
Abstract
Conventional machining of materials is often characterized by the generation of heat and elevation of cutting point temperatures. This induces thermal transformations and development of residual stresses. Therefore, there is a necessity to evaluate the interaction of machining temperatures with heat generation to identify the optimal values for the least heat generation. This is the main aim of this study, where an analysis of temperature is conducted during the computer numerical control (CNC) milling of medical-grade poly(methyl methacrylate) (PMMA). The samples were obtained from used optical lenses with an average Shore D hardness and transparency of 79.1 and 89.2%, respectively. The experiments were designed using the Taguchi methodology. The milling parameters used were the spindle speed, depth of cut, and feed rate. A special adjustable jig and several fixtures were developed for workpiece holding. During the milling process, in-situ temperature monitoring was undertaken using a FLIR-E63900 Infrared Thermometer. From the analysis, the parameter combination for the least values of maximum and average temperatures was a spindle speed of 1250 rev/min, a depth of cut of 0.3 mm, and a feed rate of 350 mm/min. A one-way analysis of variance depicted that the spindle speed was the most significant parameter toward the maximum and average milling temperatures owing to the generated friction and cutting forces. The depth of cut and feed rate were insignificant to the temperature of the process. It is also reported that the spindle speed exhibited a direct relationship produced by the machining forces whereas the feed rate exhibited an inverse relationship with the machining temperature, which was attributed to the reduced contact time and high chip removal, hence high heat dissipation. Lastly, a regression analysis was conducted, which showed that the maximum (R2 = 0.7566) and average temperatures (R2 = 0.7383) during the CNC milling of medical-grade PMMA could be predicted using linear regression models.
Keywords
Introduction
Investigation of temperature distributions and heat generated during milling processes has been conducted in the past, especially on polymers and composites. This has been the case due to the growing interest in applications of these materials in the aerospace, automotive, and medical industries. 1 Thermocouples have been adopted in conducting thermal analyses and formulating the temperature gradients in various machining processes. These applications involve placing the thermocouples on the cutting tools. However, such approaches have proved difficult for temperature monitoring, especially in complex manufacturing processes and in cases where high spindle speeds are involved. This makes it challenging to fix the thermocouples on the rotating spindles. 2
Polymethyl methacrylate (PMMA) has been recently adopted in the medical field due to its biocompatibility, reliability, ease of manipulation, and relative minimal toxicity. The material has found applications in the manufacture of dentures, bone cements, manufacture of optical and ocular devices, bone cavity fillers, and stabilization of vertebrae in osteoporotic people. 3 The materials’ high scratch and impact resistance properties have also attracted its application in the manufacturing of microsensors used in medical devices and other drug delivery devices. 4 In addition, the slow degradation property of the material has increased its use for hip-joint replacements and other bone substitutes. The material has also been adopted in the dermatology field to remove skin wrinkles and tissue scars. 5
Various studies have been conducted on the machinability of PMMA and other polymers and their impacts of milling parameters on the surface roughness, milling temperatures, material removal rate, and cutting forces, among others. For example, Yan et al. 6 investigated the impacts of heat during the PMMA micro-milling process. The authors recommended a PMMA processing temperature of <70 °C for the best bottom surface and edge shape. Further, Kobayashi and Hirakawa 7 conducted an ultraprecision PMMA machining process to achieve the optically required finish. The feed rate was observed to impact largely on the surface finish. Khatri et al. 8 also concluded that for a precision milling of PMMA, lower depths of cut could be adopted. Finally, a study conducted by Fetecau et al. 9 displayed a direct correlation between the cutting speed and the heat generation in macro-scale machining of polymers.
Computer numerical control (CNC) methods have been adopted to manufacture various high-precision parts. 10 Therefore, understanding temperature distributions is essential to evaluate the thermal transformations and development of residual stresses in the components during the manufacturing processes. In addition, these analyses allow researchers to identify the optimal machining parameters to reduce the machining temperatures. Temperature measurement in machining and other experimental practices has been achieved through contact and non-contact techniques. 11 These methods are also categorized into invasive and non-invasive. Invasive procedures use temperature measuring devices in direct contact with the bodies, such as thermometers and thermocouples. At the same time, non-invasive methods do not have direct contact, such as the use of infrared waves. 12
This study evaluated the changes in machining temperatures in relation to the common CNC machining parameters of medical-grade PMMA, that is, spindle speed, depth of cut, and feed rate. The experiments were designed using the Taguchi methodology. First, a Taguchi analysis was conducted to identify the parameter combination for the least values of the maximum and average milling temperatures. Second, an analysis of variance (ANOVA) and regression analysis were conducted to evaluate the interaction of the parameters (spindle speed, depth of cut, and feed rate) with the maximum and average CNC milling temperatures. The findings of the study could be adopted for the primary selection of machining parameters during the CNC milling of the material for low machining temperatures. The study could also be used as a reference for further studies conducted on the material, especially the evaluation of the impacts of CNC machining parameters on other material properties such as delamination and development of residual stresses.
Methodology
Material and sample preparation
The material under investigation was the medical-grade PMMA. The material samples were obtained from used optical lenses and characterized depending on size and thickness. The work pieces were then cleaned to remove any dirt and fingerprint marks. The work pieces with approximately equal measurements were identified and labeled following the experimental combinations obtained in the design. The average material hardness was investigated using the Shore D durometer. The Shore D hardness value was obtained as 79.1. The work pieces also had an average transmission (transparency) of 89.2%.
