed short-beam method to test the ILSS, with epoxy resin and hot-press molding as the matrix resin and molding method, respectively, and to study the effects of sample preparation on the ILSS test values. Three main factors were investigated in this work, namely pressure in the molding process, fiber content of the composite, and whether to add vacuum treatment in the pretreatment process. It will provide technical guidance to relevant researchers.
Experimental
Materials
The PAN-based carbon fiber with 6000 filaments per tow was produced by Toray (Japan) branded as T800. The matrix resin, Epoxy resin E51, was purchased from Shanghai Resin Factory Co., Ltd (Shanghai, China). The selected curing agent was triethylenetetramine (TETA) purchased from Chinese Medicine Group Chemical Reagent Co., Ltd. (Shanghai, China). The acetone was purchased from Shanghai Ling Feng Chemical Reagent Co., Ltd. (Shanghai, China).
Preparation of the unidirectional carbon fiber-reinforced epoxy composite
Carbon fiber was first wound onto a rectangular frame in parallel by a rolling machine. The matrix resin is a mixture of the epoxy resin E51, TETA and acetone in the mass ratio of 10:1:2. Then, the aligned fibers were impregnated the matrix resin by hand lay-up process. The resin-impregnated carbon fiber was precured at 60°C for 0.5 h in an oven. After that the precured samples were taken out from the oven, cut into appropriate size, and put into a mold to manufacture composites. The curing process was at 80°C for 30 min, then rose to 120°C and kept steady for 10 min. Then, the pressure of 0.5 MPa was applied for 30 min, then rose to 1 MPa for 1.5 h under the condition that the temperature was maintained at 120°C. When the curing process had finished, the mold was cooled to room temperature naturally. The fiber content of the prepared composites was around 60 wt%. The samples were cut into standard specimens using semi-automatic cutting machine.
Measurements
According to the standard ISO 14130:1997, IDT (JC/T 773-2010), using three-point short-beam bending test, the ILSS values of the specimens (20 × 10 × 2 mm3) were tested by a universal testing machine at a crosshead speed of 1.0 mm/min. And eight specimens were tested for each experimental condition.
The fracture morphologies of the specimens were obtained by scanning electron microscope (S-4800, Hitachi Ltd, Japan).
Results and discussion
The stability of this method
Three repeated experiments were carried out to test the variability of the sample preparation method under the conditions that the maximum pressure in the curing process was 1 MPa, the fiber content was 60 wt%, and the vacuum treatment was not added in the sample preparation process. The error of the ILSS values can be controlled within 3.2% as shown in Table 1. It indicates the stability of the test and sample preparation.
The parameters of three repeated experiments.

ILSS: interlaminar shear strength.
The influence of pressure in the molding process of sample preparation on ILSS
The pressure in the molding process is a factor that affects the ILSS value of the samples. Figure 1 shows the ILSS values of the samples prepared at different pressures on the premise of other process parameters being the same. Note that the pressure in Figure 1 is the maximum pressure in the molding process. It can be seen that the ILSS value decreases as the pressure increases. When the pressure is 0.5 MPa, the ILSS value is the highest. So it has a negative effect on the interfacial adhesion when the pressure is applied too high during the sample preparation. The reason may be that the higher the pressure applied, the more damage was formed on the fiber and the matrix resin themselves, which makes the ILSS values lower than the samples prepared under the appropriate conditions. However, the surface of the sample was difficult to keep flat when the pressure was not applied, and it showed a poor performance. So the appropriate pressure is necessary and the optimum pressure of the preparation is 0.5 MPa.

ILSS values of the samples prepared under different pressures. ILSS: interlaminar shear strength.
The influence of fiber content in samples on ILSS
The fiber content is also a factor that affects the ILSS value of the samples. Table 2 shows the ILSS values of the samples prepared at different fiber contents on the premise of other process parameters being the same. When the fiber content is 55 wt%, there is not an ILSS value. When the fiber contents are 60 wt% and 65 wt%, the ILSS values are 52.8 and 50.0 MPa, respectively. It shows that when the fiber content is too high, the ILSS between the fiber and the matrix resin presents a lower value. The reason is that the resin plays a role in gluing carbon fiber. When the resin content is too small, the adhesion between fibers weakens and that makes the ILSS value decrease. When the fiber content is 55 wt%, as shown in Figure 2, there is no extreme point shown in the test curve. When the fiber content increases to 60 wt% and 65 wt%, the extreme points in the test curves show up. As shown in Figure 3, there is more resin among the fibers with 55 wt% fiber content than that of 60 wt%. Using short-beam method to test the ILSS value of fiber reinforced composite, the maximum load of failure of the layers will occur under certain displacement normally. If the displacement is too large, due to the extrusion among the pressure head, the specimen and the beam, the value of the shear stress will increase sharply. Hence, if the extreme point does not appear before the sharp increase, there would not be an acceptable mode of the inter layer shear failure. When the fiber content is 55 wt%, the inter layer shear failure of the sample does not appear which means there is no extreme point showed up until the displacement reaches the maximum value of the test limited as shown in Figure 2, which is because the epoxy resin itself is ductile and the content is too much. That is, when the fiber content is 55 wt%, the short-beam method cannot effectively test the ILSS between the fiber and the resin. So according to the experimental results, the optimal fiber content should be 60 wt%.
ILSS values of the samples with different fiber contents.

