
Abstract
The application of top-of-rail friction modifiers (TOR-FMs) is claimed by their manufacturers as a well-established technique for minimising the damages in the wheel–rail interface. There are various methods for applying friction modifiers at the wheel–rail interface, among which stationary wayside systems are recommended by TOR-FM manufacturers when a distance of a few kilometres is to be covered. An on-board system is recommended when an area of many kilometres has to be covered and focus is more on particular trains. Trafikverket in Sweden is considering the implementation of the TOR-FM technology on the iron ore line. Directly implementing such technology can be inappropriate and expensive, because the life cycle cost of a TOR-FM system has never been assessed for the conditions of the iron ore line. In the present study, the life cycle cost is calculated for wayside and on-board application systems, by taking inputs from the research performed on iron ore line. The present research has taken the iron ore line as a case study, but the results will be applicable to other infrastructure with similar conditions. The results have shown that the wayside equipment is economically unfeasible for the iron ore line. In this case, the life cycle cost increases by 4% when the friction modifier is applied on all curves with a radius smaller than 550 m and by 19% when the friction modifier is applied on all curves with a radius smaller than 850 m. The on-board system used in this study is shown to be economically feasible, as it has a significantly lower operation and maintenance cost than the wayside equipment. The reduction in the maintenance (grinding and rail replacement) cost when the cost of the friction modifier application is added is 27% when the friction modifier is applied on curves with a radius smaller than 550 m and 23% when the friction modifier is applied on curves with a radius smaller than 850 m.
Introduction
There are various methods for applying friction modifiers at the wheel–rail interface, among which stationary wayside systems are recommended by top-of-rail friction modifier (TOR-FM) manufacturers when a distance of a few kilometres is to be covered. An on-board system is recommended when an area of many kilometres has to be covered and focus is more on particular trains. Directly implementing such technology can be inappropriate and expensive, because the life cycle cost (LCC) of a TOR-FM system has never been assessed for the conditions of the iron ore line (IOL). Therefore, LCC of the different TOR-FM systems needs to be calculated. One needs to investigate when and how TOR-FM systems are financially feasible, and one needs to determine the requirements for the use of TOR-FM and the best practice for its application. According to Ben-Daya et al., 1 LCC is a tool for decision making by assessing the total cost of acquisition, ownership and disposal of a product. By presenting quantified values, one can gain a better understanding of the type of changes in the design and maintenance strategy that can be planned to lower the LCC.
The Swedish Transport Administration (Trafikverket) manages infrastructure consisting of approx. 14,000 km of railway track. Rolling contact fatigue (RCF) and wear are two significant problems on the tracks, especially on the IOL. IOL is the northernmost heavy haul line with a present axle load of 30 tonnes. To minimise the generation of RCF, Trafikverket is considering the implementation of the TOR-FM technology on the IOL. If positive results are achieved in the IOL, Trafikverket may also implement such technology on conventional lines in the south and the middle part of Sweden. Therefore, this method needs to be investigated from a lifecycle point of view, since a full implementation involves a significant investment. Moreover, a previously conducted preliminary study could not find any definite reason for the implementation of wayside TOR-FM systems on the IOL.2,3
This study has been undertaken to analyse the LCC-values of TOR-FM system in the Swedish railway network. Some researchers have also explored friction management, which includes the performance of both gauge and top-of-rail lubrication to minimise the total wear and maximise rail life. 4 The present article explores the possibility of using LCC as a decision tool for an infrastructure manager and is partly based on previous research data from the present authors.5–8 The required information about the infrastructure is taken from Trafikverket. The required information about the TOR-FM that is not investigated by the present authors is taken from the manufacturer. The data may differ from that for other railways. However, results will not have any significant difference if implemented in any other part of the world with similar conditions.
The IOL (Malmbanan in Swedish) connects the ore mines in Kiruna and Malmberget to the seaports of Luleå in Sweden and Narvik in Norway, see Figure 1. The IOL is a 398 km long railway line between Riksgränsen and Boden in Sweden. However, used colloquially, the term ‘IOL’ often also includes the Ofoten line from Riksgränsen at the Swedish–Norwegian border to Narvik in Norway and the northernmost part of Sweden's main railway line from Boden to Luleå. The railway line is mainly utilised by the heavy haul trains operated by the Swedish mining company LKAB. The heavy haul trains run by LKAB have an axle load of 30 tonnes, which is the heaviest in Europe. In addition, SJ operates passenger trains and CargoNet operates container freight trains on the IOL. The section connecting the mines to Narvik is designated as the northern loop and the section connecting the mines to Luleå is designated as the southern loop. The accumulated yearly tonnage on the northern loop is about 34 MGT and that on the southern loop is about 20 MGT.
9
The axle load was approximately 10 tonnes in 1903,
10
when the line was opened and gradually increased to reach 30 tonnes at the end of 2000.
11
A further increase in the axle load is expected in the future.
12
The iron ore line, located in northern Sweden.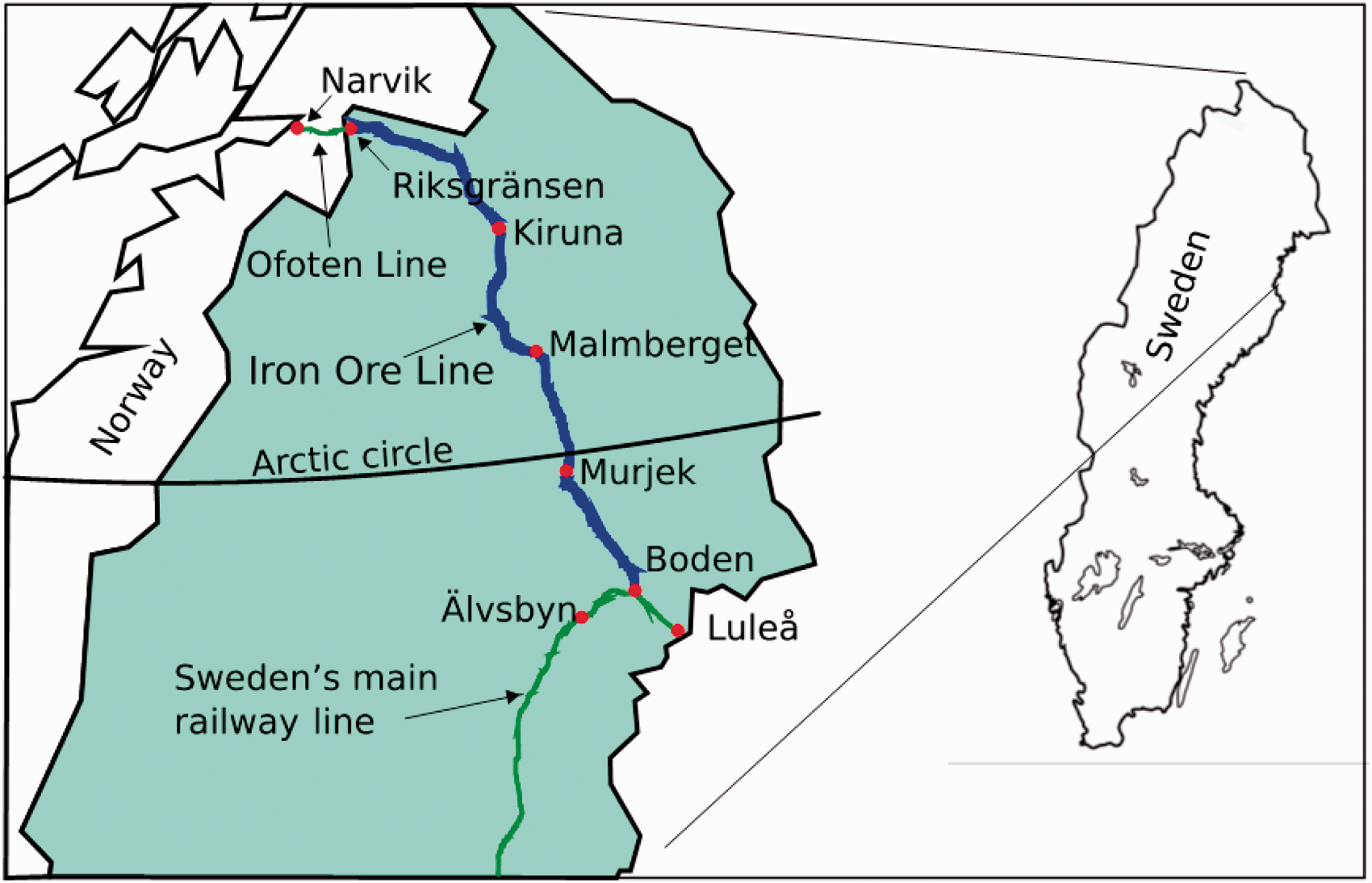
Top-of-rail friction modifiers (TOR-FM)
The TOR-FM or only FM is often a black- or grey-coloured thick liquid, which looks similar to particles suspended in a solvent and has an appearance like conventional very soft grease. The manufacturers claim that by introducing TOR-FM as an added third body, the friction coefficient between the rail and wheel can be controlled and kept at a value around 0.35. The present research does not focus on lubrication of the gauge face and wheel flange, where a minimum level of friction is desired. By introducing FM in the wheel–rail interface, the friction forces can be reduced, which in turn decreases the wear and RCF.
