
Abstract
Thermoplastic elastomer composites of polystyrene (PS) blended with styrene–butadiene rubber (SBR)–filled wollastonite were prepared using a laboratory scale internal mixer. The compatibiliser used in this study was maleic anhydride (MAH). The torque developments, morphology, and mechanical properties such as tensile strength, elongation at break, Young’s modulus and impact strength were studied. PS/SBR/wollastonite composites with the addition of MAH had higher torque than PS/SBR/wollastonite composites without MAH. Tensile strength, impact strength and elongation at break were reduced by increasing filler loading, both for composites with and without MAH. Composites with MAH had higher tensile strength but lower impact strength and elongation at break as compared with composites without MAH. The Young’s modulus increased with the wollastonite loading, whereas at a similar wollastonite loading, composites with MAH exhibited higher values of Young’s modulus than composites without MAH. Scanning electron microscopy on fracture surfaces showed better filler–matrix adhesion for composites with MAH.
Introduction
In recent years, researchers are focusing more on thermoplastic elastomers (TPEs) to be used as matrices in polymer matrix composites. TPEs have become an important class of engineering TPEs, which combines the physical properties of elastomers with excellent processing characteristics of thermoplastics. 1,2 TPEs can replace natural and synthetic rubber because of their versatility in terms of intricate shaping and processability. 3 They are also environmentally friendly due to their ability to be melted and shaped repeatedly, which reduces significant amount of wastes. 4,5 TPEs are competitive over other materials they are replacing for reasons such as resistance towards weather, chemicals and oxidative environment, at the same time offering soft-touch applications. 6
It is therefore a relevant field of study and a huge opportunity to engage in research regarding TPEs. In this study, styrene–butadiene rubber (SBR) was blended with polystyrene (PS) to increase the impact properties of PS by decreasing its rigidity and its brittleness. 7 PS is a rigid thermoplastic, which is one of the main reasons why it is not normally incorporated with fillers because the presence of filler will only further increase its stiffness. 3 Moreover, there are not a lot of useful applications for stiff PS-filled compounds. 8 This is where the combination of SBR comes into place to improve the mechanical properties of PS. However, the presence of SBR does not give an overall improvement for PS because it will cause the stiffness and hardness of PS to decrease. 8 This problem can be overcome by incorporating a filler such as wollastonite into PS/SBR blends.
Wollastonite is the subject of much development today, as a potential replacement for calcined clay and other minerals used in thermoplastics and engineered resins, and also on health grounds. New grades under development will have a higher aspect ratio in the smaller particle size ranges, where the mineral can provide increased flexural modulus and flexural strength, with improvement also in heat distortion temperature and dimensional stability. 9,10 As a natural mineral filler, wollastonite is readily available in the market for commercial applications. Wollastonite traditionally has been used for ceramic applications but has recently also been used as an asbestos replacement and reinforcing filler for plastic, paints and resins owing to its chemical purity, high aspect ratio, bright whiteness and very low loss on ignition. 9
Compatibility in PS/SBR/wollastonite composites is not easy to achieve due to the different characteristics of each component that constitute a separate phase with low attraction force across the phase boundaries. 11 Thus to improve the properties of this PS/SBR/wollastonite composite, it is important to develop a proper control of phase morphology and better interfacial adhesion between the composites constituent via chemical or process approach by using compatibilising agents. 12,13 In this work, maleic anhydride (MAH) was used as a compatibiliser to improve the compatibility of PS/SBR/Wollastonite composites.
Methodology
Materials
PS used in this research was purchased from Petrochemical (M) Sdn. Bhd. (Johor, Malaysia) with 200°C melting point. SBR (grade Buna Hull 1502) with density of 940 kg m−3 was obtained from Bayer Company (Petaling Jaya, Selangaor, Malaysia). Wollastonite, supplied from Ipoh Ceramic (Ipoh, Perak, Malaysia), had 3:20 aspect ratio, and MAH was purchased from Aldrich Chemical (M) Company (Batu Maung, Penang, Malaysia).
