
Abstract
As a prerequisite for rotating machinery to operate effectively, rolling element bearings play an essential role. The focus of condition monitoring has initially been on defect identification, then on its measurement, and eventually on automatic defect prediction. The improvement in signal processing has made this breakthrough possible. The quality of characteristics taken from the bearing signals strongly impacts how effective these techniques are. Aiming to provide the researchers with the option to choose and implement the optimum signal analysis method, the authors have described numerous signal processing techniques used to diagnose faults in rolling element bearings. The research study examines several important studies and explains their relevance to locating rolling bearing defects. It analyzed recent research, ones from the past, and developments in the field of diagnosing bearing defects. The main goal of the research is to investigate different vibration signal processing and analysis methods for locating and evaluating bearing faults. After that, each of these subjects is rigorously analyzed in order to draw conclusions, spot new trends, and pinpoint areas that still need more research. This article is meant to serve as a guide for those who operate in the condition monitoring domain.
Keywords
Introduction
Rolling bearings are being employed in mechanical devices more and more as a result of economic growth and scientific and technological advancement. They have been the subject of several theoretical and empirical studies by researchers. 1 The precision and crucial mechanical element known as a rolling bearing lowers friction loss by converting the sliding friction that exists between the shaft and shaft seat into rolling friction. Due to its great bearing capacity, high precision, low power consumption, and high mechanical efficiency, the rolling bearing is extensively utilized in various fields as a precision mechanical component to eliminate friction between components. 2
Numerous economic sectors employ bearings extensively. 3 They are primarily engaged in many different sectors of the national economy, including manufacturing, 4 agriculture, 5 mining, 6 electricity, 7 transportation, postal services, and many more. They are utilized in a variety of transmissions, as well as in automobiles, agricultural machinery, 8 industrial production (machining tools), drills in mining, textile machinery, 9 cranes, 10 and other machinery. 11 Additionally, rolling bearings can be employed in a variety of environmental circumstances, including high wind, strong magnetic fields, high and low temperatures, and media containing acids, alkalis, and other substances. As the cornerstone and basis of the machinery industry, the bearing industry frequently reflects or limits the development of a nation's equipment industry and other connected businesses. Bearings are frequently crucial or essential components in a body. 2 The wide application of roller bearings is due to their high stiffness, different load capacities, speed, ability to work with different ranges of temperature, high load carrying capacity, low-friction characteristics, and balancing advantage over reciprocating machinery. 12
A bearing consists of four elements: an inner ring, an outer ring, a rolling body, and a cage. The inner ring's function is to rotate and coordinate with the axis. The outer ring supports the bearing and matches the bearing seat. As a result, the inner and outer rings move in relation to one another.
13
The inner and outer rings of the cage equally distribute the rolling body. The performance and lifespan of the rolling bearing are directly impacted by the size, shape, and quantity of the rolling elements. The cage can guide the rolling body's rotation in addition to distributing it uniformly.
2
Although there are a number of causes for rolling element bearing failure, the most frequent ones include unexpectedly high loads, inadequate lubrication, and improper sealing.14,15 The lifespan of the rolling element bearing is particularly unexpected due to the highly variable speed and loading conditions that cause cyclic fatigue stress in the bearing parts and crack development in the component of the bearing.13,16 It's critical to monitor bearing conditions accurately and on time. Figure 1 illustrates a typical bearing failure mode. Illustrates a typical bearing failure mode.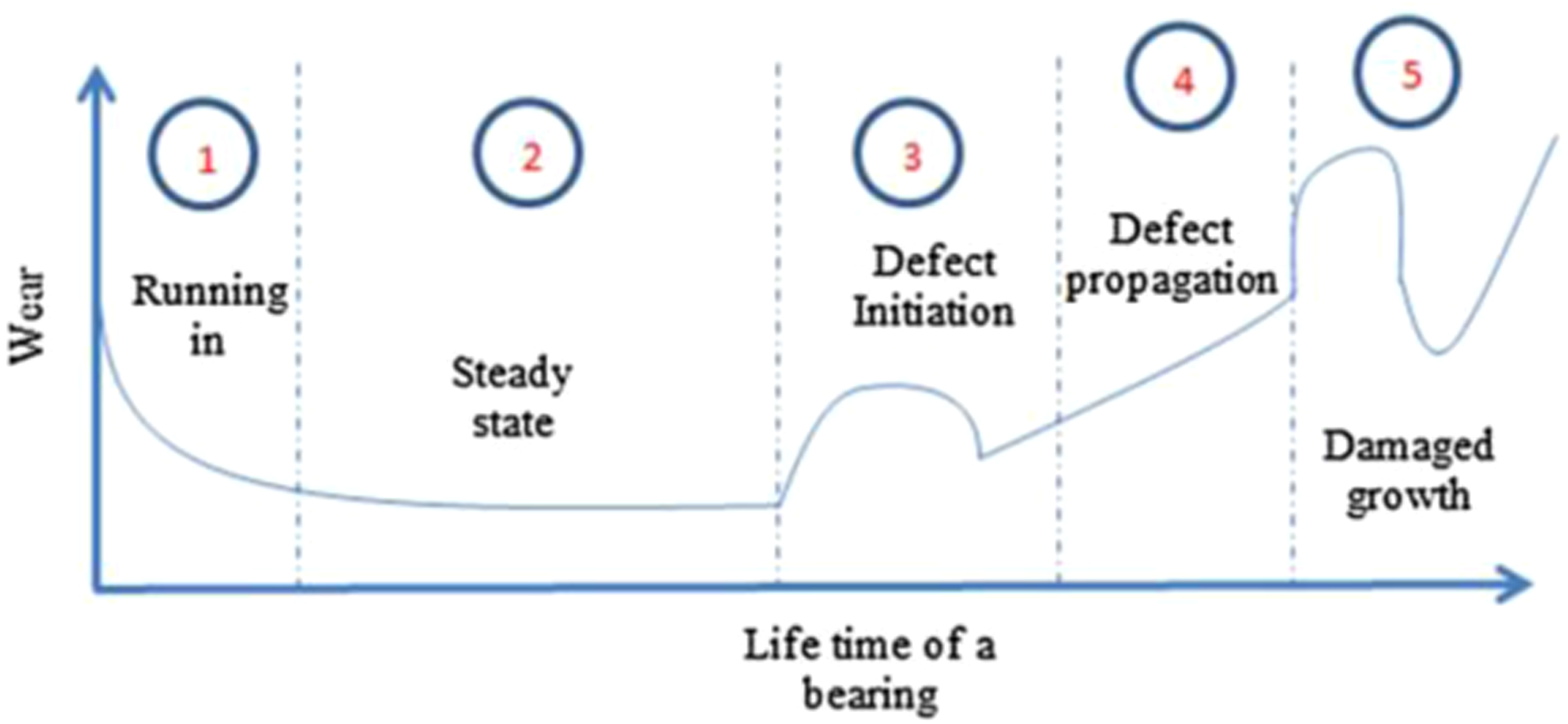
The health of the Rolling Element Bearings (REBs), which accounts for roughly 45%–55% of these equipment failures, is absolutely necessary for the operation of rotating machinery.
17
The presence of bearing faults such as galling, spalling, peeling, subcase fatigue, or failure of the bearings due to misalignment, shaft slope, surface roughness, high extent of waviness and inclusions, etc. Causes a catastrophic collapse of the system, thereby reducing the reliability and availability of the plant. The firm suffers a significant financial loss as a result of the increased production downtime, and occasionally, this could even endanger employee safety. In order to reduce the effects of failures caused by faulty rolling element bearings, it is necessary to establish and expand appropriate maintenance techniques.