Wayside FM application system
These equipment are installed on the ground, at a few meters distance from the rail, see Figure 2(a). The equipment is generally powered by a 12 V battery, which is recharged by an attached solar panel and wind turbine. In some cases, direct power can be used instead of a battery. A wheel-detecting sensor, as shown in Figure 2(c), is attached to the rail that sends a signal to the equipment for every wheel passage. The equipment is set to discharge a specific amount of FM on the rail when it detects a wheel. The FM is pumped from the tank to the distributing bars through hoses. The FM is carried forward on the rail when a wheel passes over the pool of FM created by the distributing bars installed on the side of both the high and low rail; see Figure 2(b).
The wayside TOR-FM equipment installed at Gullträsk in Sweden: (a) main unit, (b) distributing bar and (c) wheel detecting sensor.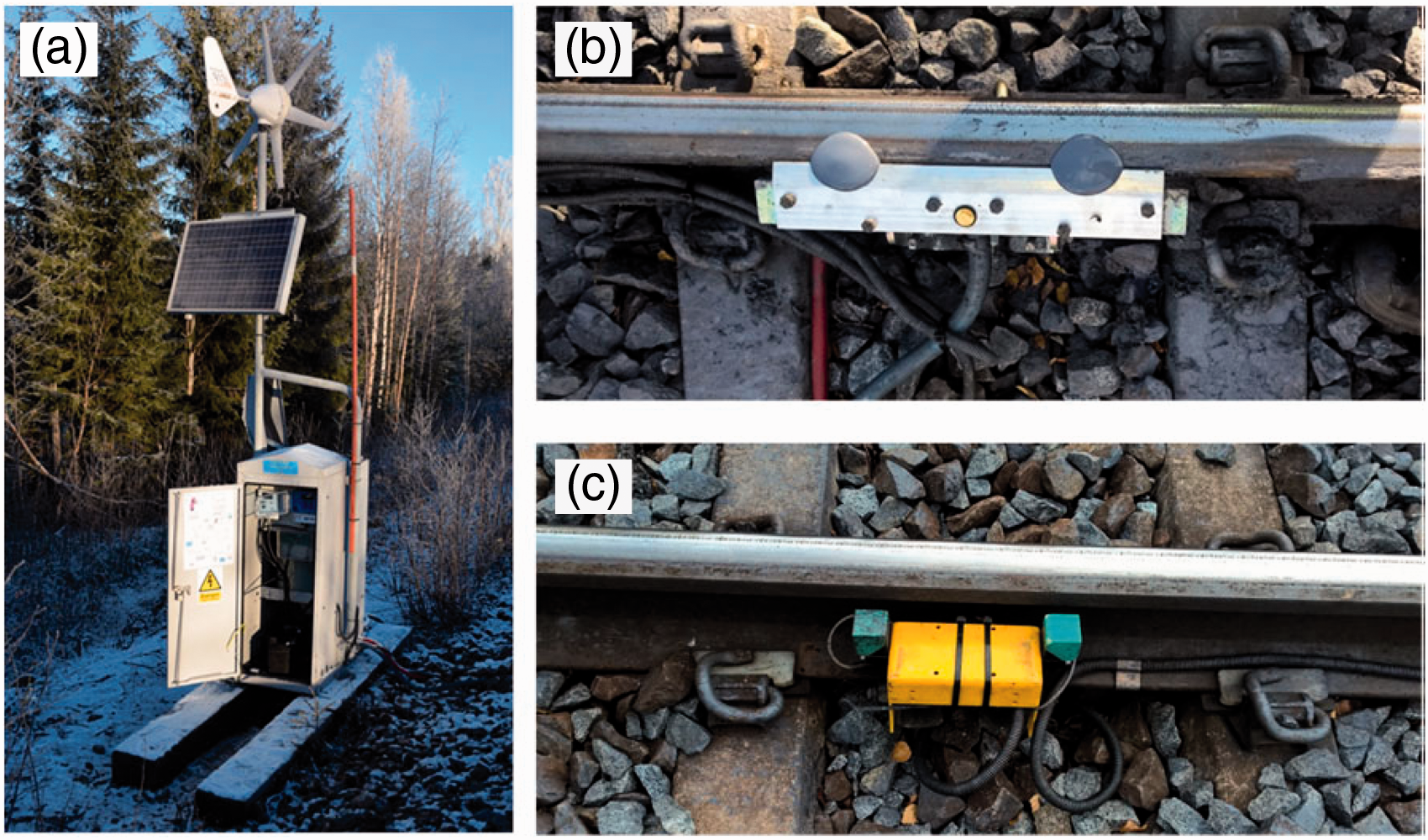
On-board FM application system
At present, there are two types of on-board lubrication systems, namely the solid stick and the fluid-based on-board TOR-FM system. The present research considers only the fluid-based system, which sprays a small amount of FM on the top of the rail.
The spray system, as shown in Figure 3(a), is generally mounted on the locomotive, which while travelling sprays a specific amount of FM on the railhead or the running surface of the wheel. The FM is sprayed for a predefined period using compressed air (at 6−8 bar). If no compressed air is available in the vehicle, a compressor unit will also have to be installed. The nozzles (see Figure 3(b)) are generally installed in such a way that crosswinds do not interrupt the application of the FM. The FM reservoir can be placed inside or outside the locomotive, and an example of a reservoir installed inside a locomotive is shown in Figure 3(c). The spray command is carried out by one or more solenoid valves in the system.
