
Abstract
Metal binder jetting is a potential mass-production additive manufacturing technique that enables faster production of complex structures with isotropic material properties. In metal binder jetting, the quality of parts is heavily influenced by the powder characteristics, and even small variations in powder feedstock can result in poor-quality parts. Powder management is crucial in this technology because the powder is processed in a high-humidity environment in the machine, and the binder is mixed with the powder as well. In this paper, the characteristics of 316l and 17-4PH stainless steel powders under the machine atmosphere and their reusability are studied in detail. Powder samples were taken from the build box at a fixed interval of time and their moisture content, packing density, and morphology were analysed through scanning electron microscopy. Based on the results obtained, it was observed that moisture content of the powder increases with time up to a few hours when it gets constant. Additionally, it was observed that after the first reuse cycle of the powder, the finest powder particles almost disappear, which may have a detrimental effect on the density of the generated parts. Finally, the recycling of broken green parts was also investigated by means of a new approach. Taking into account that broken green parts are generally scrapped in metal binder jetting, the recyclability of this material could reduce the high material costs related to the process.
Introduction
Metal binder jetting (MBJ) is an additive manufacturing (AM) technique that uses a liquid binding agent to create bonds between metal powder particles. The process begins with the deposition of a thin layer of powder, followed by the deposition of droplets of binder by print heads. Then, the printing plate is lowered, and a new layer of powder is applied. The procedure is repeated until the part is finished. The part generated after printing, usually called the green part, is later subjected to curing to increase its strength, de-powdering for cleaning and sintering to improve its dimensional accuracy and reduce the porosity.1–3 Due to the flexibility provided by this technology, in the last few years binder jetting (BJ) has been employed for the manufacturing of metallic parts as it provides advantages with respect to other AM technologies. It can be applied to a wide variety of materials (polymers, metals and ceramics). Additionally, no power or heat source is needed for melting the powder particles, which avoids vaporisation, cracking and weldability issues that are common in laser-based technologies. 4 It also enables the generation of complex geometries without the need for support structures that should be later removed. 3 This improves process productivity and provides higher design flexibility.
BJ of metals has been the focus of some recent research studies. Special attention has been made to the influence of powder characteristics on the obtained component density, microstructure and shrinkage. Bai et al. 5 investigated the feasibility of bimodal powder mixtures to improve the density of printed copper part. They employed a variety of bimodal powder mixtures of different sizes and mixing ratios and studied the differences in density and shrinkage of generated parts. They concluded that by using bimodal powder, its packing density and flowability can be improved and it also improves the sintered part density and shrinkage. Mostafaei et al. 6 analysed the influence of powder size distribution (PSD) on density, shrinkage and microstructure of 625 alloy parts. Miyanaji et al. 7 tried to improve printed part properties by using 5 µm fine powder. They observed that density of parts increases when using fine powder compared to coarse powder. Additionally, parts showed higher tensile strength. Part properties obtained were even better that those of bimodal powder parts. However, properties of sintered parts showed high dependence on binder type and heating rate during sintering. In this research, authors also studied the influence of recoating rolleŕs speed and the feasibility of using a vibratory hopper to improve obtained results. They observed that dispensability of powder can be improved by heating the hopper, that higher roller speed improves green part density and that higher hopper vibration intensity can lead excessive amount of powder deposited.
In order to optimise the characteristics of printed components, the influence of sintering parameters have been also analysed in the literature. Wang and Zhao 1 investigated the influence of sintering parameters (temperature, heating rate and sintering time) on linear dimensional accuracy and concluded that an optimal range of parameters can be found to ensure the best shrinkage results in different directions. Sufiiarov et al. 8 also analysed the influence of sintering temperature on the density of printed parts. In their study, authors employed SS420 powder material and they combined sintering with other heat treatments to extract the best post-processing combination in terms of density of parts that can be achieved.
One of the main issues of AM technologies to become a real application in production industry is the high cost of feedstock material with respect to conventional manufacturing processes. In this regard, many works in the literature studied the possibility of using recycled powder to build parts. Until now, the feasibility of powder recycling has been analysed especially in the most employed laser-based AM technologies: L-PBF and DLD. Ardila et al. 9 developed a recycling methodology to recycle Inconel 718 powder employed in SLM process. They analysed powder morphology and chemical composition after 14 recycling cycles and observed that both the powder and the samples generated maintained similar characteristics and properties to those of virgin powder. Jelis et al. 10 employed recycled 4340 steel powder to generate parts through L-PBF AM technology. Authors observed the presence of oxygen in the recycled powder and parts generated with this powder showed significant changes in their tensile properties, Asgari et al. 11 recycled AlSi10Mg200C powder and employed it to print components through L-PBF as well. They observed that recycled powder size was 12% greater than that of the virgin powder. However, in this case, parts generated with the recycled powder showed no remarkable changes in microstructure or tensile properties. Similar conclusions were obtained by Terrassa et al. 12 that analysed the feasibility of recycled SS 316L powder to generate parts through DLD. This same material along with AlSi10Mg alloy was employed by Yusuf et al. 13 to compare recycled powder characteristics with virgin powder employed in L-PBF. They observed that, in both recycled powders, particle sizes and particle size distributions changed to higher values. Though stainless steel powder maintained the spherical morphology after recycling, the Aluminium alloy showed more irregular shapes than the virgin powder. In both cases, circularity of powder was reduced although it was more remarkable for the aluminium alloy, which showed an 18% decrease in this value. In the research by Maamoun et al. 14 authors analysed recycled AlSi10Mg powder. No major changes in powder morphology were observed. In addition, microstructure and density of printed parts were comparable to that obtained with virgin powder. Gruber et al. 15 studied Inconel 718 powder characteristics after using it during 14 cycles and observed that powder had a high Al oxide content. Although most researches in the literature show that recycling has no significant effect on powder morphology and part properties, Sun et al. 16 showed the opposite results. They analysed the effect of powder recycling on Ti6Al4V employed in EBM and, among other changes in microstructural phases developed, they observed that recycled powder morphology was more irregular than that of the virgin powder. In addition, oxygen content 35% higher than on virgin powder was measured. It was noted by the authors that these changes could have an important influence on microstructure and mechanical properties of Ti6Al4V parts produced with recycled powder.
