
Abstract
Short fiber–reinforced hybrid polymer (SFRHP) composites were prepared using short glass fibers (SGFs) and short carbon fibers (SCFs) as the reinforcements and vinyl ester resin as the matrix. The flexural properties of all-SGF, all-SCF, and SGF-SCF hybrid composites with controlled fiber orientation were found out experimentally and also predicted using rule of hybrid mixtures. Hand layup technique was used for the preparation of the composites. Composites with different patterns of fiber alignment were prepared and their properties were compared with randomly oriented short fiber composites. The results showed that the flexural performance of samples with longitudinal orientation of the fibers was significantly better than randomly oriented samples for all composites. Synergistic effect of hybridization (positive hybridization) with respect to flexural properties of SFRHP composites was obtained by controlling the orientation of the fibers. It was shown that the hybridization of fibers in the short fiber composites can provide economic savings.
Introduction
Short fiber–reinforced polymer (SFRP) composites are those composites where discontinuous short fibers (shorter than a few millimeters) are distributed in a continuous polymer matrix. 1 These composites find use in various applications including automotive, marine, building, construction, sporting goods, aerospace, and household; and they fill the property gap between high-performance continuous fiber laminates and unreinforced polymers. 2,3 SFRP composites provide superior mechanical properties as compared to their polymer matrix. 4,5 Another reason for using short fibers in composites is that some composite manufacturing methods like extrusion compounding and injection molding cannot handle long continuous fibers. 6 The discontinuity of fibers in the SFRP composites also provides possibility to create a ductile or pseudo-ductile response under loading by deformation and slip at the discontinuities. 7,8 Both continuous and short fibers recovered from the end-of-life composites can be reused in short fiber composites after suitable treatment. In this way, these composites can provide a viable method of composites’ waste management.
Short fiber–reinforced hybrid polymer (SFRHP) composites are those composites where two or more than two types of short fibers are used in combination with a polymer matrix. Hybridization is usually performed to make the composites cost-effective or to obtain a unique combination of properties by manipulating the relative ratio of the fibers. 9 -11 Both thermoplastic and thermoset resins have been employed in SFRHP composites. Commonly used thermoplastic resins in SFRHP composites include PP, ABS, PC, PA and PEEK, while the examples of thermosetting polymers include unsaturated polyester, vinyl ester, phenolic, and epoxy. 12 -15 Most frequently used combination of fibers in the SFRHP composites is carbon and glass fibers. Carbon fiber acts as a strong, stiff, and low-density reinforcement but is relatively expensive and brittle; on the other hand, glass fiber is relatively cheap and provides better fracture strength but its strength and stiffness are relatively low. 16,17 By combining the two fibers with the same polymer matrix, it is possible to achieve a balance between the properties of all-carbon polymer composites and all-glass polymer composites to better suit various application requirements at a reduced cost. As the mechanical properties of both short glass fibers (SGFs) and short carbon fibers (SCFs) and the interfacial properties of SGF/polymer and SCF/polymer systems vary greatly, it is expected that the hybrid effect would exist for their hybrid-reinforced composites. 13,18 -20 Major factors influencing the properties of SFRHP composites include (i) properties of fibers, (ii) properties of matrix, (iii) interfacial adhesion between fiber and matrix, (iv) volume fraction of the fibers, (v) fiber orientation distribution (FOD), (vi) fiber length distribution (FLD), and (vii) the orientation of fibers with respect to each other. 9,20
Rule of hybrid mixtures (RoHM) can be used to predict certain mechanical properties of the SFRHP composites including modulus, strength, and fracture toughness. It is assumed that each type of fiber is separated and forms their own composite with the matrix in such a way that there is no interaction between the two types of short fibers. 4 Another assumption of RoHM is that the iso-strain condition is applicable to the hybrid composites, that is

where εhc is the strain experienced by the hybrid composite, ε1f is the strain in the first type of fiber, and ε2f is the strain in the second kind of fiber. The modulus of the SFRHP composites (Ech) can be estimated using the following RoHM equation 20,21

where v1 and v2 are, respectively, hybrid volume fractions of the two types of short fibers and v1 + v2 = 1. Ec1 and Ec2 are moduli of the composites reinforced, respectively, by these two types of fibers at the same volume fraction as the total fiber volume fraction. Hybridization can lead to a positive or negative hybrid effect in that a positive or negative deviation of a certain mechanical property from the prediction made using RoHM can take place. If the property of interest shows a higher value than expected from RoHM, it is termed as a synergistic effect. As mentioned earlier, FOD and FLD are important parameters affecting the mechanical properties of the SFRPs. The effect of these parameters can be taken into account by incorporating their effect into the rule of mixtures by introducing a parameter, that is, fiber efficiency factor (λ). Other methods, such as laminate analogy approach, have also been used to estimate the properties of the hybrid composites. 4 FLD is an important parameter for the short fiber polymer composites which are prepared via conventional techniques, for example, extrusion compounding and injection molding, because considerable fiber breakage takes place during these processes influencing fiber–fiber and fiber–matrix interaction in the composite. The fiber deposition techniques employed in the thermoset resin–based short fiber composites provide a better control of the FLD; however, controlling the orientation of the fibers is still a matter of further studies. 7,10,22
The objective of the current work was to study the effects of orientation on the flexural properties of the SFRHP composites. The flexural strength (FS) and flexural modulus of the composites consisting of SGF and SCF as the reinforcements and vinyl ester resin as the matrix with controlled fiber orientation were found out experimentally and also predicted using RoHM.