ILSS: interlaminar shear strength.

Test curves of ILSS of the samples with different fiber contents. ILSS: interlaminar shear strength.

SEM images of carbon fiber/epoxy composites containing 60 wt% (a) and 55 wt% (b) carbon fiber. SEM: scanning electron microscope.
The influence of adding vacuum treatment in the sample preparation process on ILSS
To ensure the distribution uniformity of the epoxy resin on the surface of the fiber, this experiment adopted acetone as thinner to reduce the viscosity of the epoxy glue. Considering that the existence of acetone might reduce the ILSS between the fiber and the matrix, we added vacuum treatment in the sample preparation process in two ways, one is adding the vacuum treatment in the precured process (‘vacuum I’ in Figure 4) and another is vacuumizing the mold with sample for 1 h before curing process on the basis of way one (‘vacuum II’ in Figure 4). By these means, the acetone as well as the bubbles which had been introduced from previous process was removed. As shown in Figure 4, the maximum ILSS value of the sample in the last section is 52.8 MPa. The ILSS value of the sample increases to 65.94 MPa under the condition of way 1. The ILSS value of the sample is 65.66 MPa under the condition of way 2. It can be clearly seen that adding the vacuum treatment in the precured process significantly increased the ILSS value of the sample, and there is no significant difference in whether to vacuumize the mold with sample before curing process. The optimal ILSS value can be achieved by only adding the vacuum treatment in the precured process.