Experimental design
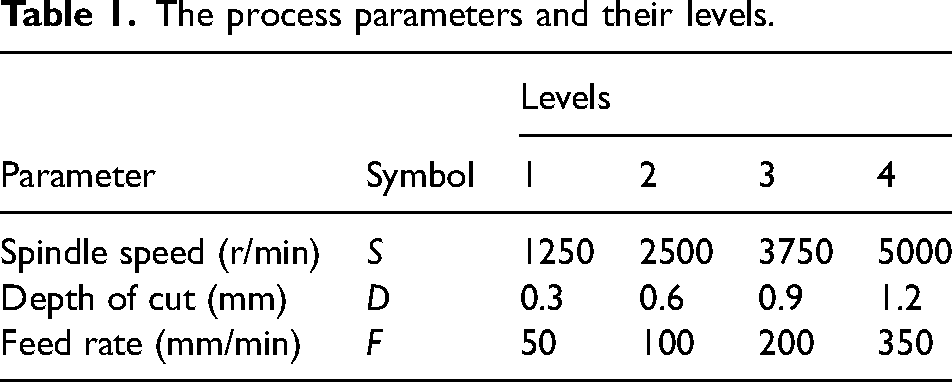
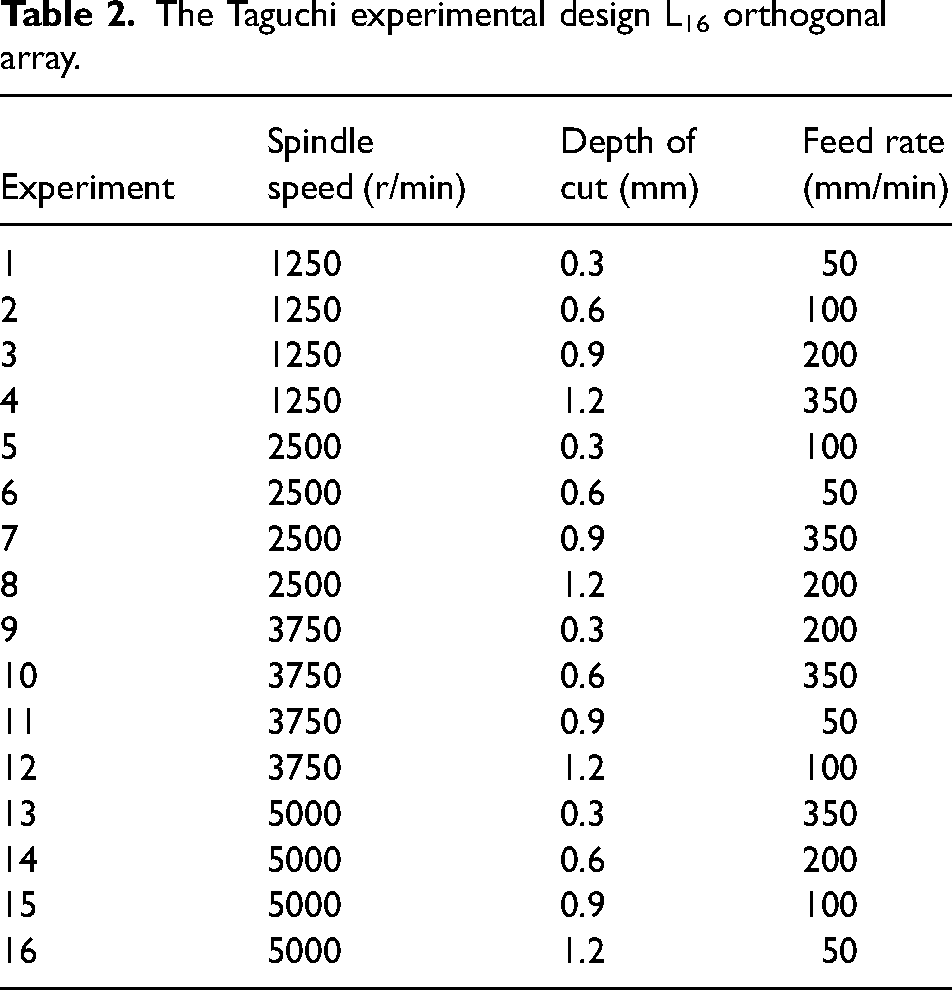
The experiments were designed using the Taguchi methodology. The milling parameters, which were identified as the most significant to the quality of CNC machined products, were the cutting speed, the depth of cut, and the feed rate. Four levels for each factor were adopted based on the experimental trials conducted on preliminary workpiece samples. These parameter levels are presented in Table 1. From the experimental design, 16 experimental combinations were obtained, as illustrated in Table 2. These combinations were adopted in conducting the CNC milling of medical-grade PMMA samples.
The process parameters and their levels.
The Taguchi experimental design L16 orthogonal array.
The 16 experiments were conducted in the Benchmill 6000 CNC machine equipped with a 3 mm diameter HSS end mill tool. Due to the sensitive nature of the medical-grade PMMA samples, a special adjustable jig and several fixtures were developed for work-holding. The milled samples labeled according to the experiment number are shown in Figure 1(a). The jig and fixture setup are depicted in Figure 1(b).