Experiment
Materials
The composites were prepared using vinyl ester resin with methyl ethyl ketone peroxide (MEKP) as an initiator and cobalt as an accelerator for the curing of the resin. Vinyl ester resin, MEKP, and cobalt were purchased from the local market. The glass fibers and carbon fibers (7-µm fiber size and prepared from polyacrylonitrile-based precursor, Toray, Japan) were used as reinforcements. The short fibers (10 mm) were cut from the tows using a sharp blade.
Preparation of the composites
The fabrication of the composites was carried out through the hand layup technique. A 150 × 150 × 2 mm3 mold was used for the fabrication of the composites. At the start, the releasing wax was applied on the surface of the mold and was allowed to dry. The vinyl ester was mixed with the MEKP initiator and cobalt accelerator in a beaker. Half of the mixed resin was poured into the mold cavity, and chopped fibers were manually oriented in the mold over the resin layer. Then the remaining half of the resin was spread over the oriented fibers. A glass rod was used to slightly press the fibers to ensure complete impregnation of the fibers with the resin. The amount of the fibers in composites was fixed to 20% by volume.
After that the mold was covered with a glass plate and placed under nominal pressure for 6 h for the complete curing of the resin at room temperature (23°C). The cured samples were carefully removed from the mold and cut into straight strips for flexural testing in accordance with ASTM D 790-07. Nine samples were prepared with three different fiber orientations, that is, random, longitudinal, and transverse. The longitudinal and transverse directions were described with reference to the application of loading nose in the flexural test (see Figure 6). Three samples for each orientation were prepared from all-SGF (20% glass), all-SCF (20% carbon) and SGF-SCF hybrids (10% glass and 10% carbon fiber), while the fiber to resin fraction was fixed to 20% by volume. Fiber orientations, fiber type, and their sample coding are provided in Table 1. The orientation patterns and prepared samples along with their coding are shown in Figure 1.
Details of the composite samples used in this study.

SGF: short glass fiber; SCF: short carbon fiber.
