
Abstract
Delamination resistance and epoxy matrix brittle fracture have been the main issues in carbon/epoxy composites laminates. Various studies have been reported to complement the brittle fracture of epoxy matrix. Conventional methods of fabricating toughened carbon/epoxy composite laminates were thermo-plastic veils and films interleaving methods, directly toughening the matrix resin and dispersing nanoparticles in the matrix. In this study, the carbon/epoxy composites laminates were manufactured using carbon fiber/polyamide fiber braided fabrics. The chemical interactions between polyamide and epoxy matrix resin were investigated by Fourier transform infrared spectroscopy, which resulted in ring opening of the epoxide group by the amide group. The compression after impact strength and the interlaminar toughness of the carbon/epoxy composite laminate were increased by 31%, and the strain energy release rates were increased by 120% compared to the virgin interface composite. In the case of carbon/epoxy composite laminates interlaced with polyamide fibers, the mechanical properties, such as the tensile strength and fatigue properties, were improved as tensile modulus decreased.
Introduction
Epoxy resins have been the most widely used matrix material in high-performance carbon fiber-reinforced composites because of their excellent mechanical properties, dimensional stability, lightweight, and high chemical resistance. On the other hand, epoxy resin tends to brittle and fiber–matrix interfacial separation due to fatigue and impact damage, residual stress, and manufacturing defects. 1 –4 It is one of the main reasons limiting the use of carbon fiber-reinforced composites using epoxy resins. The brittleness of epoxy resin reduces the delamination resistance and fracture toughness of the composite materials and shortens the life of the product, such as automobile and aircraft parts. Therefore, improved delamination resistance and toughness of brittle epoxies are greatly desired. 5 –8
Two methods have been attempted to improve the delamination resistance and fracture toughness of carbon/epoxy composite laminates using directly toughened epoxy matrix or interleaved composites with a thermoplastic interlayer. 9 The directly toughened matrix resin method could not be translated to improvement in fracture toughness of composite laminates because of the constraining action from the neighboring plies. 10 A thermoplastic interleaved method which is inserted with a veil, nanofiber, nano-web, or microparticles at the interlaminer region have been adopted to interrupt crack propagation in fiber reinforced composites. 11 –15
Liu et al. 16 performed compression after impact (CAI) and transverse flexural experiments on Polyamide (PA)/carbon epoxy and PA/Polyethersulfone (PES)/carbon epoxy composite laminates. The enhanced interlaminar properties were attributed to the toughening interlayer of the PA microparticles and strong interfacial adhesion between the PA microparticles and epoxy matrix. The synergistic toughening effect resulted from the increased flexibility of a PES/PA toughened matrix, as well as the crack deflection and bridging of PA microparticles.
Beylergil et al. 11 conducted mode I and Charpy impact experiments on PA 6,6 nonwoven veil interleaved carbon/epoxy composite laminates. The results showed that the mode I fracture toughness improved about 350% and 720% in both initiation and propagation stages of the fracture, respectively, using PA 6,6 veils. The Charpy impact strength was increased by approximately 15% by the incorporation of PA 6,6 veils in the interlaminar region.
Burgo et al. 17 revealed mode I fatigue behavior of electrospun PA 6,6 nanofibers interleaved carbon/epoxy composite laminates. The static fracture tests showed that PA 6,6 nanofiber-modified interfaces increase propagation fracture toughness by 124% compared to the virgin sample.
Although these interleaving methods improved the delamination resistance and fracture toughness of carbon/epoxy composite laminates, due to complexity of the process of manufacturing, the interleaving material and forming an interlayer separately before manufacturing composite laminates were significant disadvantages in mass production. 16
In this study, we designed a carbon fiber braided fabrics which interlaced with polyamide fiber to improve the delamination resistance and fracture toughness. Carbon/epoxy composite laminates were fabricated using the prepared biaxial and triaxial braided fabric. The chemical interactions between the polyamide and epoxy matrix resin were investigated by Fourier transform infrared (FTIR) spectroscopy. The fracture morphology of the carbon/epoxy composite laminates was studied by scanning electron microscopy (SEM) to confirm the toughening effect of the polyamide fiber. The mechanical performance of the carbon/epoxy composite laminates, such as tensile, flexural, and fatigue test, was investigated. These experiments confirmed that polyamide fibers contributed to the toughing effect and improved the mechanical properties.
Experimental
Materials
The H2550-12K carbon fiber materials used in this study were supplied by HYOSUNG Inc (Korea). 4,4’-diaminodiphenyl methane (TGDDM) epoxy resin and KFH-9806 hardener were supplied by KUKDO Chemical Co., Ltd (Korea). The interlace K-140 polyamide fiber was supplied by EMS-GRILTECH. Tables 1 and 2 show the properties of the H2550-12K carbon fiber and K-140 polyamide fiber.
Properties of the carbon fiber.

