
Abstract
Many manufacturing companies are always looking for a way to reduce energy consumption by utilizing energy-efficient production methods. These methods can be different depending on the type of products and production technology. For instance, one of the ways to increase energy efficiency and keep the precision of production is to use robots for the transportation of the parts among the machines and loading/unloading the machines. This technology is affordable compared to the technologies used in manufacturing companies. Manufacturing companies that rely on robotics technology must have a strategy to reduce energy costs and at the same time increase production by adjusting the intensity of processing or controlling the production rate. This study presents an exact solution method for flexible robotic cells to control the production rate and minimize energy consumption, which aims to both reduce electricity prices and minimize greenhouse gas (GHG) emissions under a lead time of production. Then, considering the NP-hardens nature of the problem, a heuristic solution method based on the genetic algorithm (GA) is proposed. Using the proposed approach, manufacturing companies will be able to make more accurate decisions about processing intensity and process scheduling while ensuring sustainability.
Introduction
Millions of people are already suffering from the devastating effects of extreme climate change disasters. Today, greenhouse gases (GHGs), such as methane, which is formed by agricultural activities similar to animal manure, are at their highest levels compared to previous decades. Additional emissions such as CO2 are produced from natural processes such as breathing and burning fossil fuels such as coal, oil, and gas. 1 Therefore, one of the important issues for policymakers in different countries is to decide on the cost of measures related to the reduction of GHG emissions. In this regard, they should have the ability to compare the costs of renewable energy sources and sustainable production.2,3 Sustainable production is the formation of goods and services using pollutant-free procedures and systems, in addition to saving energy and natural resources. The use of sustainable production systems leads to achieving general development strategies, reducing future environmental and social costs, strengthening financial competitiveness, and reducing poverty in societies.4,5
One of the possible ways to improve the stability of production systems is to use robotic technology and control the amount of electricity consumption,6,7 aiming to have an energy-efficient manufacturing platform. 8 Production speed of the robotic and/or fully automated systems can be adjusted when the time of production is limited. If there is such a limitation for changing the robot processing speeds, using a parallel-machine system is the traditional answer. 9 On the other hand, enabling to change the robots’ processing speeds, whether manual or using a sensor, 10 are directly caused different amounts of electricity consumption. Using this technology is one of the useful solutions for controlling electricity costs.11,12
Within either manufacturing companies or transportation and logistics systems, performing tasks take place using utility energy sources (e.g., electric current or natural gas).13,14 Specifically, manufacturing processes such as machining and assembly require the use of energy-consuming tools. Most production systems, such as flowshop systems, work in multiple shifts and have limited production flexibility.15,16 For sustainable development, it is necessary for manufacturing companies to reduce their energy consumption, because excessive energy consumption has a destructive effect on the environment. For example, the emission of GHGs, acidification of the environment, and extensive land use are among the disadvantages of this excessive use. On the other hand, energy is a vital element of production. This is why energy demand reduction is limited in scope and dependent on the desired output. Therefore, increasing the ratio of energy input to the desired outcome in a production process, i.e. increasing energy efficiency, is an essential part of sustainable production. 8
To our knowledge, no research has been conducted to establish energy-efficient production planning and control in flexible robotic cells (FRCs) under time limitations for production. Recently, Wang et al. 17 proposed a solution method to paint large objects using robots for a service organization. In FRCs, each machine should perform all the activities associated with a part that needs distinct operations and processing times. When a robot loads a part into a machine, the machine can perform several more processes before transferring the product to the storage system. The only processing intensity that may be addressed in FMC for energy-efficient scheduling is the speed of machine and robot processes. As a fact, manufacturing companies prefer to run their machines at ultimate production speed to satisfy the customer demands according to the lead time, however, working at high speed will affect the electricity used by machines. 18
Considering the complexity and limitations of production using FMC, as well as the difficulty of accurate modeling and optimization to achieve a reduction of energy consumption in modern production systems, the study presents a mathematical model and metaheuristic solution method for this problem. Hence, the aim of this article is to focus on the problem of energy-efficient scheduling of FRCs with a robot to pick and place parts, CNC machines to perform processes, and buffers to store raw materials and products. CNC machines and robots can work at different speeds. This research aims to achieve optimal energy consumption for FRCs while meeting demand considering the lead time, by setting appropriate speed levels for the machines and finding the best time sequence of operations.
The related literature is reviewed in the next chapter, and the problem is defined and formulated in the third chapter. In Chapter 4, the metaheuristic-based solution method is proposed and explained in detail, and the initial parameters are set to utilize the algorithm. Chapter 5 contains the detail of the case study, the related results after solving the problem by the proposed algorithm, and discussions about the results. Finally, the study is concluded in the last chapter.
Literature review
The global manufacturing industry is highly fragmented, and a large portion of it is dedicated to small- and medium-sized businesses. Deterioration of the environment and rising energy costs put a lot of pressure on the manufacturing industry to save energy and reduce GHG emissions. Companies should consider energy efficiency planning based on energy consumption rates to increase their energy efficiency. An imbalance in energy consumption and more use causes an increase in the energy tariff rate and leads to a significant increase in these costs. To address this, a pricing scheme is used to encourage customers to reduce energy consumption, thereby balancing energy demand. The energy consumption of each job varies during the production process, which means that operations that require a large amount of energy must be scheduled over months while operations that require a small amount of electricity can be used continuously. 19
Particularly energy-intensive industrial processes are of special relevance when it comes to production planning and scheduling using uniform machines that are processing parts under some restrictions. 20 Here, a significant amount of energy is required to power the machines, which are tasked with the task of converting input (i.e., raw materials) to the desired output (i.e., final products). Giret et al. 21 investigated sustainable scheduling in a broader sense, emphasizing solution techniques in multiobjective situations. Cui et al. 22 discussed the scheduling of power loads in demand response programs but do not go into detail about scheduling. Garwood et al. 23 conducted a review of works that include energy considerations in production settings using simulation. Narciso and Martins 24 organized the latest machine learning developments into energy-related scheduling applications. Bänsch et al. 25 conducted a survey of the literature on energy-related research in manufacturing settings, with a particular emphasis on mathematical optimization-based decision support models. Recently, Zhang et al. 26 proposed an optimization algorithm using a deep-learning method to solve the life-cycle production scheduling problem considering real-time cycles.
