
Abstract
Epoxy-based composite coatings were prepared using nanosilica (silicon dioxide (SiO2)) and zinc oxide (ZnO). Different concentrations (5.0, 10.0 and 15.0 wt%) of micro-sized ZnO particles were used along with a fixed amount (20.0 wt%) of nanosilica particles. The functional groups of the composite coatings were confirmed by the Fourier transform infrared spectroscopy. This result indicated that SiO2–ZnO particles were cross-linked with the epoxy. The scanning electron microscopy images of the samples revealed a good dispersion of ZnO particles. In addition, the samples showed an improved adhesive and chemical resistance properties as measured by the cross-cut tape test and chemical resistivity testing. At higher loading of ZnO, the composite coating showed poor properties. Besides that, thermogravimetric analysis, differential scanning calorimetry and ultraviolet–visible spectrophotometer were used to characterize the composite coatings. The properties were enhanced at higher loading of ZnO particles. The oxygen transmission rate was also impressive compare with the neat epoxy.
Introduction
Epoxy is a class of versatile thermosetting polymer, widely used in variety of industrial applications since 1947 for structural composite, adhesive, surface coatings and electronic circuit board laminates. 1 It has excellent heat, moisture and chemical resistance along with the strength of interaction with materials and metals. 2 The ability of the oxirane ring to react with variety of substrates provides the versatility to epoxy resin. It becomes insoluble and intractable thermoset polymer once reacts with curing agent via curing reaction. 3 One major disadvantage of epoxy coating is its poor properties on high-performance application due to some limitations, such as poor adhesive and chemical resistance properties along with brittleness. 4 Besides that, most of the industries prefer epoxy coating to have higher density and viscosity with excellent thermal stability and adhesive property to protect ultraviolet (UV) radiation. 5,6 A number of researches have been performed to overcome these issues by introducing inorganic particles in epoxy matrix via blending or chemical reaction to ensure specific properties of coatings. 2 The inorganic particles lead to interfacial interaction with epoxy matrix due to high-specific surface area to achieve new properties of the coating. 2 The development of epoxy coating modified with inorganic particles can be suitable to apply for high-performance application. Different techniques have been adopted by Gu et al. to strengthen and toughen the epoxy matrix using thermoplastic polystyrene grafted with epichlorohydrin. 7 Toughening has been performed successfully by Zhang and Park using a novel core–shell-structured carboxylated styrene butadiene rubber (XSBR)-functionalized nanodiamond. 8 Superior mechanical properties were noticed due to the functionalization. 8,9 A recent review on multifunctional epoxy nanocomposites highlights in favour of using epoxy for different achieved properties such as magnetic, flame retardant, electrically conductivity and thermally conductivity. 10
Zinc oxide (ZnO) is a well-known photocatalytic material, widely used for different applications because of its cost-effectiveness, non-toxicity and structural stability. 11 Some researchers have found that ZnO has better activity in UV-shielding than titanium dioxide (TiO2) particles. 11,12 In addition, enhanced mechanical and thermal properties were noticed for epoxy nanocomposites reinforced with polydopamine functionalized with ZnO nanoparticles without damaging the fluorescent property. 13 Musat et al. were studied UV absorption on epoxy silica coating with ZnO nanoparticles by UV-visible (UV-Vis) spectrophotometer. They observed that ZnO particles improved photo degradation resistance of coating by blocking and absorbing the UV radiation. Besides that, they claimed that higher Zn concentration protects the substrate effectively from the UV radiation. 14 Hong et al. confirmed that the ZnO nanoparticles have better photocatalytic activity. They observed that the modified surface of ZnO nanoparticles shows better UV-Vis absorption properties. It showed high photocatalytic activity in photodegradation under UV radiation. 15 Yuan-Qing et al. reported that the epoxy coating with ZnO nanoparticles shows high-visible light transparency and high-UV light shielding. 16 Ramezanzadeh and Attar studied on epoxy-polyamide coating with different nano- and micro-sized ZnO particles. They observed that 5.0 wt% of ZnO nanoparticles show better UV light absorption than 6.5 wt% of nanoparticles due to the presence of agglomeration in nanoparticles coating at higher loading. Besides that, they reported that the micro-sized ZnO particles are capable of scattering the visible light. 17
