
Abstract
With the increased use of adhesives in industrial applications, there is a need to consider not only strength and stiffness, but also how bonded joints will perform in the long term. In aerospace and automotive applications, this means at least 10 years. In buildings and civil engineering structures, much greater timescales are needed. All classes of bond are important whether they be structural or for ‘less important’ applications such as trim, sound deadening. Vehicles which become ‘shabby’ with trim beginning to detach may not lead to warranty claims, but can easily cause loss of reputation. The objective of this paper is to illustrate some of the traps into which a designer might fall and how to avoid them. For a given configuration and expected set of loads, this involves correct choice of the adhesive, specification of the surfaces and some means of checking consistency of the adhesives on delivery to the client, together with the processes used in production.
Introduction
In adhesive bonding, it is necessary to consider several design and production aspects if a successful joint is to be made. The designer will work down from an initial concept of a structure or component and seek how to create a simple or complex endpiece, depending on its function. Often, prior knowledge or functionality constraints will guide towards the final design. Inevitably, there will be some aspect of joining involved, especially if the structure is composed of different materials. Joining might be by welding, bolting, riveting and so on, but increasing use is being made of adhesive bonding.
At this point, it is important to differentiate between Quality Assurance (QA) and Quality Control (QC). Quality Control is product oriented and is a subset of QA, which is a major part of the whole Quality System. QC is based on direct measurements of such parameters as strength and stiffness and may be destructive or nondestructive. A useful definition of QA is that it includes all the activities within the quality system such that this provides confidence that a product or service will satisfy all requirements for quality. QA encompasses all aspects of testing, but also provides confidence to customers and regulators. In other words, it makes sure you are doing the right things, the right way. QA asks additional questions
Can we trust our suppliers?
Can we trust our own systems?
Can we trust our own workforce?
What happens if we get it wrong?
Do we have a team trying to think the unthinkable?
The objective of this paper is to illustrate the various tests which might/should be used and to show how these are insufficient in the wider context.
QA is industry, product and component specific. A manufacturer of safety matches will not test each one but will test some at appropriate intervals. However, an aircraft manufacturer will need a much more rigorous programme of testing. The automotive industry lies between these two extremes and, because the product range is very wide, say from a Lamborghini to a mass-produced cheap car, so the testing regimes will also vary during production. On the other hand, the design and development of a mass-produced car must be carefully conceived and implemented if mass produced mistakes are to be avoided. Also, there are regulatory minima which must be satisfied such as for pollution control and crash worthiness.
Quality control
At a conference in Paris on composite materials many years ago, there was a round table discussion on nondestructive testing of composites and adhesively bonded joints. One of the comments made by Rob Schliekelmann of Fokker Aircraft was ‘When I have made a joint, I can tell if it is bad, but I cannot say if it is good’.
The lesson from this is to develop a successful manufacturing process and keep to it very carefully
He might have added that you must avoid, where possible, stringent and narrow processes, where small deviations can affect the joint quality.
Testing then divides into destructive and nondestructive tests, each category having its place in product development and in-service. Both categories are well documented in the open literature, so they will not be exhaustively described here.
Destructive testing
Destructive testing is carried out during research, development and during production. Sometimes, whole structures are loaded to destruction, such as in crash testing cars. However, destructive testing is usually carried out on laboratory samples. There is a variety of national and international standards such as ASTM, ISO, EN, DIN, NF, etc which describe the test procedures. A very brief indication of some commonly used tests is given in Table 1, and these are shown schematically in Figure 1; a more extensive list of tests and the corresponding international standards is given in the Appendix of Adams et al. 1 The objective of these tests is to reveal the quality of the interface between the adherend surface and the adhesive, and the quality of the cured adhesive layer. Care must be taken to ensure that the chosen test(s) relate to what it is the designer is trying to ascertain, and to understand the science behind the standard tests. A common fault is to use unsuitable adherends just because these are used in the production component. If the adherends yield, this will be the most likely cause of joint failure. And if fibre reinforced composites are used as the adherends, failure is often due to transverse (interlaminar) tensile failure of the composite.
Some commonly used destructive tests.