Mouzon and Yildirim 27 are pioneers in incorporating energy usage into production scheduling. Energy-efficient scheduling promotes energy efficiency primarily in two ways: by reducing energy consumption and by lowering energy costs. The previous research on energy-efficient scheduling is mostly concerned with reducing energy consumption at various stages, such as the processing stage, the setup stage, and the standby stage. Recently, energy-efficient scheduling has been shown to reduce energy costs when both energy usage and energy prices are included. Energy-related planning including energy-efficient planning, low-carbon planning, and sustainable planning in diverse manufacturing environments has been increasingly considered in the literature. 28
Research on reducing environmental impacts of manufacturing companies is mainly focused on minimizing transportations in supply chains using ground or aerial logistics,29,30 or it is limited to production scheduling of a single-machine cell, parallel/unparalleled machine in flow shop type production, and/or job shop manufacturing. For the energy-efficient scheduling of single-machine cells, Fang et al. 31 discussed the scheduling of a single-machine problem, aiming to minimize the total electricity expenditure. Later, Cheng et al. 32 developed a bi-objective mixed-integer linear programming model to minimize the total electricity cost and the makespan of a single-machine batch processing problem. To solve large-size problems efficiently, they developed a heuristic-based e-constraint method. Tan et al. 33 scrutinized the economic load dispatch, aiming to minimize electricity charges with penalties caused by jumps among adjacent slabs. Zhao et al. 12 considered campaign decisions and managing demands to address manufacturing scheduling problems in the rolling sector for producing steel. They dealt with a multistage production and proposed a mixed-integer nonlinear programming model to solve the problem.
For hot-rolled batch processing, Hu et al., 34 developed a model aiming to minimize the entire penalty caused by the alterations in width, thickness, and hardness among adjacent slabs, in addition to the electricity costs. Wang et al. 35 considered a flow shop with two machines and studied the related permutation scheduling problem to optimize the overall electricity price of processing tasks. Geng et al. 3 developed a multiobjective ant lion optimization method to solve a scheduling problem related to a hybrid re-entrant flow shop aiming to minimize the total process time and minimize the energy consumption charge, simultaneously. Ho et al. 36 considered the joint optimization of the total producing time and electric charge in a flow shop with two machines. They studied the economic issues of the optimum solution of a scheduling problem considering the permutations of jobs, aiming to minimize the electricity charge without increasing the total process time.
From the parallel/unparalleled machines, Ding et al. 37 studied the scheduling problem include of unrelated parallel-machine. Their objective was to minimize the overall electricity consumption cost when there is a deadline for handling all the jobs in the considered manufacturing system. Cheng et al. 38 established an MILP formulation to solve a parallel machine scheduling problem, aiming to minimize the total electricity charges. Zang et al. 39 proposed a continuous-time MILP model to solve a two-stage parallel machine production floor include of identical speed-scaling machines at the first step and unrelated parallel machines at the next step.
During the past years, the authors have studied various types of FRC scheduling problems and their applications in real cases in industries. For instance, in 2018, Nejad et al. 40 considered an FRC to produce identical parts cyclically, including identical CNC machines, and separate input, and output buffers, aiming to find a sequence of operations to minimize the cycle time (Figure 1 illustrates the scheme of the mentioned FRC). To solve such a problem they developed a mathematical model and discussed the lower bound for the total makespan. 41
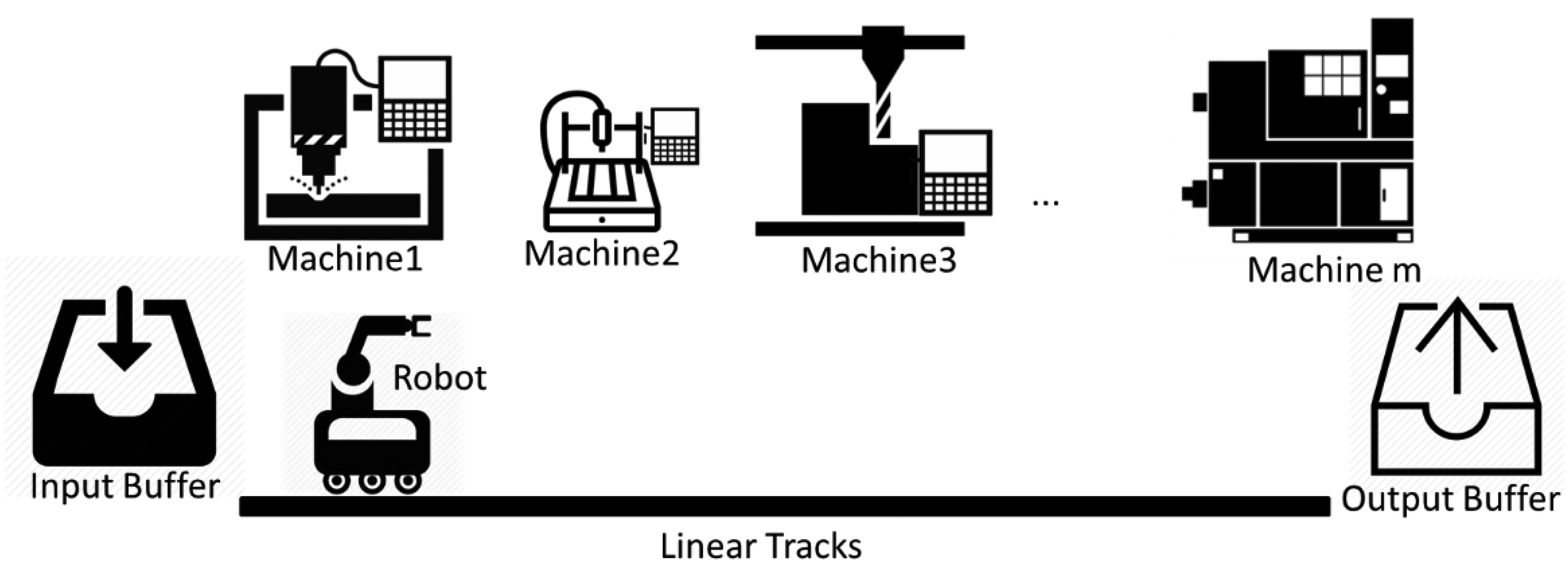
m-machine flexible robotic cell.