Properties of the polyamide fiber.

Preparation of braided fabric
Braiding was carried out using a two-dimensional, 144 carrier radial braid machine (Figure 1) with a capacity of 72 axial yarn deposition. The braid machine was manufactured by T4L Co. (Korea). The biaxial and triaxial braid structures of 1×1 carbon fiber interlaced with polyamide fibers were produced using a cylindrical mandrel with an 80 mm diameter, 1.2 m length, and braid preforms with 45° angles. Figure 2 presents the photographs of the biaxial and triaxial braided fabric.

Two dimensional 144 carrier radial braid machine.

Surface morphology of 1×1 biaxial and triaxial braided fabric: (a) Bi-PA0, (b) Bi-PA72, (c) Tri-PA0, and (d) Tri-PA72.
RTM process
A cylindrical braided fabric with a ±45° angle was fabricated using a radial braid machine. To proceed with the coupon test for the mechanical properties, a cylindrical braided fabric was cut through the axial direction and flattened. The carbon/epoxy composite laminates were fabricated with the Resin Transfer Molding (RTM) process using a flattened braided fabric. To equalize the thickness of the specimens, nine sheets were laminated for the biaxial braided composite laminates and five sheets were laminated for the triaxial braided composite laminates. Each of the braided fabrics was placed into the mold. TGDDM epoxy resin and KFH-9806 hardener were stirred at 80°C for 20 min at a ratio of 100:68 wt%, and the resin was injected into the RTM mold at an air pressure of 2 bar. After resin injection, the carbon/epoxy composite laminates were post-cured at 180°C for 2 h. Figure 3 shows a schematic diagram of the RTM process of carbon/epoxy composite laminates and Table 3 summarizes the braided fabric structure parameters and sample code of the carbon/epoxy composite laminates.

Schematic of RTM process of carbon/epoxy composite laminates.
Braided fabric structure parameters and sample code of the carbon/epoxy composite laminates.