On-board TOR-FM system: (a) schematic diagram of the spray system, (b) nozzle spraying FM on the wheel tread (picture credit: Ivo Heinimann, LKAB) and (c) FM reservoir with distributing pipes (picture credit: Ivo Heinimann, LKAB).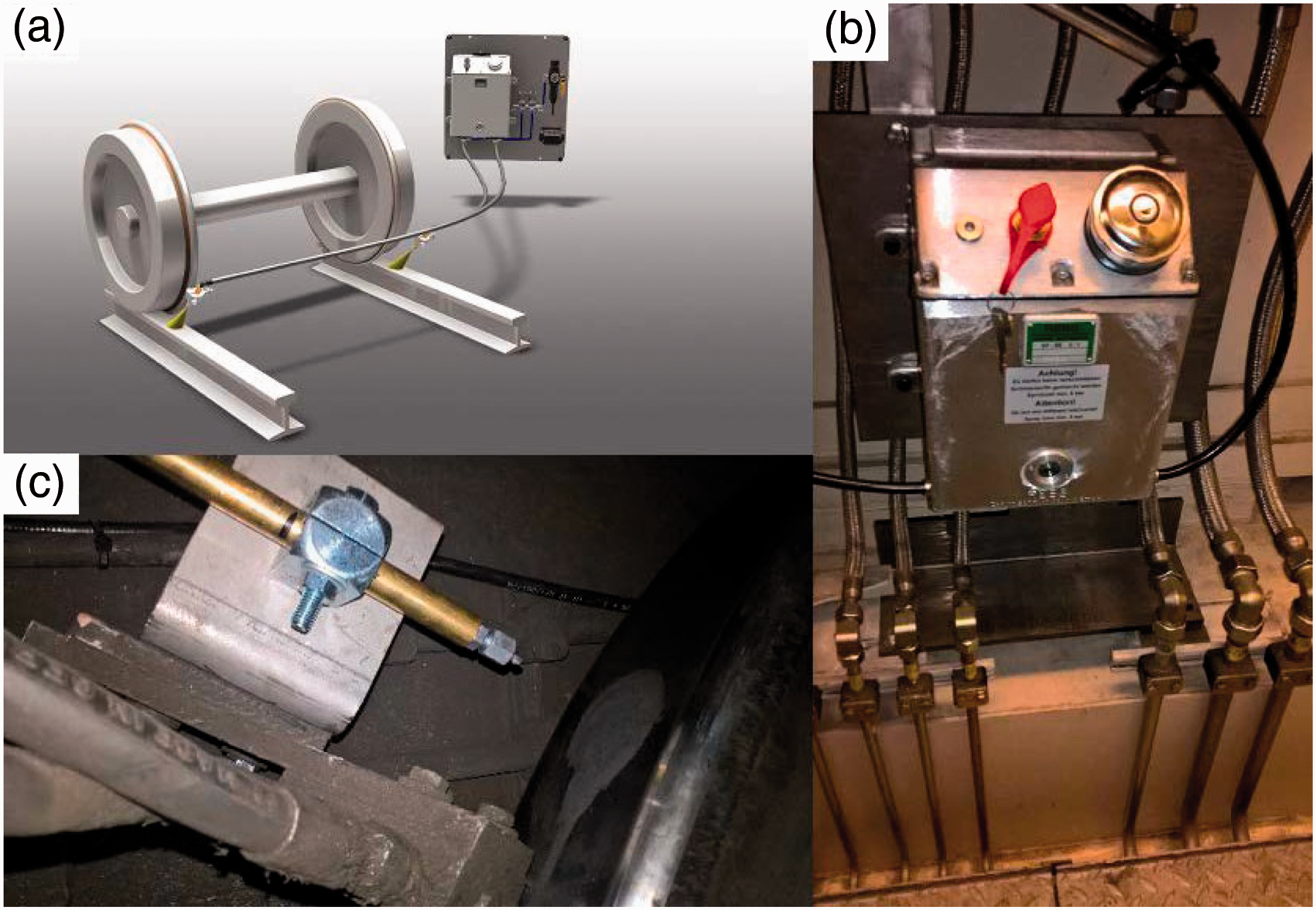
Some modern on-board systems are also capable of using GPS technology and, hence, can automatically spray the required amount of FM at the desired locations. All the signals available from the spraying system and the compressor unit are registered in the control unit and can be used for monitoring and control.
Method
According to ‘Application guide – life cycle cost calculation’,
13
which is used by Trafikverket for calculations of the LCC, the life cycle of an asset can be subdivided into the following six phases:
concept and definition; design and development; manufacturing; installation; operation and maintenance; disposal.
As per the guidance for the maintenance strategy of Trafikverket, three phases are used for LCC analysis
14
; these three phases are also called the owner/customer perspective life cycle.
1
For the asset owner, the cost connected with the development and manufacturing stages is the acquisition cost since these stages are carried out by the vendor. The phases used in the present research were as follows:
acquisition and installation; operation and maintenance; disposal (phase-out).
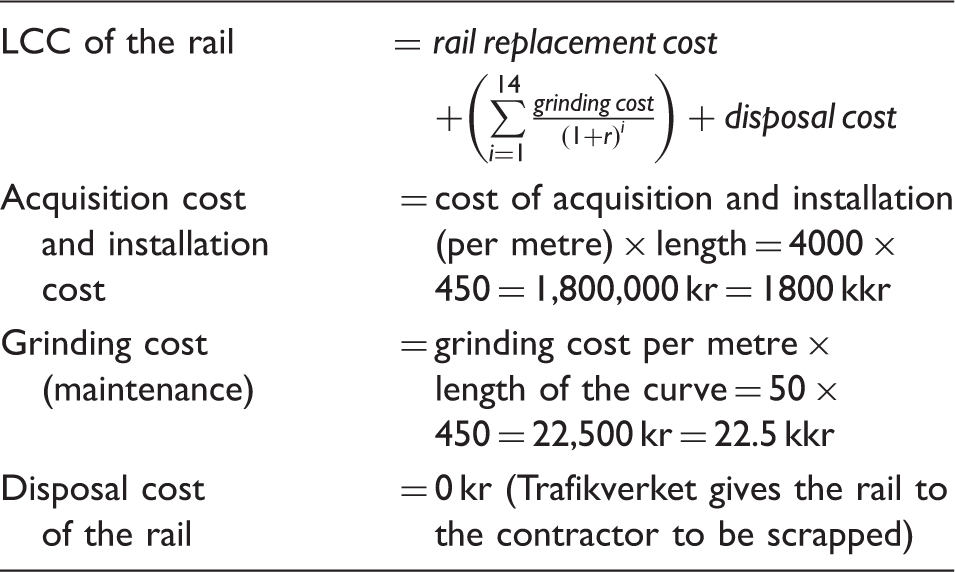
The following formulas are used for the calculation of the LCC:
The LCC of the rail = rail replacement cost + grinding cost + disposal cost The LCC of the FM application = acquisition and installation cost + operation and equipment maintenance cost (FM + manpower + spares) + disposal cost.
For the calculation of the LCC in the present research, investments that occur at different time periods have been considered and, therefore, the discounting rate technique has been used to compare costs in the present value. An economic discount rate of 3.5% has been used in the present research since this is the standard discount rate used by Trafikverket. 15 The standard formulas used for calculating the principal amount in the present value are the following:
In the case of a single investment

In the case of recurring investments
A is the future value of the investment or loan; P is the present value of the principal investment amount; r is the discount rate; n is the number of years during which the money is invested or borrowed.

The IOL experiences a variety of natural and operational conditions that can affect the cost of operation and actions, such as maintenance actions. Consequently, it is not practical to accommodate all the inputs and, in some cases, qualified guesses made by experts in the field in question need to be used. Each expert professional had significant experience in his or her field, and thus, could give a realistic average cost for different activities.
In the present research, the focus has been directed on the curves since curves are subjected to more traction forces and thus more damage. Both the Swedish and the Norwegian parts of the IOL consist of a large number of curves. However, the present research focuses only on the southern loop of the IOL.
Sharp and moderate curve details in the southern loop of the IOL.