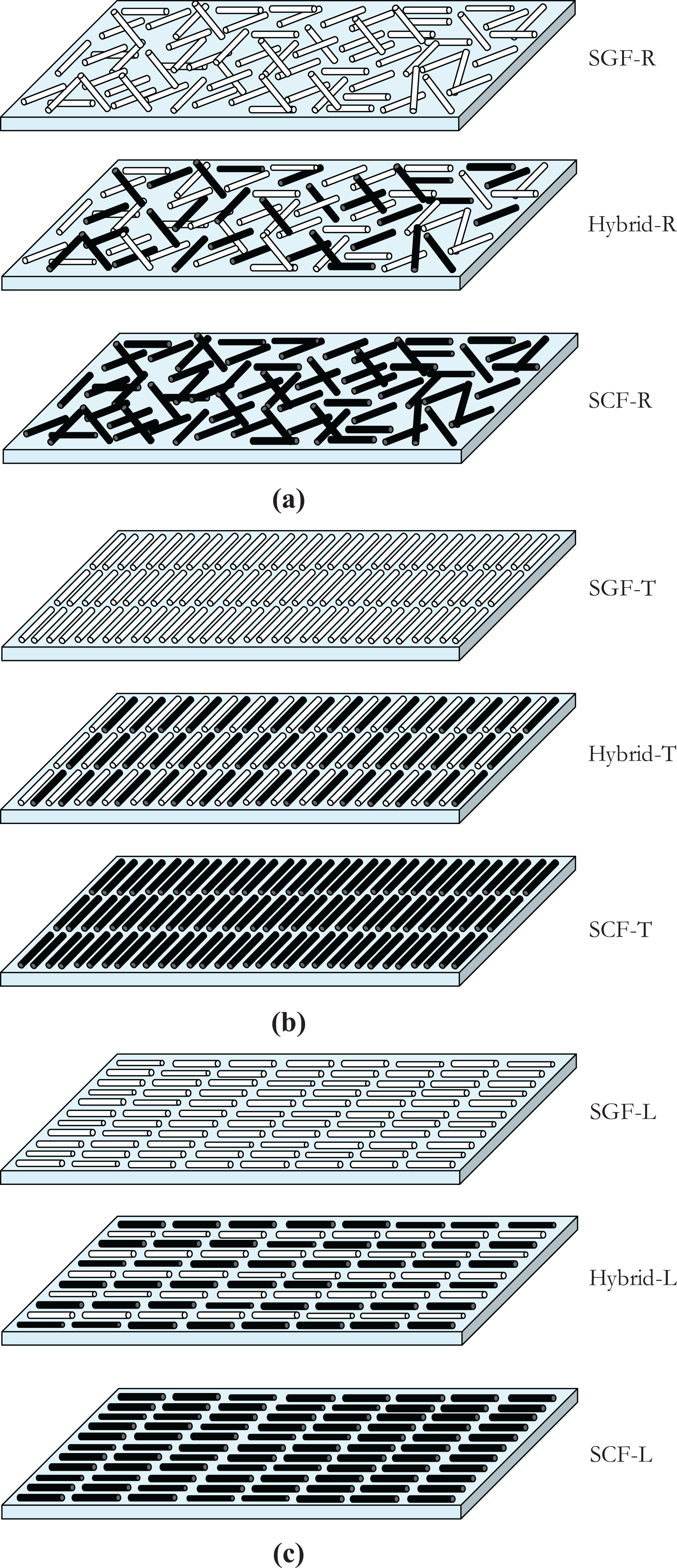
Schematics of short fiber composites with (a) random, (b) transverse, and (c) longitudinal orientation of fibers.
Flexural testing
The composites were tested for FS and flexural modulus under three-point bending fixture using universal testing machine (TIRA Model 2810, TIRA GmbH, Germany) with a load cell of 10 kN in accordance with ASTM D 790-07. The standard span to thickness ratio (32:1) was selected for the testing. The load on the specimen was applied using a cylindrical loading nose with a radius of 5 mm at a crosshead rate of 1 mm/min and 22°C temperature. The rate of crosshead speed (R) was calculated from the following equation 23

where R (mm [in.]/min) is the rate of crosshead motion, L is the support span in mm, d is the specimen thickness in mm, and Z is the rate of straining of the outer fiber in mm/mm/min. The values of Z shall be equal to 0.01.
The FS was calculated from the load–deflection curve using the following equation

where P is the maximum load on the load–deflection curve in Newtons and b is the width of the specimen in mm. The units of length (L) and thickness (d) were also in mm. The flexural moduli (EB) were calculated by drawing a tangent to the steepest initial straight-line portion of the load–deflection curve and using the following equation

where M is the slope of the load–deflection curve. Five specimens for each composite were tested and average values along with standard deviations were reported.
