
Abstract
A packaging material requires a proper interaction with regard to water vapour transmission between the product and the outside environment. For many fresh food products such as bakery goods, fruits, and vegetables, microperforation is utilised to extend the shelf life of the foodstuff and to provide better food quality. The microperforation potential of five commercial polymeric films has been evaluated using a pulsed fibre laser technique, and significant differences were found between the films in the penetration of the laser beam and in the diameter of the perforation. Breathable polymeric packaging films were prepared with an average laser power of 20 W and a pulse duration of 200 ns. The numbers of holes (80 μm in diameter) in the films were approx. 2000 holes/m2 and 4000 holes/m2. As expected, the number of perforations affected the water vapour transmission (WVT): the WVT was 11 g/m2/d for unperforated film, and 60 g/m2/d for the film with 4000 holes/m2, indicating that the fibre laser can be used successfully for microperforating this type of polymeric films. However, microscopic and microtomographic analyses revealed major differences in hole formation behaviour and in the wall structures of the microperforations.
Introduction
In order to maintain the freshness and to extend the shelf life of many packaged food products, it is important to control the storage temperature and to modify the atmosphere inside the package. Microperforation of the package or a part of it is one way of controlling the moisture content and gas composition inside the package 1 and is particularly useful for fresh-cut products 2 such as fruits, vegetables and flowers. However, the optimal respiratory rate varies between different foodstuffs, since each product has its own specific requirements for gas and moisture exchange.
In the case of fruits, a high storage temperature decreases their shelf-life e.g. due to an increase in the amount of released ethylene 3 , which leads to faster ripening. On the other hand, excess moisture may result not only in fogging of the covering film, which hinders the visibility of the packed food, but also in an increasing activity of micro-organisms or aroma changes. For instance, Mocchia-Lucchini 4 showed that an extremely low loss of moisture from the package leads to high mould infection in blackberries due to accumulated humidity inside the package. Giovanelli et al. 5 stated that high and medium barrier materials retard over-ripening but that the aromatic profile of the packaged food can be changed. It is thus obvious that to achieve a long shelf-life without affecting the taste itself requires optimisation of the barrier properties when fresh products are packaged.
Microperforation is one way of producing packages with controlled gas and water vapour barrier properties for fresh products1–2,4–8. Typical perforation methods include e.g. electrostatic discharge, dies and needles. Both hot and cold needles can be used for puncture9–10. Using hot needles can be time-consuming and it is difficult to obtain small holes. With cold needles, a typical problem is the uneven shape of the perforations, which makes it difficult to reliably evaluate the vapour or gas flow through the perforated film. Electrostatic discharge produces small holes, but it is only applicable to electrically non-conductive, very thin packaging films. Although the process is considered slow and it is difficult to obtain the desired amount of holes 11 , an electrostatic discharge produces rather small microperforations which provide consistent gas exchange 12 .
A more recent method for producing micrometer-scale holes is by laser processing. Laser perforation produces more uniform holes with a small diameter than mechanical perforation methods, which often produce an elliptical perforation2,10. Part of the laser light is absorbed when the beam is focused on a film, and this absorbed laser light heats the material, resulting in melting and vaporisation of the film in a controlled area, causing the perforation. The polymer vaporises instantaneously as an effect of the laser 13 . Like an electrostatic discharge, the laser punctuation process is often considered to be slow and difficult to exploit in reel-to-reel processes, since it is traditionally challenging to control the laser beam energy per unit area when the film speed is high. However, laser technology can be nowadays be utilised for film webs with machine speeds exceeding 300 m/min, due to beam compression technology, in which laser pulses are converged and guided to focus and emit their intensity on a sharp region of the film, resulting in perforations with round shape9,13.
The transport of water vapour or gases through a microperforated film is dominated by the size of the holes and the storage conditions. Larsen et al. 6 investigated various microperforated (diameter 30–100 μm) plastic films with regard to their gas transmission properties. A direct increase in both oxygen and carbon dioxide gas transmission rates was found, and the study revealed that microperforations with a diameter greater than 55 μm have a tendency to lose their diffusion coefficient in the presence of convection, which emphasises the significance of optimising the hole size. Since very small perforations with a round shape can be achieved by laser treatment10,14, laser-based perforation methods appear particularly interesting.
In practical applications, the water vapour transmission in a porous material such as
a membrane is given as the permeability, which is the quotient of the water vapour
transmission rate and the difference in relative humidity
15
. Diffusion is the main
mechanism behind gas or vapour transport through a film. A standard diffusion model
can be created using Henry's law and Fick's law. Henry's law is valid in adsorption
and desorption regions, i.e. inside and outside the package. Assuming that the
polymeric film is homogeneous, that its thickness is l, that the penetrating
pressure is p (pouter > pinner) and the
permeate concentration c of fluids passing through the seal is
(couter > cinner),
the diffusion can be expressed by Fick's law
16
:

This diffusion model has some weaknesses, since molecular diffusion has been shown to be insufficient to describe the gas permeability of open-structure membranes with a high excess free volume. It has been proposed that convective transport contributes to the permeation of certain gases, and molecular diffusion alone does not then suffice to describe the permeation. To overcome this issue, an expanded permeability model that comprises both diffusion and convective transport has been proposed for highly porous membranes 17 .
The purpose in the present work has been to evaluate the suitability of pulsed fibre laser for microperforating multi-layer polymeric lidding films. Particular attention has been paid to the quality and uniformity in diameter of the perforations, which were investigated by microscopic and tomographic analyses. We report here preliminary findings that further elucidate certain aspects of fibre laser-based microperforation techniques for polymeric films.
Polymeric lidding films
The following commercial multi-layer lidding films were chosen for the experiments: TER HB50 PET EZ Peel (Film A; Bemis Company, Inc.), TER HB50 EZ Peel (Film B; Bemis Company, Inc.), PE NP (Film C; Flextrus AB, Sweden), Bialon 3 T Peel (Film D; Wipak Group, Germany), and Westop 405 B PET (Film E; Westpak Oy, Finland). Films A and B consisted of five different types of polymers, whereas films C–E comprised only four polymers. The layers presumably differed from one another in their polymer compositions. Grammage, thickness and density were measured in accordance with ISO 536 and ISO 534, respectively.
Grammage and thickness determinations revealed slight differences between the
studied films (
Grammage, thickness and density for the studied samples

Grammage, thickness and density for the studied samples
The melting temperatures of the polymers present in the films were determined using a Mettler Toledo 821e differential scanning calorimeter with a scan rate of 10°C/min in the temperature range of −20°C to 280°C. At −20°C and 280°C, the sample was allowed to stabilise for 2 min.
Microperforation with a pulsed fibre laser apparatus
The laser source used in the perforation experiments was an ytterbium pulsed
fibre laser by IPG with a 20 W maximum average power, a typical beam quality M2
value of 1.5, a max pulse energy of 1 mJ, a changeable pulse repetition rate
from 1.6 kHz to 1000 kHz, and a changeable pulse length from 4 ns to 200 ns in 8
different waveforms. Galvanometric scan head optics were used where the scan
head was Scanlab's Hurryscan 14 II with an f100 telecentric lens. The laser beam
focal point diameter was 40 μm with a Rayleigh length of 0.37 mm and a near
Gaussian beam power distribution, as measured by Primes MicroSpot Monitor.
Samlight version 3.0.5 build-0582 by Scaps GmbH was used as laser control
software. A model of the experimental setup is shown in

Illustrative model of the laser perforation setup
Based on an investigation with a stereomicroscope, film B was chosen for the WVT
experiments. The selection of film B was also supported by the evenness of
parallel perforations. Laser and process parameters used in the microperforation
experiments are listed in

Positions of laser perforations in films prepared for WVT testing. The illustration on the left represents a film with 2000 holes/m2 and the on the right a film with 4000 holes/m2
Laser and process parameters used in the laser perforation experiments

