
Abstract
Composite materials are widely used in the aerospace industry and structural engineering owing to their advantageous mechanical properties. The curing monitoring of composite material is important to ensure the quality of the curing process, especially for the characterization of residual strains after manufacturing. In this study, we present a notched long-period fiber grating (NLPFG) with a period of 650 μm and a diameter of 66 μm that can be used in the curing monitoring of composite materials. This NLPFG was embedded into the middle layers of composite materials in order to determine the curing residual stress exhibited by the materials. The experimental results showed that the residual stress was about 107 MPa and the axial residual strain was 1490 με. Therefore, the proposed NLPFG has potential as a strain sensor for composite materials.
Introduction
The major advantages of carbon fiber reinforced plastics (CFRP) include low weight, high strength and stiffness, excellent fatigue strength, corrosion resistance and electrical insulating properties 1 . During the curing process, the methods utilized to measure the curing parameters of polymeric composites include use of the differential scanning calorimeter (DSC)2,3 and dielectric analysis 4 , both of which allow for the monitoring of changes in physical or chemical properties of the composites. However, these methods are complicated, expensive, and not available for in situ and real-time curing monitoring. Nonetheless, it is critical to monitor the curing process in order to improve the mechanical behavior of CFRP composites. In addition to the above methods, many optical fiber sensor techniques have been applied in monitoring the curing of CFRP composites5,6. Owing to the small size of the sensors and their high sensitivity, these techniques have a number of obvious advantages over traditional monitoring techniques.
Long-period fiber grating (LPFG) has been used to make sensors utilized in a variety of structural, biomedical and aerospace applications, providing measurements of temperature 7 , strain 8 and concentration 9 , in addition to being used in smart composite10,11 sensors. In this study, we present a sensor made from notched long-period fiber grating (NLPFG) with a period of 650 μm and a diameter of 66 μm that can be used to monitor curing strain in composite materials. The proposed NLPFG sensor is small and compatible with ordinary polymeric materials. It can be easily embedded in an internal sensing area in a composite structure without causing significant defects and provides a non-invasive means of obtaining real-time monitoring. Therefore, the NLPFG is suitable for application as an embedded sensor in CFRP materials.
In 2001, Dunkers et al. 12 proposed monitoring the liquid composite molding (LCM) process of resin flow using LPFG, as well as monitoring the effect of curing on fiber-reinforced plastic (FRP) using LPFG. As part of their study, they embedded LPFG sensors in equal numbers of layers of glass preforms and placed them inside a plaque mold. They observed that the resonance spectrum disappeared due to the refractive index being higher than that of the LPFG covered by resin-fiber cladding and that the stress of the FRP caused the gradual disappearance of the spectrum. In 2005, Zhu et al. 13 proposed a new real-time optical fiber flow monitoring system based on LPFG technology. The experimental objective of their study was to monitor the effect of different refractive indices and viscosities of resin during the LCM process on the resonance spectrum. The results showed that the resonance wavelength was blue shifted as the resin viscosity and refractive index were increased. Moreover, the resonance spectrum disappeared when the refractive index of the resin exceeded that of the fiber cladding.
In 2007, Buggy et al. 14 proposed simultaneously monitored resin curing based on the use of three types of optical fiber sensor, namely, LPFG, tilted Bragg gratings, and the Fresnel refractometer. The results showed that there was high level of consistency in the refractive indices monitored by the LPFG and the Fresnel refractometer. The resulting accuracy was 6 × 10−3 RIU. In 2012, Marin et al. 15 monitored the fiber glass/epoxy (RTM6)-composite curing process using a sensor composed of long period grating (LPG) and fiber bragg grating (FBG). The sensor was initially tested during the curing process of an epoxy resin alone in order to assess variations in temperature and strain. After the cooling stage, the results for residual strains, which lead to curing residual stresses, could then be calculated at 2250 με.
From the above literature review, it is clear that in recent years LPFG composite curing sensors have mainly been used to measure variations in refractive indices of polymer resins. However, less effort has been invested in embedding LPFG into polymer composites to monitor the curing process in real-time. In order to fill this research gap, the present study monitored the curing process using NLPFG produced by inductively coupled plasma (ICP) etching. The NLPFG's periodic structure was generated on the surface of the optical fiber cladding, leading the transmission spectra to vary according to changes in the refractive index, temperature and strain. The curing monitoring and residual stress measurement were then assessed through changes in the NLPFG transmission spectra. The accuracy of the curing residual stress measurements thus provided by the NLPFG is presented and analyzed in this paper.
Theory
In this study, a periodic structure was produced on the surface of the fiber cladding layer through dry etching. When light was then transmitted within the NLPFG, a transmission spectrum was produced by the notched periodic grating. The NLPFG couples light from the fundamental core mode to the forward propagating cladding modes. The resonant wavelengths within the transmission spectrum will thus be attenuated, which may cause a dip in the transmitted spectrum. According to the coupled mode theory, the wavelength of an NLPFG under phase matching conditions can be calculated using the following formula, herein denoted as formula (1)
16
:


An etched NLPFG structure comprises both etched and unetched areas. Therefore, when axial tension is applied to the NLPFG, the changes in the refractive indices of the etched and unetched areas should be considered separately. Assuming that the fibers of a given NLPFG are made of homogeneous isotropic materials, with the same changes in refractive index (Δn
eff-x
= Δn
eff-y
= Δn
eff-r
), the following two equations can be derived by referencing the relationship between the photoelastic refractive index and strain as well as by incorporating the modalities of the etched and unetched areas
17
:


Processing and Fabrication
The CFRP will be closely by air pressure beyond the diaphragm and remove excess of gas in the laminate by vacuum pump simultaneously. The curing process consists of three stages (i.e., the heating, isothermal and cooling stages). The process starts with the heating stage, which in this study included the application of 6 kg/cm2 of air pressure on the diaphragm and 76 cm/Hg of vacuum pressure in the mod. The heating rate was 3°C/min, with the temperature being increased from room temperature to 150°C. The second stage was the isothermal stage, in which the temperature was maintained at 150°C for 30 mins. The third stage was the cooling stage, during which the temperature was allowed to return to room temperature. The resin viscosity increased to a high level and then became stable. Moreover, the residual strain will occur at the end stage. The temperature, pressure and vacuum levels over time during the curing process are shown in
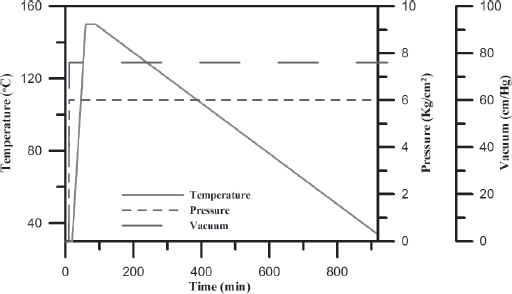
The temperature, pressure and vacuum levels over time during the curing process
The NLPFG sensor were fabricated using ICP in order to produce etched periodic grating. The NLPFG sensor fabrication process is shown in

The NLPFG fabrication process

SEM photos of the grating section of the NLPFG (a) at 50 × magnification and (b) 500 × magnification
The 16 layer thermosetting prepregs, Carbon/Epoxy composition T300/3501, were used for lay up the composite laminate in the sequence with embedded NLPFG, as shown in

Schematic diagram of NLPFG sensor embedding and mold

The experimental setup for the composite curing monitoring with the NLPFG sensor
Tensile Loading Calibration of the NLPFG Sensor

The force calibration spectra of NLPFG sensor and in-set The NLFPG transmission loss with tensile loading variations
The curing process included the heating, isothermal and cooling stages. In the heating stage, the temperature was increased from 25°C to 150°C.

The spectra of the NLPFG sensor during the heating stage

The variations of temperature–transmission loss during the heating stage
After the heating and isothermal stages, the composite was cooled down from 150°C to room temperature.

The spectra of the NLPFG sensor during the cooling stage
An observation of the variations in transmission loss are shown in

The variations of temperature–transmission loss during the cooling stage
In this study, we successfully used notched long-period fiber grating (NLPFG) with a period of 650 μm and a diameter of 66 μm to achieve curing monitoring of composite materials. The results showed that during the heating stage of the composite material curing, optical spectrum variations of the NLPFG were observable at approximately 60°C. This phenomenon occurred due to the fact that the increasing temperature caused the resin to melt and be coated on the NLPFG. As the temperature was increased to 120°C and above the increasing slope of transmission loss was significantly larger. This phenomenon was presumably linked to the curing cross-linking reaction. The CFRP began to solidify, causing the influence of tensile force on the NLPFG to be decreased. During the cooling process, the transmission loss of the embedded NLPFG sensor began to decrease after 120°C. Therefore, the residual stress could be inferred to occur at 120°C. Finally, based on the force calibration and the average residual stress as measured with the NLPFG, the axial residual stress was about 107 MPa and the axial residual strain was 1490 με. The proposed sensor thus provides accurate measurements for the monitoring of the curing process.
Footnotes
Acknowledgment
This work was funded by the National Science Council, Taiwan (grant number MOST 103-2221-E-151-009-MY3).