Results and discussion
Effect of fiber orientation on flexural properties
A comparison of the FS and flexural moduli values of composites with varying orientation of fibers is shown in Figure 2 and Figure 4, respectively. It can be seen that the values of both FS and flexural moduli for all-SCF composites are noticeably higher than all-SGF composites for all orientations. This is attributed to the intrinsically higher mechanical properties of SCFs as compared to SGFs. It is also evident from Figures 2 to 5 that the flexural properties are strongly dependent on the orientation of fibers for all-SGF, all-SCF, and SGF-SCF hybrid composites. Generally, randomly oriented fibers are used in short fiber composites as it is the easiest way to deposit the fibers into the resin when using a thermosetting resin system. In this section, the results from the composites with randomly oriented fibers are compared with the composites where the fibers are arranged in transverse and longitudinal directions. In the case of FS, the composites with the transverse orientation show the lowest values for all three cases (Figure 2). This can be attributed to the loading mechanism employed in the three-point bending test. The fibers were oriented parallel to the plane of the bending force that was acting on the samples, thus reducing the ability of the composite structure to transfer the stresses and hence lowering the force that was required to break the sample. The angle (θ) between the plane of the flexural force and fiber orientation is zero as shown in Figure 6(a). On the other end, the value of θ for the longitudinal fiber orientation is 90° as shown in Figure 6(b). Here, the FS values are highest for all-SGF, all-SCF, and SGF-SCF hybrid composites (Figure 2). Deviation of FS values of composites with transverse and longitudinal orientation of fibers as compared to FS of composites with randomly oriented fibers is shown in Figure 3. The FS values of the composites where the fibers were aligned parallel to the plane of the bending force were lower than the composites with randomly oriented fibers, while a noticeable increase was observed for the composites where the fibers were aligned perpendicular to the plane of the bending force. The increase was particularly high for the SGF-SCF hybrid composites where an increase of 131% in the FS was observed.

Flexural strength of all-SGF, all-SCF, and SGF-SCF hybrid composites with different orientations. SGF: short glass fiber; SCF: short carbon fiber.
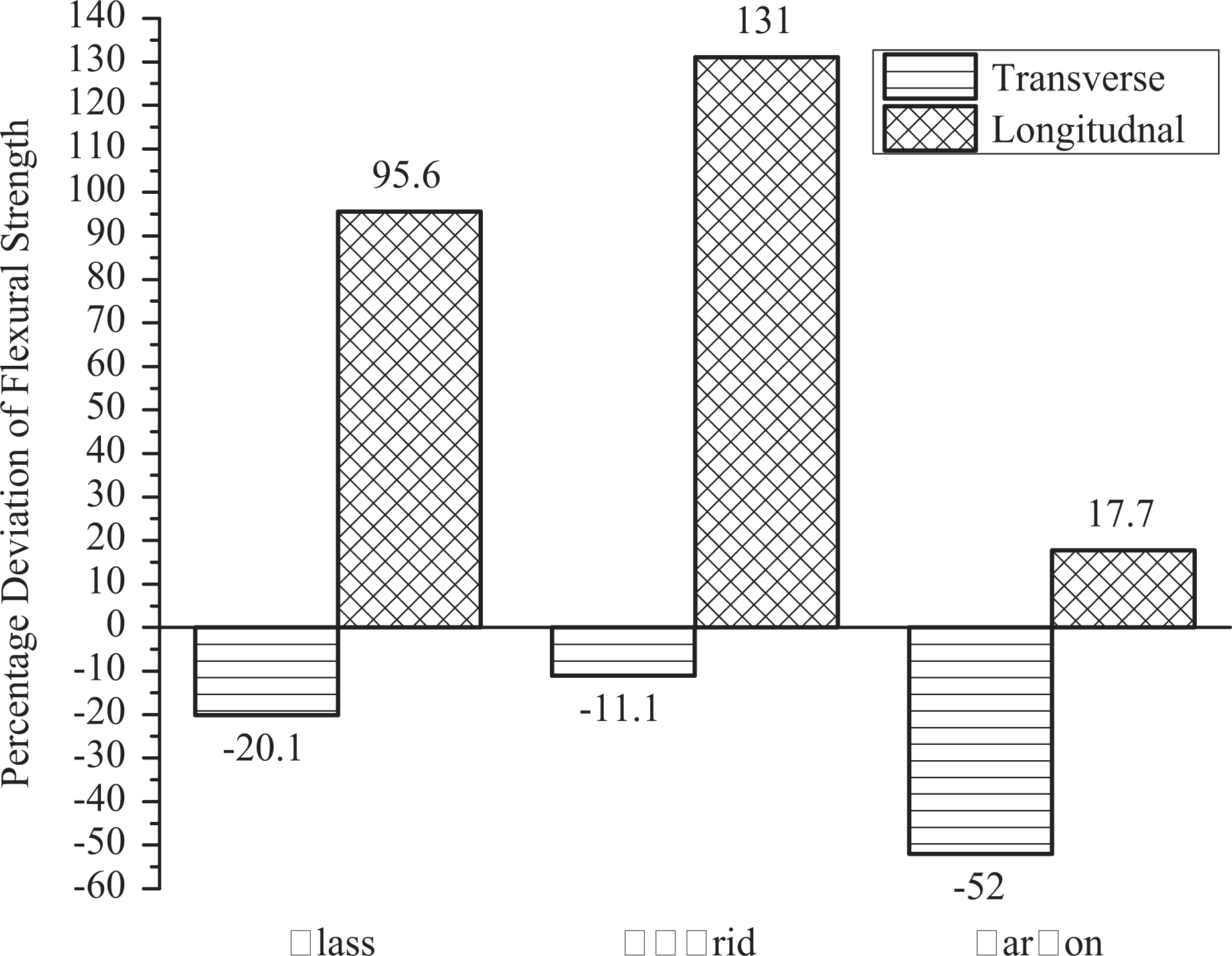
Deviation of flexural strength of composites with transverse and longitudinal orientation of fibers as compared to flexural strength of composites with randomly oriented fibers.