Silica particles are very important material used in coating industries. Silica nanoparticles have been used in epoxy for improving the thermal properties of coating. 14 They provide barrier to the substrates to protect them from chemical attack via better adhesive properties. Abdollahi et al. investigated different types of silica precursors (tetramethyl orthosilicate and tetraethyl orthosilicate) in epoxy resins. They observed an improved adhesive property of the hybrid films, filled with silica precursor on aluminium substrate. They showed that the inclusion of silica precursors in epoxy improves the properties of coating. 18-20 Gu et al. studied the flame-retardant property of epoxy and silica nanoparticle-based composites in presence of conductive polymer, polyaniline. 20 Improved glass transition and enhanced mechanical properties of the epoxy composites were documented. Xiaming et al. compared epoxy/Zn coating with epoxy/silicon dioxide (SiO2) coating in terms of chemical resistivity performance. They observed that the silica nanoparticles have better properties than epoxy/Zn coating for protecting the substrate against salt solution. 3 Alam et al. analysed the thermal stability of epoxy coating containing ZnO nanoparticles and silica nanoparticles. They found that the silica nanoparticles showed better thermal stability than ZnO nanoparticles. In addition, the silica nanocomposite coating decomposed at higher temperature than ZnO nanoparticles due to the formation of strong polymeric-inorganic bond. 21
The aim of this research work is to improve the properties of coating utilizing both the silica nanoparticles and micro-sized ZnO particles. A fixed amount of silica nanoparticles were used for different amounts of micro-sized ZnO particles in epoxy nanocoating. Finally, the composite coatings were analysed for physical, adhesive, UV radiation absorption, thermal stability and morphological and chemical resistance properties. However, an impressive performance was achieved by the use of both the particles which can apply on high-performance application.
Experimental
Materials
A liquid diglycidyl ether of bisphenol A (DGEBA) as epoxy resin of number average molecular weight of ≤700 was purchased from Momentive Specialty Chemicals, Singapore. Fatty acid amidoamine as a curing agent was purchased from Hexion Specialty Chemicals, The Netherlands. Silica nanoparticles with a density of 1.22 g ml−1 at 25°C and a surface area of 320–400 m2 g−1 were purchased from Sigma-Aldrich (Missouri, USA). ZnO with a relative density of 5610 g ml−1 was purchased from Sigma-Aldrich (Missouri, USA). Hydrochloric acid (HCl; 37 wt% in water (H2O)) was purchased from Sigma-Aldrich (Missouri, USA). Sodium hydroxide (NaOH) was purchased from Merck (Darmstadt, Germany). Sodium chloride (NaCl) was purchased from Merck (Darmstadt, Germany). Acetone was purchased from Merck (Darmstadt, Germany) with a minimum of 99.9% of purity.
Fabrication of the epoxy/SiO2/ZnO coating
Firstly, epoxy with silica nanoparticles solution was prepared in 100 ml of beaker, equipped with a mechanical stirrer. Nearly, 20.0 wt% of colloidal silica was mixed with 30.0 g of DGEBA and stirred for 3 h by a magnetic stirrer (at 300 r min−1). Then, the temperature of the solution was raised to 120°C, while the stirring was continued to remove H2O from the mixture of epoxy/silica solution. Then, the ZnO particles were added slowly into the epoxy/silica solution and stirred at 400 r min−1 for 2 h at 80°C. The nomenclature of the nanocoatings for their different formulations is shown in Table 1. Finally, the solution was cool down to room temperature, and nearly 1.5 ml of acetone was added into the solution. For curing process, 6.5 g of hardener was added into the epoxy solution and stirred for 10 min. After that, the nanocoatings were applied onto the surface of aluminium substrate for further characterization.
Quantity of used materials in different coatings.

DGEBA: diglycidyl ether of bisphenol A; ZnO: zinc oxide.
Characterization
The curing time of the nanocoatings was measured by observing and recording the time of the curing process at room temperature. The coating was checked by observing one-finger touch on the surface of the coating. The time was recorded once there was no finger print present on the surface of the coating.
A Fourier transform infrared (FTIR) spectroscopy (Thermo Scientific, Waltham, Massachusetts, USA) was employed to determine the functional groups of the nanocoatings. The spectra were recorded in the transmission mode at a resolution of 4 cm−1 in the range of 400–4000 cm−1.