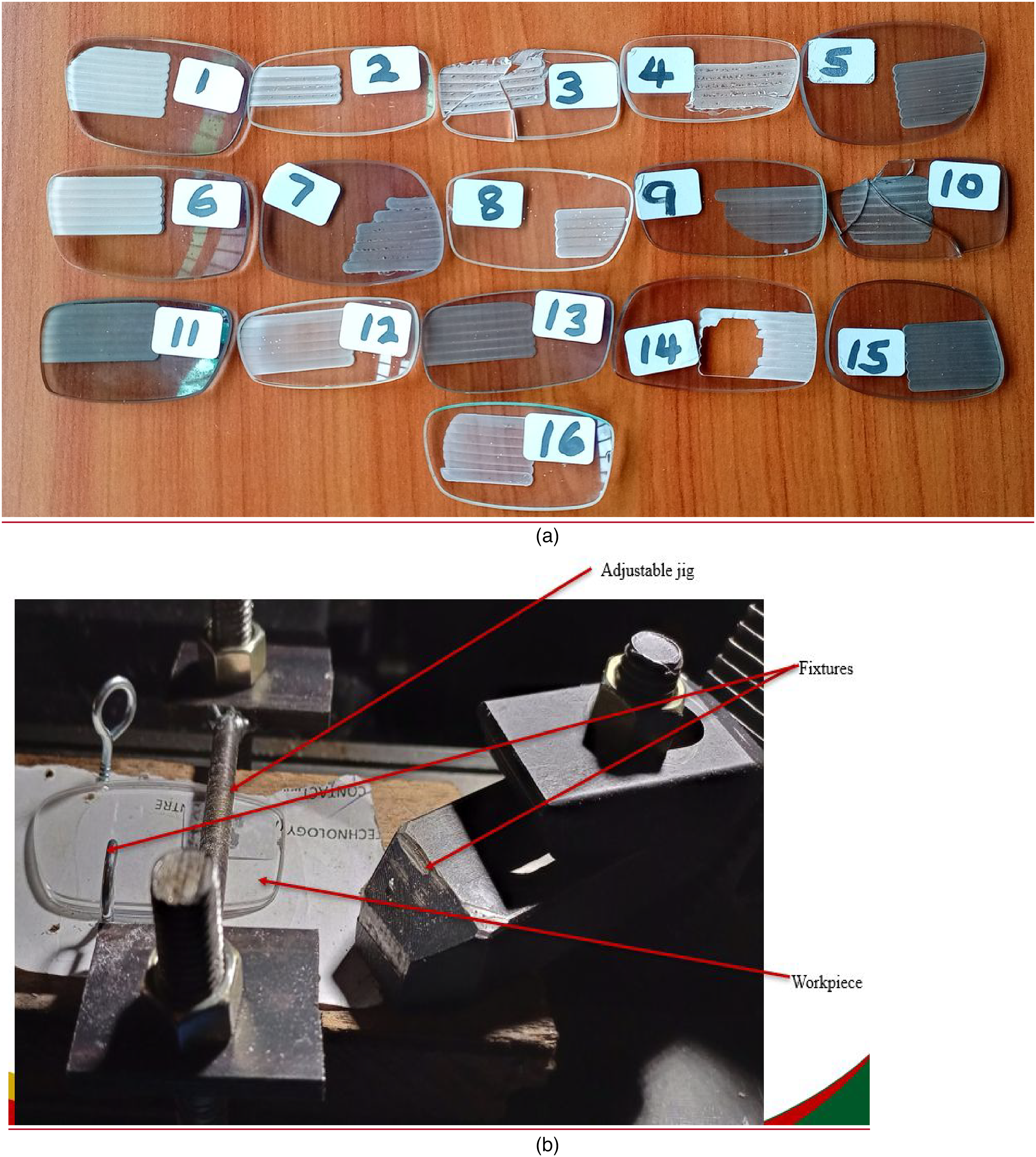
(a) Poly(methyl methacrylate) (PMMA) milled samples. (b) Work holding set-up.
Temperature characterization
In this study, the measurement of temperature during the milling processes was achieved using a FLIR-E63900 Infrared Thermometer with a sensitivity of 0.1 °C. The equipment was calibrated on the emissivity coefficient, which is among the most significant determinants of the accuracy and precision of the device. 13
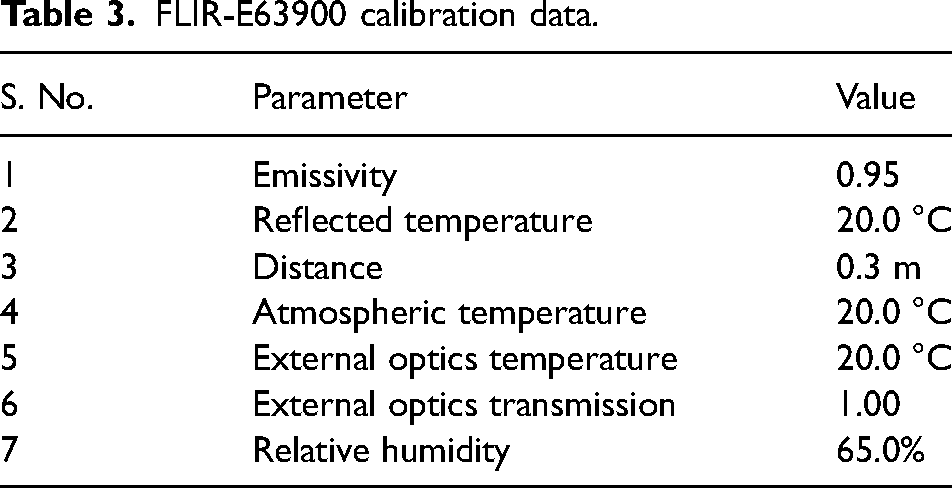
The emissivity coefficient of the medical-grade PMMA was adopted as 0.95. 14 The equipment was fixed at a distance of approximately 0.3 m from the milling bench and focused on the workpiece, as shown in Figure 2. The equipment was also calibrated on the reflected temperature, the atmospheric temperature, the external optics temperature, the external optics transmission, and the relative humidity, as shown in Table 3. During each pass, thermal images were taken covering the tool–workpiece interface and stored in the device. The thermal images obtained were analyzed using the FLIR Tools software supplied by the manufacturer. From the software, the temperature at the tool–workpiece interface point could be obtained, and the chips’ temperature. In this study, three thermal images were taken for each experiment. First, using the software, temperatures were obtained from the tool–workpiece interface. This gave out three temperature readings for each experiment. Next, the maximum temperature was selected from the three temperature readings. Finally, the average temperature was obtained from the summation of the three temperature readings for each experiment. These values are recorded in Supplemental Table 4.