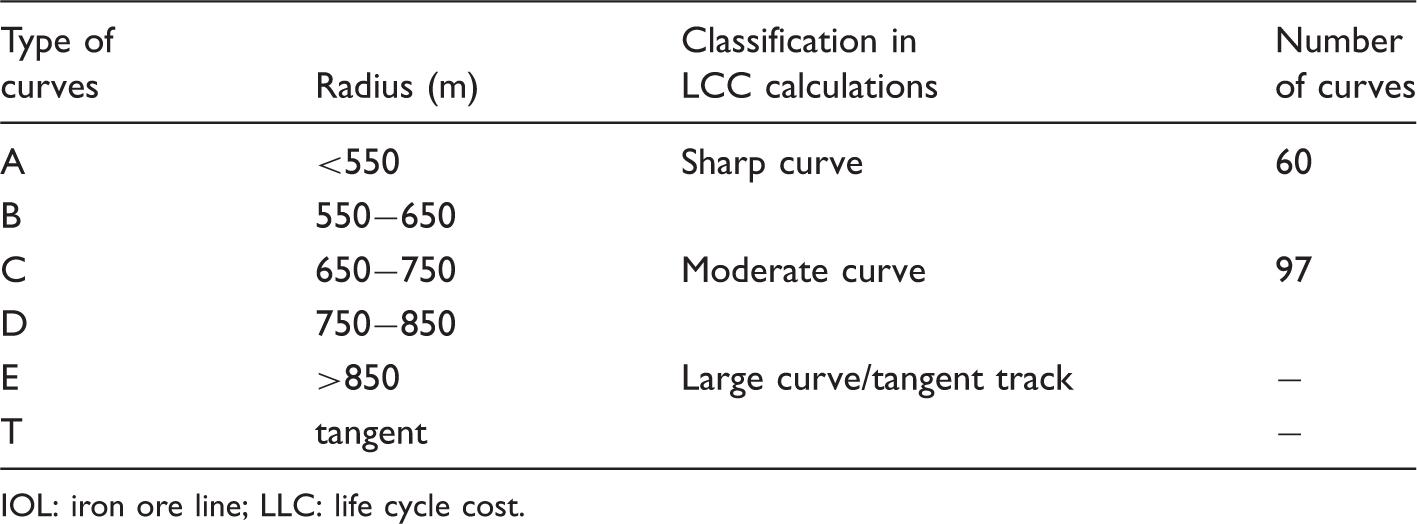
IOL: iron ore line; LLC: life cycle cost.
Operational conditions on the southern loop of the iron ore line.

In the case of the wayside equipment, one FM application equipment is required for one curve irrespective of the number of trains. However, in the case of the on-board system, one equipment is required for one train, irrespective of the number of curves.
Average lifespan of the rail in different curves.
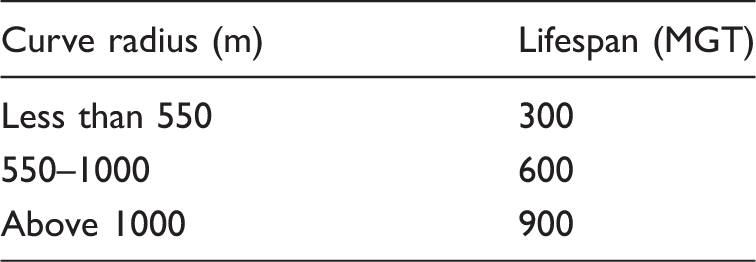
Based on the previous studies of the present authors6–8 and the advice of experts belonging to the industrial partners, the following inputs were used for calculating the LCC.
LCC period of 15 years, which is equivalent to the life of the rail on curves with a radius smaller than 550 m. The length of the curve = 450 m (assumption based on the average curve length on the IOL). The cost of a TOR-FM per litre = 160 kr (present average market price of the FM). The RCF reduction by using TOR-FM = 50% (assumption based on computer-based simulations.6,7 Grinding is performed once per year when no FM is applied and the frequency changes to once every two years when FM is applied. The disposal cost = 10% of the purchase cost. For rail replacements, the disposal cost is 0 kr (according to Trafikverket). The man-hour cost for an authorised railway worker = 750 kr (according to Trafikverket). The lifespan of the wayside equipment = 15 years (assumption based on expert advice). The lifespan of the on-board system = 15 years (based on expert advice). An accumulated load of 20 MGT is equivalent to one year since the annual total load on the southern loop is 20 MGT. The total number of trains passing in one direction in a day = 14 (assumption based on the traffic on the southern loop of the IOL). The transportation cost per visit for repairs =1300 kr (standard charges in Sweden). The number of axles passing in one direction =1500 (assumption based on the traffic on the southern loop of the IOL). The installation cost of the system = two days (16 h) salary for an authorised railway worker (according to the manufacturer). The TOR-FM consumption in the case of wayside equipment (all curve radii) = 300 ml/1000 axles (manufacturer specification). The TOR-FM consumption in the case of an on-board system (all curve radii) = 30 ml/km/rail (manufacturer specification). The carry distance of the FM when wayside equipment is used = 450 m.
8
Issues other than wear and RCF such as corrugation, noise and energy consumption have not been considered in the present research. The reduction of wear and RCF on wheels could be an extra benefit, but not covered in the present research. In the present study, the focus is made on the curves and that short distance will not have any significant savings on the wheel. The tamping cost and other maintenance costs are not assumed in the maintenance cost. The reduction in damage other than wear and RCF, for example, corrugation, hunting, is not considered. The reduction in damage on the wheel by using a TOR-FM system is not considered. The typical life of a TOR-FM application system (both a wayside and an on-board system) can vary from 10 to 15 years, depending on the manufacturer and use. For ease of calculation, the life of both the wayside and the on-board system is assumed 15 years. On average, three units of wayside equipment can be repaired per day, considering the travel time and the waiting time due to railway traffic and each unit requires service four times per year (assumption based on experience). On average, five units of on-board equipment can be repaired per day and each unit requires service twice per year (assumption based on experience). The wear reduction results are based on water-based TOR-FMs. The LCC model does not reflect that the line likely comprises of rail in different stages of its life cycle (beginning, middle, and near end of life)
Assumptions and/or limitations:
Results and discussion
All the costs were calculated for 300 MGT, which is equivalent to a lifetime of 15 years.
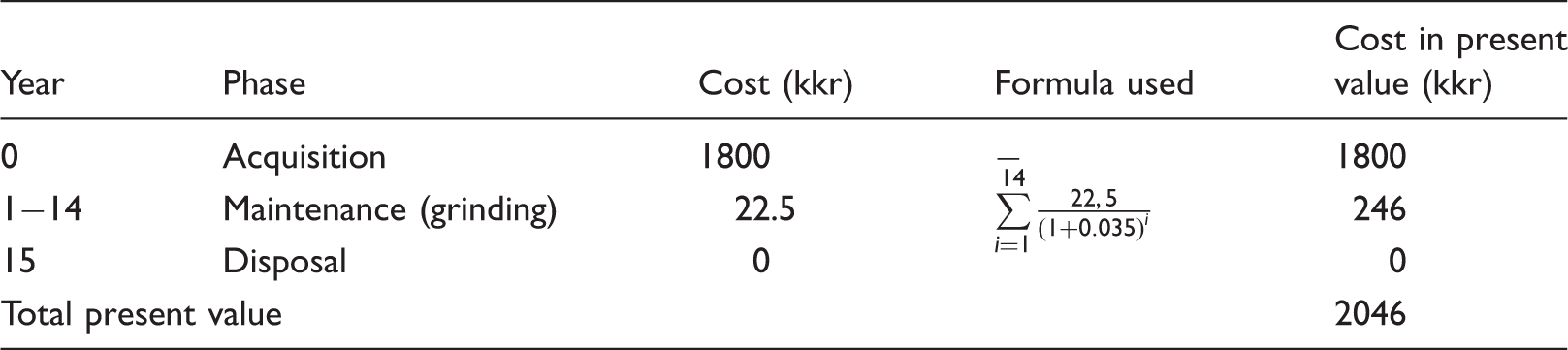
LCC of the rail without considering TOR-FM systems
LCC of rail without considering the TOR-FM effect for curves with a radius smaller than 550 m.
LCC of rail without considering the TOR-FM effect for curves with a radius from 550 to 850 m.