Sample preparations
Two series of composites were prepared (with and without MAH) according to the formulations shown in Table 1.
Formulations of the composites.

PS: polystyrene; SBR: styrene–butadiene rubber; MAH: maleic anhydride; php: parts per hundred polymer.
Wollastonite was dried at 70°C for 24 h prior to compounding to remove moisture content. For composites with MAH, PS was blended with SBR in a Haake Rheomix mixer (Model R600/610). Mixing was performed at 180°C and 60 r min−1 for 10 min. Wollastonite was added to the mixing chamber after 4 min of mixing. Wollastonite loadings were varied from 10, 20, 30 and 40 parts per hundred polymer (php). For composites with a compatibiliser, MAH was added into the mixing chamber after 3 min. After 6 min, SBR was added into the compound. After 10 min of mixing, the compound was taken out from the chamber. Melt temperature and torque behaviour were recorded during the compounding.
Mechanical testing of the composites
Compression moulded sheets having a thickness of about 2 mm were punched to prepare the dumb-bell-shaped specimens for tensile testing. Tensile testing was conducted according to ASTM D638 using a universal tensile testing machine (Instron 3366) at room temperature and at a crosshead speed of 1 mm min−1. Tensile strength, elongation at break and Young’s modulus were recorded. Izod impact test was performed using a Zwick instrument and Pendulum 7.5 J according to ASTM D 256. A minimum of five samples for each series were used in tensile and impact tests.
Morphological study
Examination of the tensile fracture surfaces was carried out using a scanning electron microscope (SEM; model Supra-35VP field-emission SEM). All the samples were coated with a thin layer of Pd-Au prior to the test by sputter coating to avoid electrostatic charging during examination. The morphologies of fracture surface, filler–matrix interaction and filler dispersion were examined using SEM.
Results and discussion
Effect on torque development
Figure 1 shows the torque development for PS/SBR/wollastonite composites with MAH as a compatibiliser at different filler loadings. It can be seen that there were three different peaks corresponding to torque values during the addition of PS with MAH, wollastonite and SBR into the chamber of internal mixer. After PS was added, the torque rose sharply due to the resistance exerted on the rotors by unmelted PS. However, melting of PS occurred with rise of temperature, and it was then subjected to mechanical shearing, thus resulting in reduction of torque value. At 3 min, wollastonite was added into the mixing chamber and the torque increased. The addition of wollastonite into the molten PS restricted the flow of PS. The processing torque increased because higher torque was required to uniformly spread wollastonite powder in the PS. At 5 min, SBR was added to the mixing chamber and there was a rise in torque again. The rise in torque represented the loading and the mixing peaks of SBR. The torque started to decrease and stabilise after 10 min, due to the decrease of viscosity as the PS and wollastonite were well-blended with SBR.

Development of torque for PS/SBR/wollastonite composites with MAH as a compatibiliser at different filler loadings.