The UV radiation absorption by the coating was analysed by an UV-Vis spectrophotometer (Perkin-Elmer UV/Vis Spectrophotometer Lambda EZ210, Waltham, Massachusetts, USA). The samples were placed in glass cuvette and the absorbance was scanned in the range of 190–900 nm. Acetone was used for cleaning purpose to clean glass cuvette.
The thermal stability of nanocomposite coatings was analysed by thermogravimetric analysis (TGA) using a Mettler Toledo instrument, dynamically from 30°C to 700°C at a heating rate of 20°C min−1 under nitrogen gas with a flow rate of 60 ml min−1.
The differential scanning calorimetry (DSC) analyses were performed using a Mettler Toledo TGA/DSC instrument (Columbus, Ohio, USA) under nitrogen flow. Each sample was heated in a temperature range from 30°C to 700°C at heating rate of 20°C min−1.
The adhesive test was carried out by cross-cut tape testing, following ASTM D3359-09-E2. This analysis was performed by cutting the dry film with space cuts of 2 mm apart and six cuts (vertically and horizontal) were made by sharp razor blade. A scotch tape (pressure-sensitive tape) was used for the testing. The test was performed by removing the tape which was placed on grid of coating.
The chemical resistance of the coatings was carried out by soaking the substrate, coated with composite coating in three different types of chemicals (acid, base and salt solution). First, 5 M of HCl was prepared by diluting 20.5 ml of HCL (37% w/w) in 29.5 ml of H2O. Then, 13.2 ml of NaOH (50% w/w) was diluted in 36.8 ml of H2O to prepare 5 M of NaOH for the base solution. Finally, 5 M of NaCl was prepared by diluting 14.61 g of NaCl in 35.39 ml of H2O. Each of the composite coatings was immerged in three different types of solutions (5 M of HCl, 5 M of NaOH and 5 M of NaCl). The weight loss of the coatings was measured and their change in colour was monitored after 21 days of treatment.
A scanning electron microscopy (SEM; Phenom, ProX, The Netherlands) was used to observe the surface of the nanocoatings. The samples were dried and fixed onto a metal-based specimen holder with a double-sided sticky carbon tape.
The oxygen transmission rate (OTR) was measured by MOCON OTR tester (OX-TRAN) (Minneapolis, MN, USA) with a test gas containing 100% oxygen and a carrier gas as nitrogen (plus 2 vol% of hydrogen gas). The samples with a thickness of 0.2 mm and the area of 20 cm2 were loaded in the testing cells.
Results and discussions
Physical properties analysis
The curing time of the composite coatings was investigated to find the effects of inorganic particles in the curing process. Table 2 represents the curing time of the coatings. Composite coatings containing silica nanoparticles and ZnO particles showed lower curing time than neat epoxy coating. It is probably due to the improved interaction between fillers and epoxy which helped to increase the cross-linking between the epoxy and the hardener. From Table 2, it was observed that the curing time of composite coatings was decreased with the content of ZnO particles. For example, ESZ5 (430 min) and ESZ10 (420 min) showed reduced curing time compared with the neat epoxy. On the other hand, on further loading at 15 wt%, the curing time was increased to 435 min for ESZ15. This is probably due to the agglomeration of the ZnO particles at higher loading.
Physical properties of different coatings.
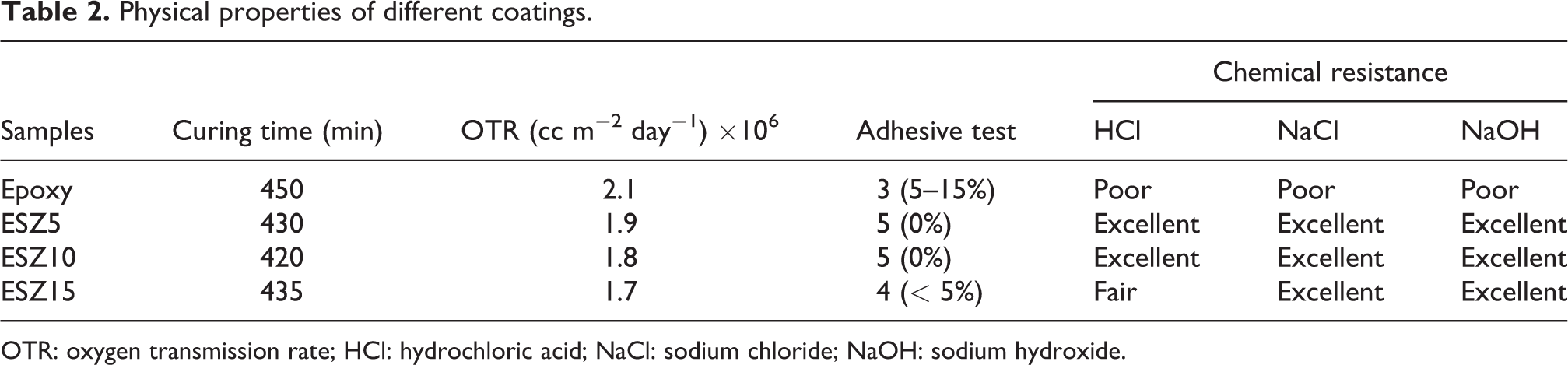
OTR: oxygen transmission rate; HCl: hydrochloric acid; NaCl: sodium chloride; NaOH: sodium hydroxide.