18
Different maintenance strategies are primarily divided into three types: Corrective maintenance, Preventive, and Predictive maintenance.19,20 Figure 2 illustrate the different mainenance strategies. Maintenance strategies.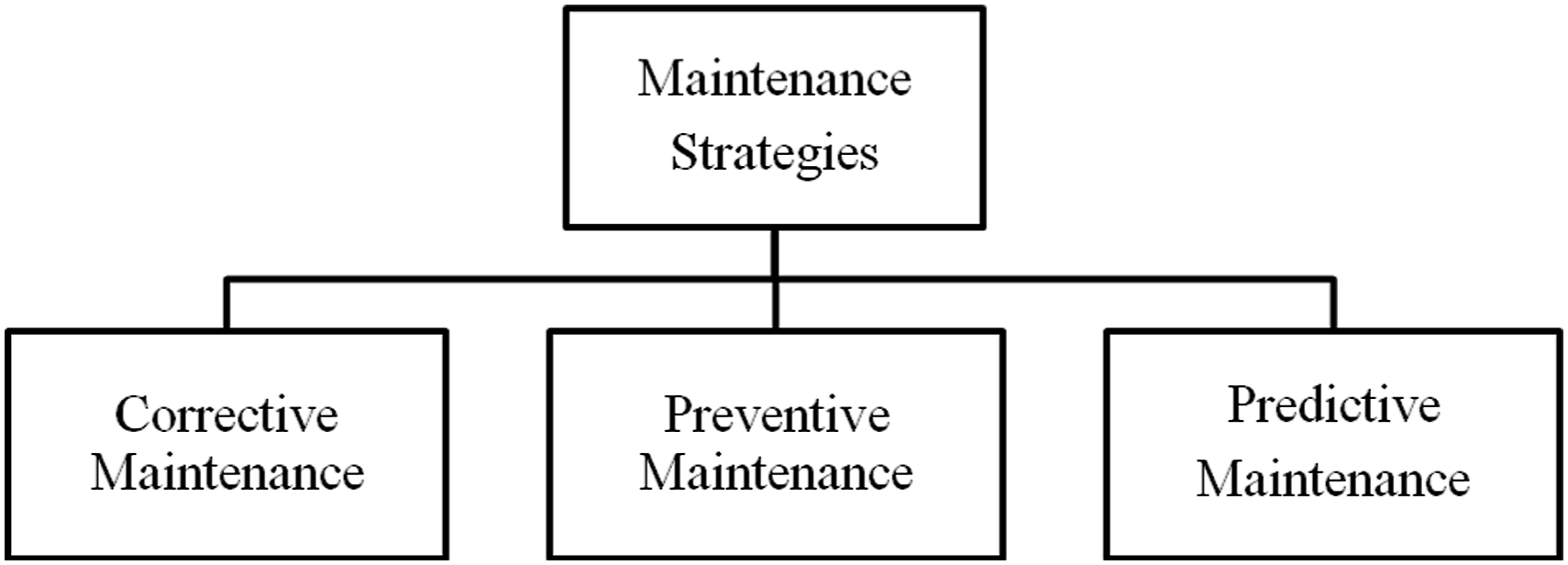
Over the past three decades, condition monitoring has developed into one of the most crucial maintenance strategies in an expanding spectrum of industries. The use of condition monitoring has the benefit of preventing unanticipated catastrophic machinery failures, which could be costly and dangerous. Reducing the number of overhauls lowers the cost of maintenance. It is possible to plan ahead and buy spare components as needed. The nature of bearing faults has been the subject of several experiments and research using a variety of monitoring techniques, including vibration, Acoustic Emission (AE), oil debris, ultrasound, electrostatic, shock pulse measures (SPM), etc. The developed signal processing (SP), diagnosis, and prognosis analysis methodologies, as well as their difficulties, improvements, and limitations, are all very clearly explained in these literature studies. In recent years, there has been a significant advancement in condition monitoring techniques. Monitoring for disorders can aid in the early detection and diagnosis of issues that are only beginning to manifest. The signals have been processed using basic signal processing techniques such as the Root Mean Square (RMS), kurtosis, Fast Fourier Transform (FFT), etc.
Today, vibration and acoustic data may be collected from sensors connected to a machine to perform condition monitoring. The focus of condition monitoring has changed away from defect identification and toward its measurement, eventually toward automatic defect prediction. The improvement in signal processing has made this breakthrough possible. Condition monitoring will be made possible by applying the appropriate signal processing to the vibration signal. The removal of the background noise effect, the smearing impact, and the speed fluctuation effect are a few issues that call for more sophisticated SP approaches. The biggest problem is handling the signal response brought on by defective REBs. The assumption is that bearing flaws cause impulses to be generated as the rolling element passes over the defective surface. Therefore, most of the PHM studies have concentrated on the development of more advanced SP techniques such as envelope detection, cyclostationary analysis, wavelets, data-driven methods, expert systems, fuzzy logic techniques, etc.
The research paper analyzes a number of significant studies and discusses how they apply to the identification of rolling bearing faults. It reviewed current and past studies as well as advancements in the field of bearing defect diagnostics. The paper's primary objective is to explore various vibration signal processing and analysis techniques for identifying and analyzing bearing faults. All of these topics are then critically examined in order to derive some research results, identify new patterns, and identify areas that require additional study. The purpose of this article is to act as a road map for people who work in the condition monitoring industry.
Condition monitoring techniques
In industries, the health of rotating equipment is mostly monitored using the condition monitoring approaches listed below: 2.1. Vibration monitoring 2.2. Temperature measurement 2.3. Acoustics measurement 2.4. Wear debris analysis
Vibration monitoring
Without any obvious warning, a minor bearing fault might grow quickly into a severe failure mode. As a result, it must be regularly monitored. In the past 20 years, preventive maintenance has become increasingly popular. Vibration-based condition monitoring is a crucial component of this process. Transducers (velocity or accelerometers) installed on bearing housings in both axial and radial directions sense vibration signals generated by rotating machinery. Fault identification, diagnostics, and prognosis are the three primary steps of vibration-based condition monitoring. Finding and detecting defects as early as possible are the key challenges in bearing fault diagnostics. When a faulty element of a bearing makes contact with the surface of another element, an impact force is created, which causes an impulsive force to be generated in the bearing. The elements of the rolling element bearing—inner race, outer race, ball or roller, and cage—receive the impulsive force that is created at any one element of the bearing. Time domain and frequency domain analyses are performed on the vibration signals obtained from both working and malfunctioning machine components. Impulsive oscillations, such as the Root Mean Square (RMS) value, peak value, crest factor, and moments like kurtosis, are frequently discovered through time domain research. It includes details about when it occurs. Different frequencies, including natural frequencies, distinctive fault frequencies, and their harmonics, are retrieved from vibration signals in frequency domain analysis using various transformation techniques. It provides information about what is occurring. Time-frequency domain analysis techniques were employed to take advantage of what happened and when it happened.21–23
Temperature measurement
The temperature measurement technique helps to identify any potential rotating machinery component faults caused by temperature changes and provides information on the ongoing wear and tear on mechanical parts brought on by friction. All of these occurrences cause the temperature to rise above the safe working temperature, and this excessive rise in temperature further deteriorates the component's properties, resulting in catastrophic failure and total breakdown. Extreme heat is produced by the rolling element bearing components' distributed flaws. Therefore, the simplest method for finding a fault in rotating machinery is to monitor the temperature of the lubricant or bearing housing21,22
Acoustic measurement
A solid substance changes structurally when subjected to heat or mechanical stressors. This structural modification causes the strain energy to be delivered quickly, which creates a transitory elastic wave. Acoustic Emission (AE) is the name given to this phenomenon. Plastic deformation, which occurs when cracks appear and reappear, is the primary cause of AE. The AE is therefore recognized as a crucial strategy for monitoring machine status. It is also the best way to assess the health of bearings.21,22
Wear debris analysis
By employing sensitive sensors, the metallic particles in the lubricants can be found through this procedure. Additionally, a spectrographic study of the various metallic elements in the lubricant can be used to determine the position of the fault. One of the major contributing factors to the failure of rolling element bearings in machinery is the lubricant's contamination by solid particles. Wear debris analysis is a trustworthy technique to address this issue and pinpoint the effects of bearing lubricant particles on performance. In lubricated bearing elements, the impurity could be liquid or solid.21,22
Although there are many different condition monitoring techniques available, vibration and acoustic emission approaches are the most commonly used for acquiring the information necessary for identifying bearing defects and determining how long spinning machinery will last. Three categories of condition monitoring data are currently categorized in the literature: value data, waveform data, and multidimensional data. The vibration measurement and acoustic emission are categorized as waveform data. At this point, it should be understood that the signal processing techniques are only appropriate for waveform data gathered from vibration and AE signals.
Vibration signal processing and analysis methods
Due to its benefits, such as simple signal preprocessing and speed independence, time domain analysis is frequently used to analyze vibration signals. Time-domain analysis is often used to diagnose faults in a variety of ways. The process might be as straightforward as examining the signal from the vibration or as complex as analyzing time domain metrics such as the root mean square, kurtosis, skewness, peak value, peak to peak amplitude, creat factor, shape factor, and synchronous averaging. These static measurements are employed for analysis and training. These characteristics have been extensively utilized in studies to identify bearing faults and predict how bearings would behave as damage intensity developed. The disadvantage of this approach is that it can't find problems early. Machine signals that vibrate can be roughly divided into constant and random signals. Signals classified as stationary have statistics that remain constant over time. In other words, these signals have static qualities that are independent of time, like mean value or autocorrelation function. Non-stationary signals, in contrast, are those whose statical characteristics change over time, such as vibration during engine startup. Methods in the frequency domain work well with stationary signals. While time-frequency domain techniques such as the short time Fourier transform (STFT), the winger ville distribution, and the wavelet transform (WT) can be used to analyze non-stationary or transient data.
Time domain method
The instantaneous discernment and identity technique is used to investigate the vibration signal in the time domain. Raw vibration signals can be used to extract their time-domain properties using statistical factors. The bearing condition is determined using a number of statistical characteristics. The format's main benefit is that little to no data is lost before inspection. The drawback is that there is frequently too much data for accurate and straightforward defect diagnostics.