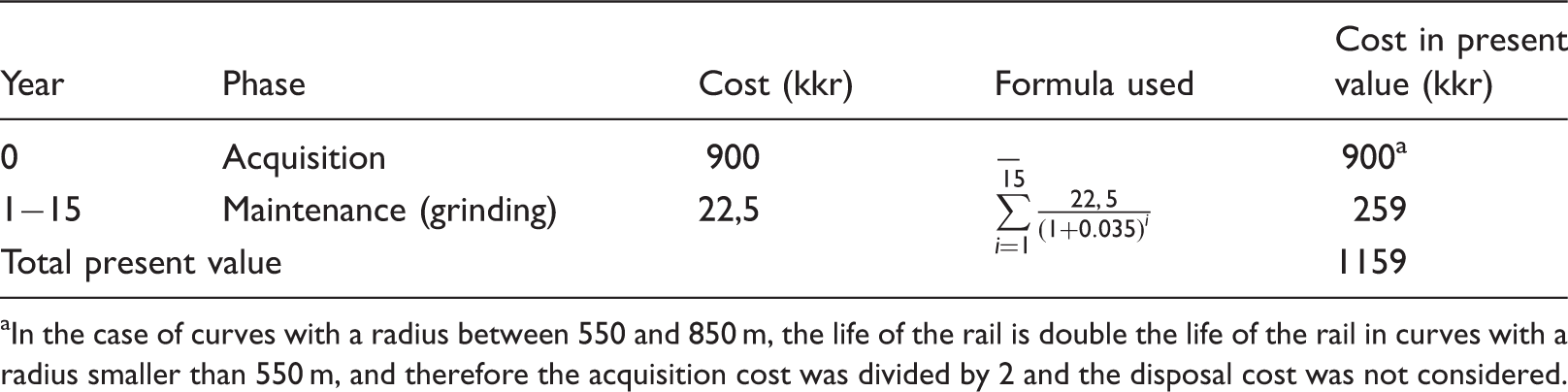
In the case of curves with a radius between 550 and 850 m, the life of the rail is double the life of the rail in curves with a radius smaller than 550 m, and therefore the acquisition cost was divided by 2 and the disposal cost was not considered.
LCC for curves with a radius smaller than 550 m (60 curves) = 2046 × 60 = 122,760 kkr
LCC for curves with a radius between 550 and 850 m (97 curves) = 1159 × 97 = 112,423 kkr
LCC of the wayside equipment
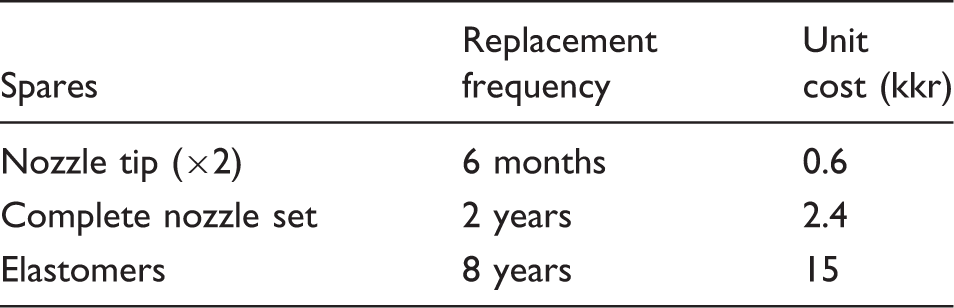
Life expectancy and cost of different spares of the wayside system, provided by the manufacturer.
LCC of a unit of wayside equipment.
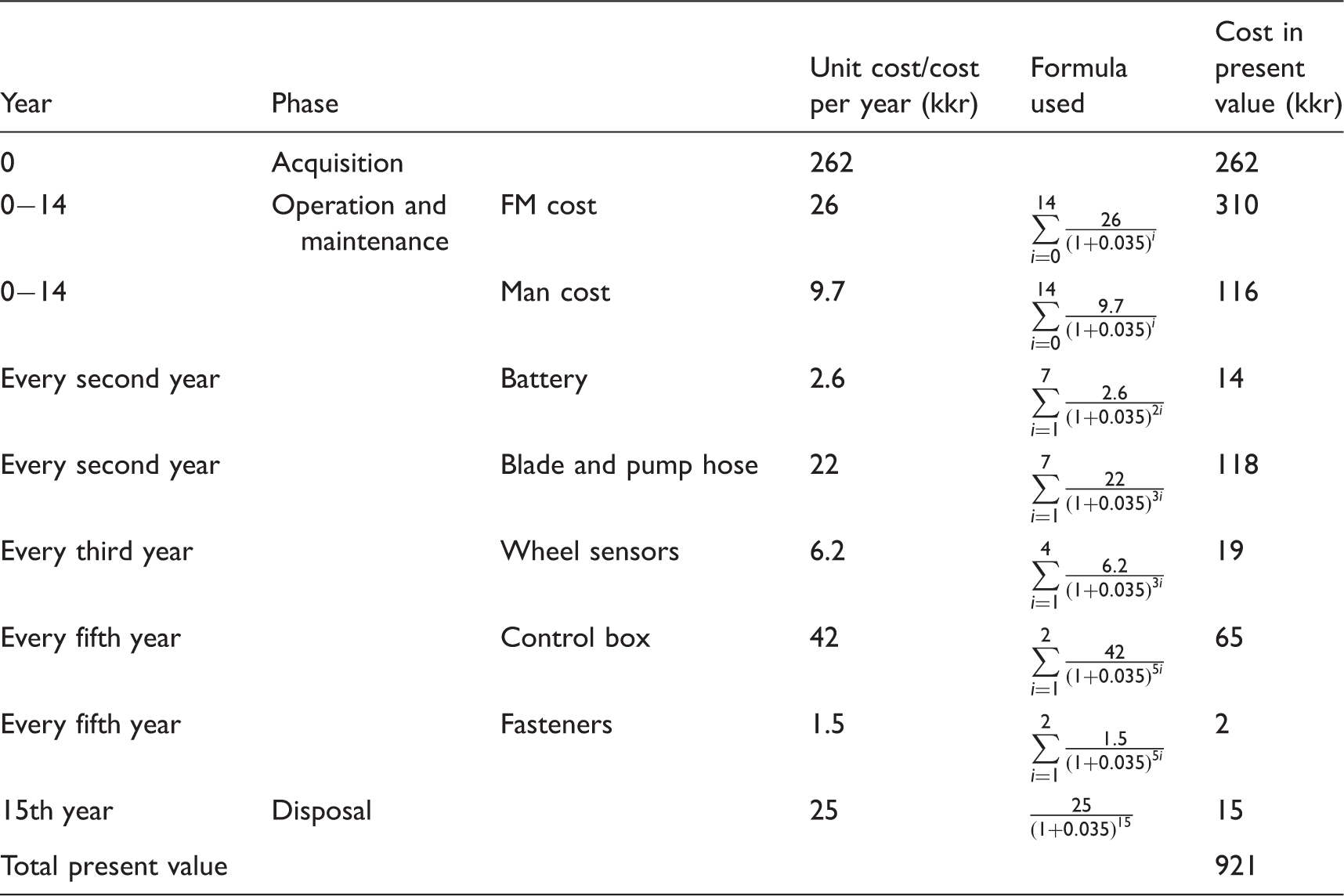
Total cost of wayside equipment for 60 curves =921 × 60 = 55,260 kkr
Total cost of wayside equipment for 97 curves =921 × 97 = 89,337 kkr
LCC of the on-board equipment
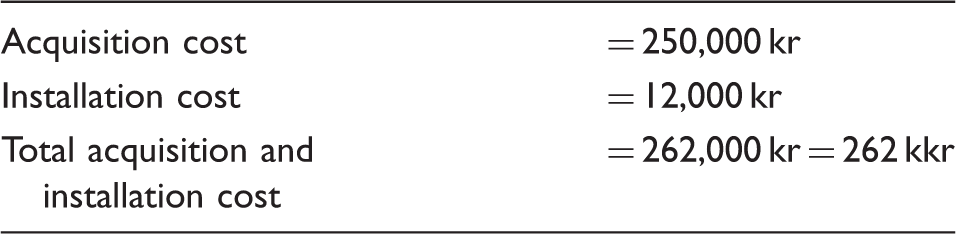
Acquisition cost = 65 kkr Installation cost = 12 kkr Total acquisition and installation cost = 77 kkr
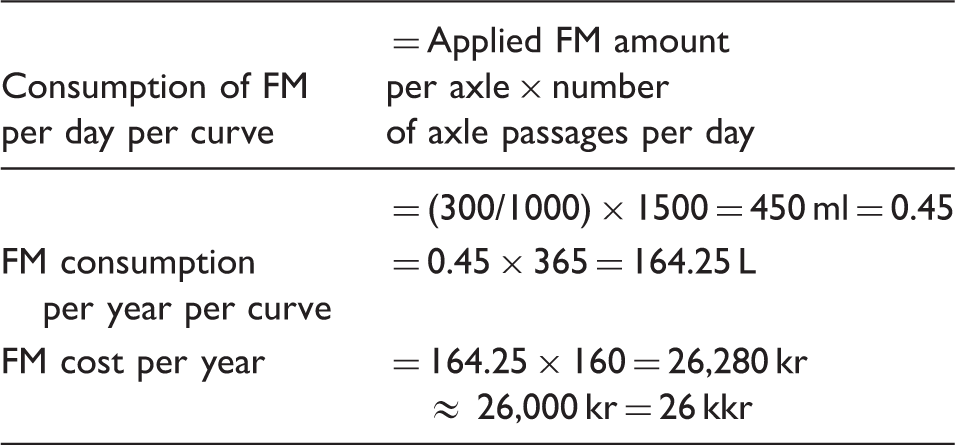