From the literature review presented above, it can be extracted that powder recycling has been investigated as an alternative to lower the cost of material feedstock in AM technologies. However, the research conducted until now is focused only on laser-based AM processes (L-PBF and L- DED, mainly). It has also been shown that powder recycling can affect the powder morphology which, in turn, is directly related to achievable printed part density and shrinkage control in BJ. Considering this, in the present paper, the feasibility of powder recycling in MBJ technology is analysed. With this aim, powder is recycled along the process and its morphology and characteristics are analysed. Additionally, a new recycling approach is proposed by using the residue powder from MBJ green part. Concretely, the feasibility of the new recycling approach is investigated through the analysis of recycled powder morphology.
Materials and methods
Recycling of virgin powder
BJ experiments were conducted on a Desktop MBJ Shop system 17 that integrates all the manufacturing stages from printing to sintering. Figure 1 shows a schematic diagram of the process.
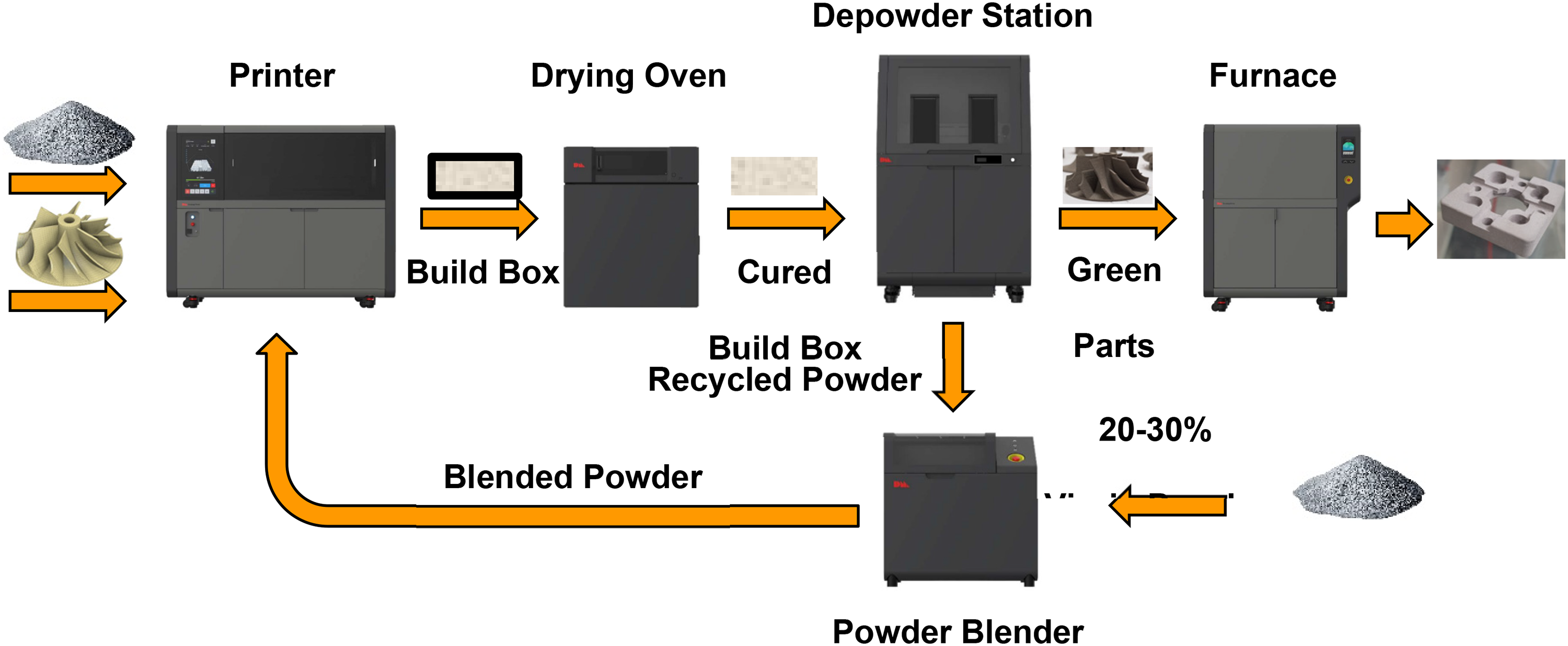
Metal binder jetting additive manufacturing (AM) technology: process stages.