Flexural moduli of all-SGF, all-SCF, and SGF-SCF hybrid composites with different orientations. SGF: short glass fiber; SCF: short carbon fiber.

Deviation of flexural moduli of composites with transverse and longitudinal orientation of fibers as compared to flexural modulus of composites with randomly oriented fibers.
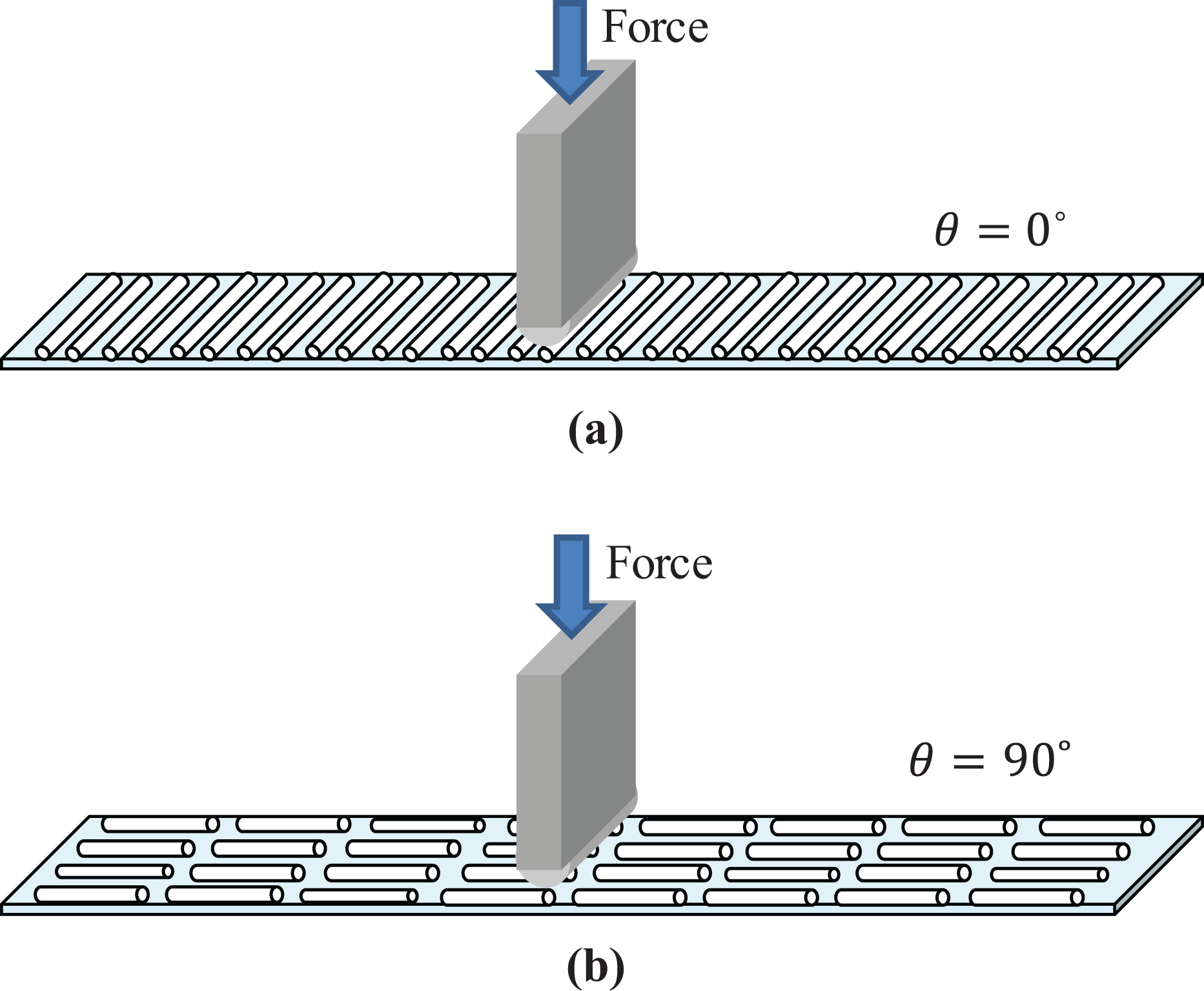
Schematics of the angle between the plane of the flexural force and fiber orientation: (a) for transverse orientation and (b) for longitudinal orientation.