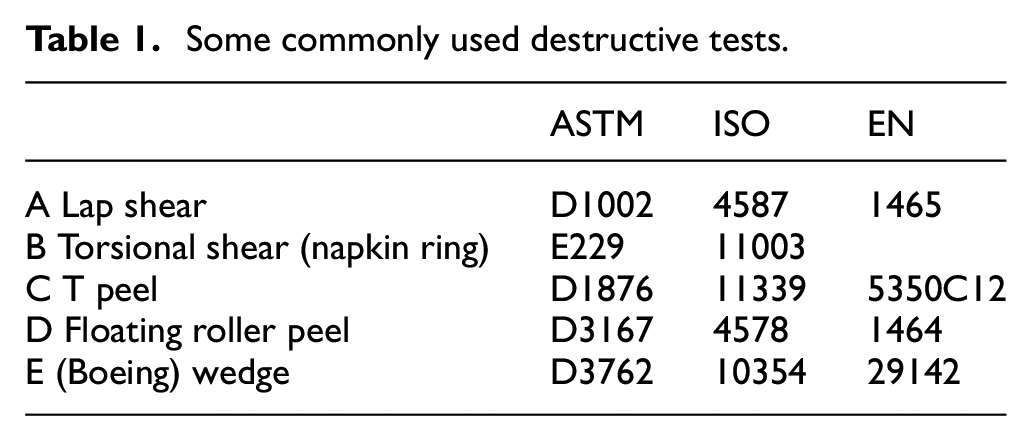
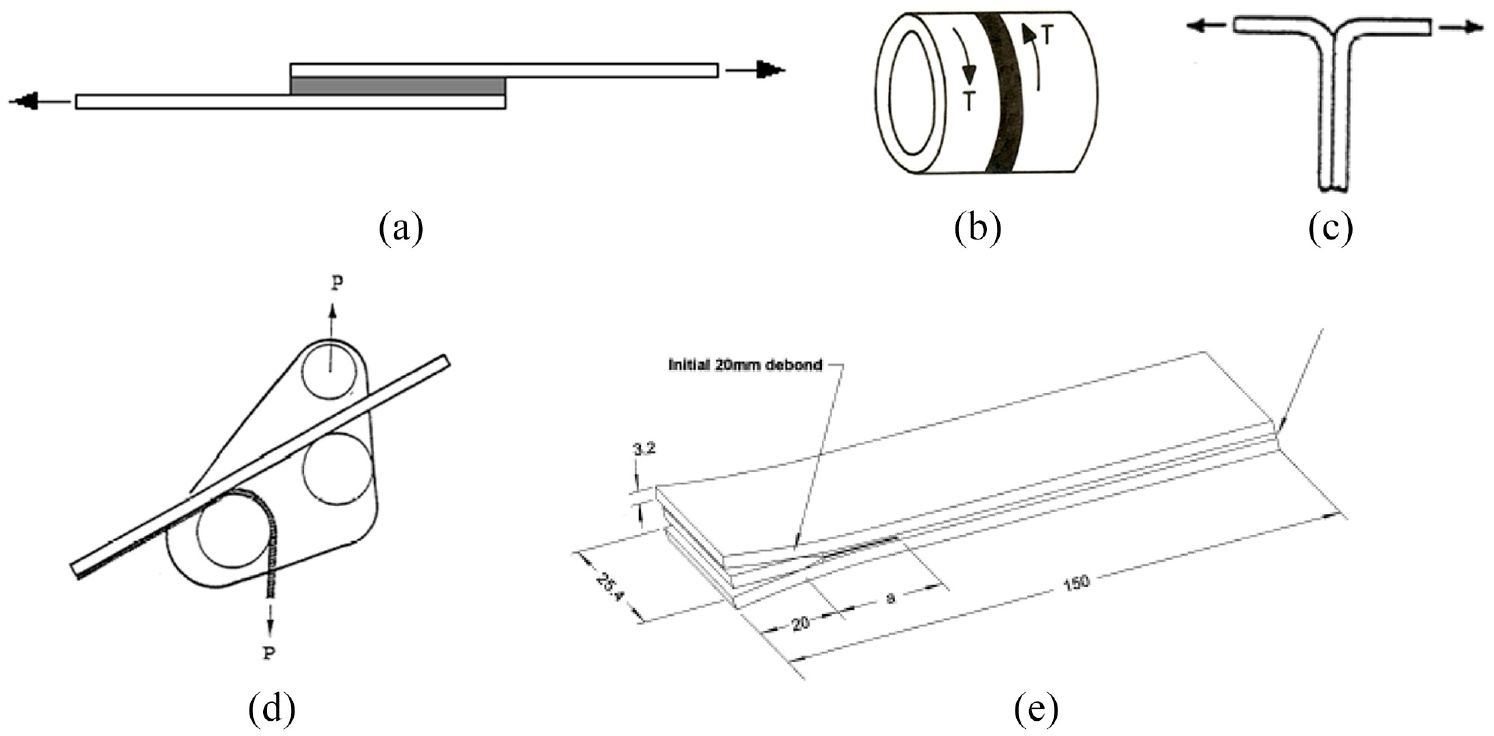
Some commonly used destructive tests for adhesively bonded joints: (a) lap shear, (b) napkin ring, (c) T peel, (d) floating roller and (e) (Boeing) wedge test.