In order to analyse the feasibility of powder recycling in MBJ, in this work, excess powder after de-powdering process stage was taken and its morphology was analysed through scanning electron microscopy (SEM) images.
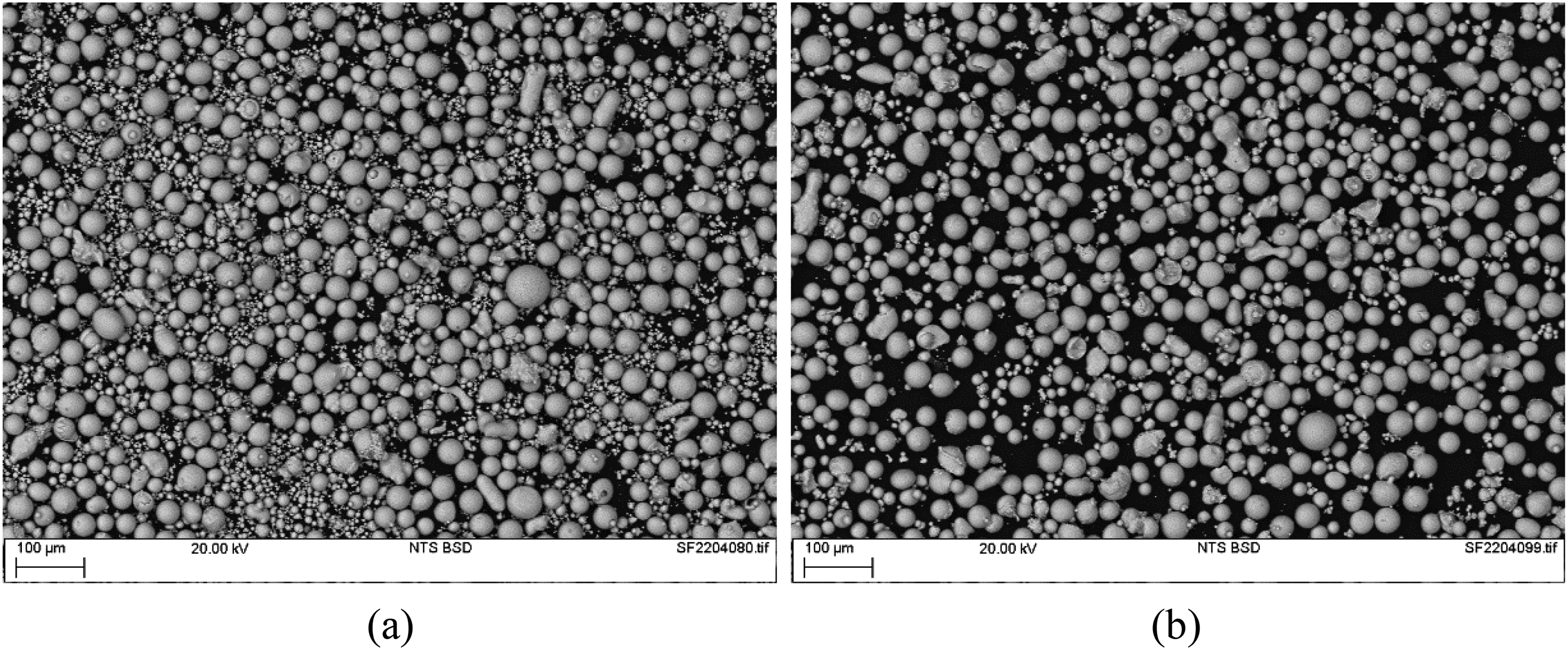
The recycling of powder in MBJ was analysed based on two different stainless steel powders: 17-4PH (Figure 2 (a)) and 316L (Figure 2 (b)).