MAH was added to the composites to improve the filler–matrix interaction of PS/SBR/wollastonite composites. From Figure 2, it can be seen that at the same wollastonite loading, the presence of MAH increased the stabilisation torque (at the end of 10 min) of PS/SBR/wollastonite composites. This increment was due to the improved interfacial adhesion between the filler and matrix, which increased the stabilisation torque of PS/SBR/wollastonite composites. 13
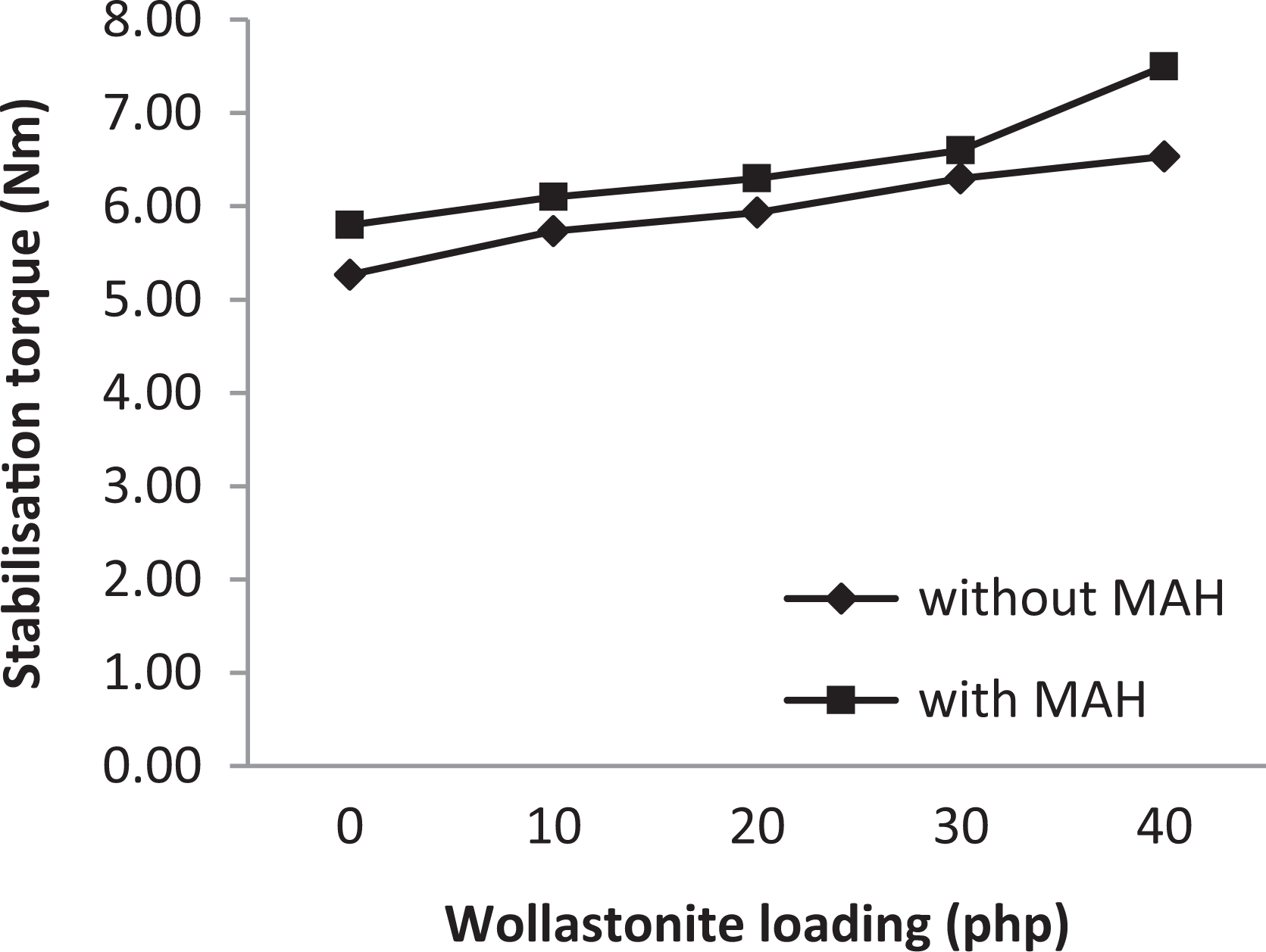
Stabilisation torque for PS/SBR/wollastonite composites with and without MAH as a compatibiliser at different filler loadings.
Effects on mechanical properties
Figure 3 shows the tensile strengths of PS/SBR/wollastonite composites with and without MAH at different filler loadings. Both composites showed the decrement in tensile strength as the wollastonite loading increased. Composites with MAH showed the decrement from 6.963 MPa until 5.922 MPa (from 10 php until 40 php wollastonite loading). The incorporation of MAH in the composites showed a positive effect on the tensile strength of the PS/SBR/wollastonite composite. As can be seen in Figure 3, composites with MAH have higher tensile strength than composites without MAH. This positive effect is due to the better adhesion at the filler–matrix interface due to the presence of MAH. Stronger force was needed to conquer the shear strength interface which resulted in higher tensile strength. 14 Silicon dioxide and calcium oxide which are major components in wollastonite react with MAH under intense heat and pressure and thus increase the interfacial adhesion between wollastonite and the PS/SBR matrix.