Adhesive properties
The cross-cut tape testing was analysed for adhesive performance of the epoxy/SiO2/ZnO coating on aluminium substrate. Figure 1 shows the testing performance and Table 2 presents the remarks on the performances. From observation, it was found that the composite coatings showed an improved adhesive strength than neat epoxy coating. It can be seen that the presence of silica nanoparticles and ZnO improved the adhesive properties of coating. The similar observation was documented for the use of silica nanoparticles by previous researchers. 22,23 On the other hand, the concentration of ZnO particles up to 10 wt% showed a better adhesive property (classified as 5) than EST15 which was classified as 4. It shows that the increased concentration of ZnO, more than 10 wt%, leads to reduce adhesive strength of coating due to excess amount of ZnO inside composite coating. This outcome may affect the physical and chemical interaction and lead to lower interactions of composite coating with substrate. 24 Other possible reason of decrease in adhesive property might be the presence of agglomeration of inorganic fillers with the poorest dispersion of the particles at high concentrations. 24

Adhesive property of the coatings by cross-cut tape testing: (a) epoxy, (b) ESZ5, (c) ESZ10 and (d) ESZ15.
UV-Vis analysis
Figure 2 shows the UV-Vis absorption curves as examined on the epoxy silica coatings, containing different contents of ZnO particles. It shows three different characteristics of absorbance properties which are UV, Vis and near infrared (NIR) at a range of 190–350 nm, 350–800 nm and 800–1000 nm, respectively. From Figure 2, composite coatings show higher UV, Vis and NIR absorption properties than neat epoxy due to the presence of ZnO particles as an outcome of high photocatalytic activity properties. 25 On the other hand, the absorption of UV wavelength increases with the increasing of ZnO content. It is evident that the ESZ15 showed the most photo-absorbance than ESZ10 and ESZ5; therefore, ESZ15 showed slightly higher absorption than ESZ10. 26 It showed that the incorporation of ZnO particles in composite coating improved UV-shielding properties. 27 Besides that, the ZnO particles also improved visible light and NIR light absorbance. From overall observation, it is confirmed that the presence of ZnO particles in epoxy composite improved the UV-Vis absorption property. It shows that the ZnO particles have high ability on absorbance due to white pigment colour of coating which may help the nanocoating to prevent from photo bleaching and decolourization. 28

UV-Vis absorbance of the nanocomposite coatings. UV-Vis: ultraviolet–visible.
Chemical resistance
Epoxy/SiO2 nanoparticle coatings with different concentrations of ZnO were immersed in three different chemical solutions, such as acid (5 M HCl), alkaline (5 M NaOH) and brine (5 M NaCl) to analyse chemical resistance properties of composite coatings. Table 2 shows the conditions of composite coatings after 21 days of treatment. The effect of the chemical solutions on the coating was observed in terms of weight loss and colour changes. From the observation, composite coatings showed better chemical resistance properties than epoxy due to the presence of inorganic fillers. 29 On the other hand, increased content of ZnO in coating showed weaker chemical resistivity against acid solution but weight loss was unaffected even at higher concentration of filler. This can be attributed to the decrease in barrier properties of coating due to particles’ aggregation. 30 However, incorporation of a small concentration of ZnO particles (5.0 wt%) showed better chemical resistance properties. Besides that, presence of silica nanoparticles was also one of the reasons for showing good chemical resistance properties. 31 The similar observation was noticed by previous researcher. 28 Moreover, composite coatings showed the minimal weight loss after 21 days of treatment. The immersion testing confirmed that the epoxy/nanosilica coating containing ZnO particles up to 10% showed better chemical resistance properties under acid, alkali and salt solution.