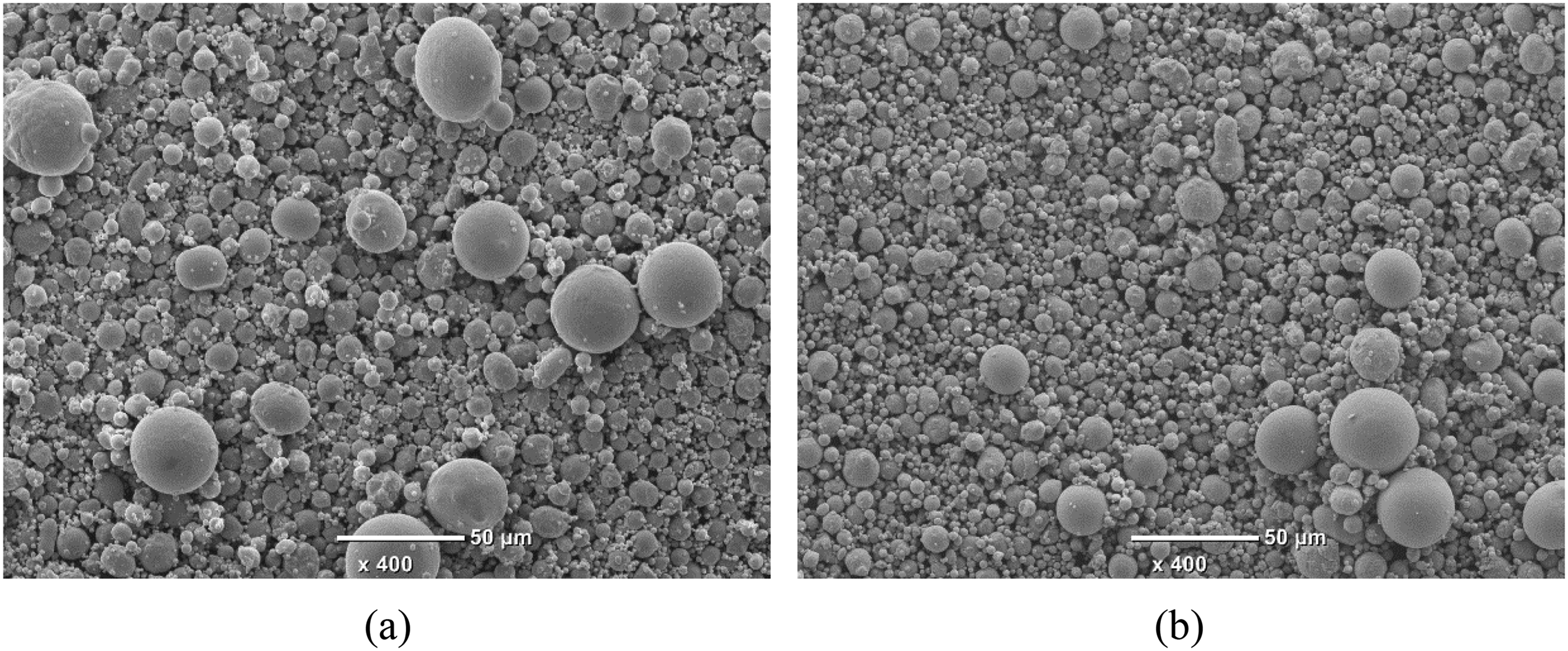
Virgin metal powders employed in this study: (a) 17-4PH stainless steel and (b) 316l stainless steel.
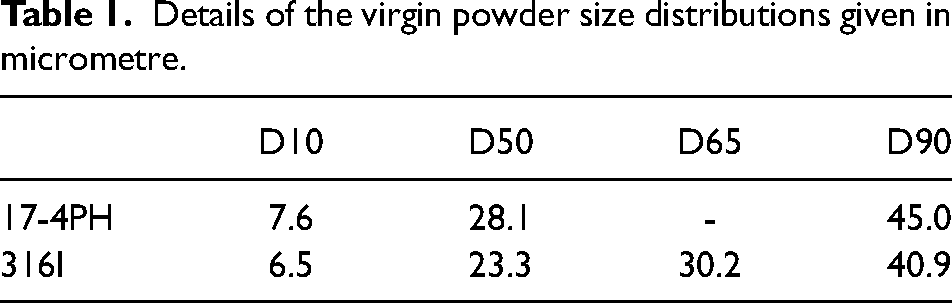
Details about the morphology and characteristics of each virgin powder are summarised in Table 1.
Details of the virgin powder size distributions given in micrometre.
The effect of different phenomena on the morphology and size of the powder is analysed in order to evaluate the feasibility of powder recycling in MBJ. Concretely, in the following section, results and discussion concerning the effect of humidity and reuse of powder on powder morphology will be presented. Similar results were obtained for both powders along the different analysis conducted. Therefore, in some cases and to simplify, only results for one of the powders are shown.
One of the main issues in MBJ that leads to degradation of unused powder is the humidity in the printing chamber. MBJ machines usually work with humidity ranges above 50% to help protect the print head and to ensure a good performance of the binder agent. Humility is necessary to prevent binder from drying out at the tiny print head nozzles. The binder is water-based, and water-based humidity maintains the printhead nozzles moist and open at all times. In order to analyse the effect of this chamber's humidity on the degradation of the virgin SS316l powder, this powder was analysed after different exposure periods. To evaluate moisture levels, a moisture measurement through a difference of weight technique was performed. The moist powder weight was measured on high accuracy scale after spending three different time periods inside the chamber: (1) 5 h, (2) 12 h and (3) three weeks. The powder was dried after each aging in an oven for 1 h at 125°C. After drying, powder weight was measured again in each case. In order to calculate moisture percentage for each aging condition, dry powder weight was subtracted from moist powder then divided by the weight of the moist powder.