Then, they proved and considered the NP-hardness of such a problem and developed an SA approach for solving the problem in cases of having a high number of CNC machines in the production line. 42 Later on, a bi-objective scheduling problem for the FRCs has been considered to minimize the cost of the cyclic production and the cycle time, simultaneously. 43 They developed a genetic algorithm (GA) to solve such a problem and utilized the Taguchi method to set the initial parameters of the algorithm. Afterward, they considered a real-life sequencing problem of FRC with individual input buffers for each CNC machine and proposed a GA, SA, and a hybrid metaheuristic algorithm based on GA and SA. 44
Numerous studies have been conducted on energy efficiency scheduling in a variety of generic manufacturing systems. Numerous scholars have examined simple production systems, such as single machines and parallel machines. 45 However, few studies have been conducted on complex manufacturing systems such as flow shops, flexible flow shops, job shops, and flexible job shops. 2 As far as the authors’ knowledge in this context, no report on the energy efficiency scheduling of FRCs has been made, especially considering the time limits to produce the products. Considering the importance of FRC in industries and the complexity of such problems, the authors decided to focus on the batch production type of FRCs in this study, aiming to minimize the developed energy cost function for running such a system using exact and heuristic solution methods.
Problem definition and formulation
To solve the robot movements scheduling problem, by minimizing the energy consumption of the robot and machines to produce identical parts, the definitions, parameters, and variables are as follows:
T: Acceptable time threshold of production

























According to the literature, the traditional TSP is a nondeterministic polynomial-time hardness problem, which is called NP-hard in short. 46 Therefore, those problems that include TSP, like vehicle routing and transportation scheduling, have been proven to be NP-hard type problems. Accordingly, it has been reported that more than 800,000 s (more than 223 h) is needed to solve a simple FRC problem containing just six machines in the cell with a fixed amount of time for producing identical parts and there is no report mentioning solving such problems containing more than that number of machines. 41 Hence, it is clear that the considered problem in this research belongs to NP-hard type problems. Different types of solution approaches have been developed to solve such problems. Metaheuristic methods are one of the most powerful approaches that search for finding the optimal solution in a feasible area in a short time and with high efficiency. Consequently, in this research, a GA has been proposed to solve the problem, as the GA is one of the most well-known metaheuristic algorithms for solving different types of NP-hard problems in the literature. 47
The developed GA
The GA starts by generating a set of random initial solutions. After computing the fitness function values of these solutions, the algorithm tries to improve the solution by using some distinguished operators such as crossover and mutation.48,49 The detail of the developed GA in this research are the followings:
Encoding
A solution is presented by an array including 2n + m elements in which n is the number of parts to be produced, and m is the number of machines. The following assumptions must be considered to generate numbers for the first 2n elements:
An integer number from 1 to 2m is allowed to be generated. An integer belonging to the interval of For each number generated in the interval of
The last m elements indicate the speed level of the corresponding CNC machine which processes the parts with that speed level. Let us consider the representation of a random solution for a three-machine FRC, shown in Figure 2, in which five parts are going to be produced with the machines. In this case, the related chromosome contains

Representation of a solution for a 3-machine FRC. FRC: flexible robotic cell.
Initial solution
The GA starts with generating a population of random solutions. To make solutions feasible, there is a repair function that ensures that all loading activities have been unloaded and that this unloading activity is after the loading.
Evolution
The population evolves through crossover and mutation operations. Binary crossover is incorporated for the crossover operation. For mutation operation, three operations are considered and only one of them is applied on a chromosome randomly with equal probability; Swap, Reversion, and Insertion. 50 In the swap operation, one pair of genes is selected and their positions in the chromosome are swapped. In reversion operation, two genes of the chromosome are selected and the order of the genes between these selected genes is reversed. The insertion operator selects a gene and inserts it into a new random position.
It is obvious that each selected operation is performed independently on the first and second parts of the chromosomes, related to the sequence of the jobs and speed levels of the machines. Furthermore, it is mandatory to repair the genes after crossover and mutation operations. It should be mentioned that the repair function should not limit the randomness of the solutions. The unbalanced genes are selected randomly pair by pair and the values are changed in a way to fix the problem. In Figure 3, the pseudo-code of the proposed GA in this study is represented. Additionally, Figure 4 demonstrates the flowchart of the proposed GA.
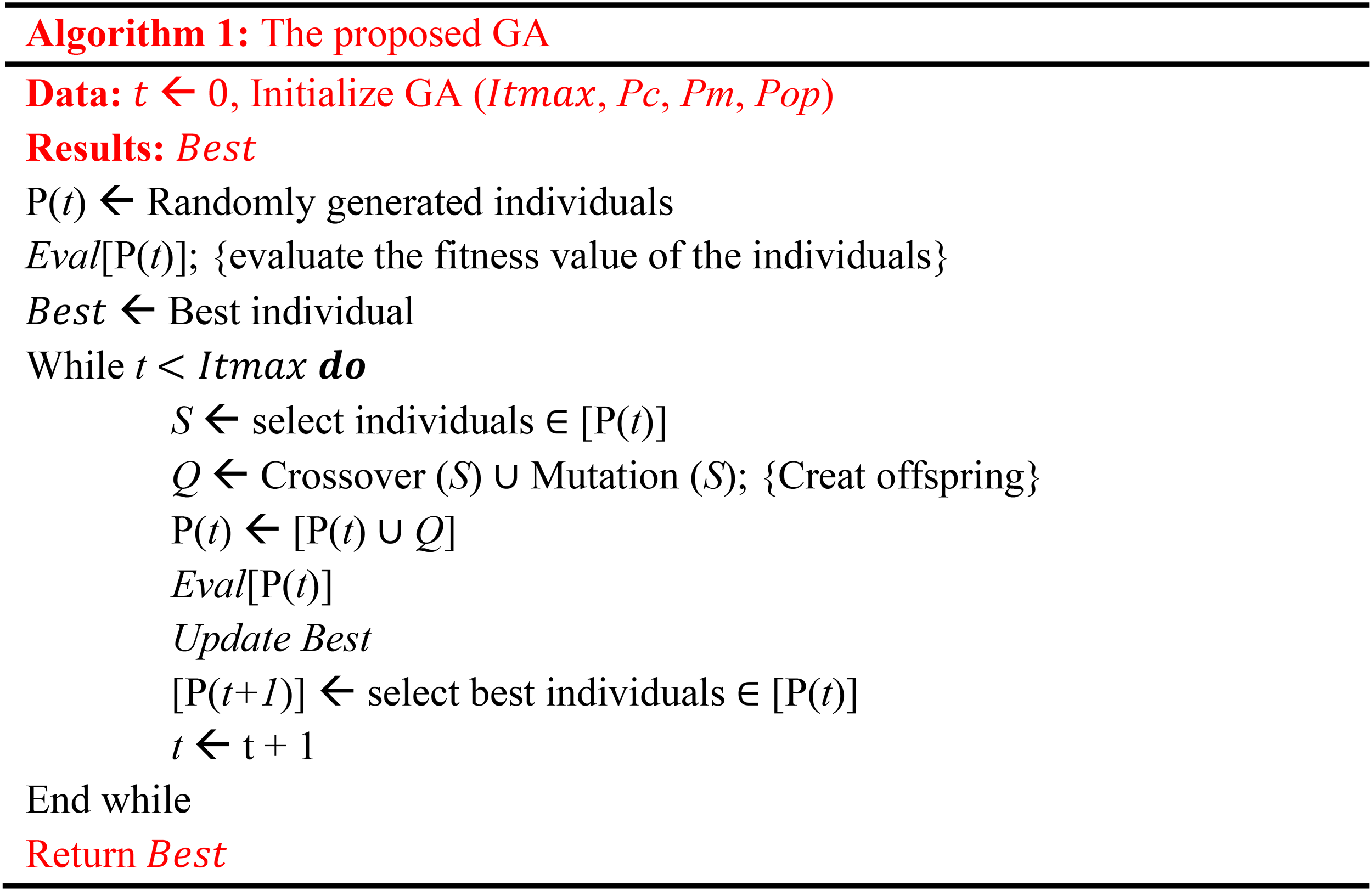
The pseudo-code of the proposed GA. GA: genetic algorithm.