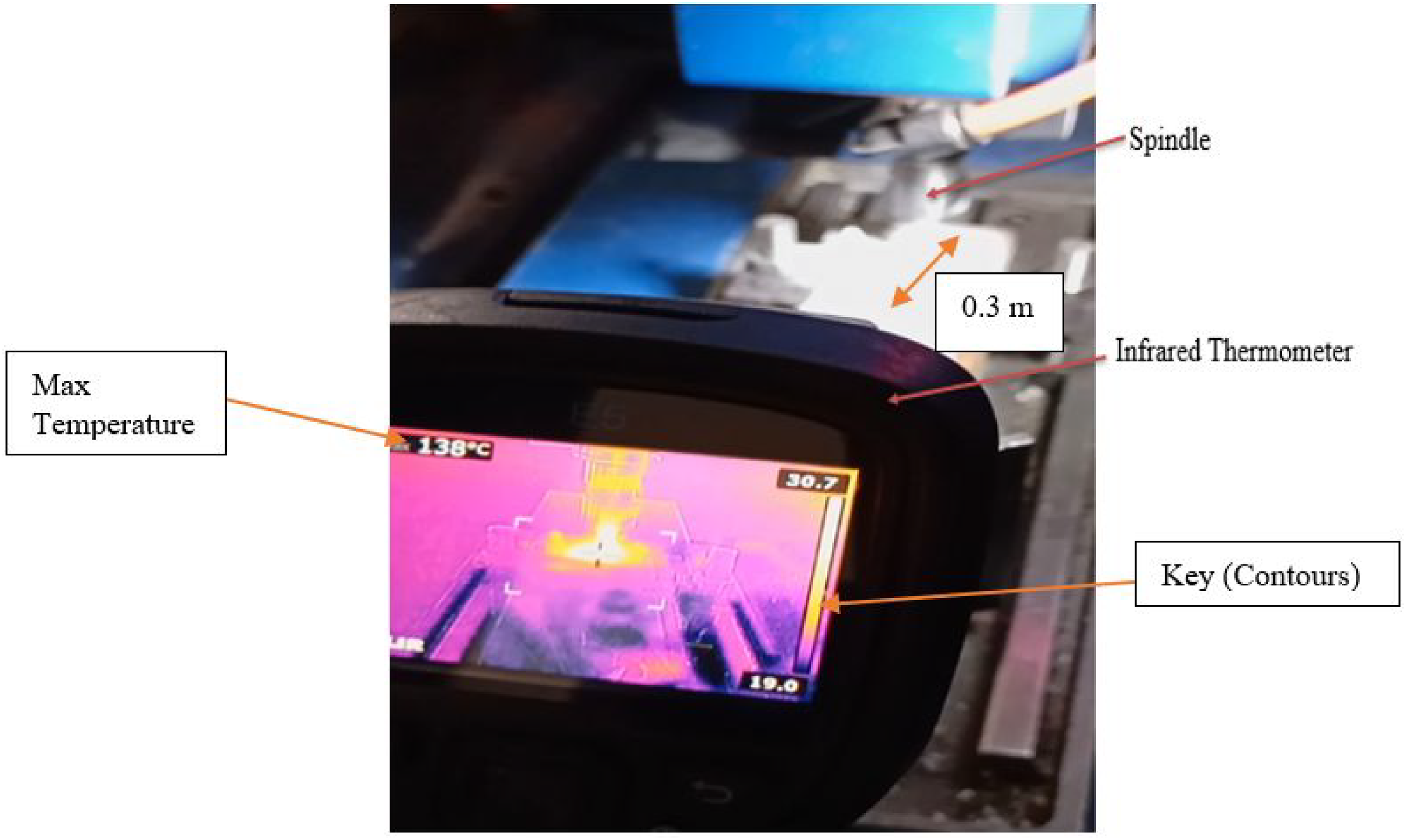
Temperature measurement set-up.
FLIR-E63900 calibration data.
Results and discussion
Results presentation
Thermal images received displayed the regions of maximum temperature and the distribution of temperatures around the tool–workpiece interface in the form of thermal contours. A typical thermal image obtained in this study is presented in Figure 3. From the figure, the thermal contours displayed could be interpreted using the contours’ key placed on the right of the image. The contours depicted the regions of maximum temperature (tool–workpiece interface), which could be identified from the coloration in the highest point of the contours’ key. The regions exhibiting approximately room temperature were identified with the coloration in the lowest point of the key.
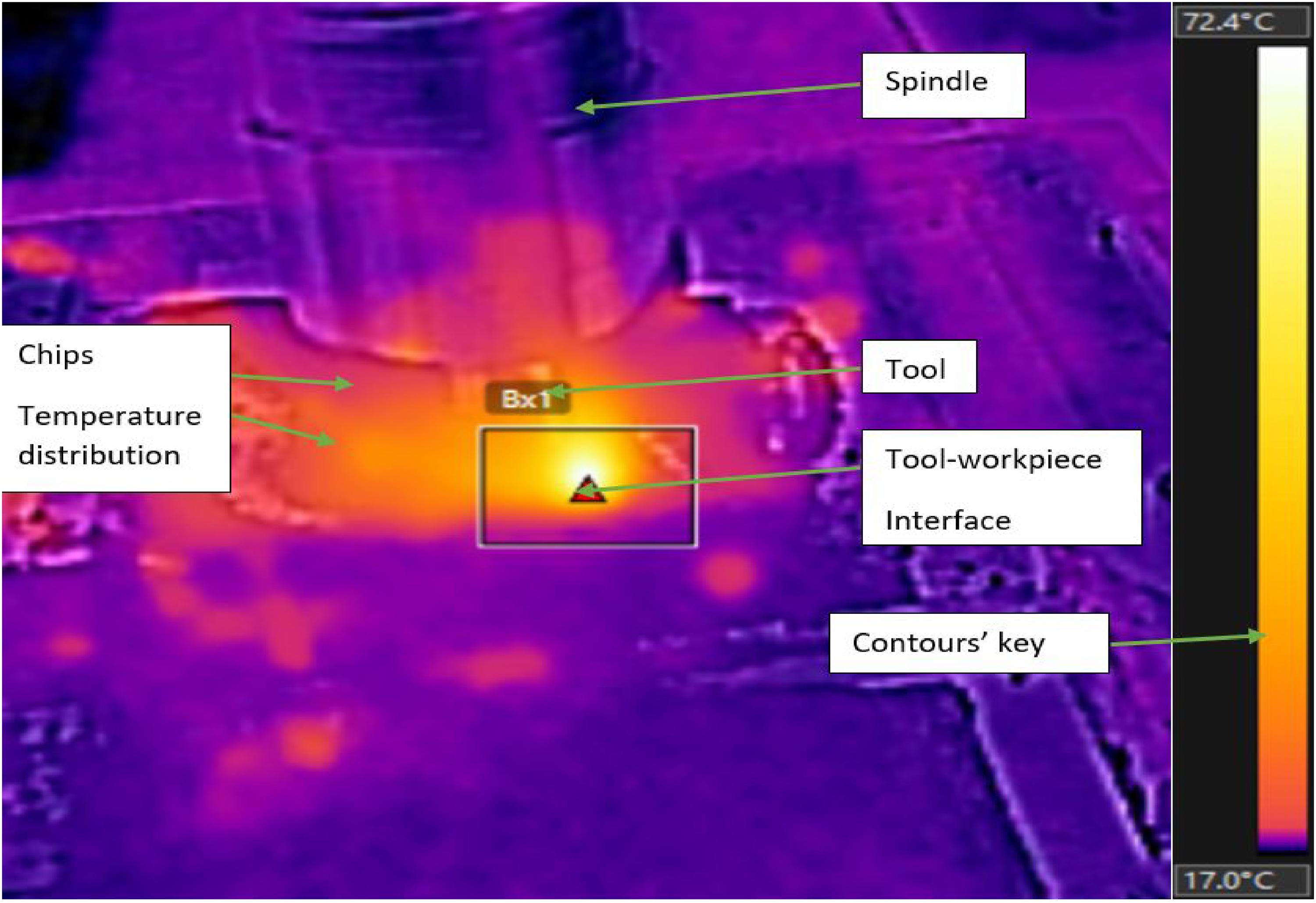
An example of a thermal image obtained.
