
Abstract
Polyurethane (PU) nanocomposites filled with inorganic particles, aiming at the improvement of mechanical and thermal properties, are well known. Unlike previous work we describe here the combination of two fillers, synthetic talc (silico-metallic mineral particles-SSMMP) with distinct hydrothermal processes (SSMMP 7 h and 24 h) and organically-modified commercial clay (SPR), aiming towards development of new polyurethane ternary nanocomposites by in situ polymerisation. Fillers were added 3 wt.% of the mass of pristine polymer, with a ranging of weight proportions (75:25/25:75) of SSMMP and SPR. Results were compared to those for nanocomposites containing pure SSMMP and SPR fillers. Dispersion degrees and filler interactions with the polyurethane matrix were followed by FTIR, XRD, SEM, TEM and AFM techniques. Results showed that the fillers presented a good dispersion and were exfoliated/ well dispersed in the polyurethane matrix. Thermal and mechanical properties of nanocomposites were evaluated in comparison to the binary nanocomposites (PU/SSMMP 7 h, PU/SSMMP 24 h and PU/ SPR). All nanocomposites presented superior values of Young's modulus to that of pristine PU. Results evidenced that the blend of SSMMP and SPR fillers is an interesting strategy to improve thermal and mechanical properties of nanocomposites.
Introduction
Polyurethanes are multifunctional polymers whose properties can be easily tailored by changing their molecular structures of ‘soft segment’ and ‘hard segment’. To improve polyurethane properties, a common method is to add inorganic particles to the polymer matrix. The high aspect ratio of reinforcing particles such as talc, mica, silica, clay and calcium carbonate is of great importance to further increase polymers thermomechanical properties 1 . The best performance of polymeric nanocomposites is achieved when the silicate layers are well dispersed in the polymer matrix. Depending on the polymer's degree of interaction with the layered silicate mineral particles, hybrids nanocomposites are obtained with structures ranging from intercalated to exfoliated2–4. Talc, a layered magnesium silicate mineral with ideal formula Mg3Si4O10(OH)2 is used as filler in composite materials to reduce their production costs, improve their physical and chemical properties, and/or to offer new functionalities5,6. Montmorillonite (MMT) is also a layered silicate, but its structure consists of octahedral sheet of alumina sandwiched between two external silica tetrahedrons. The specificity of MMT is due to the presence in the interlayer of hydrated cations. MMT is a swellable clay mineral 7 . Polymer/clay nanocomposites have become important due to their improvements in mechanical strength and stiffness, thermal stability and gas barrier properties8–10. Layered silicates have often been described in the literature as fillers due to the availability of clay materials 11 . Natural talc ores consist in a mixture of several minerals, exhibiting some cationic substitutions 12 and consequently are inhomogeneous in chemical structure, crystalline phase and size distribution 13 . Manufacture of synthetic talc with a well-defined chemical composition and high purity, besides the possibility of the crystallinity, particle size and layer thickness control is a viable alternative. For example, by varying by a few tens of degrees the temperature of hydrothermal reaction, the average particle size can vary by several hundreds of nanometres14,15. The advantage of polymer nanocomposites is that the improvement in their properties can be achieved with a low percentage of layered silicates 16 . Several matrix polymers have been used to obtain polymer-layered silicate nanocomposites including polyurethane1–5,7,8,10,16–34, PMMA 9 , blends14,35–40, polypropylene41–43, polyamides 44 , polylactide45,46, polystyrene 47 and EVA 48 . In previous studies, our group investigated the performance of PU/synthetic talc nanocomposites with different filler percentages. Best results were obtained when a loading of 3 wt.% was used21–23. To further improve the performance of nanocomposites, the use of filler mixtures has been described. Alavi et al. produced ternary nanocomposites of PP/talc/nanoclay resulting in materials showing a better filler dispersion and an increase in mechanical properties 49 . Aguilar et al. prepared PP-based nanocomposites with organically modified montmorillonite (oMMT) and different types of CaCO3 via melt blending. The resulting materials presented enhanced dispersion and better mechanical and thermal properties 50 . Kodal et al. investigated the mechanical, thermal and morphological properties of PA6 hybrid composites containing talc and wollastonite 51 . Garmabi et al. produced HDPE/nanoclay/nano CaCO3 nanocomposites evidencing that the co-incorporation of this fillers improved nanocomposites’ mechanical properties 52 .
In this work, new polyurethane based nanocomposites were obtained by in situ polymerisation by mixing synthetic silico-metallic mineral particles produced by different hydrothermal treatments; SSMMP 24 h/205°C (SSMMP 24 h) and SSMMP 7 h/315°C (SSMMP 7 h) and SPR clay in different weight proportions (75:25 and 25:75) of fillers (3 wt.% regarding the mass of pristine polyurethane) were obtained.
Experimental
Materials