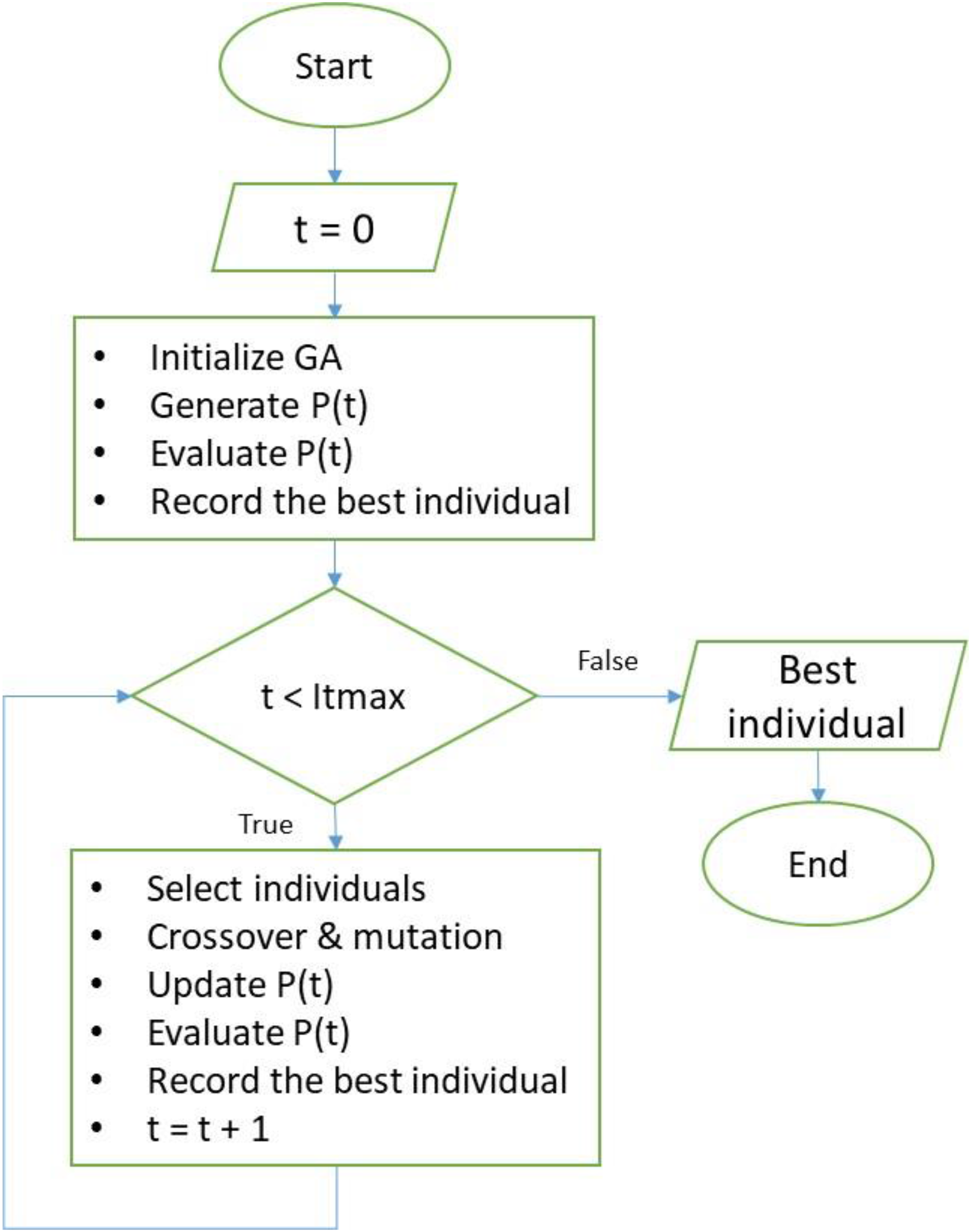
The flowchart of the proposed GA. GA: genetic algorithm.
Completion time and energy consumption calculations for a given solution
There are two steps for calculating the completion time of a given solution. The first step is calculating the duration times of loading, unloading, and transporting the parts by the robot among the machines and buffers. The second step is computing robot waiting times when the robot is ready to unload the part from a machine but the machine is still processing the part.
Let us consider a three-machine cell (its general form has been shown in Figure 1), where
The robot may wait before performing each unloading activity, and these waiting times are not trivial to compute. Let
Considering a similar procedure to find the other waiting times, the following inequalities are obtained.




To calculate the total energy consumption of the mentioned example, energy consumption by the machines and the robot should be considered. Since in this example, machine 1 and machine 3 are processing with speed level 1, and they produce three parts, they are using
Considering the energy consumption for the faster and slower speed levels as 9.1 and 3.3 watts per minute, respectively, and energy consumption of 0.7 watts per minute, for robot movements, the total energy consumption for producing the parts with the faster level is 137.67 watts. Solving this problem with the same parameters value as the presented exact method, where three parts are processed using the faster speed level, and the other two parts are processed with the slower speed level, gives the total energy consumption of 116.07 watts. The calculations show that the proposed method has the potential to improve total energy consumption by up to 15.69%, which is found by
Results and discussions
A real-case problem with a demand of 50 has been considered to be performed by the FRC, similar to what is shown in Figure 1. Seven CNC machines are working in parallel and have been located in a line layout at the same distance from each other. These machines are able to process the parts at three different speed levels, say 1, 2, and 3, in which the first speed level is the slowest, the second is medium, and the third/last is the fastest one. Each of the speed levels incurs special energy consumption and process time. Expectedly, the speed level and energy consumption have negative relation; i.e. the lowest speed level causes a lower energy consumption, the second one has a medium energy consumption, and the highest speed level causes a higher energy consumption. Table 1 contains process times and energy consumption of the different speed levels in terms of seconds and watts per minute, respectively.