Interaction of parameters
The interaction of parameters for the milling of medical-grade PMMA was investigated using the Taguchi methodology. The method allows the analysis of a set of data depending on the primary goal. This study aimed to identify the combination of parameters giving out the minor maximum and average temperature. The Taguchi analysis involved the generation of the signal-to-noise ratios (S/NRs) for the maximum and average temperatures. The “smaller is better” method was adopted, and the S/NRs were computed from equation (1):
15

The response table for the S/NR showed the dominant parameters for the maximum and average temperatures. The largest S/NR showed the best combination of parameters.10,11 For the maximum and average milling temperatures, the combination producing the least temperature values was a spindle speed of 1250 r/min, a depth of cut of 0.3 mm, and a feed rate of 350 mm/min. These parameter values were the best to generate the lowest temperatures during the CNC milling of the medical-grade PMMA from used optical lenses.
The ranking and delta indicate the dominance of the parameters to the response and as shown in Table 6, the spindle speed was the most dominant (has the highest delta and rank 1), followed by the feed rate (rank 2), and lastly, the depth of cut (rank 3). The spindle speed depicted a decreasing impact on the maximum milling temperature of medical-grade PMMA, as shown in Figure 4(a) and (b). The feed rate showed an increasing trend with the maximum and average temperatures. The depth of cut did not exhibit any trend with the responses.
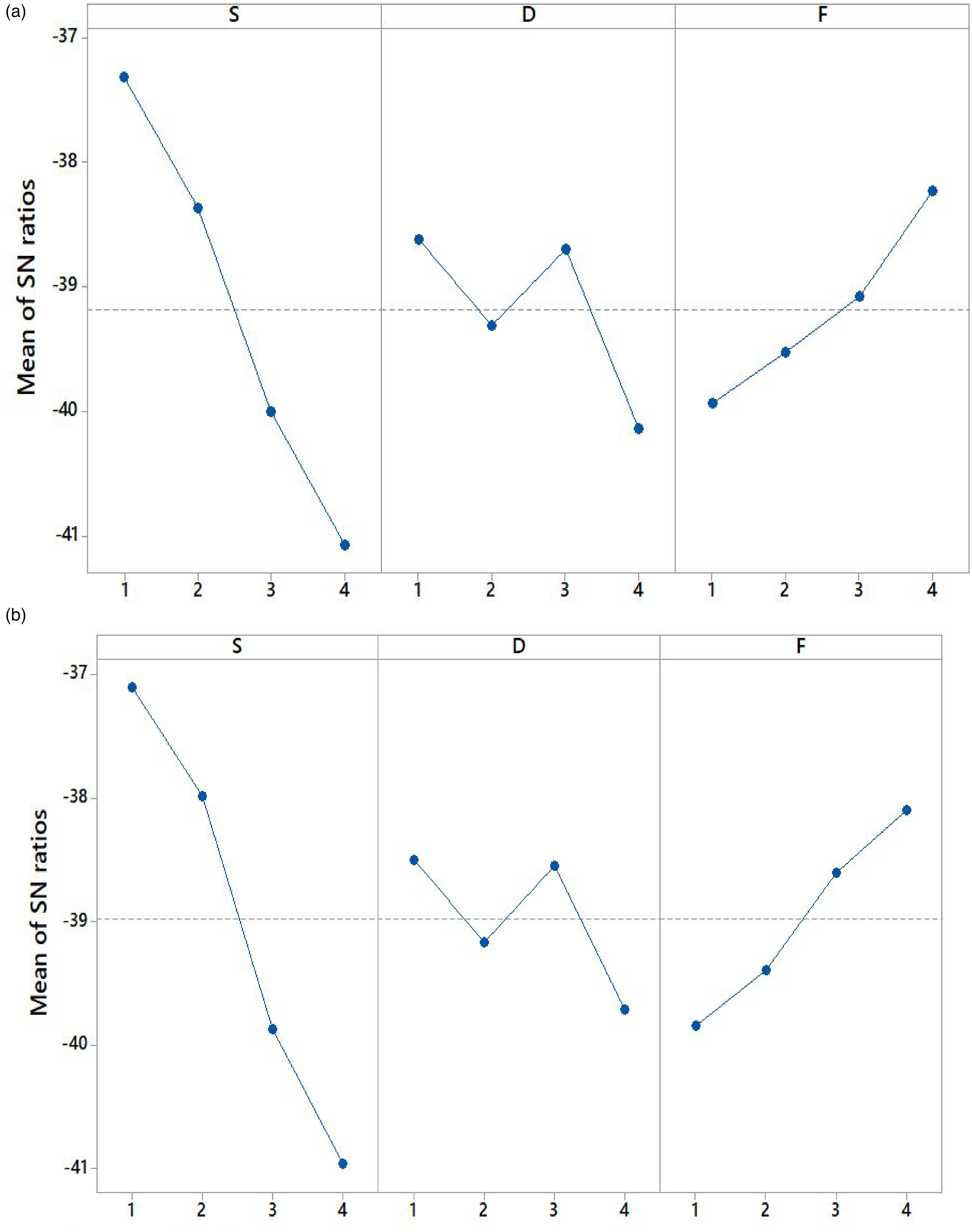
(a) Main effect plots for signal-to-noise ratio (S/NR) of maximum temperature. (b). Main effect plots for S/NR of average temperature.