While the single lap joint is easy to make and test, most realise that there are shear (and other) stress concentrations at the joint ends. Since these stress concentrations will be unknown to readers who do not design adhesive joints, a brief exposition is given below. Anyone who needs to find out more should start with Adams et al. 1 The first analysis of stress concentrations in the single lap shear joint shown as a in Figure 1, was given by Volkersen. 2 By using a shear lag analysis, he showed that the shear stresses peaked at the joint ends as shown in Figure 2. The next major advance was by Goland and Reissner 3 who realised that because the joint rotates under load, transverse (peel) tensile stresses are set up in the adhesive as shown in Figure 3. Both analyses have their weaknesses and are difficult to solve analytically. Fortunately, modern computers and the finite element technique enable much more realistic analyses to be carried out in which non-linear (elasto-plastic) mechanical properties can be incorporated.4,5 FE can also accommodate three-dimensional effects caused by Poisson’s ratio and anticlastic curvature as shown in Figure 4. Unfortunately, FE also shows singularities at discontinuities as shown in Figure 5. While adhesive plasticity limits the stresses, strains get no such dispensation. Since strength predictions need some form of failure criterion, the subject takes another turn of complexity. While academics pursue increasingly ornate avenues of analysis, observation backed by FE has shown that lap-shear strength can be estimated surprisingly accurately on the back of the proverbial cigarette packet. 5
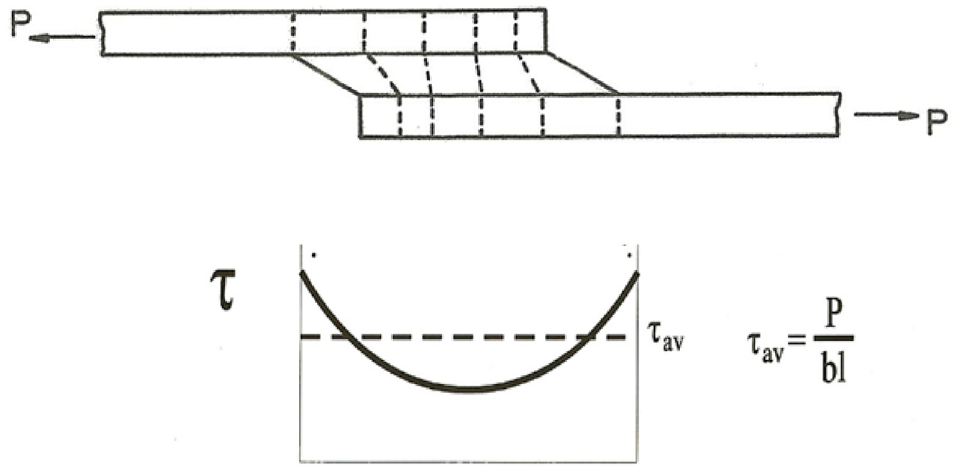
Shear stresses according to Volkersen’s shear lag analysis.
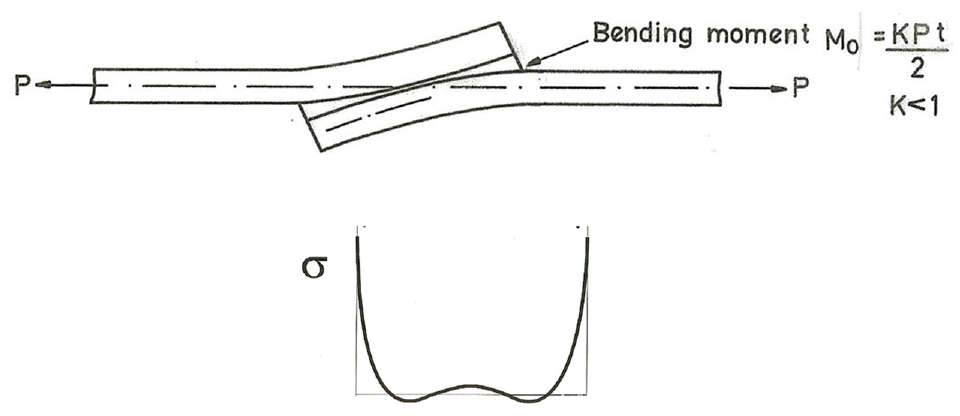
Transverse (peel) tensile stresses due to rotation of the lap joint under load.