TOR-FM consumption per train per curve per year = consumption per km × length of the curve = 30 × 2 × 0.45 × 365 = 9855 ml ≈ 10 L Total cost of FM per year for 60 curves = 10 ×160 × 60 = 96,000 kr = 96 kkr Total cost of FM per year for 157 curves = 10 ×160 × 157 = 251,200 kr = 251 kkr
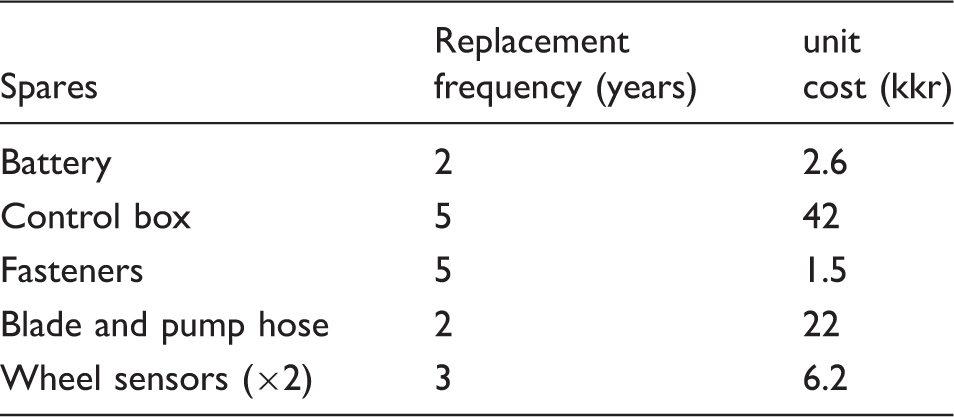
Life expectancy and cost of different parts of the on-board system, provided by the manufacturer.
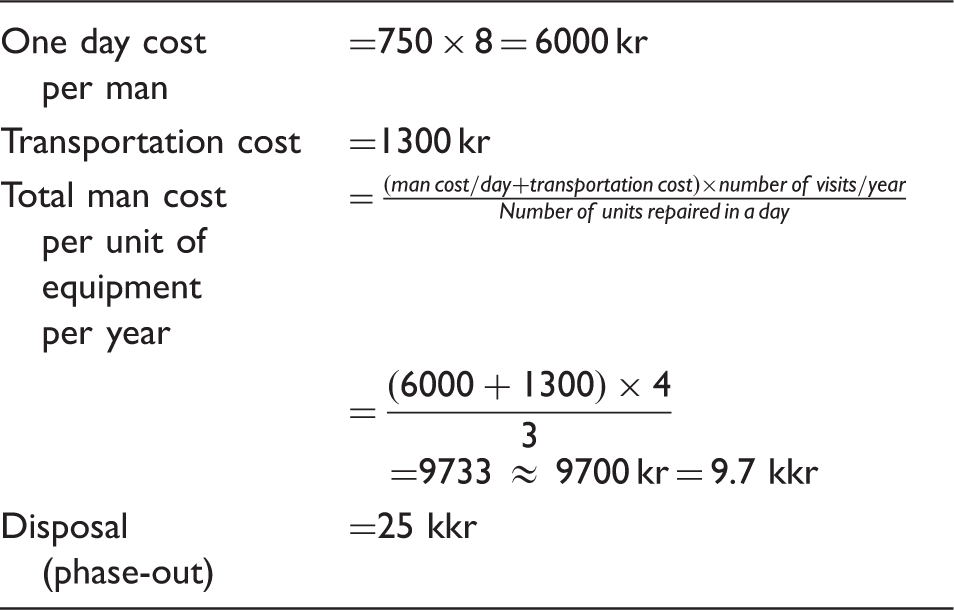
One-day cost per man =750 × 8 = 6000 kr = 6 kr Total cost per year per unit of equipment Disposal (phase-out) = 6.5 kkr
LCC of an on-board system when FM is applied on 60 and 157 curves.
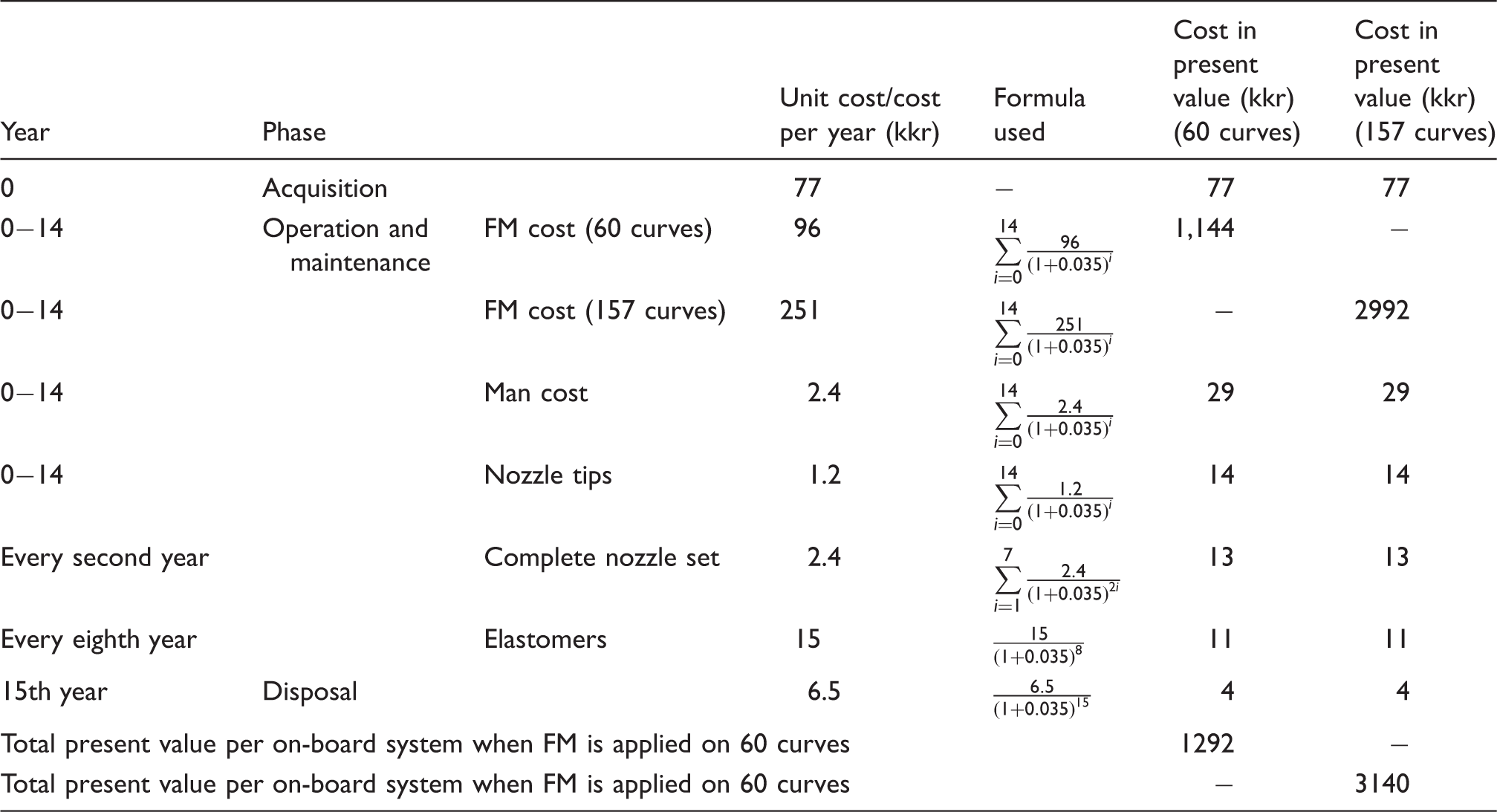
LCC for 14 trains with FM applied on 60 curves =1292 × 14 = 18,088 kkr
LCC for 14 trains with FM applied on 157 curves = 3140 × 14 = 43,960 kkr
Note that in the case of the on-board system, a single system for each train could be used on all the curves; therefore, the operation cost in the LCC is calculated separately for curves with a radius smaller than 550 m and curves with a radius between 550 and 850 m.