A low spindle speed coupled with the highest feed rate reduced the milling time. Low milling times and high feed rates increased the rate of chip removal, which facilitated heat dissipation and hence low milling temperatures. 16 A low feed rate reduced the tool–workpiece friction, which reduced heat generation. 17 Further, an increase in spindle speed led to increased cutting forces, increasing the energy required to remove the workpiece material, hence high milling temperatures. Consequently, the increase in power consumed was also linked to a higher depth of cut, which meant that for low-temperature generation, a small depth of cut is desirable. 18
One-way ANOVA
A one-way ANOVA was also conducted to investigate the impacts of each parameter on the maximum and average temperatures. The analysis adopted a confidence interval of 0.95 and was used to generate the interval plots. For the interaction between the spindle speed and maximum temperature and the spindle speed and average temperature, the p-values obtained from the ANOVA were 0.016 and 0.014, respectively. These values were less than the significance level of 0.05. This depicted that the spindle speed has a significant impact on these temperature values. The interval plots for the maximum and average temperatures displayed in Figure 5(a) and (b), respectively, show an increasing trend in the temperature values as the spindle speed increased from 1250 to 5000 r/min. This trend could be attributed to the increase in cutting forces and friction forces. The increased spindle speed also increased the strain rate in the primary and secondary deformation zones, hence contributing to a higher generation of heat. 19
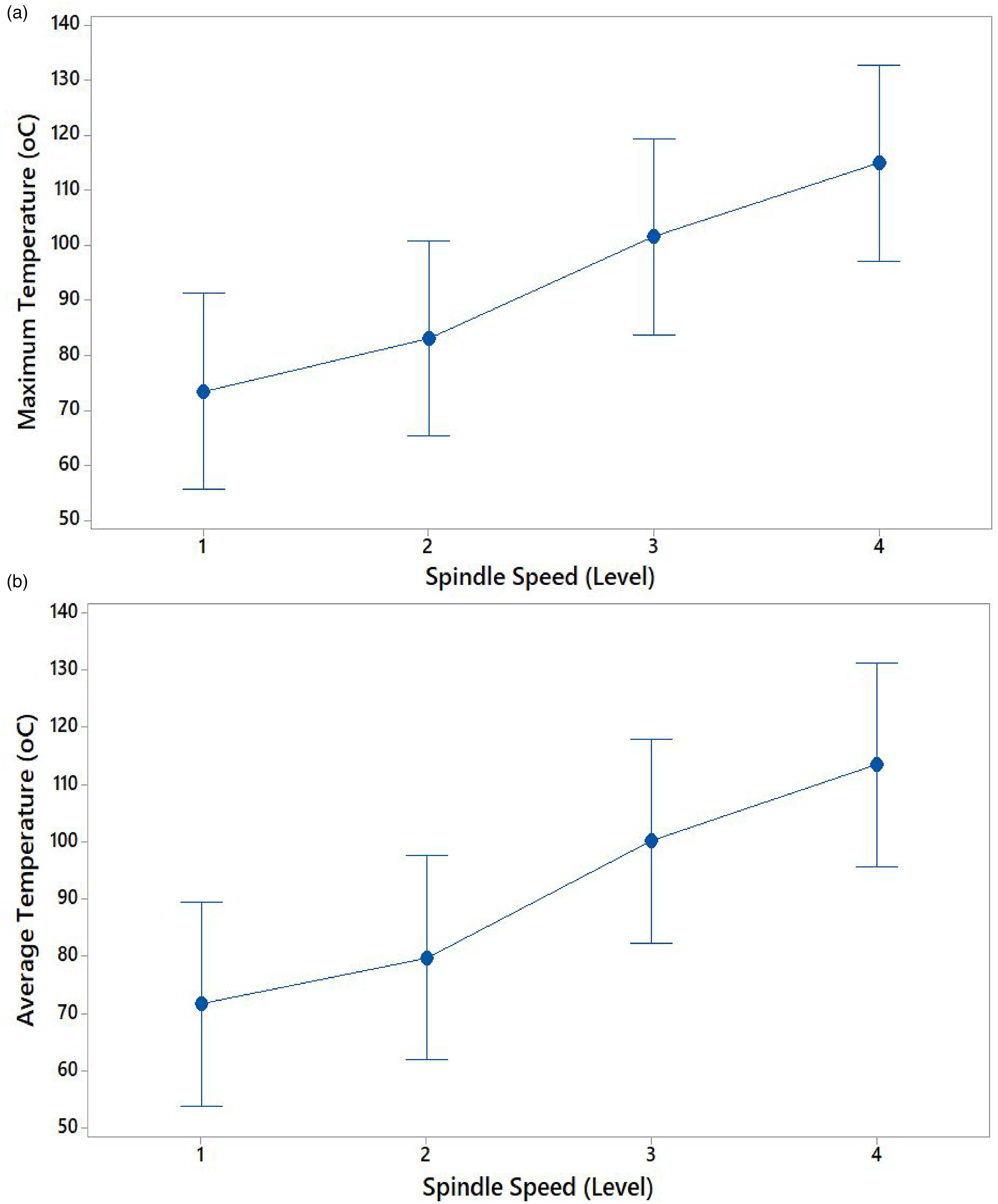
(a) Interval plot of maximum temperature versus spindle speed (pooled standard deviation of 16.34). (b) Interval plot of average temperature versus spindle speed (pooled standard deviation of 16.34).
Consequently, the ANOVA for the depth of cut produced p-values of 0.569 and 0.700 for the maximum and average temperatures, respectively. This signified that the depth of cut was insignificant to the CNC machining temperature. The interval plots also confirmed this in Figure 6(a) and (b), which showed an alternating trend for the temperatures as the depth of cut increased from 0.3 to 1.2 mm.