Recycling of green part waste
Additionally, a new approach for powder recycling that is based on the reuse of the green part residue powder will be explained. Figure 3 shows the methodology followed to recycle the broken green parts that would be otherwise considered solid waste and discarded. For this study, two cubic-shaped green parts of 20 mm × 20 mm × 20 mm made out of 17-4PH stainless were used. The cubes were kept in a ceramic pot and then introduced into a tube furnace, which runs under an air atmosphere. Then the debinding of the powder was accomplished. The parts were heated to 300°C for 2 h and then temperature was increased to 415°C with steps of 2°C/min. It is worth noting that there was no forced extraction in the tube furnace, but a binder trapping bottle was connected to it. The parts after the debinding thermal cycle are shown in (Figure 3 (a)). Their discoloured appearance is due to the process being conducted at an air atmosphere and without any forced extraction of the binder. After the debinding, the parts were dry and brittle but they were not fully disintegrated into the powder. Therefore, subsequently, they were subjected to a ball milling process in which 5 mm metal balls with almost 40% of cubes weight were added into a ball milling container. This ball milling process was conducted at 800 rpm for 1 h (see Figure 3 (b)). The powder obtained after this recycling procedure is shown in Figure 3 (c).
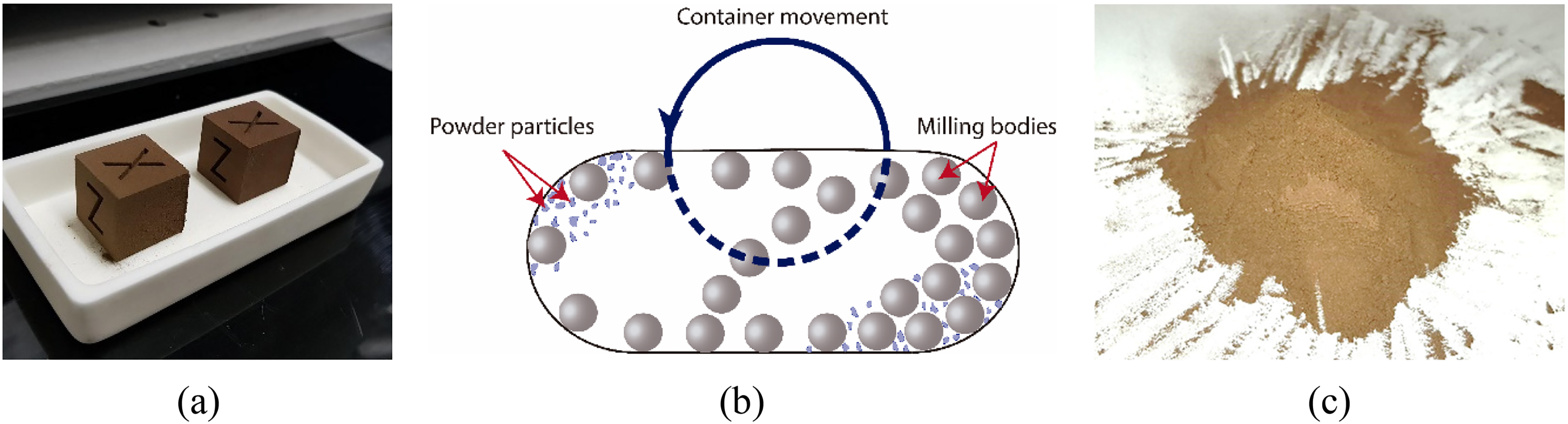
Green part residue powder recycling process: (a) green part after debinding, (b) ball milling of the residue powder 18 and (c) resulting recycled powder.
Results and discussion
Effect of humidity
As mentioned above, the effect of this chamber's humidity on the degradation of the virgin SS316l powder was analysed after different exposure periods. Figure 4 shows the evolution of powder moisture over the time.