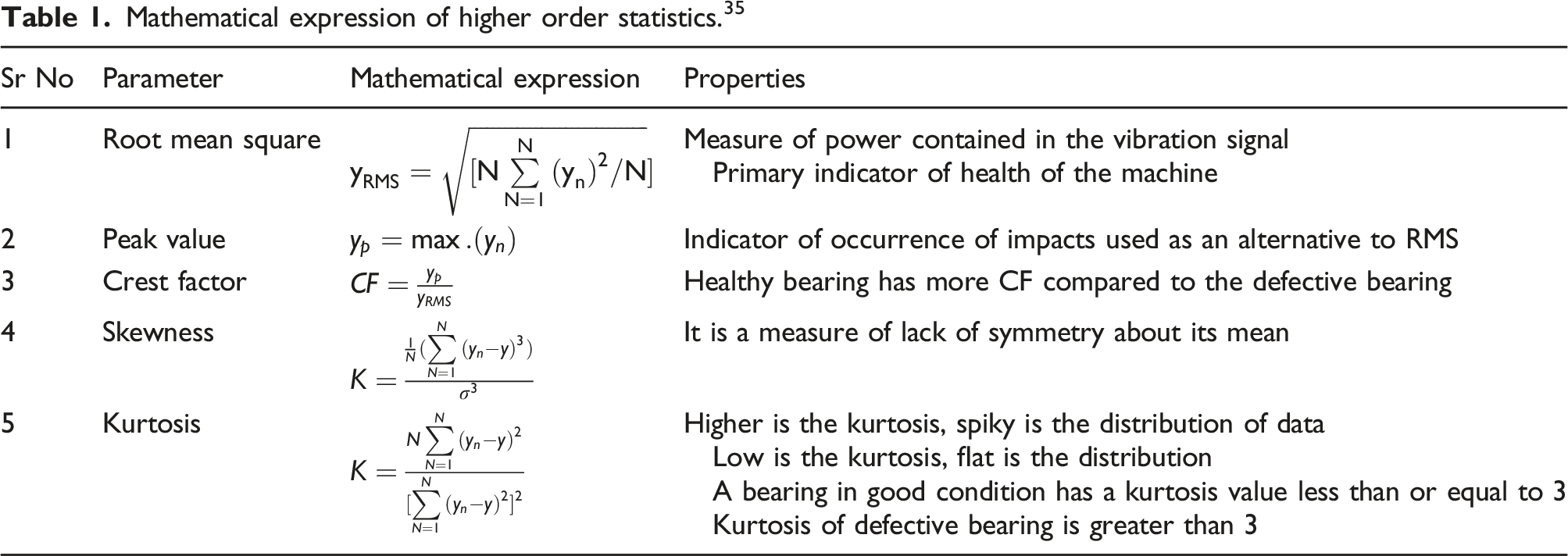
In the early era, Signal Processing approaches were quite basic and heavily reliant on statistical factors like RMS, mean, kurtosis, crest factor, etc. One of the most popular techniques for determining the relationship between vibration acceleration and Rolling Element Bearing (REB) wear throughout the course of a product's lifetime is trending based on RMS value. As the vibration becomes more spiky, the kurtosis and crest factors rise. In this way, the signal's form has a significant impact on the kurtosis and crest factors. Skewness, the third central moment, can be a useful tool for measuring non-linear signals that are unsymmetrical or asymmetrical, which includes fault features in rolling bearings.24–28
For the early detection of bearing problems, Martin et al. 29 suggested using the normalized skewness and normalized kurtosis values of the rectified bearing data in the time domain. In addition to expanding on their findings, the related authors offered entirely novel statistical moments for tracking bearing degradation in the literature. 30 According to the findings, statistical moments can be utilized to diagnose rolling element bearings since they are unaffected by variations in load and speed conditions.
Mathematical expression of higher order statistics. 35
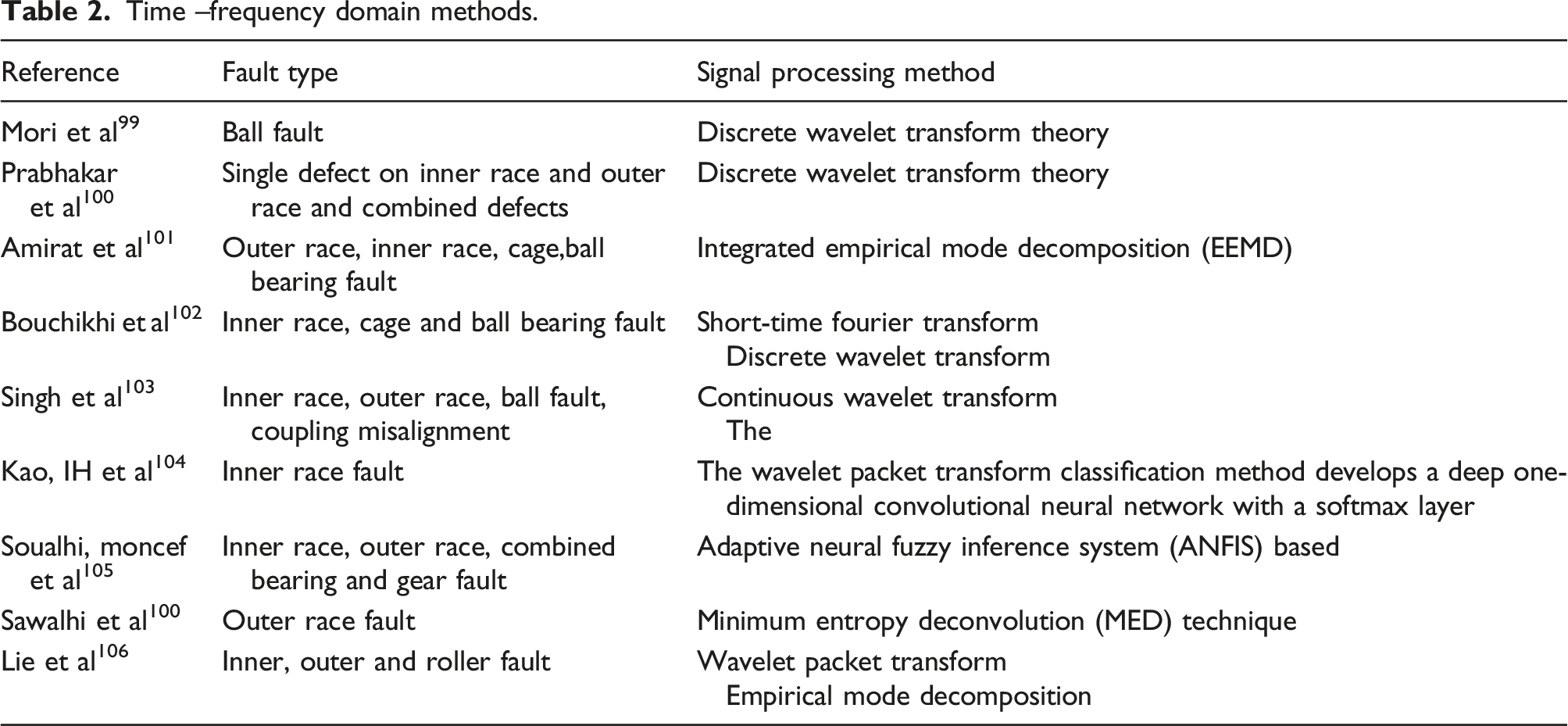
Time –frequency domain methods.
When the bearing system degrades as a result of the onset and/or emergence of faults, which results in a loss of regularity and an increase in its corresponding entropy value, the vibration signal will grow. Because the distinguishing signals are typically weak in the early phases of machine problems, the signal-to-noise ratio (SNR) is incredibly low. It was hypothesized that fault-bearing features might be extracted using this technique. Since the chaotic oscillator is sensitive to weak periodic signals. The occurrence and emergence of machine faults may be related to changes in the complexity value, according to an analysis of the complexity measure. The main issue with statistical methods is that they need a lot of data to train and test the system all the way through the development process. For online, real-time applications, a lengthy computation process that is required to calculate a large number of data points is undesirable.36–39
Frequency domain method
Another method for detecting the signals caused by faults has been made available by the introduction of frequency domain algorithms. FFT is a method that is frequently used to convert a signal from the time domain to its frequency components and create a spectrum. In comparison to time-domain analysis, frequency-domain analysis has the advantage of making it easier to identify and isolate frequencies of interest.
Patel et al.
40
look into the effects of localized flaws on deep groove ball bearings when there is external vibration. The choice of the center frequency and bandwidth has been reviewed and verified as the primary determinant of fault detection in envelope analysis. In this context, it is important to note that the envelope spectrum provides details on the fault frequencies and their harmonics. The Duffing oscillator, however, only exhibits closed phase plane trajectories and negative Lyapunov exponents, which serve to demonstrate the existence of defect frequencies. Barszcz et al.
41
introduced a novel method based on the kurtosis of the envelope spectrum amplitudes of the demodulated signal instead of using the kurtosis of the filtered time signal. The extraction of components carrying rotating machine failure information from a vibration signal is made possible by the narrowband amplitude demodulation of the signal. The Protrugram takes advantage of the kurtosis of envelope spectra amplitudes as a function of the center frequency, whereas the Fast Kurtogram uses the kurtosis of the temporal signal filtered in different bands. Zhang et al.
42
introduce a novel method for fault detection in rolling element bearings based on the combination of evolutionary algorithms and kurtosis. The proposed method's viability and effectiveness are shown through experimentation, and it produces better outcomes than the traditional way of arbitrarily selecting a resonance to demodulate. The approach allows for greater parameter selection freedom than the quick kurtogram alone. Antoni et al.