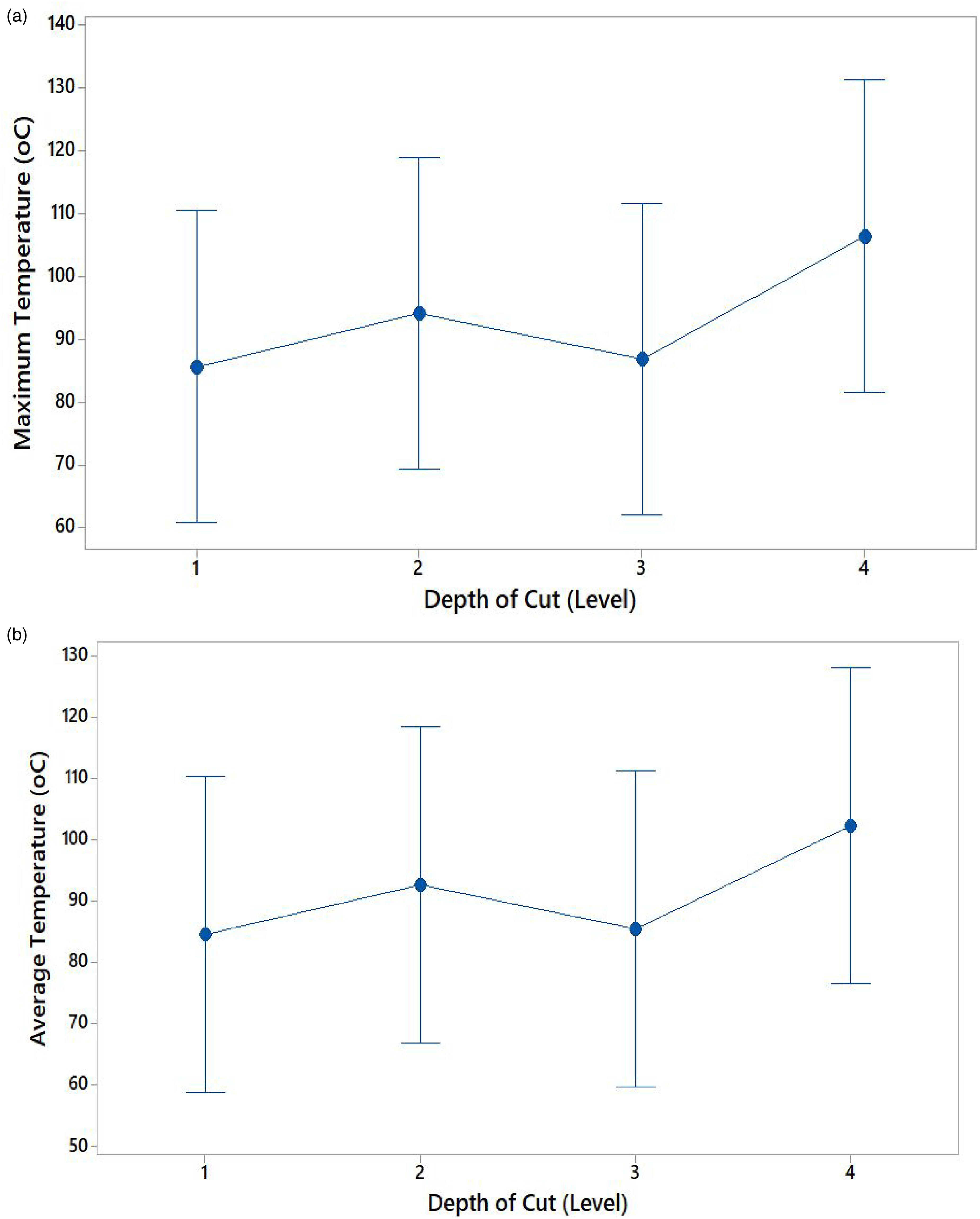
(a) Interval plot of maximum temperature versus depth of cut (pooled standard deviation of 22.82). (b) Interval plot of average temperature versus depth of cut (pooled standard deviation of 23.69).
However, increasing the depth of cut from 0.3 to 0.6 mm, and from 0.9 to 1.2 mm increased the maximum and average milling temperatures. This could be attributed to an increase in the friction generated between the tool and the workpiece, resulting from an increase in the tool–workpiece contact area. 20 The occurrence of a reduction in temperatures during the cutting depth level of 0.9 mm could be attributed to the change in workpiece behavior as the temperature approached the glass transition temperature. Further, an increase in the depth of cut led to the increase in cutting forces, which are key sources of friction and hence higher milling temperatures, as observed in this study. 21
Lastly, an ANOVA for the feed rate produced p-values of 0.665 and 0.645 for the maximum and average temperatures, respectively. This depicted that the feed rate was insignificant toward the generation of the temperatures during the CNC milling of medical-grade PMMA. However, interval plots in Figure 7(a) and (b) displayed a reducing impact of the feed rate on the maximum and average temperatures. The temperature values decreased as the feed rate increased from 50 to 350 mm/min. At low feed rates, the contact time between the tool and the workpiece is increased. This increases the friction between the contact edge and the workpiece. The high friction leads to increased tool wear and heat generation.21,22 This also limits the rate of heat dissipation. Higher feed rates increase the rate of heat dissipation through chip removal and environmental heat exchange between the tool and the workpiece. This leads to reduced milling temperatures.