FTIR spectroscopy
Figure 3 shows the FTIR spectra of epoxy nanoparticle coatings with different inorganic particles. The important absorbance peaks and their corresponding functional groups of the composite coatings are listed in Table 3. The absorbance peaks at around 797 and 825 cm−1 were correspond to the C–O–C stretching of oxirane group. 17 The reduced intensity of the absorbance peak of oxirane group was noticed in epoxy nanocoatings due to the increased cross-linking with the epoxy matrix in the presence of the inorganic particles. Besides that, the C=C of the aromatic group was shown by the absorbance peak at 1459 cm−1. 32,33 The peak observed between 1248 cm−1 and 1251 cm−1 was due to the C–O stretching of aromatic ring. 34 The absorbance peak at 3300 cm−1 was attributed to –OH group which showed unreactive Zn–OH or Si–OH groups in inorganic networks. 32 On the other hand, comparison of composite coatings with neat epoxy coating showed almost the similar spectra. The only difference can be observed by the absorbance peaks of the composite coatings due to the presence of silica nanoparticles and ZnO. The silica nanoparticles incorporated with ZnO particles showed an absorbance peak at 966 cm−1 due to Zn–O–Si. 15 Besides that, the absorbance peaks observed between 1100 cm−1 and 1105 cm−1 were correspond to Si–O–C which confirmed the establishment of interaction of silica nanoparticle with polymer matrix. 19 Moreover, the absorbance peaks around 1609 cm−1 were related to Zn–O bonds. The absorbance peak between 1177cm−1 and 1182 cm−1 was ascribed to Si–O–Si as a characteristic of SiO2 nanoparticles. 19

FTIR spectra of epoxy, ESZ5, ESZ10 and ESZ15. FTIR: Fourier transform infrared.
FTIR peaks corresponding to functional groups in different coatings.
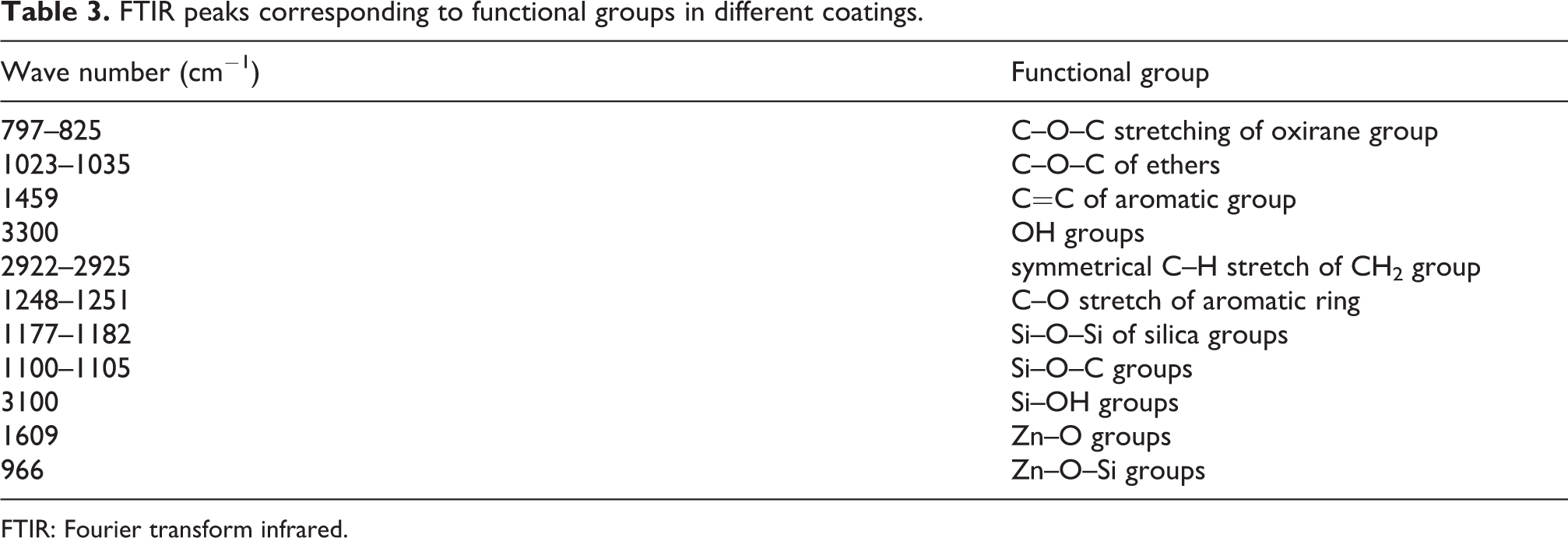
FTIR: Fourier transform infrared.