Process time and energy consumption of different speed levels.

The robot is responsible for transporting the parts among buffers and machines, loading, and unloading the machines with an energy consumption of 0.7 in terms of watts per minute. It takes an unprocessed part from the input buffer, at the beginning of the production line, and loads one of the machines according to the previously dictated schedule. Additionally, the robot unloads a finished part from a machine and put the part in the output buffer, which is located at the end of the line right after the last machine. The transportation time of the robot between every two machines or between a buffer and its closest machine is 2 s, and the time of loading or unloading of each part by the robot is 1 s. Three steps have been considered to deal with the considered problem as follows:
Step 1: According to the provided pseudocode and flowchart of the developed GA in this study, in the first step the number of iterations, number of populations, crossover percentage, and mutation percentage must be decided. In this study, the algorithm was set to 500 iterations, a population of 100, crossover, and mutation percentages of 70 and 60, respectively. The problems have been solved by an Intel® Core™ i5-3320M CPU@2.60 GHz, and 4 GB Ram on a Windows 10 Operating System. Firstly, the problem was solved without considering a time limit for processing all 50 parts in three different situations as follows:
All the machines are processing the parts with the first speed level only (243 s), All the machines are processing the parts with the second speed level only (122 s), All the machines are processing the parts with the third speed level only (80 s),
The energy consumption for these problems was 689.15, 569.91, and 627.57, and the total process time for them was 4893, 4544, and 3412, respectively.
Step 2: In the second step, the machines were free to be set at any speed level, to find the minimum energy consumption. In this case, the optimal energy consumption was 569.81 (watts/minute), with a total time of 4134 (seconds), and CPU time of 3121.93 s.
Step 3: Different time limits have been considered for the problem in this step. The time limits are started from a feasible level, which means reaching a value that there is no feasible solution for the problem even when all the machines work at their highest speed level. For this reason, after some trials, 2100 s were found. This means that the considered problem does not have any feasible solution considering a time limit of less than 2100 for sure. In other words, when the time limit is 2100 s, the total process time violates the time limitation. Then, the time limit is increased up to the level that all machines can process the parts with their minimum speed as mentioned in Step 2. Table 2 provides the obtained results of solving the mentioned problem considering different time limits.
Results with different time limits for processing of 50 parts.
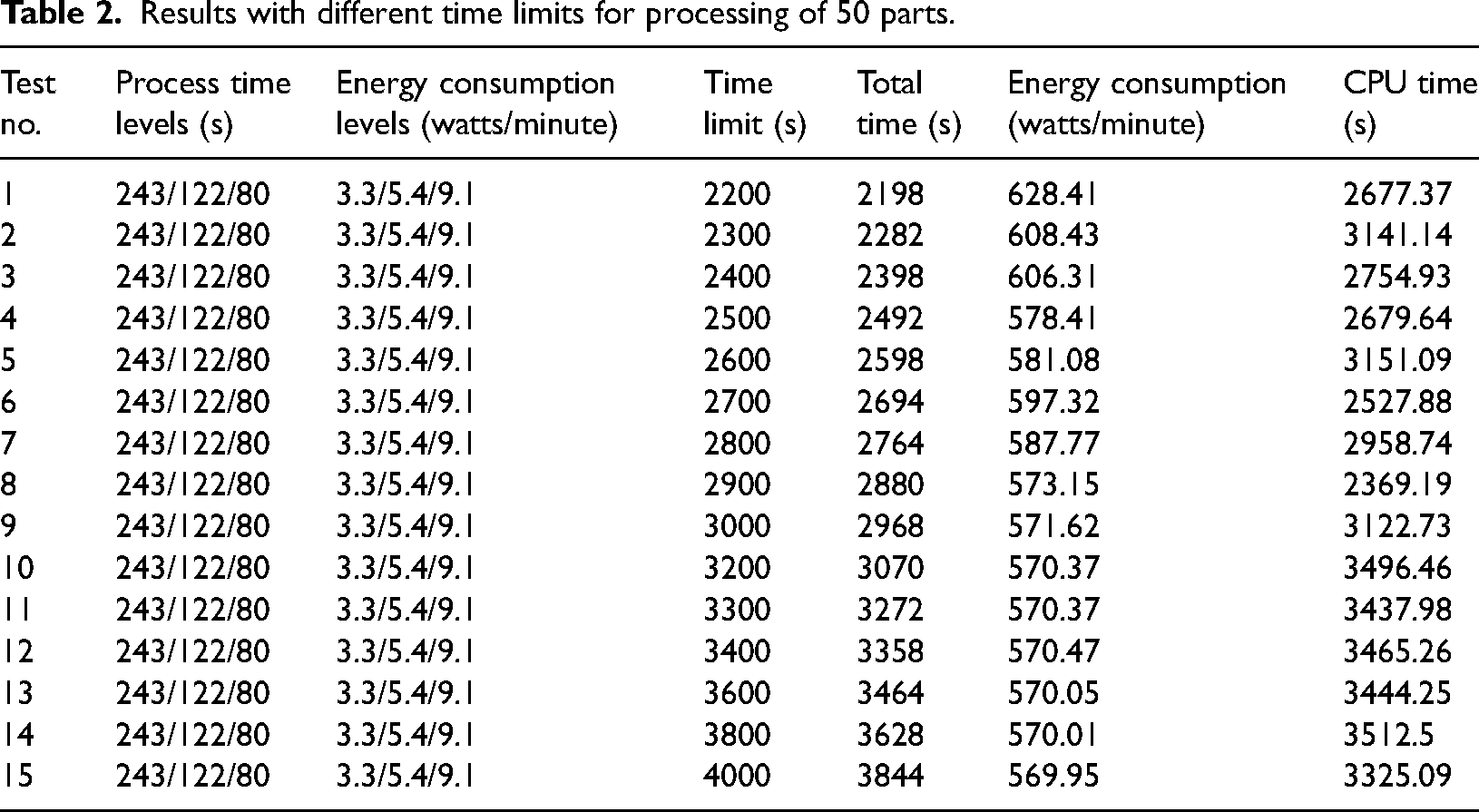
In Table 2, a time limit was considered in each step, from 2200 up to 4000 s. The results of total times show large fluctuations, between the time limit and the total time. For instance, this value for the time limit of 2200 is only 2 s (2200–2198 = 2), whereas this value for the time limit of 3800 is 172 s (3800–3628 = 172). As a general trend, it can be mentioned that with increasing the time limit, its difference with the total time is generally, not necessarily, increased. In the opposite manner, energy consumption is generally decreased by increasing the time limit of the production, which is because of utilizing a lower speed level for producing the products, in comparison with using the highest production speed level. The CPU time for solving the problems highly fluctuated at the beginning, by increasing the time limit from 2200 to 2900, but after that it increased meaningfully from 3000 up to 3800, followed by decreasing value for 3900 and 4000.