Characterization
FTIR spectroscopy
The chemical reaction between the polyamide fiber and epoxy resin was examined by FTIR (model spectrum 100, Perkin Elmer Co., USA) from 500 cm−1 to 2500 cm−1 at a resolution of 4 cm−1.
Differential scanning calorimetry
The chemical reaction and thermal properties between polyamide fiber and epoxy resin were examined by differential scanning calorimetry (DSC; model DSC Q200, TA Instrument Co., USA). Typically, a 4–5 mg sample was purged with nitrogen at a flow rate of 20 mL min−1 and measured over a temperature range of 70–140°C at a heating rate of 10°C min−1.
Polyamide fiber tensile test
The tensile test of the polyamide fiber was carried out to investigate the change in the mechanical properties according to the chemical interactions between the polyamide fiber and the TGDDM epoxy resin. The tensile strength of the virgin polyamide fiber and heat-treated polyamide fiber with epoxy resin was conducted using the ASTM D2256 standard procedure. The equipment used for the measurement was an OTT-00-series, Oriental universal testing machine (Korea). The gauge length of the polyamide fiber was 250 mm; the crosshead speed was 300 mm min−1. Heat treatment of polyamide fiber with TGDDM epoxy resin was performed at 100°C (below the melting point of the polyamide fiber) for 4 h.
Mode I test of the carbon/epoxy composite laminates
The interlaminar fracture toughness of the carbon/epoxy composite laminates was evaluated using double cantilever beam (DCB) samples under the mode I test. The equipment used for the measurement was an OTT-00-series, Oriental universal testing machine. Following the indications from the ASTM D5528-01 standard, the dimensions of the DCB specimen were a length of 125 mm, a width of 20 mm, and a thickness of 3 mm. A pre-crack at a 40 mm was introduced using a thin sheet of Teflon with a thickness of 0.02 mm to induce stable crack propagation. The crosshead speed was 5 mm min−1 and eight specimens were measured. To examine the effects of the polyamide fiber on the interlaminar properties of the carbon/epoxy composite laminates on the microscale, the failure mode of DCB sample after the mode I test was analyzed by SEM (S-4100, Hitachi, Japan) at 40× and 200× magnification.
Compression after impact test of the carbon/epoxy composite laminates
ASTM D7136 and 7137 tests were performed to determine the compression strength. The specimens of the CAI tests were 100 mm in width and 150 mm in length. For the CAI test, a drop weight impact machine was used to damage the specimens and the impact energy was 18.76 J. Subsequently, the impacted specimens were subjected to CAI tests according to the ASTM D7137. A purpose built anti-buckling jig was employed and all tests were conducted using Landmark (100 kN, MTS, USA) hydraulic machine at a loading speed of 1.25 mm min−1.
Tensile test of the carbon/epoxy composite laminates
Tensile tests were conducted on the carbon/epoxy composite laminates to confirm the effects of the polyamide fiber on the mechanical behaviors. The experiment was conducted using the ASTM D3039 standard procedure. The equipment used for the measurements was a UNITECH-M universal testing machine (USA). The dimensions of the test specimens were 250 mm length, 24.5 mm width, 2.8 mm thickness, and a crosshead speed of 2 mm min−1; 10 specimens were measured.
Fatigue test of the carbon/epoxy composite laminates
The tension–tension cyclic fatigue tests were conducted according to the specification, ASTM D3479, on a universal testing machine (Landmark 100 kN, MTS). The tests were conducted at room temperature on a load control mode at a stress ratio of 0.1, with constant amplitude sine-wave loading. To determine the fatigue S–N curves, the maximum stress levels were kept at 80%, 75%, 70%, 65%, 60%, and 55% of the corresponding ultimate tensile strength of the composite. A test frequency of 5 Hz was used and the dimensions of the fatigue test specimen had a length of 250 mm, a width of 25 mm, and a thickness of 2.8 mm. 11 specimens were measured under the loading conditions.
Results and discussions
Chemical reaction between the polyamide fiber and epoxy resin
The FTIR spectra show that the amide functional group interacts as a curing agent for the ring opening of the epoxide functional group. Figure4(a) shows the FTIR spectra of the polyamide fiber, neat epoxy resin, cured epoxy resin, and polyamide fiber/epoxy resin blend. The cured epoxy resin (epoxy resin/KFH-9806 hardener) and epoxy resin/polyamide fiber blend were heat-treated at 180°C for 0.5, 1, and 2 h, respectively. The uncured neat epoxy resin exhibited a sharp absorption for the epoxide group at 1254 and 838 cm−1. The polyamide fiber showed broad absorptions at 1630–1690 and 1520–1560 cm−1, which were assigned to an amide group. Comparing the spectrum of the epoxy resin/polyamide fiber blend, the characteristic absorption of the epoxide group at 1254 and 838 cm−1 significantly decreased after heat treatment, which is similar to the FTIR spectrum of the common epoxy resin/hardener curing reaction. We assume that these peaks decrease, which show the complete chemical reaction of epoxy during the heat treatment of the epoxy resin/polyamide fiber blend. 18 The main reaction is a nucleophilic attack on the oxirane ring by the amide nitrogen of the nylon which produces a hydroxyl group, and this reaction is a typical reaction for the curing of epoxy resin with an amine hardener. 19 In addition, ring-opening reactions occurred between the epoxide groups of the epoxy resin and amide groups of polyamide fiber, which resulted in the anchoring of polyamide fiber in the epoxy network. 16 Also, the chemical reaction between polyamide fiber and epoxy resin occurs gradually, which means that the melting of the polyamide fiber occurs before the curing reaction. Thus, polyamide fibers melt to form resin hackles with a large area, followed by curing.