ILSS values of the samples after different vacuum treatments. ILSS: interlaminar shear strength.
However, the test curves of the samples that whether to add the vacuum treatment in the sample preparation process are different. As shown in Figure 5, there are three extreme values of the test curve of the sample prepared by adding the vacuum treatment in the precured process and the corresponding displacement values are about 0.8, 1.2, and 1.9 mm. Meanwhile, there is only one extreme value of the test curve and the corresponding displacement value is about 1.6 mm in the case of the no vacuum treatment condition. For samples prepared without vacuum treatment, the maximum ILSS value is 52.8 MPa. By adding the vacuum treatment, the ILSS value of the sample can reach up to 61.0 MPa with the minimal extreme value point. The result also shows that the ILSS value of the sample can be significantly improved by adding the vacuum treatment in the preparation process. As shown in Figure 6, the fibers in the sample are closer in the case of the vacuum treatment condition than that of no vacuum treatment condition. Therefore, for the samples prepared without the vacuum treatment, the fibers are arranged loosely or the presence of acetone has a negative impact on the interfacial property, which makes the extreme value point appear only when the testing displacement is 1.6 mm and the test ILSS value is lower. For the sample prepared with the vacuum treatment, there are three extreme values appeared in the test curve, the first extreme value point appeared at 0.8 mm, and the corresponding test ILSS value is significantly higher than that without vacuum treatment. The reason may be that the fibers are arranged closely in the case of the vacuum treatment. During the process of testing, there is already shear failure in the sample when the displacement achieves 0.8 mm. When the testing displacement further increases, as there is no complete failure between layers, shear stress further rises and reaches the second shear failure point at 1.2 mm, similarly to the third failure point at 1.9 mm. But the third failure point should belong to the mixed failure between layers which was affected by the extrusion force among the pressure head, the specimen and the beam, and that is because compared with other test curves the shear stress around 2 mm increases sharply by the effect of the extrusion. So the ILSS value should not be the shear stress value at 1.9 mm but at 1.2 mm.
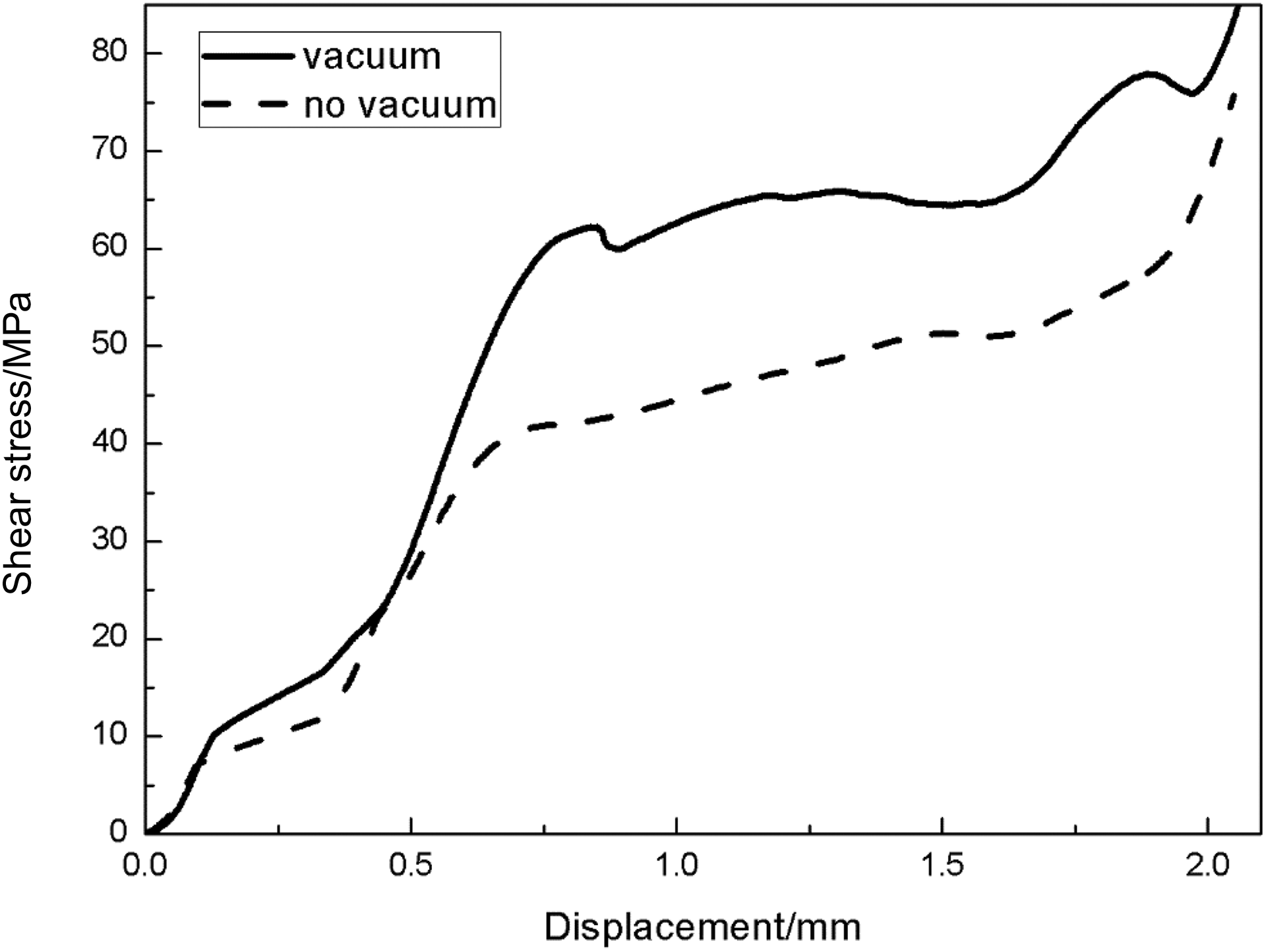
Test curves of ILSS that under the conditions with or without vacuum treatment. ILSS: interlaminar shear strength.

SEM images of carbon fiber/epoxy composites, which are made under the normal condition (a) and the vacuum treatment condition (b). SEM: scanning electron microscope.
Conclusions
The ILSS values of unidirectional carbon fiber-reinforced epoxy composites prepared under different process conditions were investigated. Under the experimental condition above, when the pressure in the molding process or the fiber content of the sample was too high, the ILSS presented low values. The sample prepared without pressure or with lower fiber content was not suitable for the testing of ILSS. The optimum pressure was 0.5 MPa and the optimum fiber content was 60 wt% by the study of different pressure and fiber content conditions, respectively. Adding the process of vacuum treatment in the preparation would increase the ILSS value significantly.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.