Tensile strength for PS/SBR/wollastonite composites with and without MAH at different filler loadings.
Figure 4 shows the values of elongation at break for PS/SBR/wollastonite composites with and without MAH at different filler loadings. Increase in filler loading reduced the elongation at break for both composites. For composites with MAH, the elongation at break was lower than composites without MAH. The addition of MAH in PS/SBR/wollastonite composites improved the interfacial adhesion between filler and matrix. This resulted in good stress propagation and improved the tensile strength, but made the composite more brittle than the polymer matrix. 15 When the stress applied to the composites, the mobility of the polymer chains was restricted due to the strong interfacial adhesion between filler and matrix. The addition of a compatibiliser improved the functionality of the filler surface and the filler was chemically bonded into the composites. 16 Therefore, the composite will be more likely to break instead of elongating.
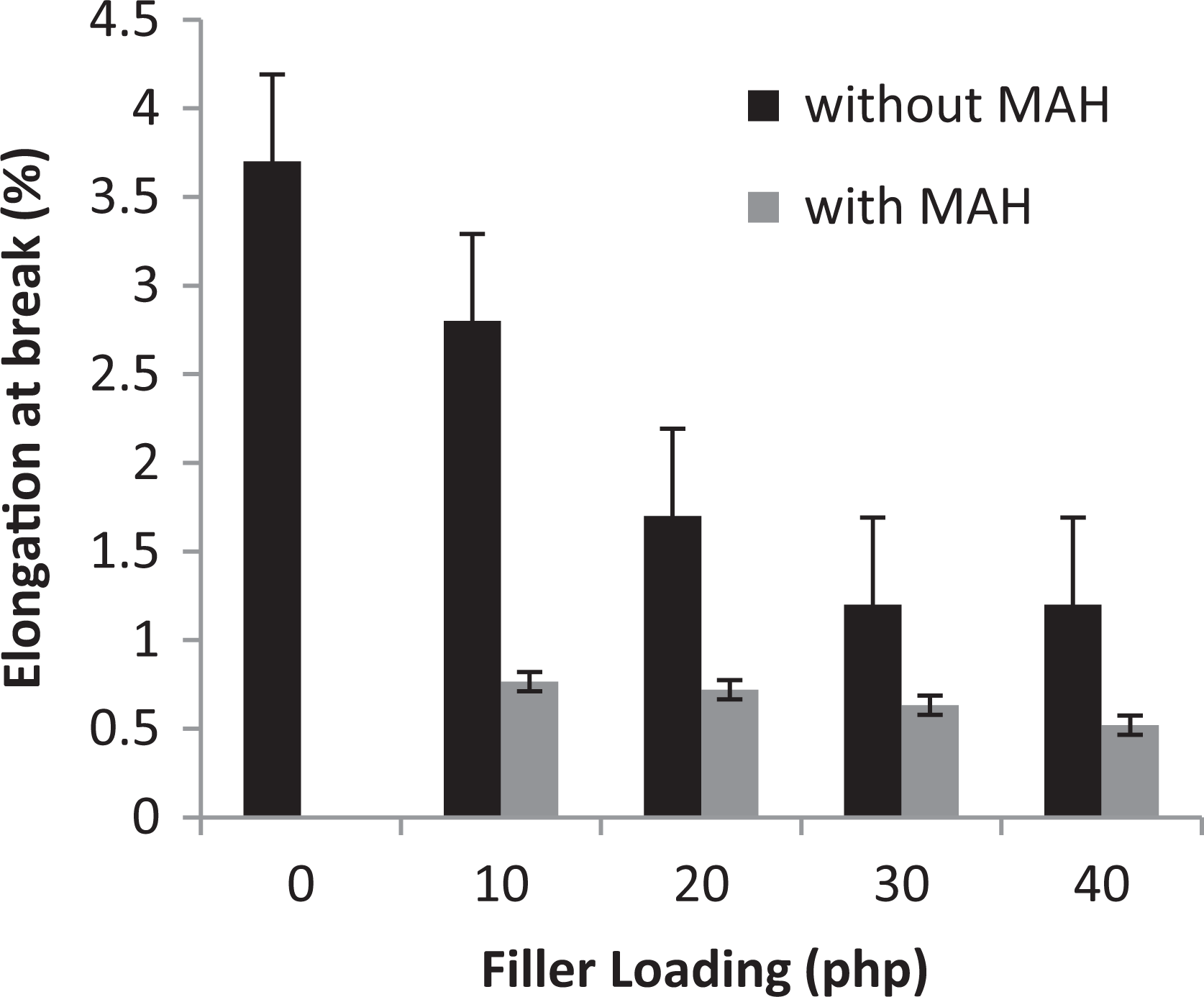
Elongation at break for PS/SBR/wollastonite composites with and without MAH at different filler loadings.