(a) FTIR spectra of the epoxide and amide functional group chemical interaction between the polyamide fiber, epoxy resin, and hardener and (b) DSC heating scans of cured and uncured polyamide fiber. FTIR: Fourier transform infrared; DSC: differential scanning calorimetry.
DSC was used to examine the chemical interaction between polyamide fibers and epoxy matrix, as shown in Figure 4(b). Figure 4(b) presents the heating scans of polyamide fiber, neat epoxy resin, cured epoxy resin, and polyamide fiber/epoxy resin blend. The cured epoxy resin (epoxy resin/KFH-9806 hardener) and epoxy resin/polyamide fiber blend were heat-treated at 180°C for 2 h. The melting endotherm peak was observed in the polyamide fiber and polyamide fiber/epoxy resin blend. In the case of polyamide fiber/epoxy resin blend sample, the melting endotherm energy (18.92 J g−1) and melting temperature (119.56°C) were lower than those of the polyamide fiber (40.14 J g−1 and 128.35°C, respectively). The decrease in melting temperature and melting endotherm energy indicates that the curing occurred due to a chemical reaction between the amide functional groups of the polyamide fiber and the epoxide functional groups of epoxy resin. 16,18 In the case of neat epoxy resin and cured epoxy resin sample, the melting endotherm energy and melting temperature were not observed.
The effects of the chemical reaction of polyamide fiber and epoxy resin on the mechanical properties were investigated. Figure 5 shows the tensile strength and modulus of the polyamide fiber and epoxy resin heat-treated polyamide fiber. The tensile strengths of both samples were similar, but the tensile modulus of the heat-treated polyamide fiber was 57% higher than virgin polyamide fiber. This suggests that a chemical reaction between the polyamide fiber and the epoxy resin causes a curing reaction to increase the tensile modulus.
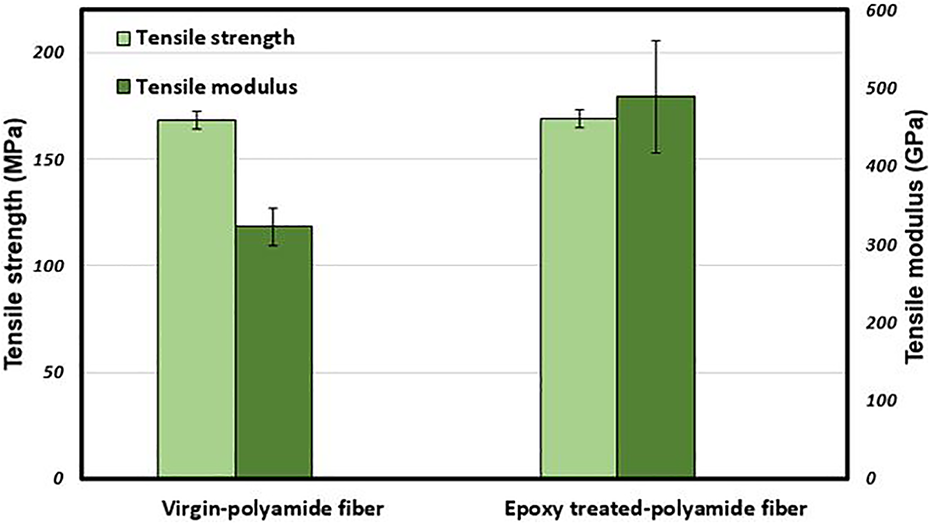
Tensile strength and modulus of the virgin-polyamide fiber and epoxy resin heat-treated polyamide fiber.
Toughening effect of the polyamide fiber on the carbon/epoxy composite laminates
Figure 6 shows the representative load–displacement curves of the carbon/epoxy composite laminates under mode I loading. The maximum load values were determined as 2.415 and 3.61 kgf for the Bi-PA0 and Bi-PA72 and 6.95 and 8.54 kgf for the Tri-PA0 and Tri-PA72, respectively. It was observed that the maximum force increased by approximately 49% and 22% for the Bi-PA72 and Tri-PA72 specimens, respectively, as compared to Bi-PA0 and Tri-PA0 specimens. The displacement values were determined as 116.17 and 163.74 mm for the Bi-PA0 and Bi-PA72 and 51.36 and 65.75 mm for the Tri-PA0 and Tri-PA72, respectively. The displacement values of polyamide fiber interlaced composite laminates were significantly higher than those of the noninterlaced composite laminates. This increase in the mode I load and displacement is evidence of the improved fracture toughness of carbon/epoxy composite laminates. 11 –16 Also the load–displacement curve showed the stick–slip delamination growth, as shown in Figure 6. 20 In the case of Bi-PA72 and Tri-PA72 which were interlaced with the polyamide fiber with carbon/epoxy composite laminates, the stick–slip behavior became more remarkable as crack propagation progressed, and a higher mode I loading was required for crack propagation. It was found that the polyamide fiber interlaced composite laminates increased the initial fracture loading and displacement compared to the noninterlaced composite laminates.