Thermal analysis
The TGA was performed for the nanocomposite coatings. Figure 4 shows the thermal properties of the composite coatings in terms of thermal decomposition and structural stability. Figures 4 and 5 show the weight versus temperature and derivative weight versus temperature curves of the nanocomposite coatings. The thermal stability of the epoxy coatings with silica nanoparticles and different concentrations of ZnO were examined and compared in the TGA thermograms. The thermal properties of the nanocomposite coatings are presented in Table 4. From Figure 4, composite coatings showed higher initial decomposition temperature than neat epoxy coating. Besides that, increasing content of ZnO particles in composite coating improved the thermal stability. The order of initial decomposition temperature (Tonset) was found to be as follows: ESZ15 > ESZ10 > ESZ5 > epoxy. The weight loss at Tonset might be due to the inclusion of the evaporation of moisture from the surface of the coatings. 15,28 The higher values of the final decomposition temperature (Td) of the nanocoatings illustrate that composite coatings have higher thermal stability than neat epoxy coating due to slow decomposition of the polymer. On the other hand, Td was increased gradually with the concentration of ZnO particles in composite coating. It is probably due to the increased interactions between epoxy matrix and inorganic particles. It shows that interaction between polymer matrix and inorganic filler was stronger in ESZ15 which was also observed by cross-cut tape test in the earlier discussion. 21 Moreover, the composite coatings show higher residual char at 695°C than epoxy coating due to the presence of silica nanoparticles and ZnO particles. On the contrary, ESZ5 shows slightly higher residual char than ESZ10 even low amount ZnO particles presence in ESZ5. It shows that epoxy chains are trapped in the mesoporous SiO2–TiO2 particles. 6,33 It was found that strong interaction was formed between epoxy and inorganic particles led to better thermal stability than ESZ10. 33 Besides that, ESZ15 showed the highest residual weight. From overall observation, ESZ15 shows a strong interaction between epoxy matrix and inorganic particles with better thermal stability. The differential thermogravimetry (DTG) curves are shown in Figure 5. The epoxy coating showed slightly lower thermal stability than composite coating as the peak temperature (Tmax) was 388°C. It showed that introducing silica nanoparticles and ZnO particles in epoxy improved the thermal stability of the coatings. From observation, Tmax of ESZ5, ESZ10 and ESZ15 was 389, 393 and 390°C, respectively. It was found that ESZ10 showed better thermal stability than ESZ15 and ESZ5 due to increased interactions between the inorganic particles and the epoxy. 19

Thermal analysis of coatings: TGA. TGA: thermogravimetric analysis.
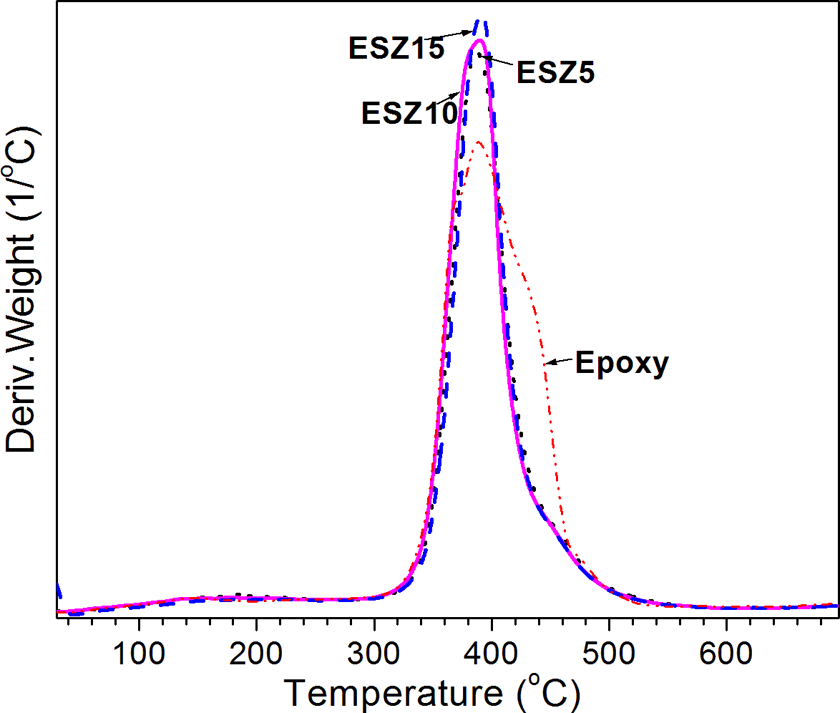
Thermal analysis of coatings: differential thermogravimetry (DTG).