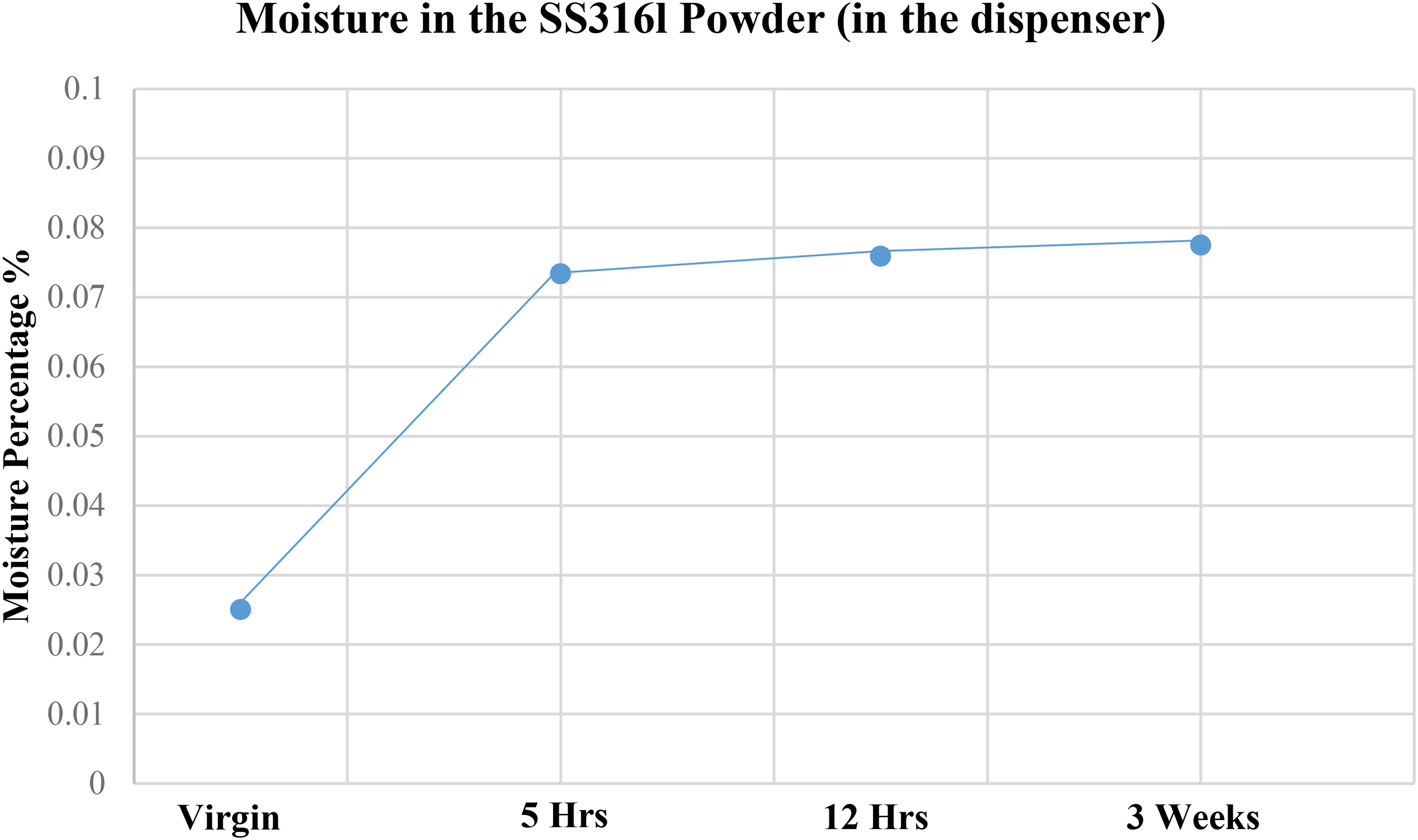
Evolution of the moisture in SS316l powder as a consequence of the humidity.
It can be observed that moisture increases sharply during the first few hours, but then reaches a steady state near 0.07%, where powder saturation is assumed to occur. The presence of moisturised powder affects the packing density of the powder, which in turn is related to the powder flowability and with the resultant porosity of the produced parts. It is known that a decrease in the packing density of the powder can lead to the production of parts with high porosity. In order to evaluate the influence of the humidity on the packing density of the powder, a comparison between packing density of the virgin powder and the powder that was exposed to the chamber humidity during 3 weeks was conducted. It was observed that only by the effect of the humidity, the packing density of the powder decreased in 1% (from 69% to 68%). Even if this decrease in packing density may not seem so significant, as mentioned above, any change in powder properties can affect the overall process and the final density of the manufactured components so it must be taken into account in order to optimise the results.
Powder degradation issues
Apart from the humidity, the reuse of powder and also its contamination with binder agent can deteriorate powder properties and reduce its reusability. In the following section, these issues will be further analysed.
Due to repeated reuses
Figure 5 shows changes in powder morphology that occur due to its repeated use in subsequent printing processes. Concretely, powder particles shown in Figure 5(b) correspond to powder used only once in an MBJ process.
Comparison of powder morphology between (a) virgin powder and (b) one-time used powder.
In comparing both images, it can be observed that even from the first reuse of the powder, most of the fine particles are lost. These powder particles are generally lost during powder handling, that is, powder loading, de-powdering and drying. Additionally, some particles get airborne due to layer disturbance produced by binder deposition and are also sucked in the machine vacuum. As shown by Mostafaei et al., 19 powder size distributions that do not include fine powder particles lead the generation of high-porosity components. Therefore, the effect shown in Figure 5 should be avoided or solved in order the powder to be reusable. As shown in Figure 1, the addition of 20–30% virgin powder was considered in this study as a possible solution for the above-mentioned powder size distribution problem. However, the percentage of virgin powder needed to ensure a proper powder size distribution will vary depending on the exact size distribution of the reused powder. This powder was mixed with the recycled powder in a blender machine for 1–2 h so that the mixed powder could be reused in successive MBJ builds.
Due to binder residue
Another important issue to consider when recycling powder in MBJ is the binder residue left in the recycled powder. This binder residue disrupts the composition of the powder and its morphology, which may result in packing density problems and porosity in the produced parts. Figure 6 (a–(d)) shows different examples of binder residues (marked with arrows in the figure) found in the recycled powder. Images correspond to different powder morphologies that were found in the recycled powder.