Representative load–displacement curves of the DCB specimens.
Figure 7 shows the critical energy release rate of the carbon/epoxy composite laminates under the mode I load. The values were determined to be 1.26 and 2.19 kJ m−2 for the Bi-PA0 and Bi-PA72 and 1.30 and 2.87 kJ m−2 for the Tri-PA0 and Tri-PA72, respectively. The presence of the polyamide fiber inside the carbon/epoxy composite laminates increases the fracture toughness. It was observed that the critical energy release rate increased by approximately 73% and 120% for the Bi-PA72 and Tri-PA72 specimens, respectively, as compared to Bi-PA0 and Tri-PA0 specimens. Both polyamide fiber and epoxy resin incorporated as interlayers in the specimens caused a significant increase in interlaminar fracture toughness compared to the interlaminar fracture toughness values of the non-polyamide interlaced carbon/epoxy composite laminates specimens. We assume that the increasing mode I load, displacement, and critical energy release rate were attributed to the bridging effect and chemical reaction, which increased the delamination resistance. 21

Fracture energy variation curve of the carbon/epoxy composite laminates.
Figure 8 shows the SEM images of the fracture surface of the carbon/epoxy composite laminates DCB specimens. As shown in Figure 8(a) and (c), the fracture surface of the Bi-PA0 and Tri-PA72 specimens was clean, plain, and clean fiber surfaces without any trace of attached resin particles, indicating weak interfacial adhesion, low fracture toughness, and debonding being a primary mode of failure. 16 On the other hand, in Figure 8(b) and (d), the fracture surface of Bi-PA72 and Tri-PA72 specimens showed a rough fracture surface with the appearance of melted polyamide resin hackles. This indicates the improved energy absorption during fracture due to the interlaced with polyamide fibers, 22,23 which is thought to be associated with the very large surface area. 24

SEM image of the DCB specimens fracture surface: (a) Bi-PA0, (b) Bi-PA72, (c) Tri-PA0, and (d) Tri-PA72. SEM: scanning electron microscope.
The residual compression strength after impact (18.76 J) of the carbon/epoxy composite laminates was investigated. As shown in Figure 9, the residual compression strength after impact values was determined as 159 and 209.76 MPa for Tri-PA0 and Tri-PA72, respectively. The Tri-PA72 composite laminates showed a higher increase of 31% in residual strength, respectively, compared with those of the Tri-PA0 composite laminates. We assume that the increase in CAI value was attributed to the incorporation of polyamide fiber and epoxy resin which enhanced the interlaminar fracture toughness and impact resistance. 25 In order to explain the increase of the CAI value in more detail, the fracture surface of the specimen was observed using an SEM. Figure 10 shows the fracture surface on the side of the CAI specimen. It was observed that a higher number of micro-cracks were generated at the fracture surface of Tri-PA72 (Figure 10(b)) than the fracture surface of Tri-PA0 (Figure 10(a)), indicating that additional energy is consumed during crack propagation. As shown in high magnification SEM image (Figure 10(c) and (d)), Tri-PA72 (Figure 10(d)) fracture surface revealed a relatively rough fracture surface with the appearance of resin hackles compared to Tri-PA0 (Figure 10(c)), indicating the evidence of delamination resistance, which is thought to be associated with the very large surface area of the melted polyamide fiber. 15