LCC of rails when considering the TOR-FM effect
As discussed above, FM decreases both wear and RCF. In the laboratory conditions, Eadie et al. 18 have reported approximately 75% decrease in wear and Hardwick and Lewis (2014) 19 have reported approximately 50%. Eadie et al. also published results from multiple wayside trials on heavy haul railways and reported wear reduction from varying from 8% to 55%. The wear reduction can vary due to various factors such as amount of friction modifier, frequency of application, radius of curves, axle load. The authors of the present study also performed wear measurements in the field using a handheld tribometer. The average wear reduction at the normalised friction coefficient (0.3), as measured by the FricWear 2017 for two different water-based FM, was 40%.5,17 Therefore, in the present wear reduction of 40% is used for calculation the LCC. The results of the computer-based simulations (using the damage index method) showed that with a friction value of 0.3, the probability of crack generation would reach near or below zero. 6 However, in practice, the forces in the real wheel–rail interface can be higher than the simulated values due to irregularities and other deformations, and, in addition, grinding is needed to restore the rail profile shape due to wear. Therefore, in the present research, it was assumed that the frequency of grinding is reduced to half by using TOR-FM.
All the results published until 2012 were mainly obtained through research conducted in North America. Zhou et al.20 published the results of a field test performed on a typical sharp curve of the heavy haul railway in China. For the application of FM, a wayside system was used. The TOR equipment was installed at a distance of 350 m from the curve. The track radius was approximately 500 m and the rail was made of U75V steel (75 kg/m). The approximate load per train was 5500 tonnes and the annual gross carrying weight was about 110−130 MGT, with an axle load from 21−23 tonnes. The average speed of the train was 60 km/h. The authors reported a wear of about 0.0125 and 0.010 mm/MGT on the high rail and low rail, respectively, when no FM was applied. When FM was applied, the results showed a wear of 0.0107 and 0.006 mm/MGT on the high rail and low rail, respectively. The decrease in the vertical wear of the high rail was about 14.4% and that of the low rail was about 40%.
For calculating the LCC of the rails considering the TOR-FM effect, the acquisition and installation cost of the rail will remain the same. However, the life of the rails will increase as the wear is reduced by 40% and life will increase by approximately 66%. Therefore, the life of the rails will increase to 500 MGT and 1000 MGT in the case of curves with a radius smaller than or equal to 550 m and curves with a radius smaller than or equal to 850 m, respectively. The grinding is assumed to take place once every two years instead of once per year.
For curves with a radius smaller than 550 m =(4000 × 450 × 60) × (300/500) = 64,800,000 kr =64,800 kkr For curves with a radius between 550 and 850 m = (4000 × 450 × 97 × 0.5) × (600/1000) = 52,380,000 kr = 52,380 kkr
The grinding frequency will decrease to once every two years and, therefore, the total number of grinding occasions will be seven and the cost of grinding will be the same as in the case of no FM application.
Disposal cost of the rail = 0 kr
LCC considering the TOR-FM effect for a curve with a radius smaller than 550 m.
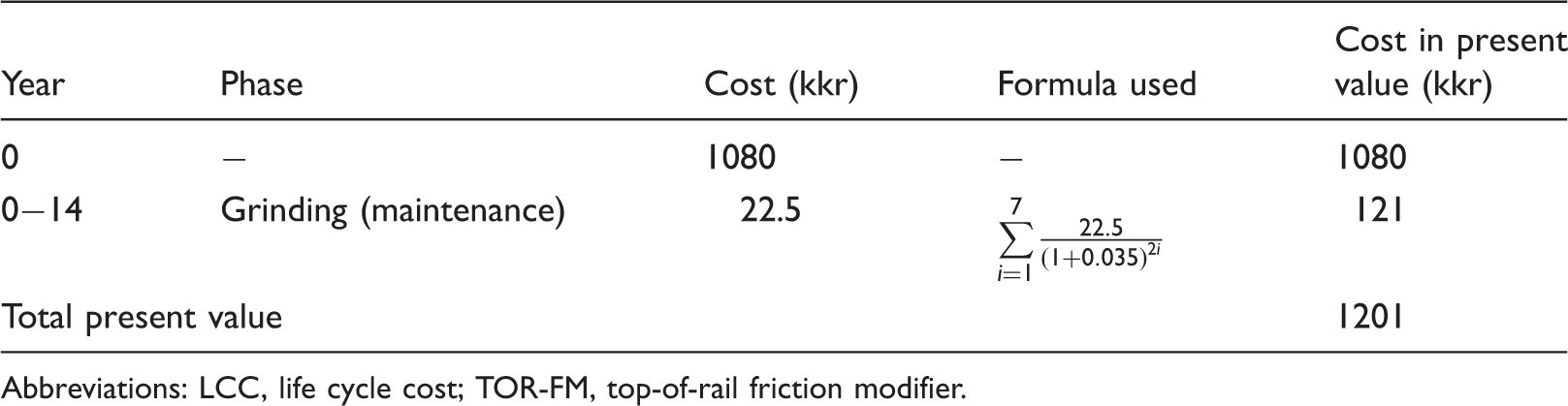
Abbreviations: LCC, life cycle cost; TOR-FM, top-of-rail friction modifier.
LCC considering the TOR-FM effect for a curve with a radius from 550 to 850 m.
