
Abstract
This present work investigated the adhesive effect of the material properties and fracture toughness of a thermosetting epoxy polymer modified with micron-sized glass beads. Various surface treatments were used to modify the surfaces of the glass beads in order to consider the effect of the glass bead particle/epoxy adhesion on the material properties and toughness of the polymer-based composites. Adding glass beads into polymer resulted in an increase in the modulus. The maximum value of the modulus was obtained for the polymer composite modified with well-bonded glass beads. The addition of the glass beads to polymers leads to a significant improvement in the fracture toughness. The particle/matrix adhesion strongly affects the toughness of the glass bead-modified polymers. The coupling agent silane treatment and release agent Frekote treatment caused well-bonded particles and poorly-bonded particles with the epoxy matrix. Both of the surface treatments result in a significant increase in the toughening performance. Toughening mechanisms of plastic void growth and crack deflection caused by the addition of the glass beads were found on the fracture surfaces of the tested specimens.
Introduction
Epoxy polymers have now been extensively used as adhesives and as the matrix for the fibre-reinforced polymer (FRP) composites due to various advantages they possess, such as good thermal stability and high Young's modulus. As adhesives, epoxy polymers possess many advantages, e.g. a high resistance to chemical attack, improved stress distribution across bonded joints, relatively high modulus and flexibility in component design 1 . Furthermore, adhesives are applied inside the joint, they provide an invisible well-sealed bond with the assembly, and can easily join irregularly shaped surfaces. Also, adhesives can bond dissimilar and heat sensitive materials. All of these are advantages over the conventional methods of joining used in industry, such as welding and bolting. As a polymer matrix for the FRP composites, epoxy resins have a low viscosity which is good for resin infusion. However, epoxy polymers are inherently brittle with a poor resistance to crack propagation due to their highly cross-linked nature when they are cured. Therefore, modification to improve the toughness of the epoxy polymers is required2–4.
Several studies have reported that the inclusion of toughening particles can efficiently enhance the toughness of the epoxy polymers. The addition of a rubber phase to polymer-based materials leads to an increase in the toughness but at the cost of a decrease in the stiffness of the polymer because rubber is soft 5 . For this reason, rigid particles are increasingly used to toughen epoxy polymers instead of rubber particles because the combination of rigid particles with polymers leads to an increase in the toughness without any compromise of the material properties6,7. In addition, the viscosity of the rigid particle-modified mixtures can be relatively low, compared to rubber/epoxy mixtures. Suitable surface treatments are needed which can increase the adhesion between the particles and polymer matrix, and result in a positive influence on the toughening potential and the dispersibility of tougheners7–9. Surfactants are extensively utilized to prevent the agglomeration of fillers and reduce the increase in viscosity caused by adding rigid particles. Although the rigid particles used in this technology are of various types, glass and silica particles are the most widely used. The studies focused on the glass bead-modified polymer bulk composite and fiber-reinforced laminated showed that addition of glass beads led to a significant increase the stiffness and strength due to added glass beads are rigid and can efficiently transfer the load from the matrix to the fibrous reinforcements. The fracture behaviour was also improved by blending rigid glass beads with polymer composite. The glass beads are spherical with micro-sixed in diameter, which is good to act as an obstacle to crack propagation6–10. In this study, various surface treatments were introduced to these polymer-based composites to give different levels of of the interfacial adhesion between glass beads and epoxy matrix. The effect of the interfacial adhesion on the mechanical properties and toughness was investigated. Toughening mechanisms which can contribute to the improvement on the toughness of glass beads/epoxy composites were found via the fractographic study.
Experimental
Materials
As a polymer matrix, LY-556, a diglycidyl ether of bisphenol-A (DGEBA) epoxy resin produced by Huntsman (Basel, Switzerland) was used in this study. This has an epoxide equivalent weight (EEW) of 185 g/eq. A low viscosity accelerated methylhexahydroph-thalic acid anhydride curing agent with an anhydride equivalent weight (AEW) of 170 g/eq, Albidur HE 600, from Nanoresins (Geesthacht, Germany) was used as a hardener. The mixing ratio of LY-556 (DGEBA epoxy) and HE 600 (curing agent) is 1:0.914 by weight.
The glass beads, produced by MO-SCI (Rolla, USA), used to form the glass bead microparticle/epoxy composites. The glass bead microparticles have a size of −400 mesh. Mesh scale is often used to determine the particle size, and the number of the mesh is identified as the size of openings of the sieve. A microscope was used to measure the diameter of the glass beads, and then compared with the mesh scale.