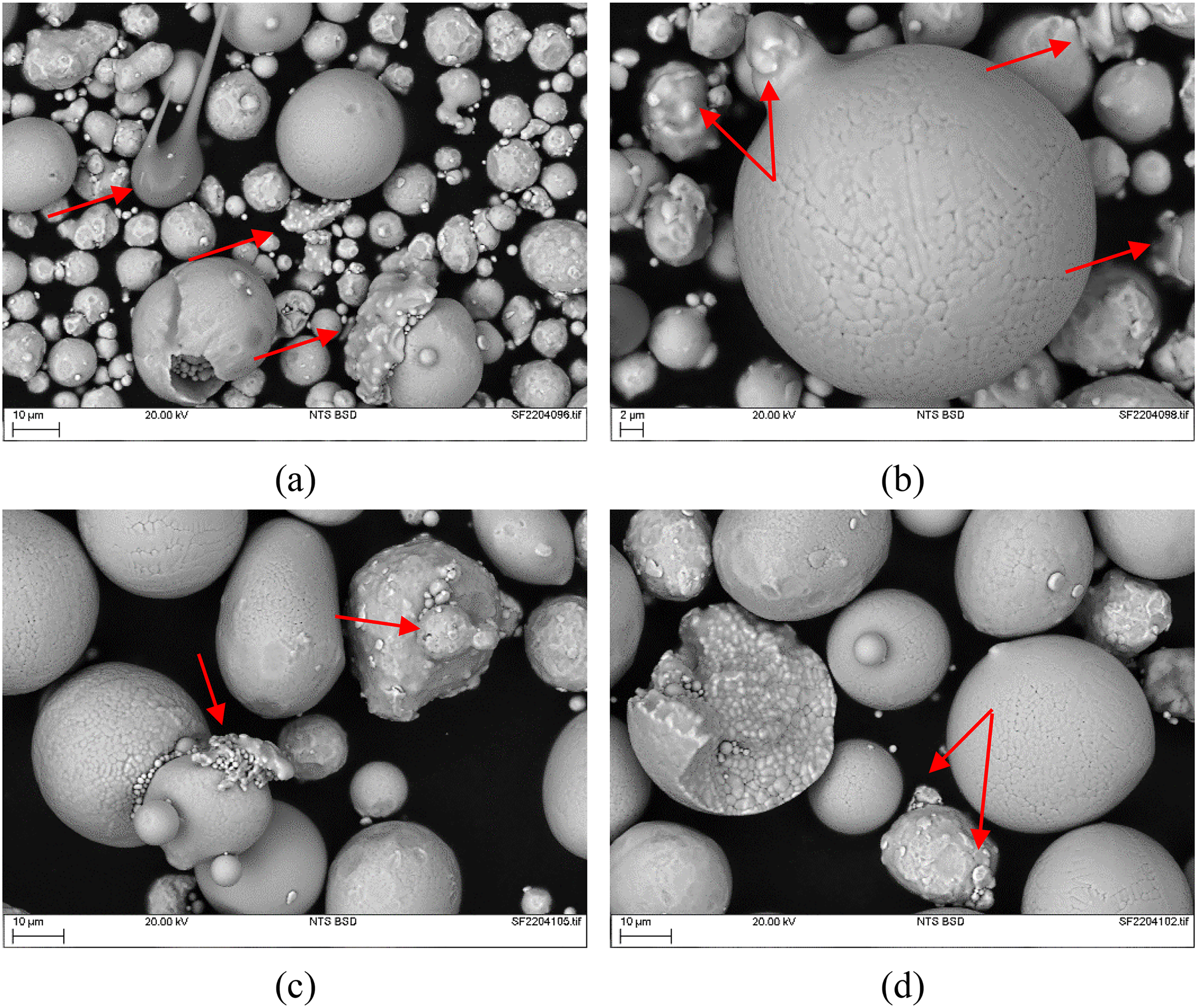
Degradation of powder due to the presence of binder residue.
In order to make MBJ process more sustainable, in this work, the feasibility of green parts waste recycling to convert them into reusable powder has been done. The morphology and binder residue in the green parts recycled powder was further analysed. Details about the process and the main results obtained are shown in the following section.
Recycling of green part waste
To further analyse the characteristics of the green parts recycled powder, SEM images were taken to analyse its morphology. Figure 7 shows a comparison between the morphology of powder recycled after normal one-time use (Figure 7 (a)) and powder recycled from the green parts waste (Figure 7 (b)). The powder recycled from the green parts waste seems fully disintegrated and shows a morphology similar to the normal recycled powder (Figure 7 (a)). It can be observed that some small particles were still affected by a contaminant material (coloured in white at the top of the image). This contaminant may be remaining binder residue as it was not forcefully extracted, and some binder might have fallen onto the cubes after furnance cooldown. The obtained results give a way forward to further study and analyse the proposed recycling process in order to fully evaluate and understand its applicability to obtain a high-quality recycled powder.