43
presented a fast algorithm with computational complexity similar to that of the FFT. The rapid kurtogram additionally outputs the complex signal envelopes in chosen frequency bands as a byproduct. Further processing, such as envelope spectrum analysis, is now possible for these intricate envelopes. Leigou et al.
44
address the issues with multi-class recognition. The author proposed a new bearing failure detection method based on the “one to others" SVM algorithm. The suggested method is used to analyze actual vibration signals obtained from rolling bearings with ball faults, inner race faults, and outer race faults. The findings demonstrate that the suggested approach offers a precise diagnosis and strong diagnostic resolution. The envelope spectrum contains crucial details about the flaw. By examining the peak in the envelope spectrum, Dolenc et al.
45
were able to distinguish between distributed and localized defects. They demonstrated that the envelope spectrum's largest amplitude occurs at the bearing defect frequency in the presence of a localized defect. On the other hand, distributed imperfections produce both a peak at the defect frequency and a modulation at the fundamental train frequency (FTF).
45
Randal et al.
46
analysed the bearing failure in helicopter gearbox. He has analysed with sequence of pulses when rolling element travel across inner raceway or outer raceway. Figure 3 Represents typical signals from local defects of a ball bearing and formula for these characteristic bearing defect frequencies are also listed. Typical signals from local defects of a ball bearing.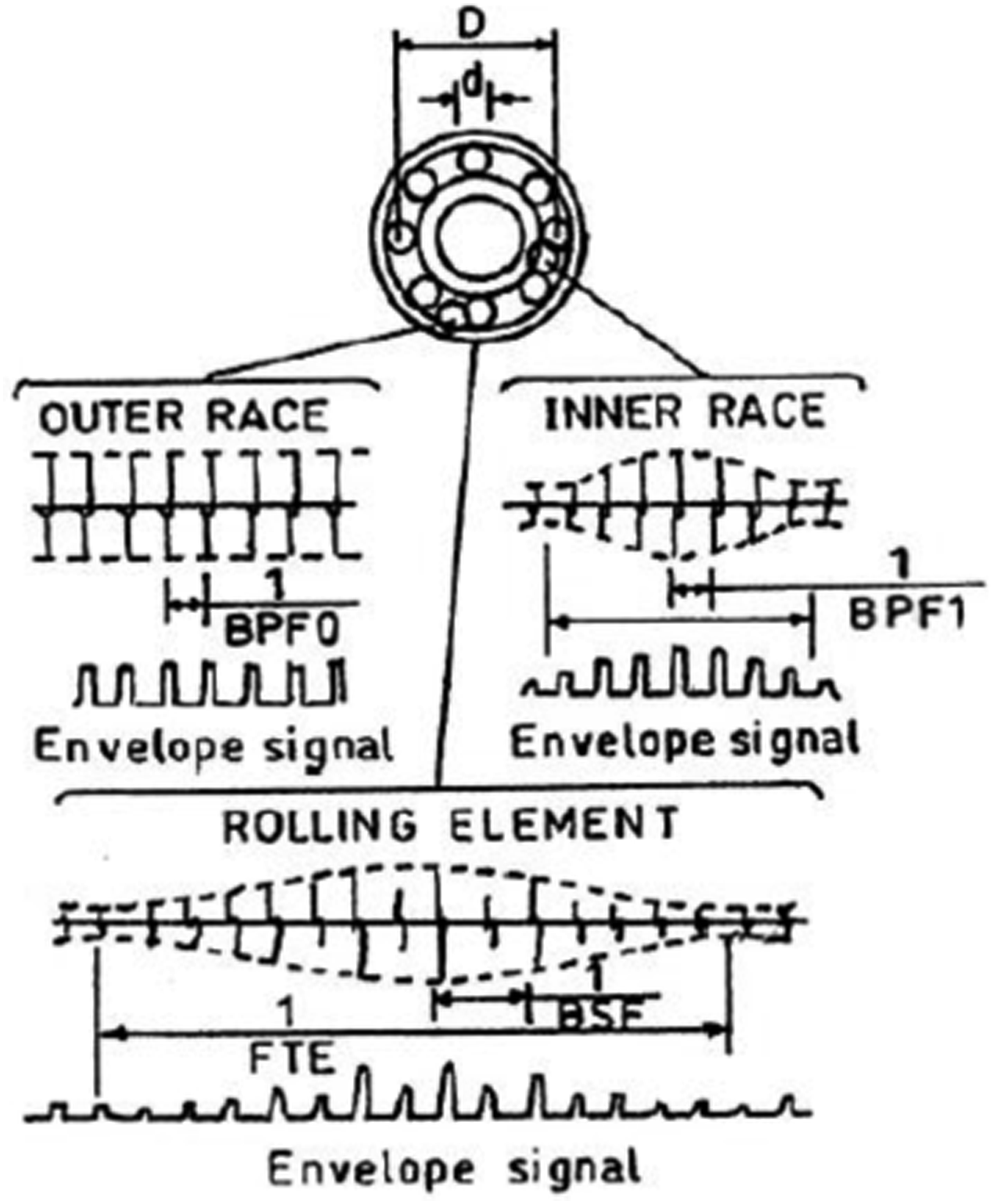
Shaft Frequency
Varying compliance frequency
Cage Frequency (FTF)
Outer Race Defect Frequency (BPFO)
Inner Race Defect Frequency (BPFI)
Rolling Element Defect Frequency (BSF)
Where N is the number of rolling elements,
Time frequency domain method
Transient signals can be analyzed using time domain techniques; however, this has the drawback of obscuring frequency information. On the other hand, although providing frequency information, the frequency domain approaches average transient events. To highlight fault patterns for more precise diagnosis, time-frequency analysis, on the other hand, analyzes the energy of signals in both the time and frequency domains.
A variety of frequency analysis techniques, including the short time Fourier transform, the Winger Ville distribution, and wavelet transformations, have been recommended for bearing defect diagnostics. When there is a poor signal-to-noise ratio and no obvious peak excitation, these strategies are particularly helpful. The wavelet transform is popular due to its adaptability, computational advantages, and ability to be localized in both time and scale. Anwarsha et al. 47 published a survey on the advancements of different signal processing methods as well as artificial intelligent methods for the fault diagnosis of rolling element bearings. The authors have clearly narrated the different methods and their major findings with methodology. Table 2 represents the various time frequency domain method opt by different authors.
Wavelet dependent techniques
Rubini et al. 48 discussed the limitations of the recognized envelope techniques through the treatment of damaged bearings and then contrasted them with the wavelet transform technique while taking into account the fault evolution process. The analysis is carried out on a bearing that has experienced various pitting failures on the outer or inner race, or on a rolling element, and that is under a low radial load. A notable benefit of the wavelet transform technique over the envelope spectrum was achieved, which is that the former remained sensitive to the flaw for a longer period of time than the latter did when the contact between the bearing surfaces flattened the flaw. Qiu et al. 49 compared the performance of wavelet decomposition-based de-noising and wavelet filter-based de-noising methods based on signals from defective bearing defects. The author used the minimal Shannon entropy criterion to optimize the shape of the Morlet wavelet. Optimized mother wavelets were used to conduct the CWT analysis. With the help of singular value decomposition (SVD), the optimum filtering band was identified. This technique works well for identifying defects from a bearing signal's faint signatures, although the wavelet decomposition de-noising technique can produce acceptable results when detecting smooth signals. Tse et al. 50 demonstrate the limitations of traditional wavelet transforms in bearing diagnosis due to the signal's overlapping and distortion. The authors developed a new wavelet transform method called exact wavelet analysis to get rid of these issues because the decomposed features' amplitude, time, and frequency information must precisely correspond to that of the initial signal. For calculating the homogeneous attribute in the shape of the daughter wavelet and the investigated signal, the normalized dot product method was used. Scale and translation variables, as well as the creation of mother wavelets, have been altered by genetic algorithms to ensure that the adaptive daughter wavelet closely matches the signal under study. The outcomes of both simulated and actual studies demonstrate that accurate wavelet analysis not only avoids the undesired effect of overlapping but also facilitates fault detection and fault cause identification for operators. Purushotham et al. 51 used the discrete wavelet transform (DWT) at Mel frequency scales to diagnose single and multiple point defects on the inner race, outer race, ball fault, and combinations of these fault failures in rolling element bearings. Additionally, a novel method for improving the diagnostic potential of a Hidden Markov model classifier employing the Mel frequency complex cepstrum coefficients (MFCC) as inputs was provided. Since the comparable bearing frequencies were within these scales, using Mel frequency scales had this advantage. Even with a tiny window of training data, it was seen that the detection rate was as high as 99%.