Figure 5 illustrates the trend of total times and the time limits for the 15 numbered test problems given in Table 2. As mentioned before, the time limits are growing from 2200 up to 4000 s. However, the trend of increasing the total time is not uniform. The trend of both parameters and the differences among them illustrate that with increasing the time limit, the total time is increasing.
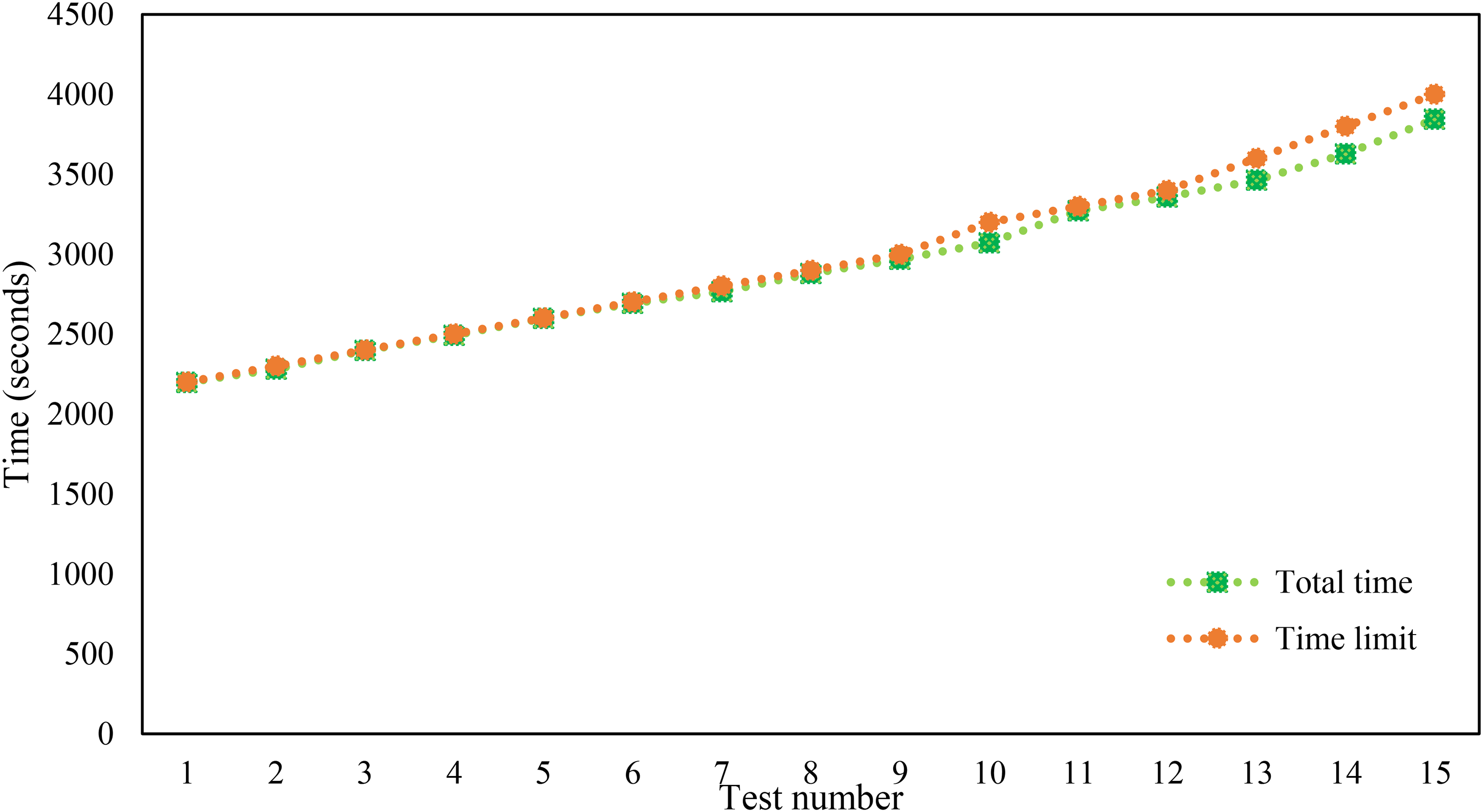
Trend of total time based on the time limit.