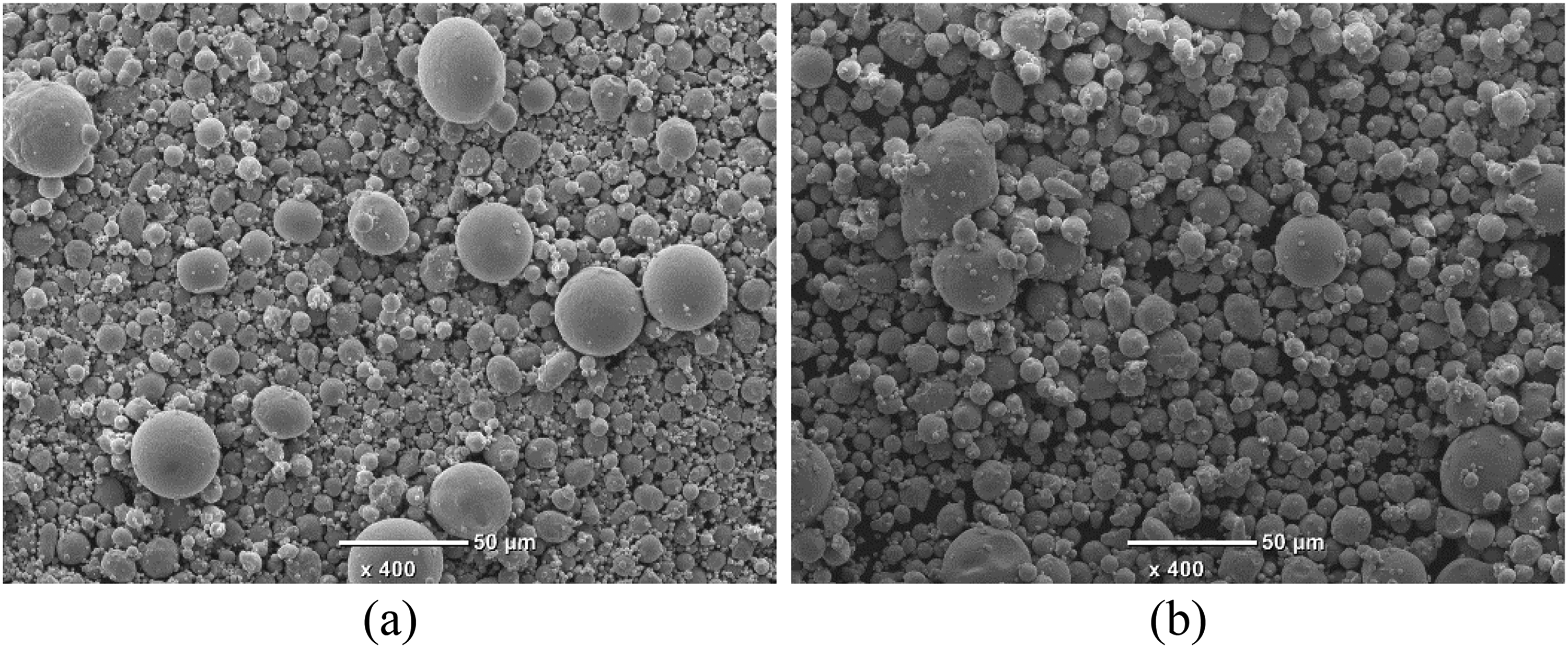
Comparison between (a) 17-4PH normal reused powder and (b) 17-4PH powder recycled from the green parts residue.
Conclusions
In this work, the feasibility of powder reusability in MBJ AM technology is investigated. With this aim, morphology of the excess powder after de-powdering stage has been analysed. Characteristics of this powder were compared to those of the virgin powder. Additionally, a new approach for green part waste recycling to convert it into reusable powder is proposed. This methodology aims to make the process more sustainable by recycling the waste. In this new technique, broken green parts waste is first debinded and subjected to ball milling in order to optimise its morphology and remove the possible agglomeration. The main conclusions drawn from this work are listed below:
Humidity of the printing chamber highly affects the packing density of the powder and should be controlled in order to ensure the best density results in the parts produced. It has been shown that packing density decreases over time as powder collects moisture from machine's humidity. The decrease in packing density may lead in turn to a lower flowability of the powder and, finally, to the production of porous components. The effect of powder reuse in the morphology and powder size distribution has been analysed. It has been shown that only after one reuse cycle of the powder, there is a significant change in the powder size distribution as most of the fine particles disappear. It has been shown in the literature that PSD that do not include fine particles promote the formation of porosity in the built components. Therefore, this issue should be solved before the excess of powder is reused in a subsequent MBJ process. In order to solve this problem, the recycled powder need to be mixed with 20–30% virgin powder to ensure the presence of fine particles in the new mixture. Finally, it has been shown that recycling of powder from green parts waste which would be normally discarded is feasible. Green parts were converted into an acceptable-quality powder, which can be reused in subsequent MBJ processes. However, further research is needed in this regard in order to fully understand and control the reuse of this powder and to ensure a high-quality recycled powder. As the green parts were processed in the air atmosphere, there may have been some oxidation; however, this was not investigated here. Furthermore, the issue of oxidation can easily be addressed by processing green parts in inert atmosphere.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.