The values of flexural moduli for all samples are shown in Figure 4 and deviation of flexural moduli of composites with transverse and longitudinal orientation of fibers from the flexural modulus of composites with randomly oriented fibers is shown in Figure 5. It can be seen that the flexural moduli of the composites where the fibers were aligned parallel to the plane of the bending force were marginally higher than the composites with randomly oriented fibers with the exception of all-SCF composites. A noticeable increase in the flexural moduli was observed for the composites where the fibers were aligned perpendicular to the plane of the bending force, that is, longitudinal orientation. As seen for FS values, the increase in the flexural modulus was particularly high for the SGF-SCF hybrid composites where an increase of 178% as compared to randomly oriented fiber composites was observed. It has been shown previously 24 that the reinforcing effect in hybrid composites is contributed by the fiber with higher modulus, which in this case is created from SCF.
Orientation distribution of the fibers in the cured composites where the fibers were aligned in the longitudinal direction is shown in Figure 7. The angle of the fibers with respect to the longitudinal axis was traced using ImageJ Image Processing and Analysis software (Version 1.49, Software freely available at: https://imagej.nih.gov/ij/download.html). It was observed that for all-SGF, all-SCF, and SGF-SCF hybrid composites, 88%, 59%, and 85% fibers were within an angle of ±10°, respectively. It was difficult to precisely control the orientation of the SCFs due to their smaller diameter as compared to SGFs.
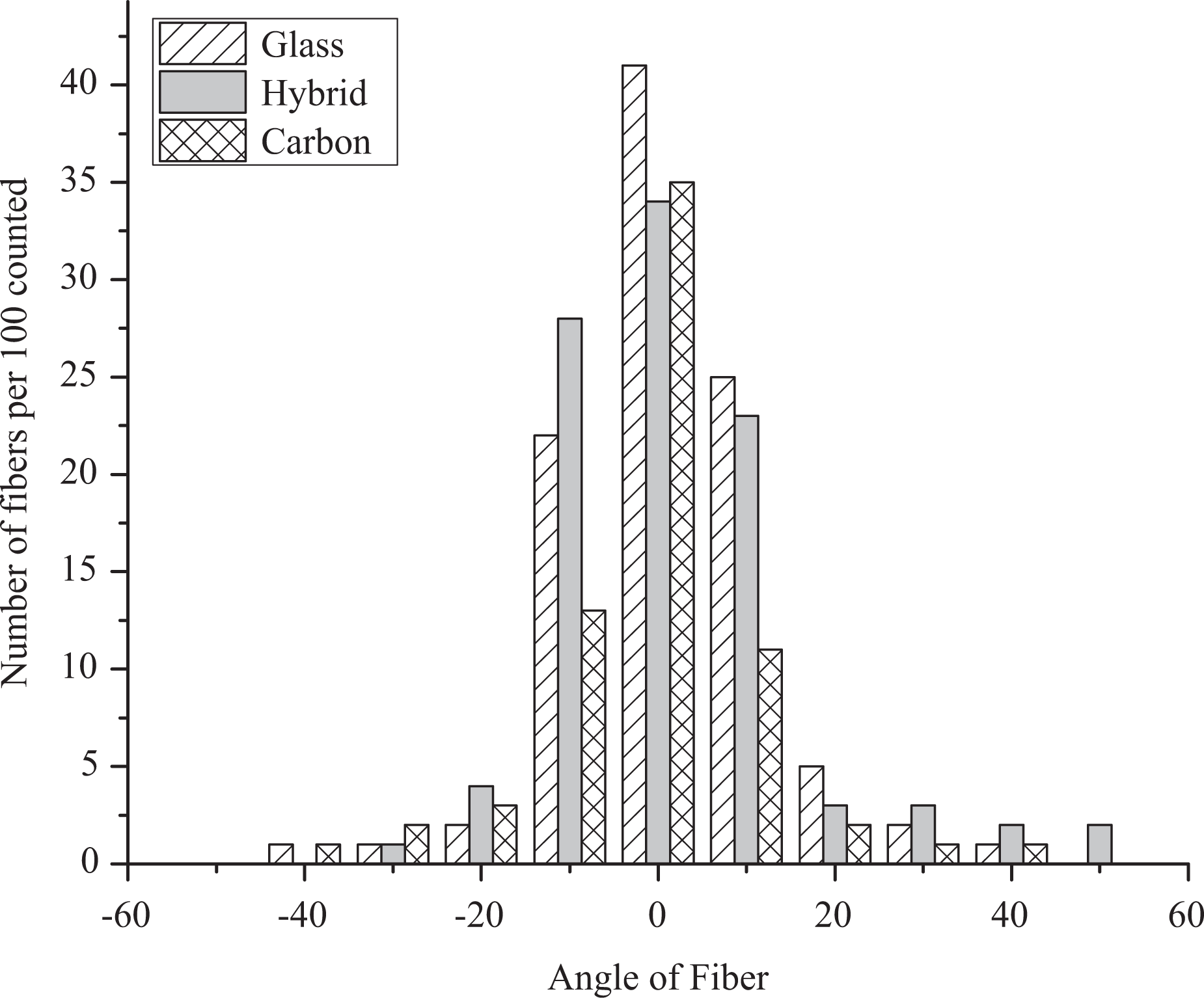
Orientation distribution of the fibers for longitudinal orientation.