A novel hybrid technique built on the best Morlet wavelet filter and autocorrelation enhancement was created by Su et al. 52 The Morlet wavelet transform was used by the authors to filter the bearing vibration signal. Using a genetic algorithm (GA) based on the minimal Shannon entropy criterion, the best Morlet wavelet parameters were identified. Under various scenarios, including normal, inner-race fault, and outer-race fault, the suggested method is used for the simulated signal and the real bearing vibration signals. The outcomes of both simulated and actual testing demonstrate how successful the suggested method is at identifying bearing defects. Abbasion et al. 53 carried out fault classification of rolling bearings using an SVM classifier. The motor bearing on the fan side and the drive end bearing were the subjects of the study. Discrete Meyer wavelets were used to denoise vibration data from bearings. This investigation's goal is to offer a technique for diagnosing multiple rolling bearing faults using a tool called the wavelet transform. In order to find a useful technique for multi-fault diagnosis, the support vector machine (SVM) as a classifier has been employed to compute the optimal wavelet signal decomposition level. They stated that the approach had 100% accuracy for identifying bearing problems.
Multiscale slope feature extraction for defective fault diagnosis through wavelet analysis was proposed by Li et al. 54 The stages involved in their suggested method are as follows: First, DWT was done on the vibration signals. Second, high-frequency component variances were computed. Finally, the slope variances were used to evaluate multiscale slope features. The technique was used to distinguish between various gear and bearing defects. According to experimental findings, wavelet-based multiscale slope characteristics are highly accurate and stable in identifying various bearing and gearbox conditions. Djebala et al. 55 adopt the WMRA as a denoising method of the measured signals for the detection of defects inducing periodic impulsive forces by the choice and use of kurtosis as the primary criterion in the optimization of a number of parameters. It enables the unambiguous display of the characteristic frequencies of various bearing problems in conjunction with envelope and spectral analysis.
Liu et al. 56 proposed a weighted Shannon function to synthesize the wavelet coefficient functions obtained over the designated frequency bands to improve feature characteristics, whereas the applied weights are derived from a statistical index to measure the impact of wavelet center frequencies on the feature extraction. To draw attention to the spectrum's distinctive traits, an averaged autocorrelation power spectrum is used. Test findings demonstrate the effectiveness of this new signal processing method as a bearing fault detection methodology, which is particularly advantageous for non-stationary feature extraction and analysis. Tse et al. 57 examine the efficiency of the wavelet and envelope detection approaches for REB defect diagnosis. The findings demonstrated that the bearing fault can be located using the two different wavelet and envelope detection methods, but that the wavelet method requires less time. When the signal-to-noise ratio is low, it becomes increasingly difficult to analyze the vibration spectra using the envelope detection method. For the fault diagnostics of REB, Liu et al. 58 presented a method based on wavelet packets. Signal features were taken from the wavelet packets' decomposition coefficients and used to create a classifier for automatic fault recognition. The technique was put to the test in a task for finding ball bearing flaws, and for the provided experimental data, no classification mistake was seen. This provides confirmation that the suggested method is quite effective for diagnosing defects with a non-stationary character. Instead of matching the single wavelet basis function that is being used to the signal being analyzed, Wang et al.'s 59 demonstration shows that the dual-tree complex wavelet transform (DTCWT) derives from the relationship between the two dual-tree wavelet basis functions. An improved vibration signal denoising method, including DTCWT with NeighCoeff shrinkage, is also created because noise will always be present in the measured signals. It was determined that the suggested approach outperformed both the fast kurtogram and the second-generation wavelet transform (SGWT) quite well. The incipient technique demonstrated an improvement in the frequency aliasing and shift variance effects observed in the SWGT and Empirical mode decomposition methods.
Zhang et al. 59 investigate the fault diagnosis of rolling element bearings. The signals were first decomposed using the wavelet transform technique, then the discriminant distance parameter was used to determine the best bases, and finally the normal distribution and non parametric technique averaged shifted histogram (ASH) were used to extract the features from the best bases. The weighted average approach and Bayesian inference are then used to make a decision. The Back propagation (BP) neural networks and the suggested method were compared, and it was shown that the proposed integrated approach outperformed the BP neural networks. It was discovered that signal energy makes a superior feature vector for the integrated classifier than kurtosis. According to Sawalhi et al., 60 the bearing vibration characteristic can be divided into two components: step response caused by the rolling element entering the fault and impulse response caused by the rolling element exiting the fault. Two distinct algorithms were proposed by the concerned authors, one for considering the two occurrences jointly and the other for addressing them separately. The first method included signal pre-whitening, complicated Morlet wavelet filtering (octave band wavelet analysis), the Hilbert transform of the best representative signal, and minimum entropy deconvolution (MED.) to sharpen the impulsive signals. In the second method, the squared wrapped signals were normalized and integrated back together after the step response and impulse response from a pre-whitened signal were treated separately. The spall dimension and time to impact were then calculated using the Cepstrum examination; however, for the second calculation, computations using the mean and standard deviation of the event separation proved to be useful for the estimation of the two parameters. It was determined that the second method, which does not rely on the somewhat time-consuming cepstrum analysis, is more effective in fault magnitude and delay time inference.
Priyadarshini et al. 61 used vibration analysis for experimental examination to determine the cause of a rotating machine bearing failure. For fault diagnosis, Bearing characteristics Frequencies, FFT, and cepstrum were utilized. Cepstrum skew factor and kurtosis were retrieved. The FFT-BCF, Cep-BCF, and Cep-Ks approaches had respective accuracy levels of 98.11%, 98.11%, and 100%. The FFT-BCF and Cep-BCF approaches were shown to be inferior to the Cep -ks approach. To define the scattered defects in the bearing, Kulkarni et al. 62 emphasized the need to compare a few vibration metrics. Bearing defect diagnostics using vibration analysis with RMS, Peak, and Peak to Peak characteristics. Using statistical analysis, it was possible to successfully detect both internal and external race defects. Peak to peak amplitude response, RMS amplitude, and peak amplitude were the three responses that yielded the best findings for defective bearings. Kurtosis had proven to be highly sensitive to spotting bearing defects. 61 Chaudhari et al. 63 carried out an experimental investigation for the detection of bearing faults in electric motors by applying the technique of vibration analysis. In three separate situations—good, with an outer race fault, and with a fault on the outer race and the ball—vibration signals were obtained. The analysis employed DWT and FFT. Better outcomes came from wavelet analysis based on time frequency. As a result, DWT was seen as a more useful instrument for maintaining and monitoring the state of electrical motors. The 4th level approximation of the vibration signal's FFT yielded enhanced fault frequencies for a defective bearing. 61
Prabhakar et al.
64
have analyzed the single and multiple faults on the inner race, outer race, and roller with the discrete wavelet transform (DWT). Sharma et al.
65
used two distinct methods to analyze the bearing flaws: orthogonal fuzzy neighborhood discriminative examination for reduction of features and discrete wavelet transform for extracting features. Hong et al.
66
established the analytical model with bearing defects for finding the measurement of fault severity. By applying data collected through experiments from various sources, Lempel-Ziv complexity is implemented for varying sizes under varying operating environments. Sun et al.
67
used singular analysis to analyze the bearing defects employing the wavelet transform. By means of these experiments, we were able to show how robust the suggested approach is to bearing operating parameters and how well it isolates the defect-related signature from the original signals. The vibration signals of a defective bearing with a localized flaw in the rolling element along with the inner race have been examined by Paliwal et al.
68
in this study. Approaches for CWT and FFT processing of signals have been used to identify bearing defects. Findings suggest that interpreting noisy vibration data during bearing identification of defects using CWT in conjunction with the suggested wavelets conquers FFT's shortcomings. Chegini et al.
69
developed the new method for denoising the vibration signals along with recognizing the defects of bearing elements using an empirical wavelet transform. The position and existence of the fault are identified using the kurtosis value along with the envelope spectra of the signal that was recreated. Jiang et al.
70
worked on multiple defects on rolling element bearings. The present research conveys a new approach for compound fault decoupling diagnosis of rolling bearings, which depends on the empirical wavelet transform-duffing oscillator (EWTDO). Guo et al.
71
presented the effect of mode mixing on the amplitude and frequency ratio of two components. The machine signals used for the examinations were actual as well as simulated. Shao et al.
72
presented a new method for precise identification of rolling element multiple bearing defects by using wavelet packets with deep belief networks. Yan et al.