Thermal properties of different coatings.

Tonset: order of initial decomposition temperature; Td: decomposition temperature; Tg: glass transition temperature.
The DSC thermograms of the nanocomposite coatings are presented in Figure 6. The endothermic behaviour of the composite coatings was observed. The glass transition temperature (Tg) of epoxy/nanosilica coating with different concentrations of ZnO particles was monitored by DSC. Epoxy coating showed two stages of endothermic peak at 422.2 and 477.5°C due to greater influence of solvent evaporation in epoxy system. 35 On the other hand, composite coating with different concentrations of ZnO particles showed one stage of Tm at 399.5, 400.2 and 396°C for ESZ5, ESZ10 and ESZ15, respectively. It can be attributed the conversion of ZnO into Zn particles. 26 From overall observation, ESZ10 having higher thermal stability due to condensation reaction of unreacted inorganic particles was attributed at higher temperature with higher Tg. 26 From observation, Tg value was increased with the increasing concentration of ZnO particles (up to 10.0 wt%) in composite coatings due to improved interaction between composite matrix and fillers. On the contrary, Tg was decreased for the case of ESZ15 due to changes in interaction between epoxy and fillers. 34 It showed that weak physical interaction between inorganic particles and epoxy matrix. 17,35 The presence of agglomerated particles on the surface of coating may be attributed to the low ability to produce strong interactions with epoxy matrix. 17 Overall, epoxy coating showed at lower temperature melting than composite coatings.

The DSC thermograms of nanocomposite coatings. DSC: differential scanning calorimetry.
Morphology properties
The surface morphology of the composite coatings with silica nanoparticles and ZnO was examined by SEM. Figure 7(a) shows that epoxy coating has smooth morphology. 3 The epoxy coating modified by SiO2 nanoparticles with a high specific surface area was observed much denser than epoxy coating and showed well dispersed in epoxy matrix with little clusters of ZnO particles (ESZ5; Figure 7(b)). 3,36 On the other hand, higher loading of ZnO particles in composite coating was uniformly distributed but with creeping signage. There were little clusters of inorganic particles seen on the surface of coating. 7,33 It evident that the presence of ZnO particles reduced the interactions among epoxy matrix and inorganic particles. 