Comparison of experimental and predicted values
Deviation of the experimental values of FS and flexural moduli with the predicted values obtained from RoHM is shown in Figure 8. A comparison of the FS values for three orientations reveals a negative effect of hybridization for the random (−40.3%) and transverse (−5.63%) orientation, while there is no change (0.10%) in the experimental and predicted values for longitudinal orientation. The drastic decreases in the FS of the hybrid composites with the random orientation of fibers indicate the inability of the fibers to transfer the loading stresses. In the case of flexural modulus, a noticeable synergistic effect can be seen for the composites with transverse (25.2%) and longitudinal (19.3%) orientation of fibers. It can be seen from Figures 2 and 8 that for the composites with longitudinal orientation of the fibers, the average FS value of the SGF-SCF hybrid composites reached 92% of the average FS shown by all-SCF composites. In the case of flexural modulus, this value was 87%.
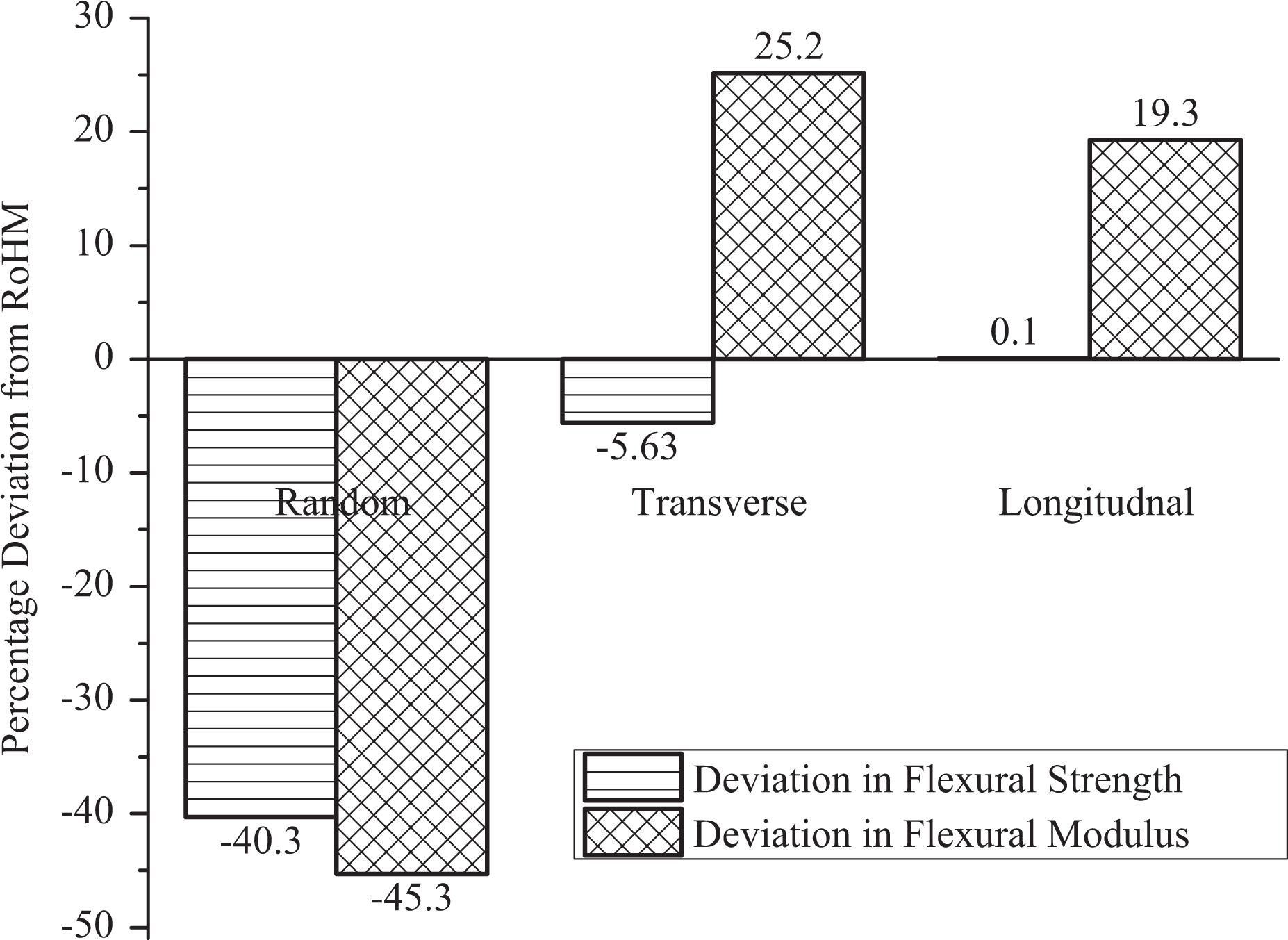
Comparison of experimental and predicted flexural properties of SGF-SCF hybrid composites. SGF: short glass fiber; SCF: short carbon fiber; RoHM: rule of hybrid mixtures.
It can be established from the aforementioned discussion that the synergistic effects of hybridization (positive hybridization) with respect to flexural properties of SFRHP composites can be achieved via controlling the orientation of the fibers. A comparison of flexural properties of the composites with longitudinal orientation of fibers normalized with respect to the price of the fibers is shown in Figure 9. It is evident from these results that the controlled hybridization provides economic advantages over