Polycaprolactone diol (PCL) MM: 2000 g/mol by Aldrich, hexamethylene diisocyanate (HDI) by Merck; dibutyltin dilaurate (DBTDL) by Miracema-Nuodex Ind. and methyl ethyl ketone (MEK) by Merck were used as received. Magnesium acetate tetrahydrate (CH3COO)2 Mg.4H2O), sodium metasilicate pentahydrate (Na2SiO3.5H2O), sodium acetate trihydrate (CH3COONa.3H2O) and acetic acid were used for the syntheses of SSMMP powders (24 h/205°C and 7 h/ 315°C). All reagents were purchased from Aldrich and used without any further purification 6 . Samples were prepared as described elsewhere 53 . Organically modified commercial clay Rheotix SPR was donated by Nokxeller. Fillers were added in a percentage of 3 wt% relative to the pristine polymer without any treatments. Proportions of 75:25/25:75 of synthetic talc and SPR clay respectively, were used.
Hybrid Nanocomposites Obtained by in situ Polymerisation
The dispersion of SSMMP and SPR clay (in the desired proportions) was carried out in ultrasound bath (40 kHz) for 60 min, utilising methyl ethyl ketone as solvent. A glass reactor of 500 mL equipped with five inputs was used to perform the reactions. Mechanical stirring, thermocouple (to maintain the temperature at 40°C), reflux system and an addition funnel were connected to the reaction system. The reaction occurred in one step. Polycaprolactone diol (PCL) MM: 2000 g/mol, hexamethylene diisocyanate (HDI) (molar ratio between PCL and HDI = 1.1:1), DBTDL as catalyst (0.1% regarding the mass of reagents) and methyl ethyl ketone (MEK) as solvent (≅100 mL) as well as the fillers were added to the reactor. First, PCL was heated to melt with MEK. After that, a mixture of SSMMP/SPR (in the desired proportions) and the catalyst (DBTDL) were placed in the reactor. HDI was placed slowly, at the end of its addition the reaction started and was kept under reflux for 2 h and 30 min in an inert atmosphere (N2). Lastly, films with ≅ 0.1 mm of thickness were produced by casting and dried at room temperature.
Testing and Characterisation
X-ray Diffraction (XRD)
Fillers in a form of powder and hybrid nanocomposites in the form of films were analysed by X-ray diffraction (XRD) recorded on a Shimadzu XRD-7000 diffractometer with CuKα Bragg-Brentano geometry θ-θ radiations, between 5 and 80 degrees with a step size of 0.02 degrees, current of 40 kV and voltage of 30 mA.
Transmission Electron Microscopy (TEM)
Transmission electron microscopy (TEM) was used to determine the morphology and dispersion degree of hybrid nanocomposites. Samples of the hybrid nanocomposites in the form of films were cryomicrotomed and samples of the fillers were dispersed in water to obtain TEM images, utilising the equipment Tecnai G2 T20 FEI operating at 200 kV.
Fourier Transfer-infrared (FTIR) Spectroscopy
Fourier transform infrared spectroscopy (FTIR-Perkin Elmer FTIR spectrometer model Spectrum 100) was used to reveal the structural properties of fillers (powders) and hybrid nanocomposites (films), scanned from 650–4000 cm−1 utilising a UATR accessory.
Thermogravimetric Analysis (TGA)
Thermogravimetric analysis were performed to ascertain the thermal decomposition of pristine PU and hybrid nanocomposites in a SDT equipment (TA Instruments Model Q600), tests were carried out in a temperature range from 25°C to 800°C with a heating rate of 20°C min−1 under constant N2 flow, utilising pristine PU and hybrid nanocomposites films and performed in triplicate.
Differential Scanning Calorimetry (DSC)
Melting temperature (Tm) and crystallisation temperature (Tc) of pristine PU and hybrid nanocomposites films were obtained by Differential Scanning Calorimetry (DSC) (TA Instruments model Q20 equipment). The tests were carried out under N2 in a temperature range from −90°C to 200°C with a heating/cooling rate of 10°C min−1, in two heating cycles.
Dynamic Mechanical Analysis (DMA)
Tensile tests (stress/strain) of pristine PU and hybrid nanocomposites were performed in DMTA equipment (TA Instruments Model Q800); tests were carried out at 25°C with rectangular shape films (thickness ∼0.10 mm, length 12 mm, width ∼7.0 mm) at 1 N min−1. ASTMD638 was used to determine the Young moduli of samples. Analyses were carried out in triplicate until the rupture of samples.
Field Emission Scanning Electron Microscopy (FESEM)
Field emission scanning electron microscopy (FESEM) analyses were performed in FEI Inspect F50 equipment in secondary electrons (SE) mode and used for assessment of filler distributions in the polymer matrix. The samples (films) were placed in a stub and covered with a thin gold layer.
Atomic Force Microscopy (AFM)
Atomic force microscopy (AFM) was used to collect roughness data of pristine PU and hybrid nanocomposites. The cryomicrotomed samples were used to obtain the data. Analyses were performed in tapping mode to construct phase/height contrast images at different locations on the top surface of the samples using a Bruker Dimension Icon PT equipped with a TAP150A probe (Bruker, resonance frequency of 150 kHz and 5 N m−1 spring constant). The equipment was calibrated prior sample measurements. Scanned area of the images was 5 × 5 μm2 with a resolution of 512 frames per area.
Results and Discussions
X-ray Diffraction Analysis (XRD)
Crystalline structure of fillers (SSMMP 7 h and SPR clay) and hybrid nanocomposites were evaluated by XRD (