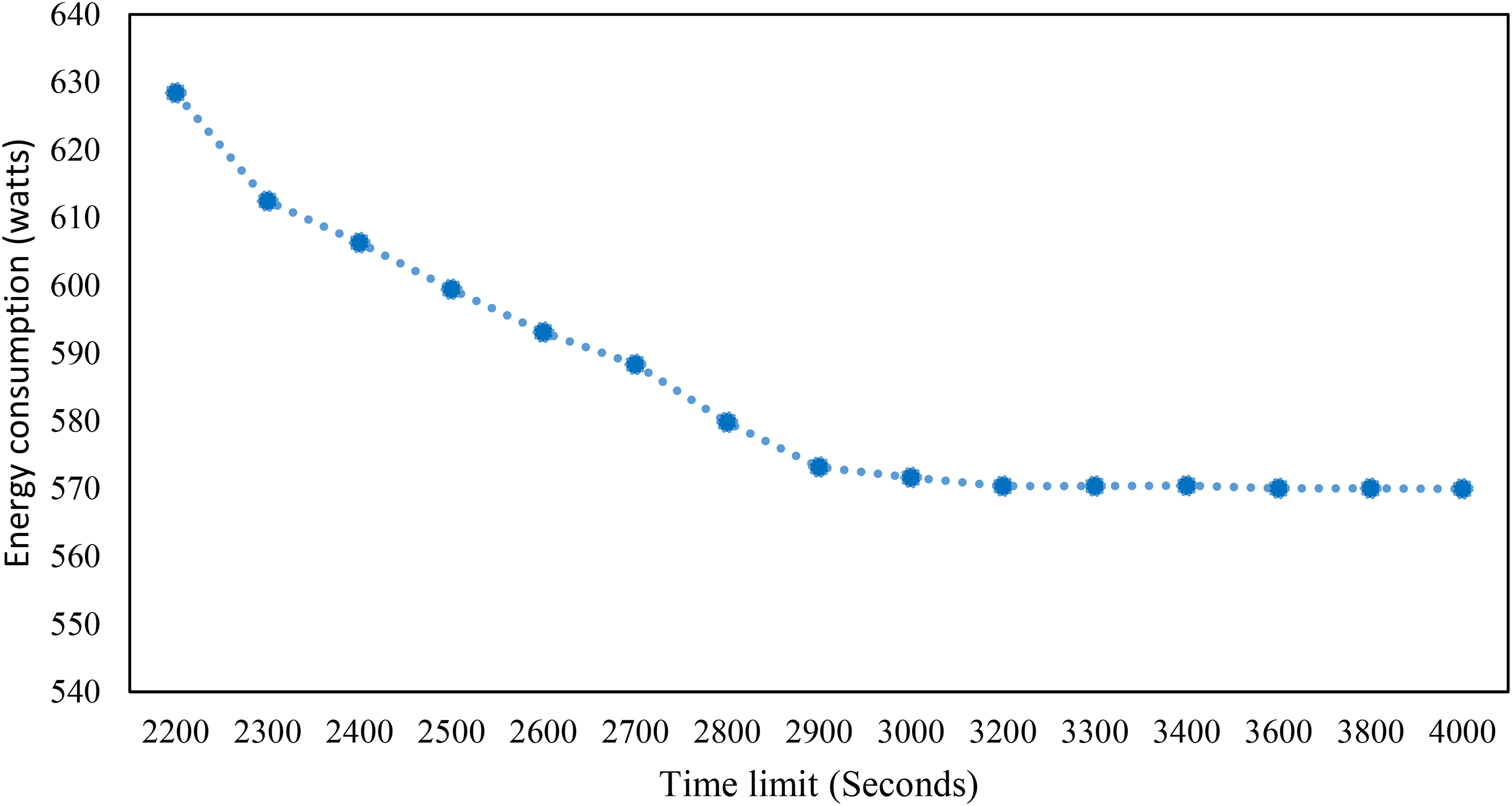
Figure 6 illustrates the trend of energy consumption based on the time limitation. In Figure 6, it is seen that with increasing the time limit, the energy consumption decreases, generally. However, in the beginning, with increasing the time limit from 2200 to 2900, the energy consumption decreased rapidly, with fluctuations, but for time limits above 3000, the energy consumption has a very decrement with small fluctuations from 573.15 to 569.81.
Trend of energy consumption based on the time limitation.
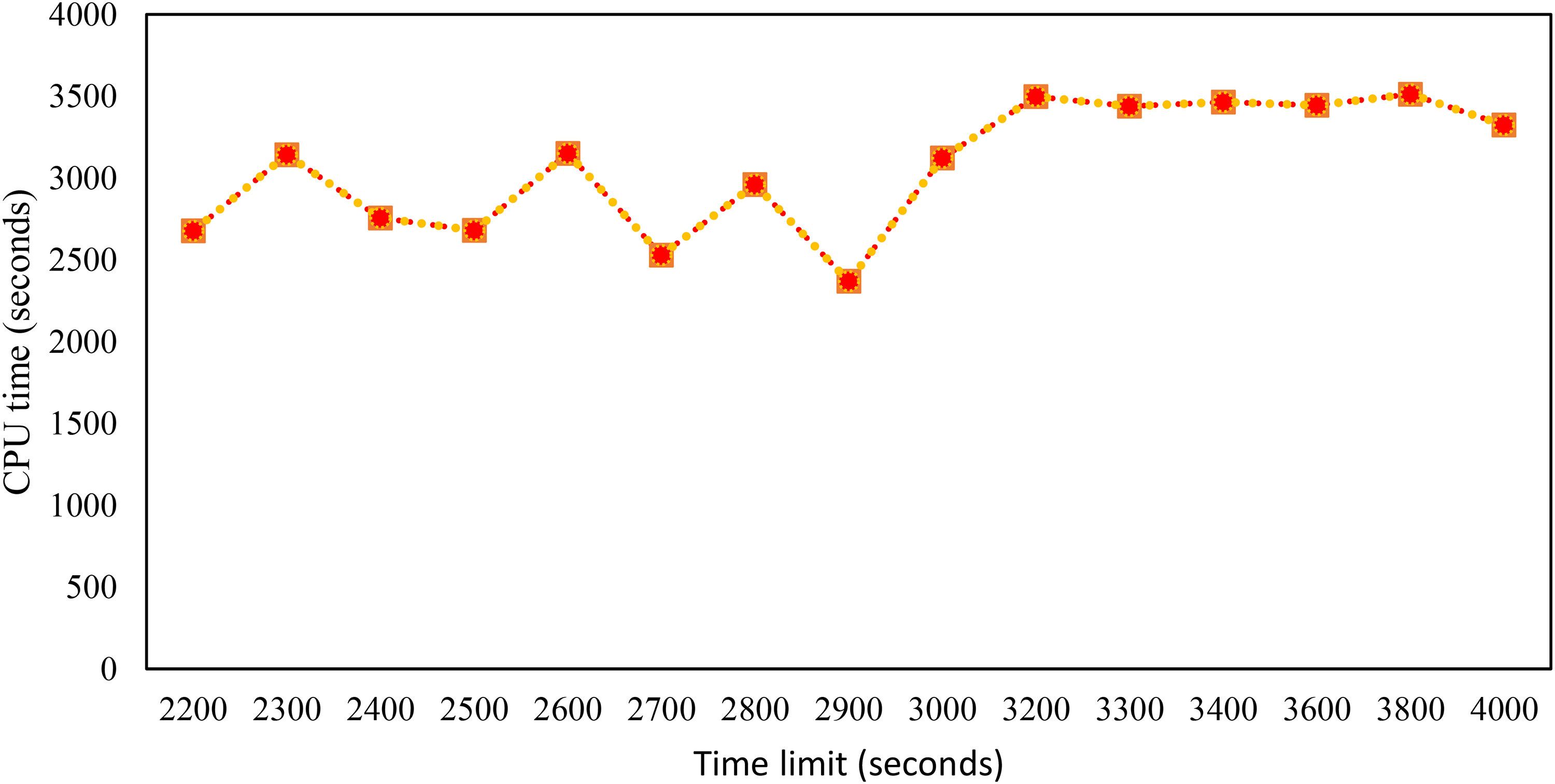
Figure 7 depicts the trend of CPU time based on the time limits. The figure shows high fluctuations in the CPU time in the first half of the diagram, from 2200 up to 3200 s of time limits, but thereafter, the CPU time converges to 3400 s. In the last level of the time limit, a time limit of 4000 s, the CPU time is dropped.