Optical microscopy images of the glass bead microparticles, showing glass beads with a mean
Various surface treatments were used to change the level of the adhesion between the glass beads and the matrix. In order to improve the particle/epoxy adhesion, a liquid silane, A187 from Witco (Silquest A187 silane, γ-glycidoxypropyltrimethoxy-silane) was used to prepare a silane solution. The silane solution consists of 1 wt% of A187 blended with a 90:10 mixture by weight of ethanol:deionised water. The pH value of the mixture was controlled at around five by the addition of acetic acid. This silane solution was then stirred for 60 minutes before use. In contrast to the silane treatment (to improve the adhesion), the adhesion between the glass beads microparticles and the epoxy mixture was reduced using a release agent, Frekote 770-NC from Henkel. A sample containing untreated glass beads was made as the control formulation.
In the modified treatment systems, the glass beads were mixed with 10 wt% (10wt% of the total weight of final mixture, i.e. modifier/epoxy/hardener/treatment) of the silane solution to improve the adhesion or the release agent (Frekote) to reduce the adhesion. The glass beads were left in the solution (silane solution and Frekote) for 30 minutes at room temperature, and then heated using an oven at 150°C for around 2 hours to dry. Hence the silane solution and Frekote release agent were fully coated on the surfaces of these glass beads microparticles. To remove the agglomerates, the treated particles were sieved using the sieve with opening size of 50 μ.
Surface treatments used in glass bead microparticle-modified epoxy polymers and their effects on particle/epoxy adhesion
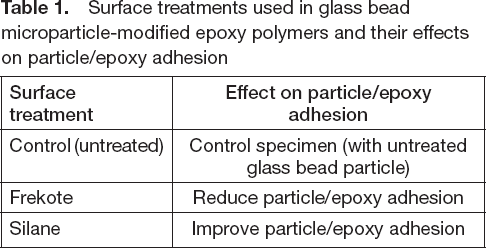
Surface treatments used in glass bead microparticle-modified epoxy polymers and their effects on particle/epoxy adhesion
After surface treatment, the treated particles were mixed with the epoxy resin (LY-556) and hardener (HE 600) using a mechanical stirrer (500 rpm) for 30 minutes at room temperature, and then degassed at 60°C for 30 minutes in a vacuum oven. The glass bead-modified mixture was then poured into the casting mould. Due to their size and mass, the glass beads have a tendency to sediment. Therefore, after casting, the mould was turned over every 5 minutes during the cure cycle, until vitrification was reached. All the formulations of the glass bead microparticle-modified polymers with various surface treatments were summarised in
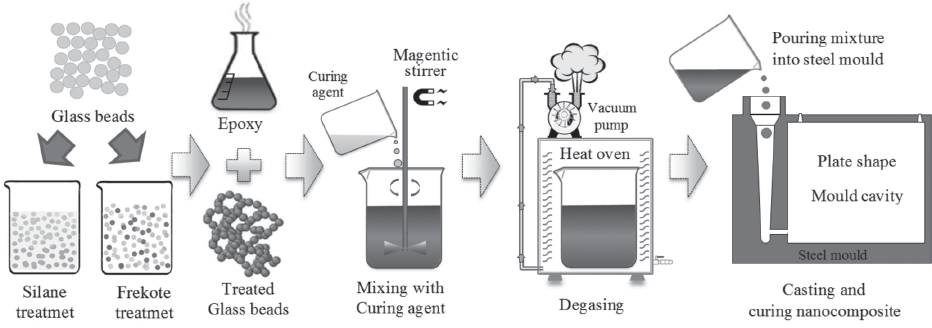
Schematic of the glass bead/epoxy sample preparation
Formulations of glass bead microparticle-modified epoxy polymers with various surface treatments