73
presented the review literature with wavelets for fault diagnosis of rotary machines with applications. The author has concluded that to improve the overall efficacy of the extraction of features as well as flaw the extraction process, an integrated time-scale-frequency analysis (TSFA) methodology was created, integrating the strengths of each of the time-scale as well as frequency domain approaches and integrating the DWT with spectrum examination. The use of TSFA methodology to locate a bearing fault is as shown in Figure 4. The DWT processes the vibration signal that was recorded on an SKF 6220 ball bearing with an inner raceway hole of 0.25 diameter. The coefficients of the wavelet are next subjected to a Fourier transform, as shown in the middle of Figure 4. Since there is a noticeable frequency peak at the appropriate region, the wavelet coefficient spectrum at the bottom of Figure 4 suggests the presence of an inner raceway fault. Example bearing defect identification through unified time-scale- frequency analysis.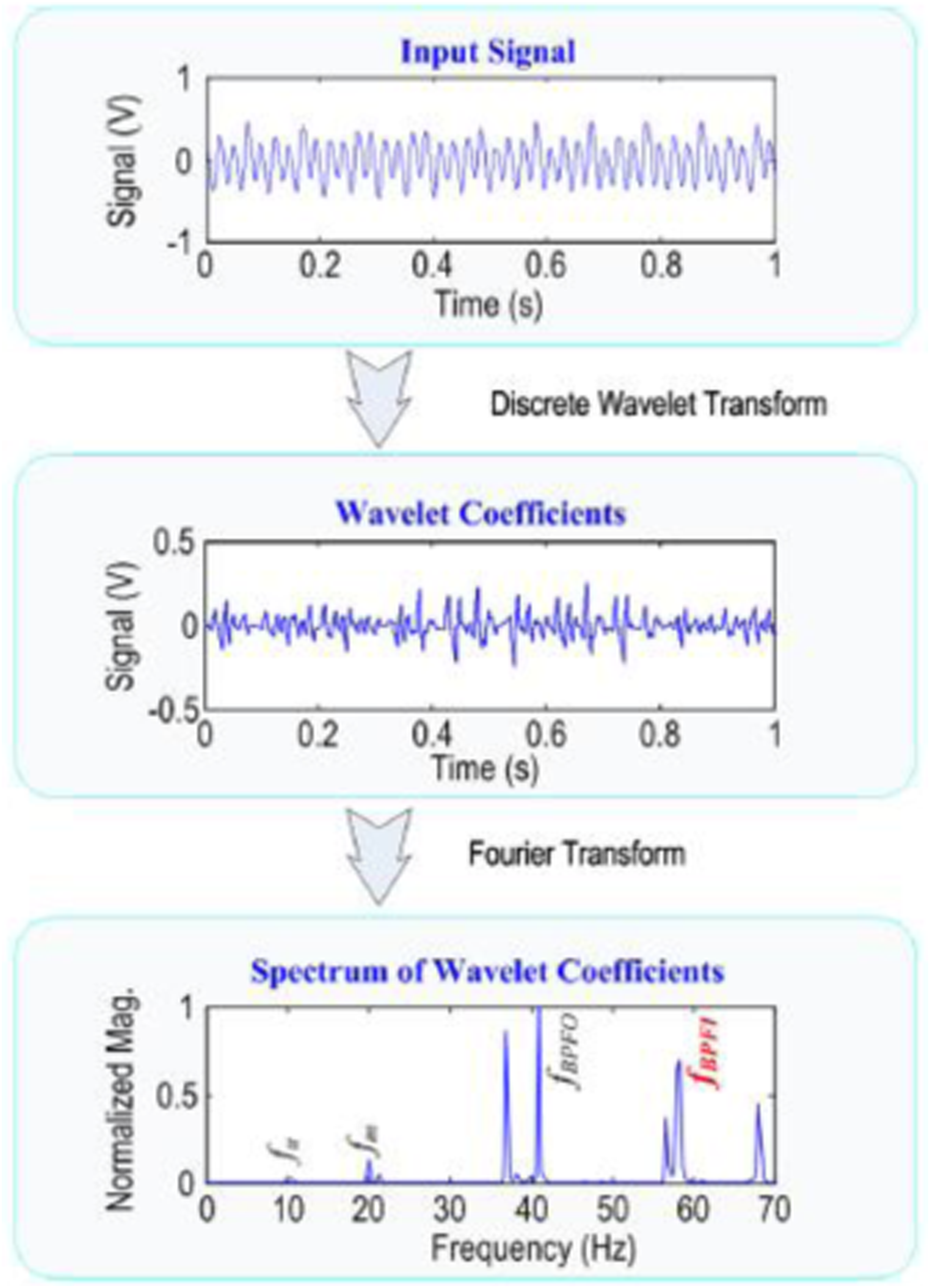
Empirical mode decomposition, ensemble empirical mode decomposition and local mean decomposition
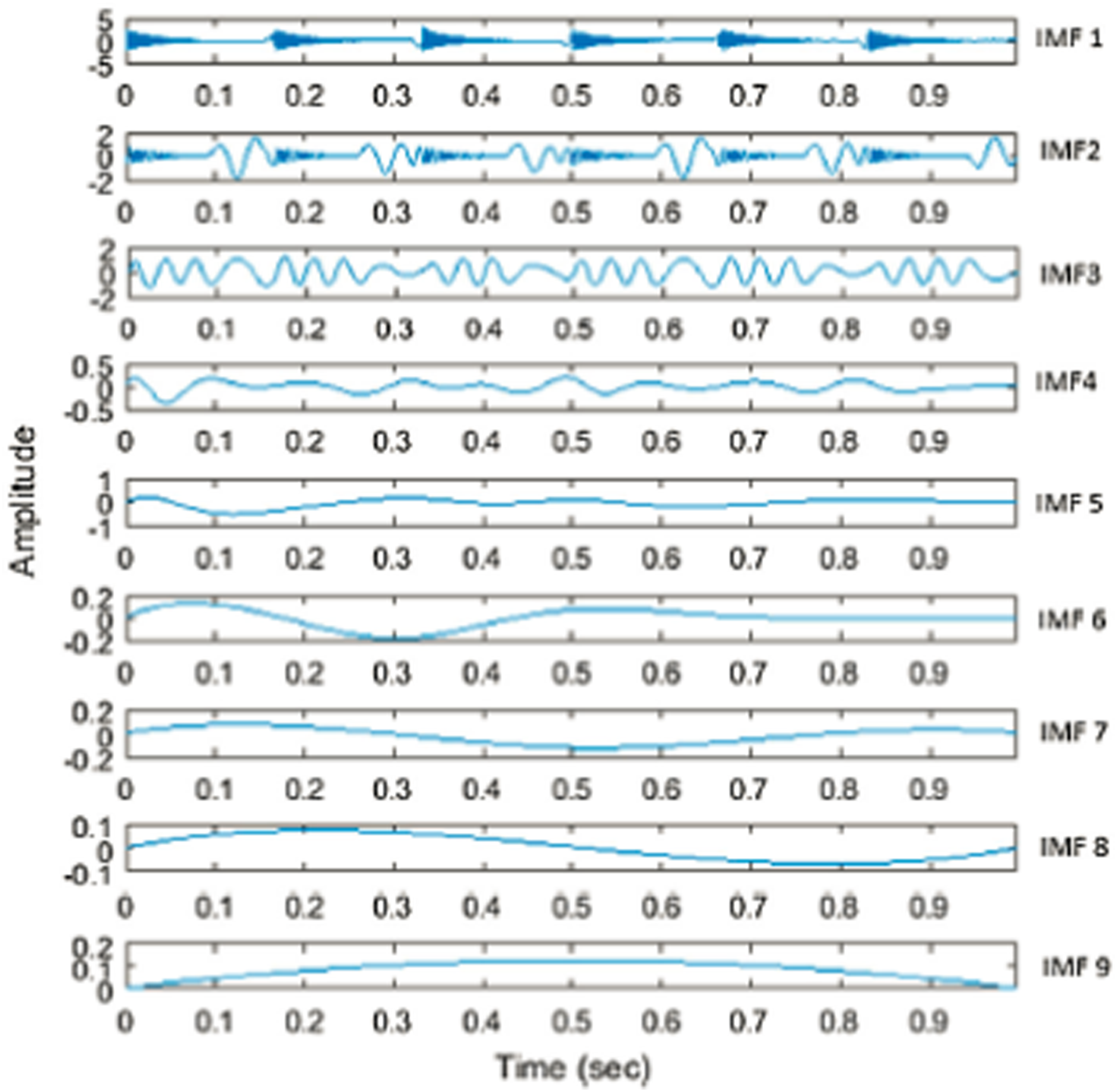
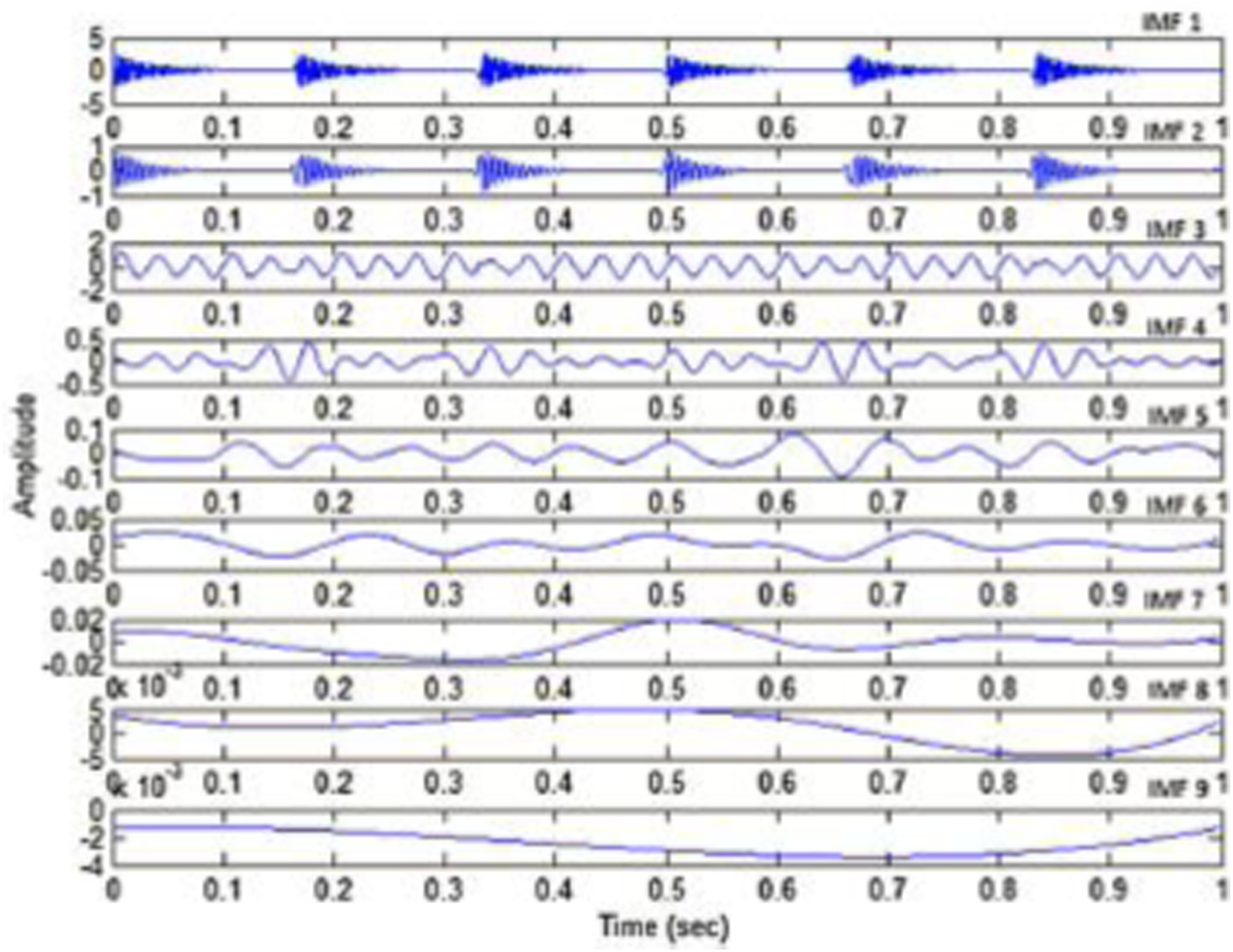
EMD divides an input signal into several types of intrinsic mode functions (IMFs) without any convolution of the signal with a wavelet. Data drives the entire decomposition process while employing EMD. EMD, however, as a mode-mixing issue. In the mode mixing issue, either a single-scale signal is separated into multiple IMFs or multiple-scale signals are present in a single IMF.74–76 An example signal with a combination of low- and high-frequency elements is depicted in Figure 5. Figure 6 displays the IMFs (IMF1–9) that were produced as a result of analyzing the signal in Figure 5 with EMD. A certain frequency's trace can be found in multiple IMF signals. Using EEMD, the identical signal (Figure 5) was broken down. Figure 7 displays the several IMFs that were produced with EEMD. When EEMD is used instead of EMD, mode mixing is substantially reduced. The amount of additional noise and the number of iterations (ensemble number) have an impact on the outcome of EEMD. Additionally, computing time increases as the number of ensemble members increases.
35
Simulated signal mix of low and high-frequency components. Mode mixing in IMFs 1–9 generated by EMD of the signal in Figure 5. IMFs 1–9 generated by EEMD of the signal in Figure 5.
For the purpose of identifying rolling element bearing faults, Rai et al. 77 proposed the FFT of IMFs. Intrinsic mode functions (IMFs), which are obtained through the procedure of empirical mode decomposition (EMD), are used by HHT to analyze the vibration signal. However, when calculating the characteristic defect frequencies (CDF) of the rolling element bearings using the Hilbert transform (HT) based time-domain technique in HHT, there is an opportunity for subjectivity. To assess the bearing's deterioration in performance, Hong et al. 78 coupled wavelet packets and empirical mode decomposition in order to extract the features. Next, it assesses the performance degradation's state using self-organization mapping (SOM). Their research demonstrated that, in contrast to conventional statistical components, wavelet packet energy entropy is a better way to characterize the bearing's deterioration. Through the use of appropriate IMFs for later envelope analysis, Pan and Tsao et al. 79 provide a more workable diagnosis procedure for multi-fault bearings. The IMF chosen for the subsequent envelope analysis of rolling-bearing defects is one that has a contemporaneous resonance frequency band. The bearing fault signals can then be identified. They created standards to identify IMFs with nearly identical frequency content. The comparable IMFs were combined. The IMF chosen for envelope demodulation has concentrated energy across the IMF spectrum and the spectrogram. An EMD-based rolling bearing diagnosis technique is presented by Dybala and Zimroz 15 and has the ability to detect bearing damage significantly earlier in the failure development process. A raw vibration signal is broken down into several Intrinsic Mode Functions (IMFs) using EMD. The vibration signal is then split into three distinct parts: noise-only part, signal-only part, and trend-only part using a novel method for aggregating IMFs into three Combined Mode Functions (CMFs). For the purpose of diagnosing a rotating machine malfunction, Bin et al. 80 coupled WPD and empirical mode decomposition (EMD). The plan entails employing WPD to denoise the unprocessed vibration signal, which was then further broken down by using EMD to create intrinsic mode functions (IMFs). The energy phase of IMFs was then determined and utilized to train a back- propagating artificial neural network (ANN) that is employed as a feature for expressing failure. The energy moment of the test data set was applied to an ANN to identify the fault.