Compression after impact strength of the carbon/epoxy composite laminates.
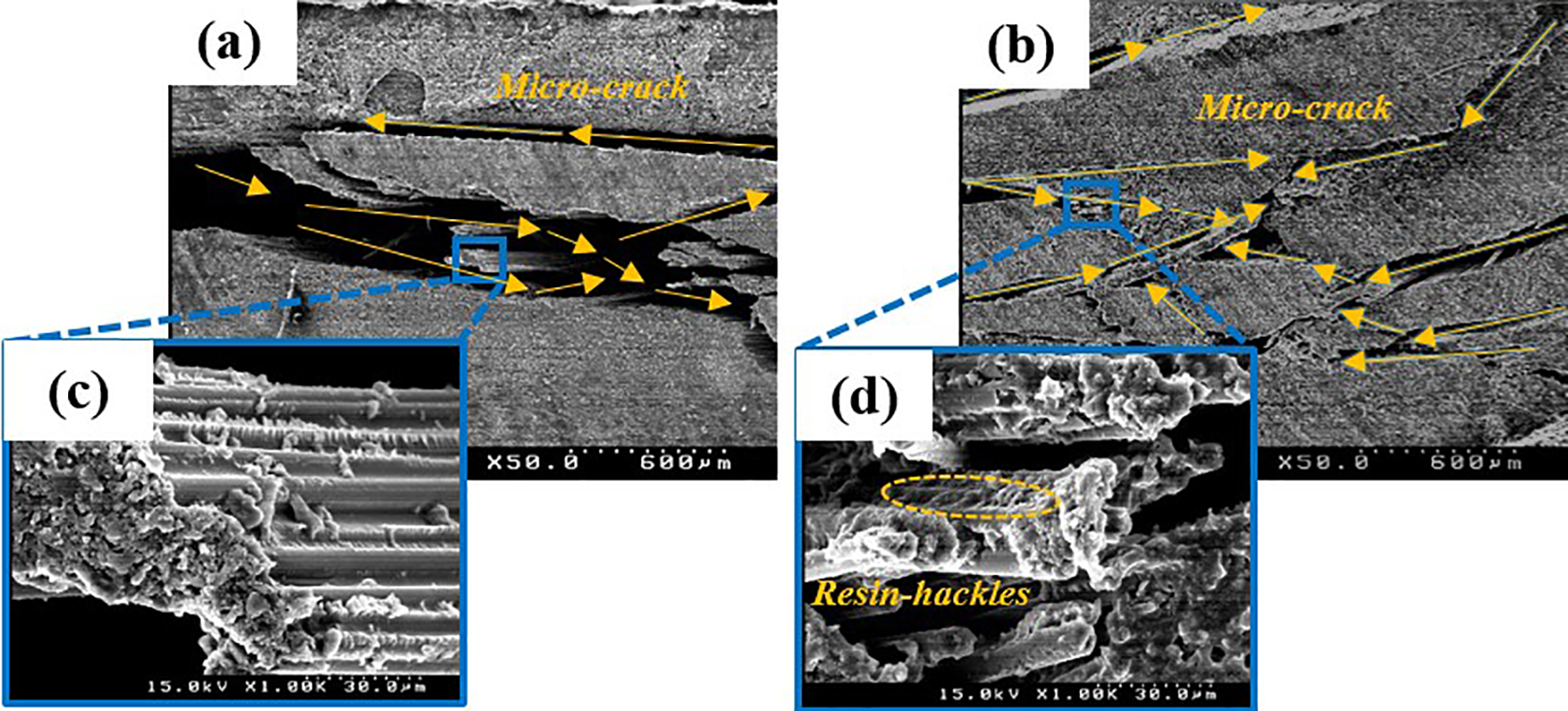
SEM image of fracture surface on the side of the compression after impact test specimen: (a) Tri-PA0, (b) Tri-PA72, (c) high magnification Tri-PA0, and (d) high magnification Tri-PA72. SEM: scanning electron microscope.
Mechanical properties and fracture surface of carbon/epoxy composite laminates
Tensile strength and modulus of the Bi-PA0, Bi-PA72, Tri-PA0, and Tri-PA72 composite laminates are presented in Figure 11. The Bi-PA 72 and Tri-PA72 composite laminates showed the increase of 1% and 6% in tensile strength, respectively, compared with those of the Bi-PA0 and Tri-PA0 composite laminates. In addition, the tensile modulus of Bi-PA0 and Tri-PA0 composite laminates was 10% and 3% lower than the Bi-PA72 and Bi-PA72 composite laminates, respectively. This indicated that as interlaminar fracture toughness increases, the tensile strength of the carbon/epoxy composite laminates increased and tensile modulus of the carbon/epoxy composite laminates decreased. 26 We assume that the enhanced tensile strength of the carbon/epoxy composite laminate is due to the chemical reaction between the amide functional group of the polyamide fibers and the epoxide functional group of the epoxy matrix.