(NA: not applicable)
The Young's modulus, E, of the cured glass bead/epoxy composites was measured using an universal testing machine. According to the ASTM D 638 11 and BS ISO 527-1 12 testing standards, the tensile testing specimens were prepared by machining from a 2-mm-thick plate for all formulations. The specimens were cut from the polymer plates using a disc saw cutting machine with a diamond-coated carbide wheel. The cutting machine was set at 1500 rpm and the cutting fluid was required to reduce the heat during cutting. The tensile testing specimens have a gauge length of 20 mm. During the tensile testing, the specimen was tested in uniaxial loading with a displacement rate of 1 mm/min at room temperature of around 25°C, and the load versus displacement data was recorded via a load cell and an extensometer. The extensometer used knife edges, and was attached on the gauge length region of the testing specimens to measure accurate strains.
In order to characterise the fracture toughness, single edge notch bend tests (SENB) have been widely used and implemented in accordance with ASTM D 5045 13 and BS 7448-4 14 . The specimen preparation and testing procedure of the SENB are as follows. With a rectangular cross section and made from various formulations, each SENB testing specimen was prepared from a 6-mm-thick plate using a cutting machine with a diamond-coated carbide wheel. The cutting machine was set at 1500 rpm and the cutting fluid was required to prevent the damage caused by the heat during cutting. A sharp notch was made using a milling machine, and the machine was set at a relatively low rpm of 300 rpm to prevent the occurrence of crack during milling the notch. Then the specimens were tapped at the notch root using liquid-nitrogen cooled razor blades to obtain sharp cracks; the crack length should be between 0.45–0.55 of the width of the specimen 13 . After the preparation of the SENB specimens, the width and thickness of the specimens were measured; the crack length was measured after testing. All of these measurements should be accurate within 0.5%, and were taken at not less than three positions. During testing, the specimens were subjected to compressive load at the centre of the specimen in line with the notch, and supported on the two supporting rollers with a span of LS, and with a diameter of 12 mm. An extensometer was used to measure the change of the interval between the loading-point and the support rollers during the testing. The cracked specimen used in the SENB test was assumed to have elastic behaviour, so certain restrictions on the linearity of the load-displacement trace were imposed. For this reason, the condition for the measurement of the fracture toughness of epoxy-based materials is 1 mm/min for the displacement rate. For each formulation, at least six replicate specimens were tested and the average was used to obtain the fracture toughness, KIc.
To identify the toughness mechanisms that might contribute to the increased the mechanical properties and toughness of the polymer modified with glass beads, high-resolution FEG-SEM of the fracture surfaces of the tested specimens was performed. All specimens were coated with a layer of chromium, approximately 5 nm in thickness, before imaging.
Results and Discussion
Mechanical Properties
Tensile tests were carried out on these microparticle-modified epoxy polymers to measure the Young's modulus.

Young's modulus of the glass bead microparticle-modified epoxy polymers
The mechanical and thermal properties of the glass bead microparticle-modified epoxy polymers

(NA: not applicable)
The effect of the surface treatments on the modulus, two different surface treatments were used to modify the surfaces of these glass beads, consequently different levels of interfacial adhesion between the beads and epoxy matrix were obtained. For the untreated glass bead microparticles, the Young's modulus was measured to be 3.18 GPa for 10 wt% of glass bead particles. The addition of the silane treatment, which is commonly used to improve the adhesion, led to a significant increase in the Young's modulus. For example, the samples of “10-Silane” and “20-Silane” reveal a relatively high modulus of 3.75 GPa and 3.81 GPa, respectively. This is around a 0.6 GPa increment in the measured Young's modulus, compared with the modified polymer with the untreated glass bead microparticles at corresponding loadings. However, the glass beads with the surface modification using the release agent (Frekote) provided a low ability to improve the stiffness. For example, the Young's modulus of the composites modified with the Frekote treated glass bead particles was measured to be 3.06 GPa for 10 wt% (10-Frekote), and 3.07 GPa for 20 wt% (20-Frekote). This is because of that the silane-treated samples revealed an excellent interfacial property and can efficiently transfer load from the continuous phase of matrix to the glass bead reinforcements, consequently a relatively higher value of the Young's modulus was measured. The effect caused by the surface treatments on the modulus can be clearly seen in