Stereomicrographs of the films were taken after laser perforation in order to evaluate the shapes and diameters of the perforations. In addition, the perforated films were investigated with a Skyscan 1072 X-ray microtomograph (SkyScan n.v., Belgium). Perforated films were also imaged with a Hitachi SU3500 scanning electron microscope equipped with a SE detector (acceleration voltage 15 kV) in the secondary electron imaging mode after sputter-coating with gold. The working distance varied between 4.4 and 14.9 mm, depending on the tilt.
Water vapour transmission (WVT)
WVT was measured on unperforated and perforated films (2000 and 4000
holes/m2) under standard conditions (23°C, RH 50%), and under
conditions simulating storage in a refrigerator (5°C, RH 35%) using a
non-standard method. In the experiment, the film was attached in the mouth of an
Erlenmeyer flask with a volume of 50 mL using hot-melt adhesive. The internal
area of the flask mouth was 0.001018 m2. 25 g of anhydrous calcium
chloride (CaCl2) powder was added to the bottle before the film was
glued in position. The weight of the flask was determined with an accuracy of
0.1 mg before placing the flask in climate chamber (Jeiotech TH-100, South
Korea). The flasks were weighed after 30 min, 1 h, 2 h, 4 h, and 24 h. The WVT
value was calculated using the equation: 
Melting temperatures of layers of polymeric films
The DSC results revealed substantial differences between the polymeric components
present in the lidding films (
Melting temperatures of the polymeric layers in the studied films

Melting temperatures of the polymeric layers in the studied films
Stereomicrographs revealed significant differences in perforations, in the shapes
of holes and the hole diameters, as shown in

Shape and diameter of holes formed in the lidding films A-E after one (upper row) and five (lower row) repeats with a fibre laser
The ability of the films to be perforated is thus clearly dependent on their ability to absorb the pulsed fibre laser energy. This was verified by comparing the film thickness or density and the diameter of the hole, where no visible trend was found. However, as in the study of Winotapun et al. 10 , the area around the hole seemed to be slightly thicker than the other parts of the film, suggesting that the perforation conditions caused a dissociation of polymer molecules due to a local increase in temperature. This indicates that careful optimisation of the laser treatment is required in order to reach high perforation quality.

Superficial and cross-sectional microtomographs of film B (5A) and film C (5B)
Scanning electron micrographs revealed substantial differences in quality between
films B and C (

Superficial SEM images of films B (upper row) and C (lower row). Note the slightly rough and porous ring formed around the perforation and the relatively smooth hole walls in film B. The images of film C show that the laser was not able to create a hole with a constant diameter and that small-scale roughness developed on the hole walls
The number of holes affected the WVT significantly under both standard conditions
(