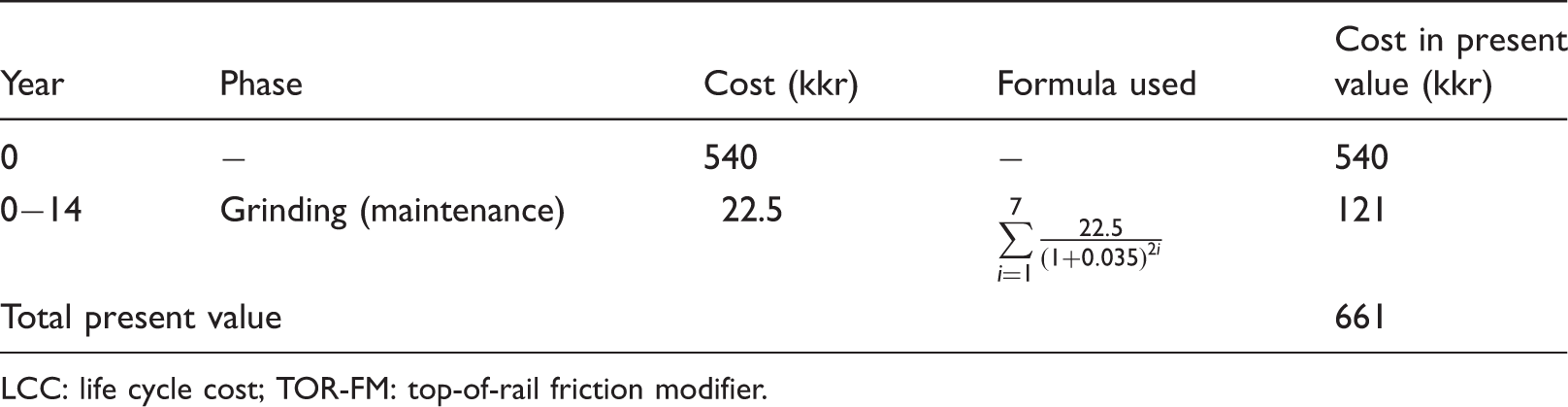
LCC: life cycle cost; TOR-FM: top-of-rail friction modifier.
LCC for 60 curves with a radius smaller than 550 m = 1201 × 60 = 72,060 kkr
LCC for 97 curves with a radius from 550 to 850 m = 661 × 97 = 64,117 kkr
Reduction in the grinding and rail replacement cost when FM is applied
Calculation of the savings to be gained by using a wayside TOR-FM system.
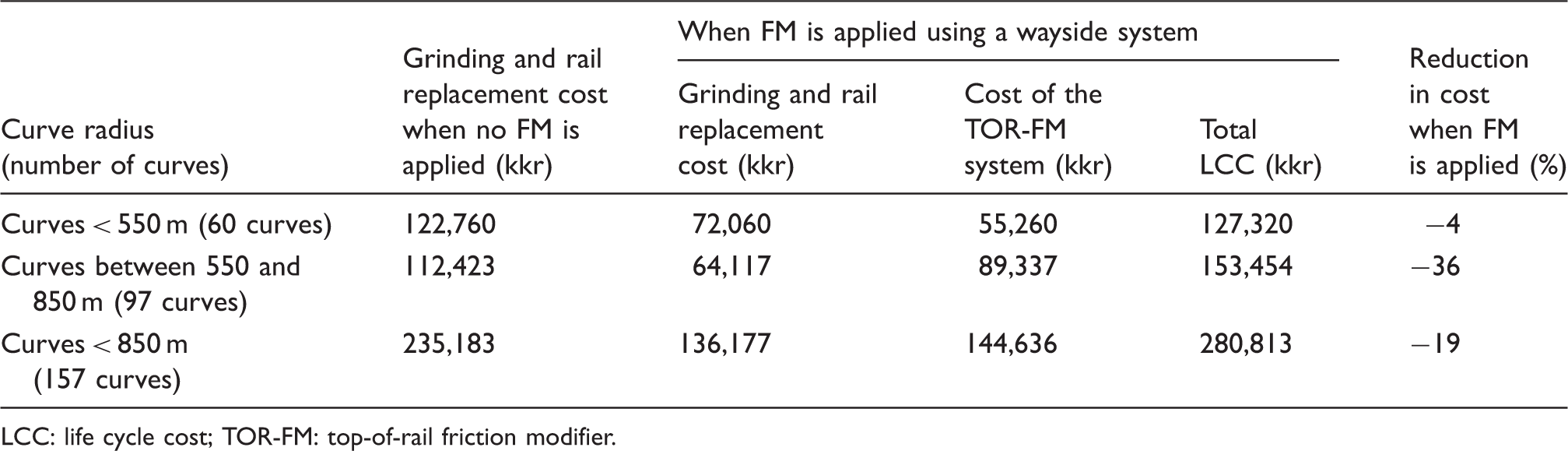
LCC: life cycle cost; TOR-FM: top-of-rail friction modifier.
Calculation of the savings to be gained by using an on-board TOR-FM system.
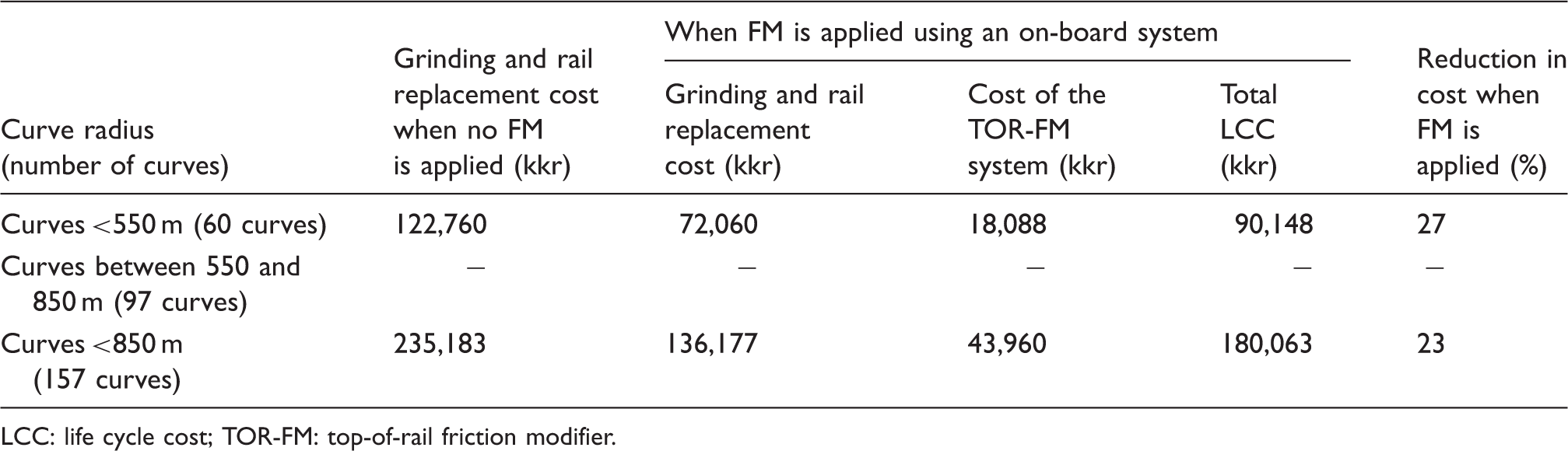
LCC: life cycle cost; TOR-FM: top-of-rail friction modifier.
Conclusions
The wayside equipment is economically unfeasible for the IOL, as it has a negative reduction in the maintenance (grinding and rail replacement) cost when the cost of FM application is added. The negative reduction is −4% when FM is applied on curves with a radius smaller than 550 m and −19% when FM is applied on all curves with a radius smaller than 850 m. The on-board system has a significantly lower operation and maintenance cost than the wayside equipment. The reduction in the maintenance (grinding and rail replacement) cost when the cost of FM application is added is 27% when FM is applied on curves with a radius smaller than 550 m and 23% when FM is applied on all curves with a radius smaller than 850 m. TOR-FM is associated with a significant cost in the LCC. Its cost represents approximately 28% of the total cost in the case of the wayside system and approximately 90% of the total cost in the case of the on-board system. Optimising the use of the FM can further reduce the total cost of using an FM application system. The on-board system not only has lower operation and maintenance cost, but it also uses less friction modifier to have theoretically the same benefits. In order to apply FM on 157 curves, a wayside system requires approximately 26,000 L of FM per year, whereas the on-board system (assuming the equipment is mounted on 14 trains) consumes approximately 22,000 L of FM per year.
Footnotes
Acknowledgements
The authors gratefully acknowledge the support of Matti Rantatalo at the Division of Operation, maintenance and acoustics of Luleå University of Technology and Matthias Asplund from Trafikverket, for providing technical inputs.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported and funded by the Luleå Railway Research Centre (JVTC) and Trafikverket (Swedish Transport Administration).