X-ray diffractogram patterns (a) PU, (b) PU/SSMMP 7 h+SPR 3% 25:75, (c) PU/SSMMP 7 h+SPR 3% 75:25, (d) PU/SPR 3%, (e) PU/SSMMP 7 h 3%, (f) SPR clay and (g) SSMMP 7 h
The diffractograms of fillers and hybrid nanocomposites indicated that the peak associated with the fillers (2θ
From TEM images (

TEM micrographs of (a) SPR clay, (b) SSMMP 7 h, (c) SSMMP 24 h, (d) PU/SPR 3%, (e) PU/SSMMP 7 h 3% and (f) PU/SSMMP 24 h 3%

TEM micrographs of (a) PU/SSMMP7h+SPR 3% 75:25, (b) PU/SSMMP 7 h+SPR 3% 25:75, (c) PU/SSMMP 24 h+SPR 3% 75:25 and (d) PU/SSMMP 24 h+SPR 3% 25:75
As seen in TEM micrographs (
FTIR was performed to evaluate the structure of hybrid nanocomposites, the fillers (SSMMPs and SPR clay) and the neat PU, as seen in

FTIR spectra of (a) PU pure, (b) PU/SSMMP 7 h+SPR 3% 25:75, (c) PU/SSMMP 7 h+SPR 3% 75:25, (d) PU/SSMMP 7 h 3%, (e) PU/SPR 3%, (f) SSMMP 7 h and (g) SPR clay in different wavenumber I (4000–650 cm−1), II (3600–3200 cm−1) and III (1100–900 cm−1)
In the spectrum of neat SSMMP 7 h (
An increase on onset temperatures of hybrid nanocomposites with filler addition (

TGA curves for the pristine PU and the hybrid nanocomposites
Observing DTG curves (%/°C) (

DTGA curves (%/°C) versus temperature of the pristine PU and the hybrid nanocomposites
As described elsewhere thermal stability of pristine PU is improved by the presence of clay-layered crystals, which form a maze or ‘tortuous path’ in the PU matrix 10 . The incorporation of clay into the polymer matrix enhanced thermal stability by acting as a superior insulator and mass transport barrier to volatile products. These results can be attributed to dispersion and barrier effects of the clay layers against oxygen diffusion through the matrix26,31,32,41,45.
Results obtained by DSC analysis for the nanocomposites
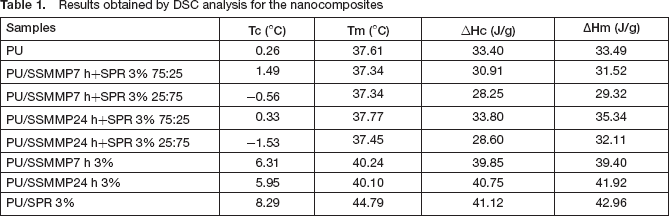
Results obtained by DSC analysis for the nanocomposites
Stress–strain results are seen in