Junsheng et al. 81 deteriorated the non-stationary signals from vibrations into stationary intrinsic mode functions (IMFs) using the empirical mode decomposition approach, and then they built an autoregressive model for each IMF component. The bearing faults were located using the Mahalanobis distance classifier, which fed feature vectors made up of autoregressive parameters, including the variance of the residual. In order to more accurately extract the bearing defect features, Yang et al. 82 adopted the Hilbert Huang transform approach, which first breaks down the signals into intrinsic mode functions using the empirical mode decomposition concept. By using the Empirical mode decomposition, issues with central frequency filter selection and looking for spectral streaks of defect characteristic frequencies in the envelope spectrum produced by conventional envelope study methods were resolved. Subsequently, the work quality and fault modes of the roller bearings are determined by using the characteristic amplitude ratios as the fault characteristic vectors to be given to the support vector machine (SVM) classifiers. Peng et al. 83 proposed an enhanced HHT where the wavelet packet transform is employed as a preprocessor to first decompose the original signal into a set of narrow band signals, after which the EMD is applied to those obtained narrow band signals and some IMFs are generated, and finally a straightforward but efficient IMF selection method is used to select the useful IMFs and remove the undesirable IMFs. The bearing signals were used to evaluate the updated approach to the wavelet-based scalogram. It was discovered that the recommended approach outperformed the scalogram in terms of processing efficiency, time and frequency domain resolution, and suitability for the evaluation of oversized signals. Zvokelj et al. 82 proposed the Ensemble Empirical Mode Decomposition (EEMD) approach, which automatically divides signals into several time scales, and the Principal Component Analysis (PCA) multivariate monitoring approach which were combined in the suggested method to create the EEMD-based multiscale PCA (EEMD-MSPCA). To gather what is required from the flawed bearing signals, the EEMD divides the signals into several time scales, while the PCA decreases the dimension of the data. A relatively new feature extraction method introduced by Liu and Han 82 is called local mean decomposition, which breaks down nonlinear and non-stationary bearing signals into a set of product functions, which are multiplied by a signal's amplitude envelope and a subsequent frequency-modulated signal. To identify the kind and degree of the fault, feature vectors were created using the multiscale entropies of the product functions. The elimination of mode mixing and the inhibition of end effects in a procedure that was nearly identical to empirical mode decomposition were the advantages of local mean decomposition.
Junsheng et al.
84
determine the immediate harmonics and magnitudes of the multi-component amplitude-modulated as well as frequency-modulated (AM-FM) signals, an energy operator demodulation methodology employing EMD (Empirical Mode Decomposition) is developed. Lei et al.
85
presented a summary of current EMD fault diagnosis technologies for rotating machinery, focusing on important parts including rotors, gears, and rolling element bearings. Ultimately, the unresolved issues surrounding EMD in fault identification are examined, and possible avenues for further research are noted. The marginal spectrum, Hilbert-Huang transform, and empirical mode decomposition (EMD) approaches were introduced by Li et al.
86
using the empirical mode decomposition, the presented procedure breaks down the original time series data into inherent oscillation modes. Results from experiments indicate that the suggested technique may improve spectral resolution while also providing dependability for roller bearing failure assessment and identification. Du et al.
87
analyze the traditional envelope analysis with the empirical mode decomposition method and demonstrate the effectiveness of the EMD approach for ball bearing fault identification. Du et al.
88
analyze the traditional envelope analysis with the empirical mode decomposition method and demonstrate the effectiveness of the EMD approach for ball bearing fault identification. The author presented that, as a function of time scale, the vibration signal is divided into distinct frequency ranges. The flaw is subsequently identified by employing the Hilbert transform on only one of the elements, which yields the envelope spectrum. The suggested method analyzes two types of real vibration signals that are collected from industrial installations: one is a normal bearing, and the other is a defect bearing with an outer race. The outcomes demonstrate the superiority of the suggested approach over discrete wavelet decomposition. Their findings offer recommendations for correctly configuring variables in order to greatly improve EEMD's capacity for machine fault diagnosis. Li et al.