37,38 The particle–particle interactions were dominating rather than particle–epoxy interaction, because higher concentration of inorganic filler may result in increased van der Waals force between particles, which may affect the dispersion. The little agglomeration presence on surface coating can reflect on adhesive and chemical resistance properties. It causes higher loading of ZnO particles in coating showing poor properties and rough surface (Figure 7(c) and 7(d)) due to low cross-linking between epoxy matrix and particles. 17
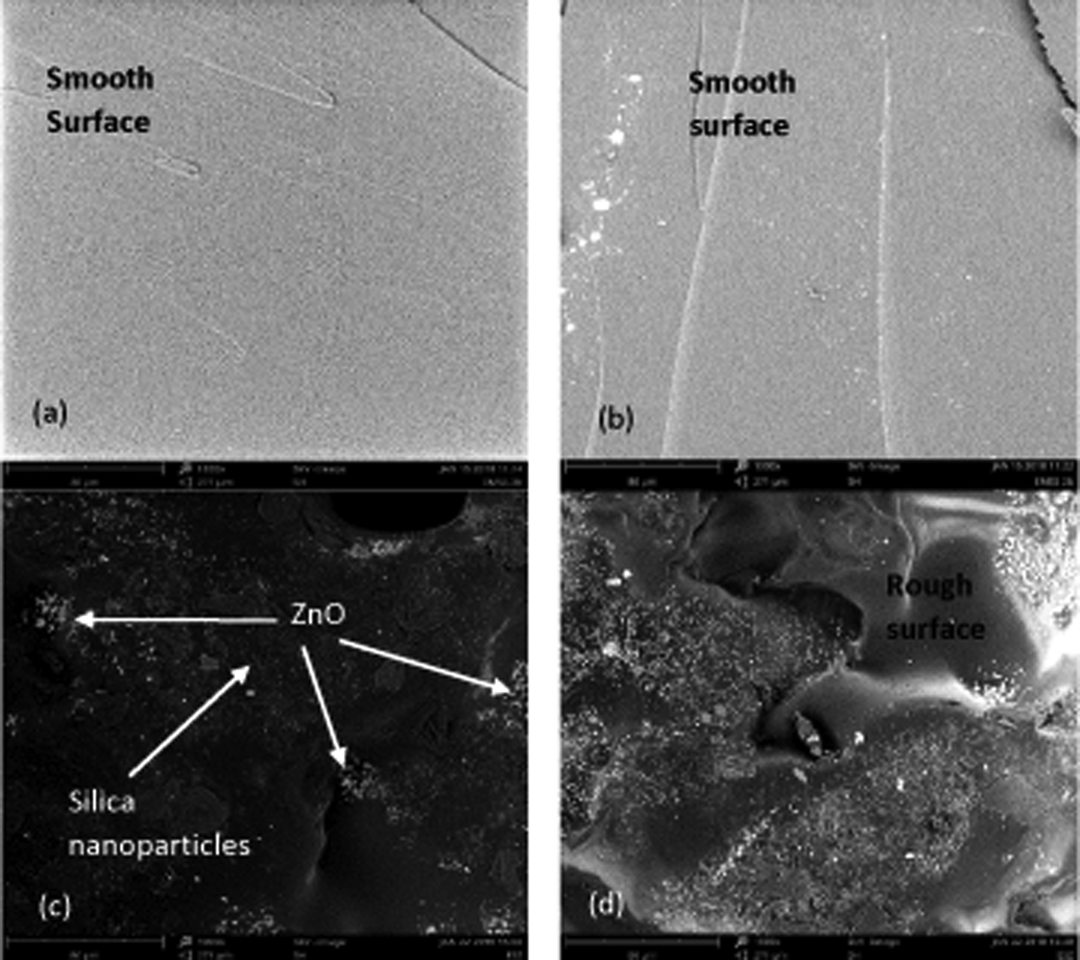
The SEM image of composite coatings: (a) epoxy, (b) ESZ5, (c) ESZ10 and (d) ESZ15. SEM: scanning electron microscopy.
OTR analysis
The OTR results are shown in Table 2. The oxygen permeability of the nanocomposite coatings was analysed to identify the barrier property of the coatings. Oxygen is one of the aggressive agents which requires to be protected from the substrate. A diffusion of oxygen through a coating is considered to be the cause for corrosion of the substrate. 39 From Table 2, it shows that the barrier property of the coatings was improved barrier by showing lower OTR than neat epoxy. The improvement of the barrier property of the coatings might be due to the presence of silica nanoparticles which leads to better interfacial interaction between nanoparticles and epoxy matrix. 40
Conclusions
Epoxy hybrid nanocoatings were prepared with a fixed amount of silica nanoparticles and different concentrations of micro-sized ZnO particles. The effects of ZnO particles content in nanocomposite coating were studied. Inorganic particles were successfully incorporated in the epoxy nanocomposite coatings. The nanocoatings were evaluated for curing time, adhesive, structural, thermal and morphological properties. Result revealed that higher concentration of ZnO particles affects the thermal stability, adhesive and chemical resistance properties. The chemical resistance and adhesive properties were decreased with increase content of ZnO except for Tg and thermal stability properties of nanocomposite coating. It showed that small amount of inorganic particles helped to form particle–particle interaction than particle–epoxy interaction. On the other hand, higher concentration of ZnO particles in epoxy/silica nanocomposite coating showed high UV radiation shielding. According to the analysis, ESZ10 showed better properties with a strong interaction between inorganic particles and epoxy matrix.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.