Trend of CPU time based on the time limitation.
Considering the results shown in Figures 5 to 7 in a frame gives a deeper understanding of the effect of using a time limit on the obtained results. In the first view, it is seen that by increasing the time limit, the shape of the graphs and the trend of the results change from 2900 time units. In Figure 5, up to 2900 time units, both curves are fitted to each other, and thereafter the differences will appear. In Figure 6, the graph reached a steady state after a sharp decline, and in Figure 7, it reached a steady state after some random fluctuation.
To compare the presented study with some of the most recent-related studies in a similar field, the studies performed by Wang et al., 17 Nejad et al., 43 and Rubio et al. 51 have been considered. The similarities and differences between the systems with what has been considered in this study are mentioned in Table 3.
Comparing the considered FRC with a novel system from the literature.
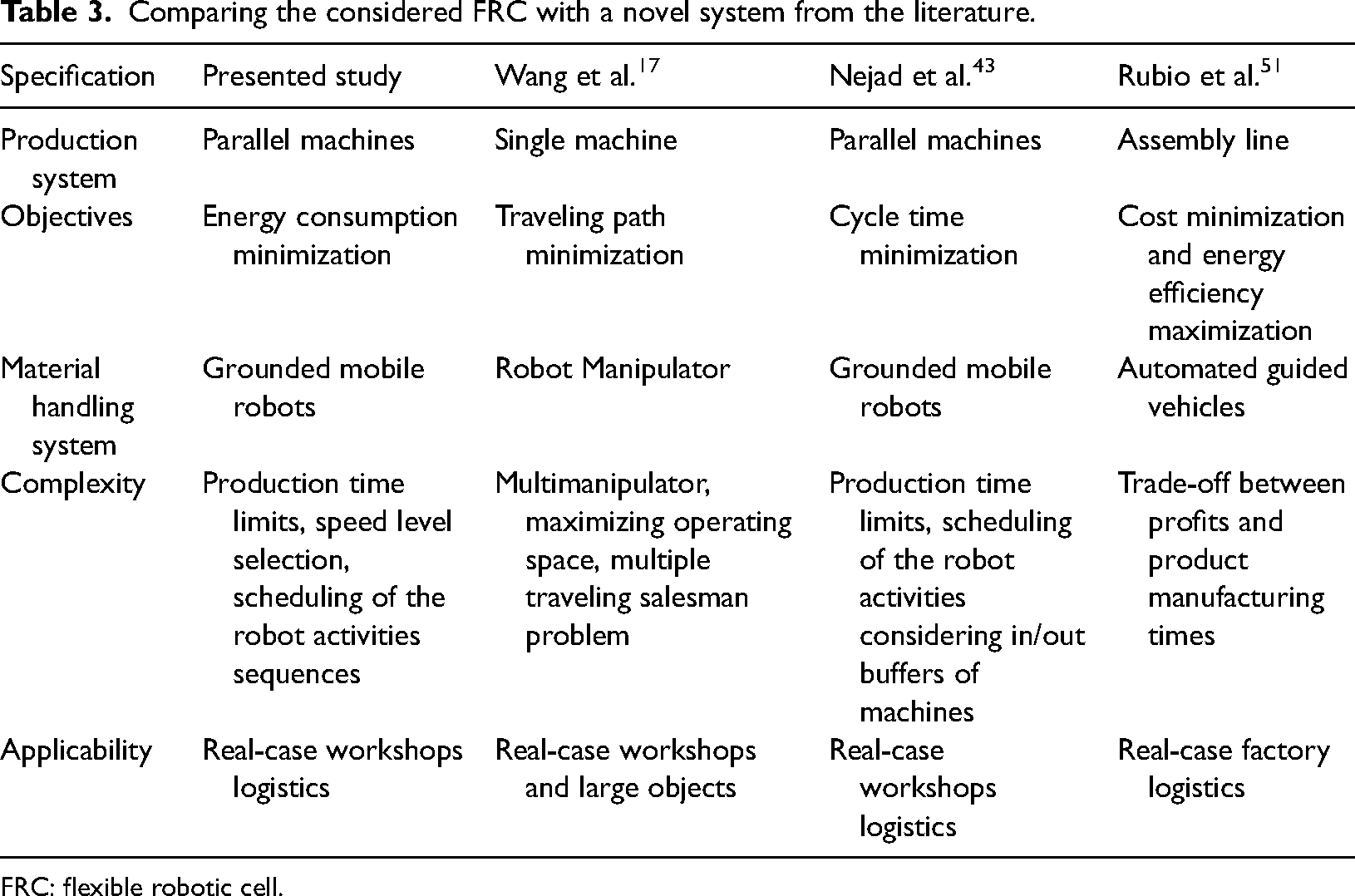
FRC: flexible robotic cell.
Conclusion
In this work, an FRC was used for the processing of a specified demand for a certain part. The machines were arranged in a line and were able to process components at different speed levels of 1, 2, and 3. Consequently, adjusting the speed of the machines results in varying energy usage during the process. As each demand typically has a deadline for fulfillment, a time constraint was addressed, with the goal of minimizing energy use for processing the entire demand. Given that this problem falls within the category of NP-hard problems, a GA was created to tackle it. A case example involving the demand for 50 products was considered to be solved, under various time limitations. The data indicate that reducing the time limit increases total energy consumption, in general, while it has been proved that the total energy consumption can be decreased by up to 15.69%, using the proposed method. Thus, this study not only aids manufacturers in meeting their customers’ requests at the lowest possible cost and energy consumption, but it also serves as a tool for improving the sustainability and reduction of GHG emissions. The case study demonstrates how optimum process scheduling can result in a reduction in total energy costs. Such savings are essential because according to Econometrics et al. 52 in many countries the price index has increased in real terms by more than 60% over the period in such industries. The proposed approach is immediately applicable to other energy-intensive manufacturing processes. Additionally, the optimization technique can be used in any continuous process industry with adjustable loads. If process industries reschedule their operations in accordance with changing the specified optimal schedules, the utility can achieve significant peak demand reductions. Moreover, for further studies, researchers may consider different solution algorithms such as other well-known metaheuristic algorithms, to solve the problem. Considering any other types of production systems and assembly lines can be a topic for future studies.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.