Water vapour transmission through film B under standard conditions (23°C, RH 50%) as a function of time with different numbers of perforations
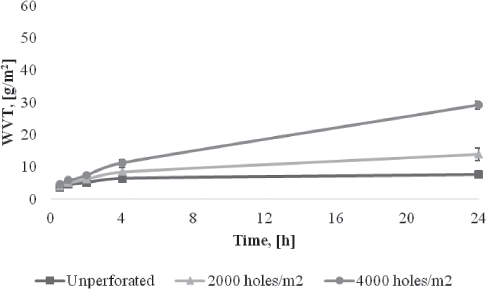
Water vapour transmission through film B under refrigerator conditions (5°C, RH 35%) as a function of time with different numbers of perforations
The most significant transmission took place during the first two hours of the test regardless of the conditions. The WVT value for film with 2000 holes/m2 was 45 g/m2/24h under standard conditions, and 14 g/m2/24h under refrigerator conditions. However, the WVT did not increase linearly when the number of perforations was increased from 2000 holes/m2 to 4000 holes/m2. This discrepancy was attributed to small differences in the diameters of the perforations. Although the diameters were very similar based on stereomicrographs, microtomographs revealed small variations in the diameters.
Based on the WVT values, it is obvious that pulsed fibre laser can be used for microperforation of polymeric films, but further investigations of the effects of ambient conditions on the diameter of the microperforations and empirical tests of food preservation in packages with microperforated lidding films would be of interest. Finally, different laser drilling methods should be compared, although a pulsed fibre laser system was here found to be an accurate method to produce holes with diameter in a range relevant for microperforations.
Applicability of pulsed fibre laser for perforating polymeric food packaging films
The laser wavelength used in this study had a low absorptivity to the materials used – only a few per cent is absorbed, otherwise the beam is either transmitted through the material or reflected 19 . In order to increase the perforation rate several things could be tried. A laser that works either in the ultraviolet or in the far infrared wavelength region could be used – e.g. an excimer laser, a frequency tripled solid state laser, or a CO2 laser. This would increase the absorption of the laser energy and enable faster processing. A higher power laser could also be used. Nowadays, similar lasers with an average power of up to 100 W are available. Another possibility would be to use a diffractive optical setup to divide the laser beam into multiple beams that would drill several holes at the same time. This would possibly eliminate the need to move the laser beam altogether. However, it also makes the system less adjustable to different applications.
Tools for characterising the microperforations
The large variation of in hole diameter between the different polymeric layers of films studied clearly limited the applicability of superficial imaging techniques. Stereomicrographs provided information about e.g. bubble formation inside the film and the technique was well suited to determining the hole diameter in the surface layer. Scanning electron microscopy appeared to be a convincing tool for evaluating the smoothness and porosity of the perforated region, but it lacked a capability to reveal possible bubbles deeper in the film. On the other hand, superficial SEM images demonstrated the alteration in hole diameter in different layers quite well and the interpretation of the images was easy.
It became very obvious that cross-sectional images of the perforations should also be taken. Cross-sectional X-ray microtomograph graphs revealed directly the variation in hole diameters between different polymeric layers, but the interpretation of the superficial graphs was relatively complicated compared to those obtained with stereomicroscopy and SEM. More accurate tomographs can be obtained e.g. by high-resolution X-ray tomography with laser ablation, which makes it possible to produce highly accurate three-dimensional depth images of thin layers 20 , but the general applicability of X-ray microtomography is limited if the film has been attached to a substrate such as paperboard due to impaired film visibility 21 . To conclude, the findings suggest that the imaging of microperforated films should be carried out using several techniques in order to confirm the coverage of the analysis.
Effect of lidding film properties on the quality of microperforations
The quality of microperforations varied significantly between the studied
samples. The melting temperatures of two polymers present in film C were
substantially higher than those of the other films. At the same time, severe
bubble formation was observed in stereomicrographs (
The average melting temperature was also the factor that mainly determined the
diameter of the perforation (
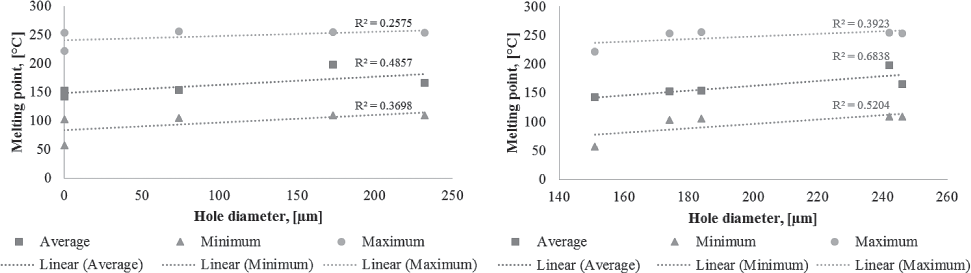
The lowest and the highest melting temperatures of polymeric materials present in lidding films plotted against hole diameter after (left) one and (right) five repeats
This work demonstrates the general suitability of a pulsed fibre laser for microperforation of polymeric films. Optimisation of the process parameters is not only important from the viewpoint of the perforation capability of laser, but also from the viewpoint of hole diameter and shape. The material of the film also plays a key role for the success of microperforation by laser. It is evident that there are major differences in the suitability of different polymers for laser perforation, and the results of present study suggest that successful perforation of polyethylene-based films is more difficult due to bubble formation and unevenness of the hole. It is strongly recommended to evaluate the hole diameter and shape from cross-sectional microtomographs instead of stereomicrographs, since the diameter varies between the different polymeric layers of the films.
The water vapour transmission was highly dependent on the ambient conditions and on the number of holes in the film. The most important finding was that the number of microperforations per unit area did not have a large effect on the WVT values, indicating that the diameter of the perforations was at reasonable level for fine-tuning the transmission. This finding suggests that any desired WVT value can be obtained by changing the number of perforations per unit area. This enables easy tailoring of the perforated lidding films for specific areas of use, since in a commercial microperforation process the number of holes is easy to adjust. More detailed studies are however required in order to find a way to speed up the microperforation process with a pulsed fibre laser.
Footnotes
Acknowledgements
This study was a part of project “A70197 Pakkaamo 2020”. The European Regional Development Fund (ERDF) and industrial partners are acknowledged for financial support. The authors thank Dr. J. A. Bristow for linguistic revision of the manuscript. Mr. Ndifreke Genesis and Ms. Teija Laukala are acknowledged for their contribution to the practical work.