Fracture toughness of the glass bead microparticle-modified epoxy polymers
The fracture toughness and fracture energy of the glass bead microparticle-modified epoxy polymers
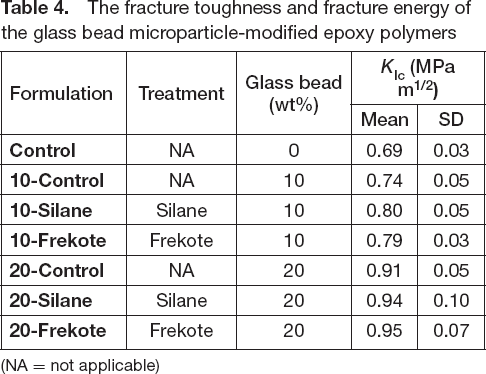
(NA = not applicable)
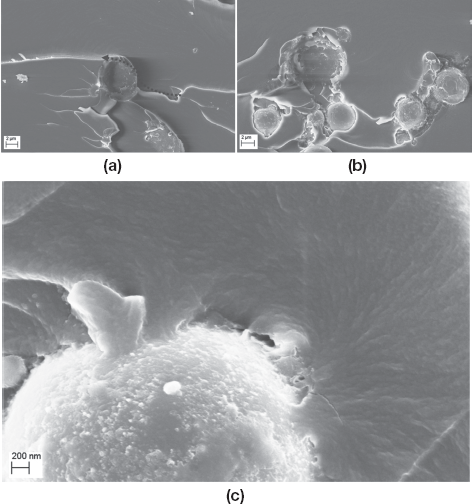
The toughening mechanisms responsible for the increased toughness in the glass bead-modified epoxy polymers, and the dispersion of the glass beads, were investigated using field emission gun scanning electron microscopy (FEG-SEM) of the fracture surfaces after the SENB tests.

FEG-SEM images of the fracture surfaces, (a,b) 10-Control, (c,d) 20-Control, (e,f) 10-Silane and (g,h) 10-Frekote

The schematic tail structure on the fracture surface of particle-modified composites
In
In addition to river line patterns on the fracture surfaces, the toughneing mechanisms and the effect of the glass beads with various surface treatments on the fracture surfaces were identified using the FEG-SEM observation at high magnification.

FEG-SEM images of the microparticle-modified polymers with 10 wt% untreated glass beads, showing (a) crack deflection (b) tail structure behind the particle and (b,c) debonding and subsequent plastic void growth
The fracture surfaces of the sample containing the silane treated glass beads at 10 wt% (10-Silane) are shown
FEG-SEM images of the microparticle-modified polymers with 10 wt% silane treated glass beads, showing (a) crack deflection, (b,c) debonding and subsequent plastic void growth

Schematic illustration of the path of a crack around a rigid particle in the composite, showing (a) crack approaching particle, (b) crack tip moving around equator of poorly-bonded particle and (c) crack tip attracted to poles of well-bonded particle 7

FEG-SEM images of the microparticle-modified polymers with 10wt% release agent “Frekote” treated glass beads, showing (a) glass bead agglomeration and (b,c) debonding, and subsequent plastic void growth
From the testing results, both surface treatments resulted in a significant improvement in the toughening performance with the treated glass bead microparticles. However, the results in this study are different from previous studies 7 16 . Imanaka et al 16 reported that good adhesion between spherical silica particles and epoxy matrix can slightly increase the fracture toughness, compared with the composites with poor particle/epoxy adhesion. In contrast, Spanoudakis and Young 7 investigated the effect of particle/matrix adhesion on the toughness of glass particle-filled epoxy composites. They reported that the composites with poorly-bonded glass particles had a relatively high value of fracture energy because the particles can promote more plastic void growth, and could consequently improve the toughness even more. The serious agglomeration of the Frekote-treated glass particles formed in this study compromised the toughening contribution of plastic void growth to the composites. This is why the experimental results in this study are different from the previous work 7 .
The glass bead microparticles were used to manufacture composites, and the mechanical properties and fracture behaviour of these modified epoxy polymers were investigated. The addition of these rigid particles results in a steady increase in the modulus. Evidence from the SENB fracture tests shows that the inclusion of the glass bead microparticles leads to an improvement in the toughness. The particle/matrix adhesion strongly affects the toughness of the rigid particle-modified polymers. The introduction of the surface treatments to the modified polymers significantly improves the toughness. The coupling agent silane treatment and release agent Frekote treatment caused well-bonded particles and poorly-bonded particles with the epoxy matrix. Both of the surface treatments result in a significant increase in the toughening performance.
The difference in the microstructures of the fracture surfaces between the good and poor adhesion was observed using the FEG-SEM. The glass bead microparticles present on the fracture surfaces were coated well with the epoxy matrix after the silane treatment. The degree of plastic void growth is relatively low for the silane-treated glass bead/epoxy composites, compared with the composites with untreated or Frekote-treated microparticles. The crack deflection mechanism in was also found on the fracture surfaces of the glass bead-modified polymers.