Figure 5 shows the Young’s modulus for PS/SBR/wollastonite composites with and without MAH at different filler loadings. The Young’s modulus increased with the wollastonite loading. At a similar wollastonite loading, composites with MAH exhibited higher Young’s modulus as compared with composites without MAH. The Young’s modulus for composites with MAH increased from 868.8 MPa to 1204.0 MPa. The existence of compatibiliser in the composite system gave a positive effect on the Young’s modulus because of reduced agglomeration of the filler and increased interfacial adhesion between filler (wollastonite) and matrix (PS/SBR).

Young’s modulus for PS/SBR/wollastonite composites with and without MAH at different filler loadings.
Figure 6 shows the values of impact strength for PS/SBR/wollastonite composites with and without MAH at different filler loadings. The impact strength for composites with MAH decreased from 15.5 J m−1 to 11.63 J m−1 as the wollastonite loading increased from 10 php to 40 php. Increasing the filler loading cannot effectively resist crack growth in the composites, and this causes the impact strength to decrease with the presence of filler. 7,17 The presence of MAH in the composite increased the interfacial adhesion between matrix and filler. This strong interaction would restrict the mobility of the polymer chains, which leads to the high rigidity of the composites.

Impact strengths for PS/SBR/wollastonite composites with and without MAH at different filler loadings.
Morphological properties
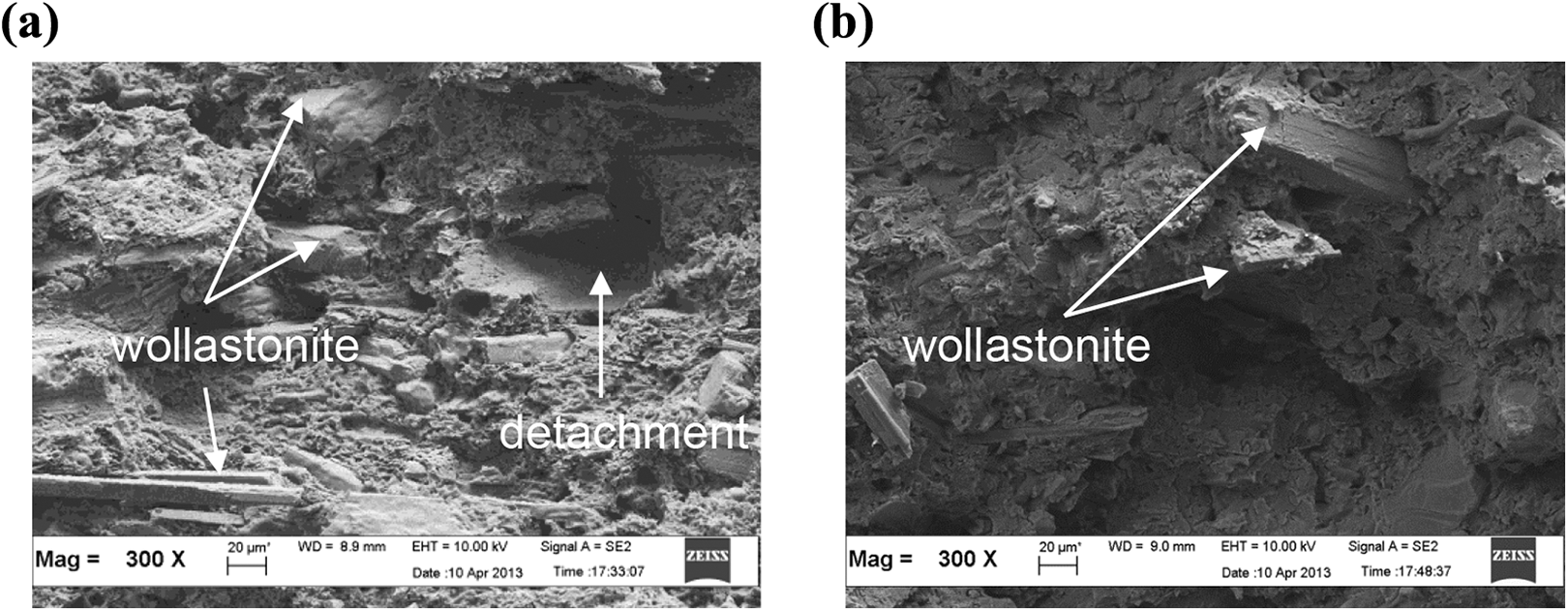
Figure 7 shows SEM micrographs of the tensile fracture surfaces for PS/SBR/wollastonite composites at 20 php filler loading, with (Figure 7(b)) and without MAH (Figure 7(a)), respectively. From Figure 7(a), the weak adhesion between wollastonite and PS/SBR matrix and also the detachment of wollastonite from PS/SBR matrix can be observed. The weak adhesion between filler and matrix for a composite without MAH would cause more filler detachment to occur which would lead to the decrease in tensile strength. From Figure 7(b), it can be observed that the surface of filler was wetted by the matrix and there was less filler detachment. The presence of MAH in the composites increased the adhesion between PS/SBR matrix and wollastonite. 18