Tensile strength and modulus of the carbon/epoxy composite laminates.
In addition, we investigated interesting observation which is increasing tensile modulus values of the carbon/epoxy composite laminates. In general, modulus value decreases as the fracture toughness of carbon/epoxy composite laminates increases. 11,26 Figure 12 shows the SEM images of the fracture surface of carbon/epoxy composite laminates tensile test specimens. As shown in Figure 12(a), the tensile fracture surface of Tri-PA0 specimen was clean, plain, and clean, indicating brittle failure. In contrast, in Figure 12(c), the tensile fracture surface of Tri-PA72 specimen showed a rough fracture surface, indicating higher energy absorption during fracture due to the interlaced with polyamide fiber. 24 As shown in the high magnification of SEM image (Figure 12(b) and (d)), Tri-PA72 (Figure 12(d)) carbon/epoxy composite laminates revealed the pullout fracture mechanism. It indicated that micro-cracks were deflected by the polyamide fiber embedded in the matrix, indicating higher interfacial adhesion and delamination resistance. However, as shown in the high magnification of SEM image of Tri-PA0 (Figure 12(b)), the carbon/epoxy composite laminates revealed a brittle fracture mechanism, indicating weak interfacial adhesion between the epoxy matrix and carbon fibers.

SEM image of the tensile fracture surface: (a) Tri-PA0, (b) high magnification Tri-PA0, (c) Tri-PA72, and (d) high magnification Tri-PA72. SEM: scanning electron microscope.
The measured carbon/epoxy composite laminates fatigue properties are displayed in a log–log graph in Figure 13. This experimental data show the normalized maximum tensile stress plotted as a function of the cycles to failure. As shown in Figure 13, Tri-PA0 composite laminates show fatigue lives over a wide range of stress levels reduced cycles to failure were observed at elevated stress levels. In contrast, the fatigue lives of the Tri-PA72 composite laminates were dramatically prolonged for low-to-moderate stress levels. At 250 MPa stress amplitude, both the Tri-PA0 specimens tolerate approximately 70,000 cycles whereas the Tri-PA72 specimens withstood up to 400,000 cycles to failure.

Tensile fatigue life of the carbon/epoxy composite laminates.
The increased tension–tension fatigue performance of the polyamide fiber interlaced carbon/epoxy composite laminates can be related to the beneficial properties. We assume that the chemical reaction between the polyamide fiber and epoxy resin leads to superior toughness in the interlaminar regions of the composites, resulting in a slowing of moderate stress level-induced fatigue crack growth. 27
Conclusions
In this study, a carbon fiber braided fabric interlaced with polyamide fibers was used to enhance the mechanical properties and delamination resistance of the carbon epoxy composite laminates. The carbon/epoxy composite laminates interlaced with polyamide fiber, the tensile strength improved about 20%, the residual strength improved by 31%, and the critical energy release rate improved by approximately 120%. The improvement of mechanical properties and delamination resistance was attributed to the crosslinking by a chemical reaction between the polyamide fiber and epoxy resin. In order to examine the effect of polyamide fiber on the carbon/epoxy composite laminates, the failure mode was observed by the SEM. As a result, failure mode showed a pullout mechanism, and carbon fiber braided fabric interlaced with polyamide fibers has proved to improve the fracture toughness of composite laminates.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Technology Innovation Program (10070173, Development of 6-ft class aircraft CFRP stringer with radial braiding technology) funded By the Ministry of Trade, Industry & Energy (MOTIE, Korea).