Stress x Strain, by DMA, for the hybrid nanocomposites and pristine PU

Young's modulus values for hybrid nanocomposites and pristine PU (a) PU Pure; (b) PU SSMMP 7 h+SPR 3% 25:75; (c) PU SSMMP 7 h+SPR 3% 75:25; (d) PU SSMMP 24 h+SPR 3% 25:75, (e) PUSSMMP 24 h+SPR 3% 75:25, (f) PU/SPR clay 3%, (g) PU/SSMMP 7 h 3% and PU/SSMMP 24 h 3%
Therefore, the increase in the Young's modulus can be associated with the interfacial interaction between silicate layers and polyurethane matrix17,29,43,45. The surface area and shape play an important role in these properties. Yousfi et al. also related a significant increase of 39.4% on the Young's Modulus in PP/PA6 blends filled with synthetic talc (1880 MPa for the PP/ PA6 blends and 2620 MPa with synthetic talc) 14 and our group noticed a maximum increment to the sample PU/ synthetic Ni-talc 1 wt%, which presented an increase of 5.7% when compared to pristine PU, and an increase of 65% on the sample PU/SSMMP 7 h 3 wt%21,22. Therefore, when both fillers are placed together into the polyurethane matrix it is possible to obtain hybrid nanocomposites with superior mechanical properties.
On the basis of the morphological study of the prepared hybrid materials, as seen in

Micrographs, mode SE, of the materials at magnification of 5000x. (a) PU pure, (b) PU/SSMMP 7 h+SPR 3% 75:25, (c) PU/SSMMP 7 h+SPR 3% 25:75, (d) PU/SSMMP 24 h+SPR 3% 75:25, (e) PU/SSMMP 24 h+SPR 3% 25:75, (f) PU/SSMMP 7 h 3%, (g) PU/SSMMP 24 h 3% and (h) PU/SPR 3%
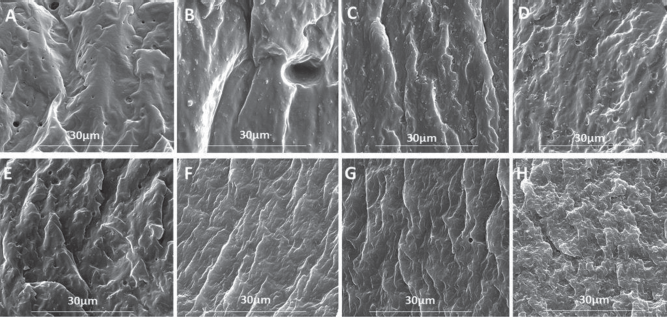
Micrographs from fractures, mode SE, of the materials at magnification of 5000x. (a) PU Pure, (b) PU/SSMMP 7 h+SPR 3% 75:25, (c) PU/SSMMP 7 h+SPR 3% 25:75, (d) PU/SSMMP 24 h+SPR 3% 75:25, (e) PU/SSMMP 24 h+SPR 3% 25:75, (f) PU/SSMMP 7 h 3%, (g) PU/SSMMP 24 h 3% and (h) PU/SPR 3%
A 3D height image of pristine PU and hybrid nanocomposites is shown in
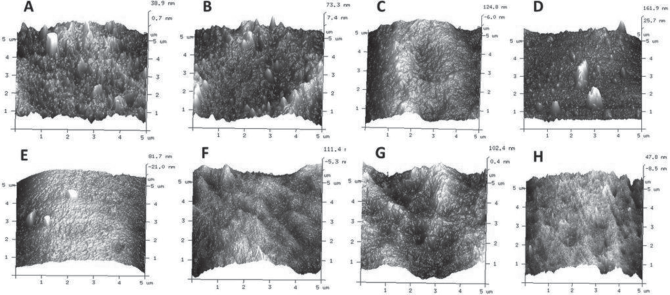
AFM images (height) (a) PU, (b) PU/SSMMP 7 h+SPR 3% 75:25, (c) PU/SSMMP 7 h+SPR 3% 25:75, (d) PU/SSMMP 24 h+SPR 3 % 75:25, (e) PU/SSMMP 24 h+SPR 3% 25:75, (f) PU/SSMMP 7 h 3%, (g) PU/SSMMP 24 h 3% and (h) PU/SPR 3%
Average roughness (Ra); root mean square roughness (Rq); maximum height roughness (Rmax) for the hybrid nanocomposites

Ternary nanocomposites were prepared by in situ polymerisation utilising SSMMPs and SPR clay as fillers, proving that it is possible to blend these fillers together. Structural analyses (XRD and FTIR) allied to morphological tests (TEM, SEM and AFM) demonstrated that the fillers are well dispersed/exfoliated into the polymeric matrix leading to nanocomposites PU/ SSMMP/SPR with superior thermal and mechanical properties. Using blended fillers into a polyurethane matrix results in materials that can perform functions that require high thermal and mechanical performance. These results corroborate previous studies showing that synthetic talcs are interesting to the development of materials with distinguished properties, and may also be combined with other fillers.
Footnotes
Acknowledgements
The authors would like to thank CAPES and CNPq for doctorate, post-doc and research scholarship. Also to Nokxeller – Microdispersions for providing SPR clay.