SEM micrographs of tensile fracture surfaces for PS/SBR/wollastonite composites at 20 php wollastonite loading: (a) without MAH and (b) with MAH (magnification ×300).
Figure 8 shows SEM micrographs of tensile fracture surfaces for PS/SBR/wollastonite composites at 40 php wollastonite loading, with (Figure 8(b)) and without MAH (Figure 8(a)). From Figure 8(a), the detachment and the agglomeration of wollastonite in PS/SBR/wollastonite composites at a higher wollastonite loading of 40 php can be observed. From Figure 8(b), wollastonite was well embedded in the composites. This indicates that the role of MAH as compatibiliser increased the adhesion at the filler–matrix interface, which resulted in increased tensile strength and modulus of the PS/SBR/wollastonite composites.
SEM micrographs of tensile fracture surfaces for PS/SBR/wollastonite composites at 40 php wollastonite loading: (a) without MAH and (b) with MAH (magnification ×300).
Conclusions
The tensile strength, elongation at break and impact strength decreased with increasing wollastonite loading in PS/SBR/wollastonite composites. PS/SBR/wollastonite composites with MAH have higher tensile strength than those without MAH. However, the elongation at break and impact strength of PS/SBR/wollastonite composites with MAH were lower than those of PS/SBR/wollastonite composites without MAH. The Young’s modulus increased with the wollastonite loading for both composites. PS/SBR/wollastonite composites with MAH exhibited higher values of Young’s modulus than those without MAH. From the morphological study, it was observed that wollastonite was well embedded in, and wetted by, the PS/SBR matrix in the PS/SBR/wollastonite composites containing MAH.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.