all-SCF-based composites with respect to flexural properties. It should be noted that the volume fraction of the reinforcing fibers used in this study was fixed for the comparison of the results. However, the flexural properties can be tailored to suit the specific requirements for various applications in the hybrid composites by varying the relative ratio of SCFs and SGFs.

Comparison of flexural properties normalized against the price of the fibers.
Conclusion
In this study, the effects of fiber orientation and hybridization on the flexural properties of the SFRHP composites were observed. The FS and flexural modulus of the composites consisting of SGF and SCF as the reinforcements and vinyl ester resin as the matrix with controlled fiber orientation were found out experimentally and also predicted using RoHM. It was shown that the orientation of the fibers with respect to the direction of applied stress in SFRP composites and SFRHP composites affects both FS and flexural moduli of the composites. It was also shown that the synergistic effects of hybridization (positive hybridization) with respect to flexural properties of SFRHP composites can be achieved via controlling the orientation of the fibers. The overall cost of the composites can also be reduced by the use of glass fibers along with carbon fibers if proper orientation of the fibers is ensured.
Footnotes
Acknowledgements
The authors would like to thank the Department of Polymer and Process Engineering, University of Engineering and Technology, Lahore for providing all the required materials and testing facilities. Muhammad Shafiq Irfan also wants to thank Asmat Ullah, Misbah Ur Rehman, Omer Qazi, and Ayyub Khawar for their help with the experimentation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.