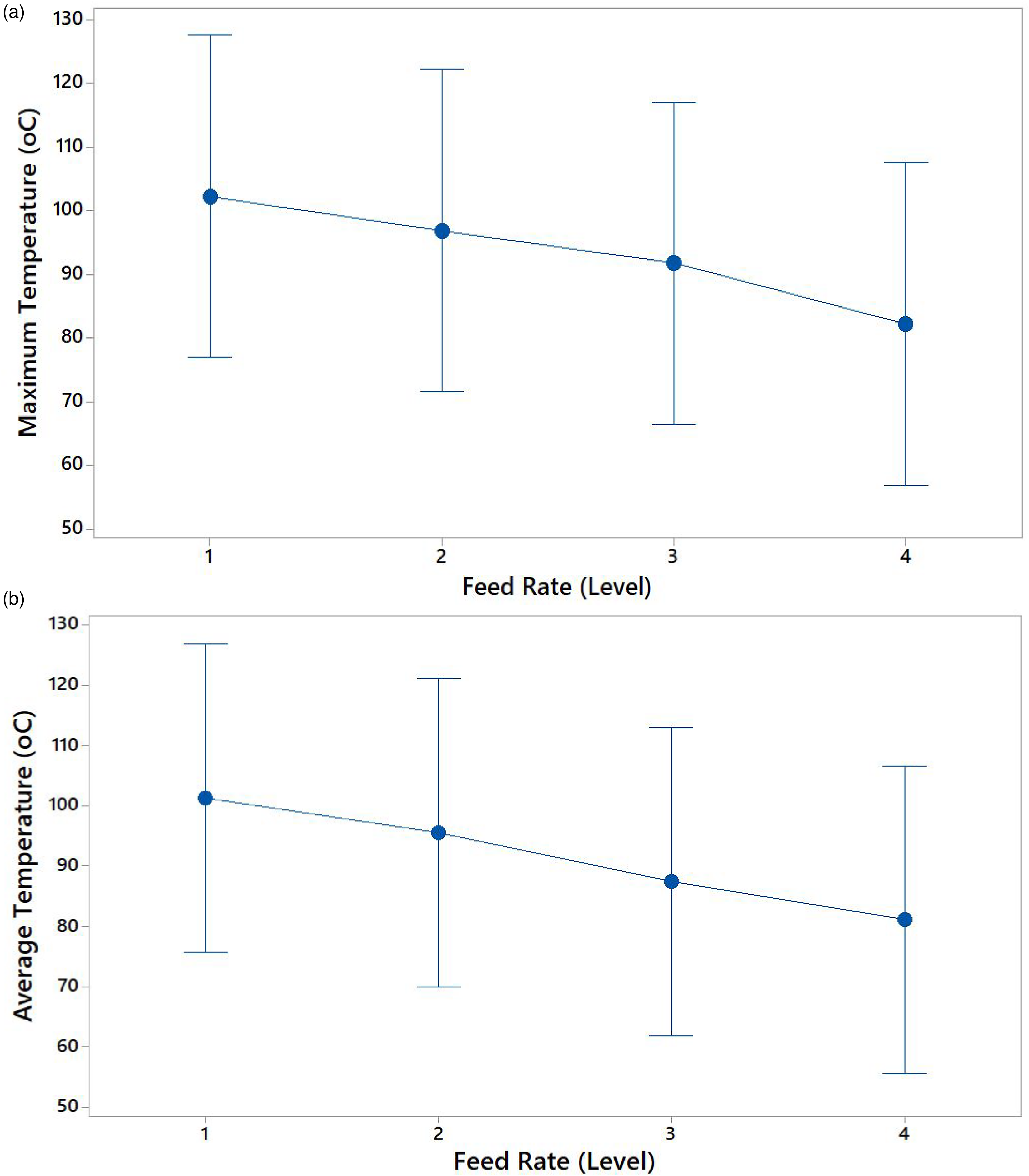
(a) Interval plot of maximum temperature versus feed rate (pooled standard deviation of 23.22). 7(b) Interval plot of average temperature versus feed rate (pooled standard deviation of 23.46).
A further relationship between the spindle speed and feed rate and temperatures was represented using contour plots to display the interaction between the maximum and average temperatures and these two milling parameters. From Supplemental Figure 8(a) and (b), the maximum and average temperatures increased with the spindle speed and reduced with the increasing feed rate. The contour plots also depict that for a feed rate of approximately 275 mm/min, the spindle speed can be increased up to approximately 3750 rpm without a significant increase in maximum and average milling temperatures.
For the maximum temperature, and for a feed rate of 150 mm/min, the spindle speed can be increased up to about 2250 r/min without increasing the temperature. On the other hand, for the average temperature and a feed rate of 150 mm/min, the spindle speed could be increased up to approximately 2550 r/min without any significant increase in the milling temperature. This depicts that for the region of both maximum and average temperature <80 °C, the spindle speed and feed rates can be increased up to approximately 2000 rpm and 150 mm/min, respectively. The contour plots can be adopted in predicting the CNC milling temperatures of medical-grade PMMA to ensure that they remain within the glass transition temperatures of between 105 °C and 107 °C. 23
Regression modeling and prediction
Regression analyses were conducted for the two temperature sets (dependent variables) to establish their relationship with the parameters (independent variables).
24
Two linear regression models for the maximum and average milling temperatures were developed, as shown in equations (2) and (3):

Conclusions
In this study, the influence of spindle speed, depth of cut, and feed rate on temperature during CNC milling of medical-grade PMMA obtained from used optical lenses was reported. The following conclusions can be drawn from the analysis.
For the least values of the maximum and average temperatures, the milling parameters obtained were a cutting speed of 1250 r/min, a depth of cut of 0.3 mm, and a feed rate of 350 mm/min. The spindle speed is the most dominant parameter toward the maximum and average milling temperatures, followed by the feed rate, and lastly, the depth of cut. The maximum and average milling temperatures increase with an increase in spindle speed. This could be attributed to the generation of cutting and frictional forces during the machining process. However, the temperature values decrease with an increase in the feed rate resulting from the increased chip removal which boosts heat dissipation to the surroundings. The variation of the temperature values and the depth of cut exhibited an alternating trend. For a feed rate of approximately 275 mm/min, the spindle speed can be increased up to approximately 3750 r/min without a significant increase in the maximum and average milling temperatures. The maximum and average milling temperatures can be predicted using linear regression models. These models can be used as references during the primary selection of CNC milling parameters for medical-grade PMMA.
Lastly, the authors wish to recommend further studies on the interaction of cutting point temperatures with other parameter levels, as well as other responses such as surface roughness and changes in mechanical/physical properties of the material.
Supplemental Material
sj-docx-1-pie-10.1177_09544089221110747 - Supplemental material for Temperature analysis in Computer Numerical Control milling of medical-grade poly(methyl methacrylate)
Supplemental material, sj-docx-1-pie-10.1177_09544089221110747 for Temperature analysis in Computer Numerical Control milling of medical-grade poly(methyl methacrylate) by Job M Wambua, Fredrick M Mwema, Tien-Chien Jen, Esther T Akinlabi and Stephen A Akinlabi in Proceedings of the Institution of Mechanical Engineers, Part E: Journal of Process Mechanical Engineering
Footnotes
Acknowledgements
The authors would like to acknowledge the Dedan Kimathi University of Technology (DeKUT) for the support in terms of finances and equipment for research.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work received financial support from the Dedan Kimathi University of Technology (DeKUT).
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.