89
examine the bearing fault condition based on the Wignerville using the empirical mode decomposition for non-stationary, non-linear data. Yu et al.
90
developed a novel method for the diagnosis of localized defects with empirical mode decomposition (EMD) and the Hilbert spectrum. The suggested method analyzes practical vibration signals generated by roller bearings that have inner and outer race faults. Miao et al.
91
represent the bearing fault characteristic frequency detection method using empirical mode decomposition as well as independent component analysis. Dong et al.
92
examine the sifting process’s efficiency with the enhanced EMD method. The enhanced EMD technique can be effective and precise in diagnosing bearing faults when paired with SPM as well as demodulation examination, as demonstrated by simulations as well as investigations. Li et al.
93
analyzed bearing defects by instantaneous energy spectrums founded on empirical mode decomposition techniques. The author concluded with an experimental result that instantaneous energy is related to the degradation of bearing health and is used to identify bearing faults. Yan et al.
94
presented the Hilbert-Huang Transform (HHT)-based signal analysis method for machine health monitoring. Kedadouche et al.
75
examine the three different method called EMD, EEMD and EWT. The experimental investigation is carried out with defective bearings. The amount of processing time needed to run each of the algorithms (EMD, EEMD, and EWT) is displayed in Figure 8. In contrast to the EMD technique and the EEMD technique, that we recognize that EWT can cut down on time by 95.96% and 98.91%, respectively. This suggests that the EWT approach is a practical and successful one. Comparisons of computing time between the three different methods.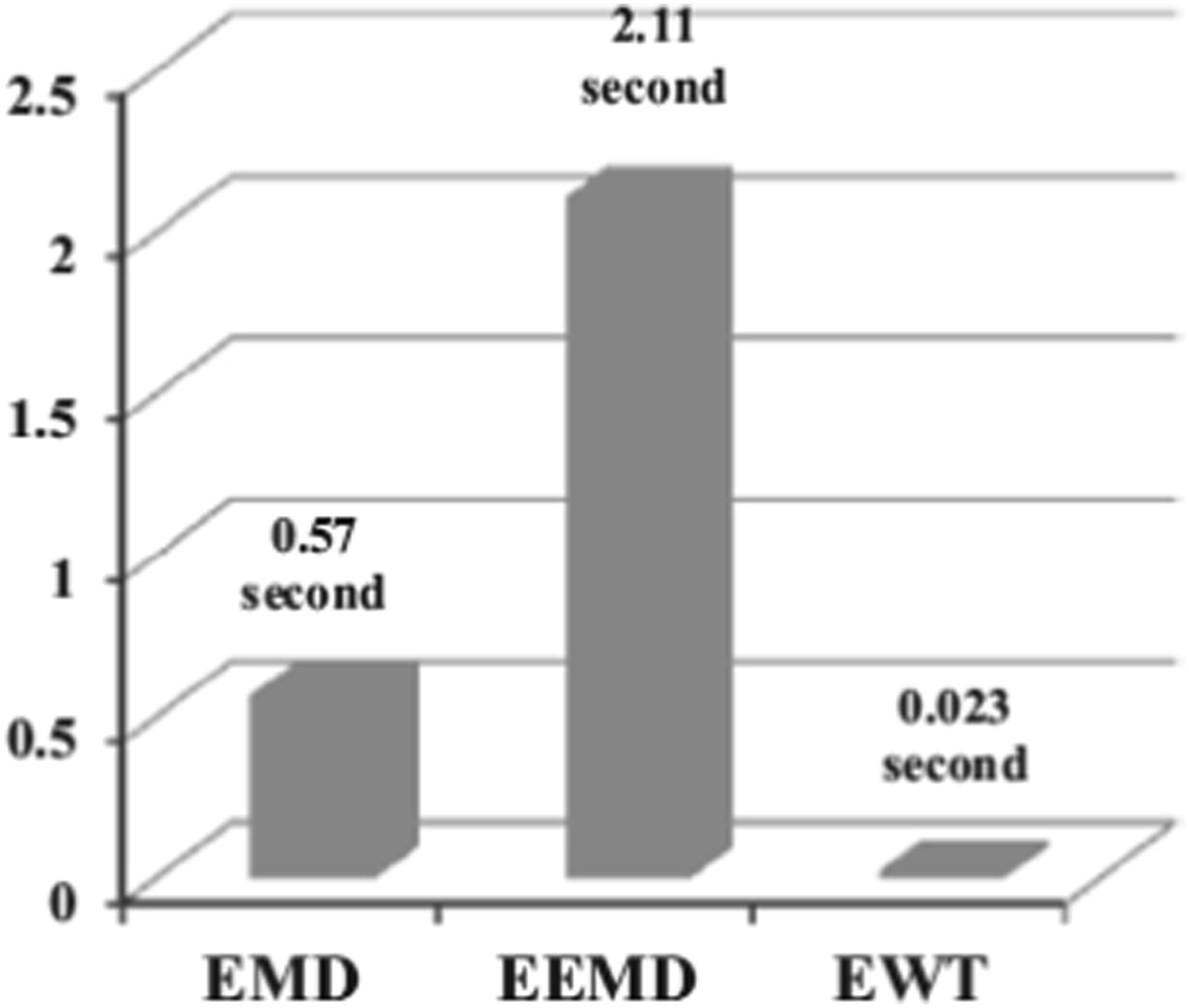
Matching pursuit analysis
Mallet et al. 95 present the matching suit algorithm, which breaks down any signal through a linear expansion based on chosen waveforms derived from a redundant dictionary of operations. Liu et al. 96 suggested using a new method for finding rolling element localized flaws. The author demonstrated the analysis of vibration signatures by matching pursuits using time-frequency atoms to retrieve defect information. Experimental evidence demonstrates that the suggested approach outperforms continuous wavelet transformation and envelope detection in terms of sensitivity and dependability. Yang et al. 97 suggested a basic pursuit approach for signals of bearings with damaged inner and outer races. Results from this novel method were contrasted with those from matching pursuit and discrete wavelet packet analysis (DWPA). It provides precise resolution and time-frequency sparsity, which facilitate recognizing defects. Cui et al.'s 59 analysis of bearing defects making use of the matching pursuit algorithm in addition to a more fault-oriented and adaptive time frequency dictionary that contained the rotational frequency, defect diameter, pulse width, and other impulse parameters. The outcomes show that the characteristic fault components could be precisely extracted from the noisy simulation fault signals by this algorithm, and the result displayed a higher efficiency as well as improved stability, rapidity, and controllability when compared with a matching pursuit approach that was based on a genetic algorithm. Cui et al. 98 present an innovative matching pursuit approach based on a novel step-impulse dictionary to estimate the magnitude of a bearing's spall-like flaw. It is a double impact phenomenon that results in step-like and impulse-like responses at the entry and exit events of the rolling element bearings. The authors created a new step-impulse dictionary after first establishing a quantitative link between the time difference between the two occurrences and the fault's magnitude. Afterwards, in order to define the spall size and improve the accuracy of defect detection, the new dictionary was extensively used in conjunction with the genetic algorithm-optimized matching pursuit.
Conclusion
In order to prevent the significant production and financial losses that occur in iindustries due to malfunctions of rotating machinery, researchers have faced a significant problem in identifying and diagnosing of faults in rolling elements. The efficient treatment of the signals produced by the faulty rolling element bearings is necessary for an accurate diagnosis of the rolling element bearings. The chosen work presents results for both established and novel applications of the underlying methodologies, including time domain, frequency domain, time-frequency domain techniques such as EMD and EEMD, and derivatives of wavelet techniques, such as morphological filter, empirical wavelet transform, and matching pursuit. With the issues that follow in consideration, numerous signal-processing techniques have been invented in recent years to do this. (a) noise reduction from the defective bearing signals; (b) fault feature extraction from the bearing signals; (c) enrichment of the impulsive features with great resolution in the time-frequency; (d) Determining the fault's distinctive frequencies and how they differ from rotational frequencies; (e) Capable of handling the non-stationary and nonlinear nature of the bearing signals, as well as (f) resilience of the approach under varied speed and operation conditions. In addition to these features, signal processing techniques must be accurate, quicker, and easier to use to ensure quick diagnosis of rolling element bearings.
Future scope
The review section on signal processing techniques points to the fault diagnosis of rolling element bearings. The chosen work presents results for both established and novel applications of the underlying methodologies, including time domain, frequency domain, time-frequency domain techniques such as EMD and EEMD, and derivatives of wavelet techniques such as morphological filter, empirical wavelet transform, and matching pursuit. ntial for doing research in a variety of areas. Since most signal analysis techniques primarily focus on single point flaws, future research can be directed toward the simultaneous identification of numerous defects. Additionally, during the phases of bearing degradation, there is a rising requirement to set up signal processing techniques that are adaptable to continuously changing fault situations. Additionally, the signal analysis techniques can be enhanced to provide an estimation of the fault size in addition to fault detection.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.