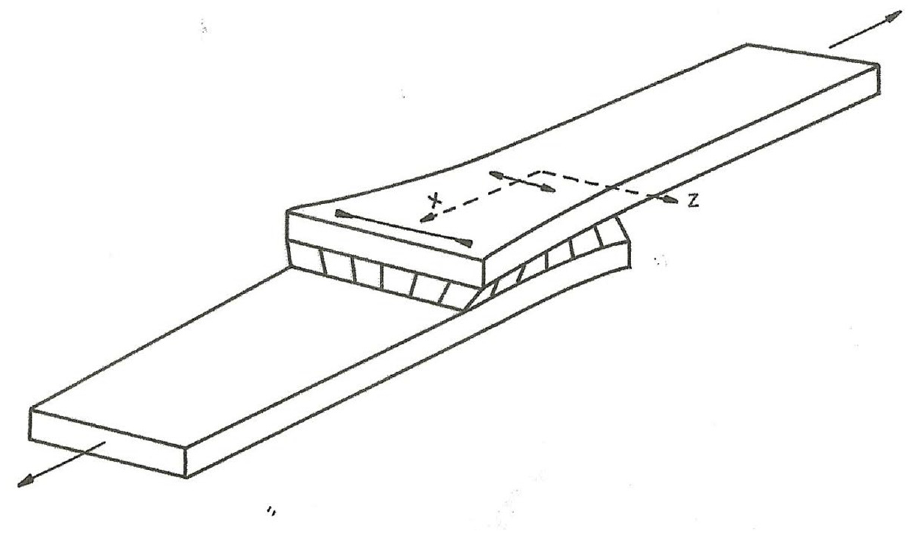
Three-dimensional deformations of a loaded lap shear joint.
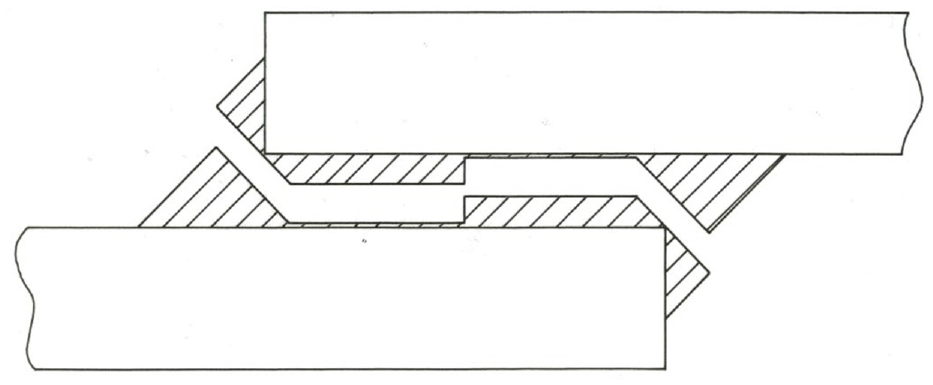
Typical fracture mode of lap shear joint showing possible singularities.
Apart from the napkin ring test for torsional shear, none of the other tests shown in Table 1 and Figure 1 give values which can be used for design (stress analysis). Because of unknown stress concentrations caused by test geometry and adherend properties, tests a, c, d and e do not give stress-strain data, although they can be used to provide numbers which relate to joint performance.
The Boeing wedge test consists of two strips of aluminium, bonded together and split apart by a wedge as shown at e in Figure 1. This test was designed to examine the durability of surface treatments of a high-strength aluminium alloy bonded with high-strength adhesives. The dimensions of the test were chosen so that the aluminium did not yield as the wedge was inserted. If a ductile adhesive is used, the tensile strain at the crack tip is such that premature failure will occur before the test piece is put into the environmental chamber. Unfortunately, it is not uncommon to vary the material and dimensions of the test specimen and to forget about the science. Before using this test, it is recommended to read the paper by Marceau et al. 6
Designers will want to know the mechanical properties of the proposed or chosen adhesive. Normally, this will be the tensile and/or shear properties which are easily measurable with metals using well-proven standard tests. However, it is not so easy to produce bulk specimens of adhesives owing to chemical reactions during the cure stage. These reactions are exothermic and release heat so that a thick sample, say 10 mm thick, can get hot. The increase in temperature causes the reaction to go faster which changes the cure process. When cured, the specimen is hot 7 ; as it cools, it shrinks and develops internal stresses, depending on how it is contained. As an example, when a two-component (resin plus hardener) so-called cold curing epoxy adhesive was cured at room temperature in a 15 mm diameter glass test tube, its temperature rose to over 150C. When the adhesive cooled, it fractured the tube. When the same adhesive was cured at 30 mm deep in a 30 mm diameter by 2.5 mm thick sauce bottle, the cooling adhesive, after the cure process had finished, caused the glass bottle to fracture due to the thermal stresses as shown in Figure 6. Provided care is taken, bulk samples can be produced of one- part and two-part adhesives. A good method is to use that specified by the French standard NF T 76-142. 8
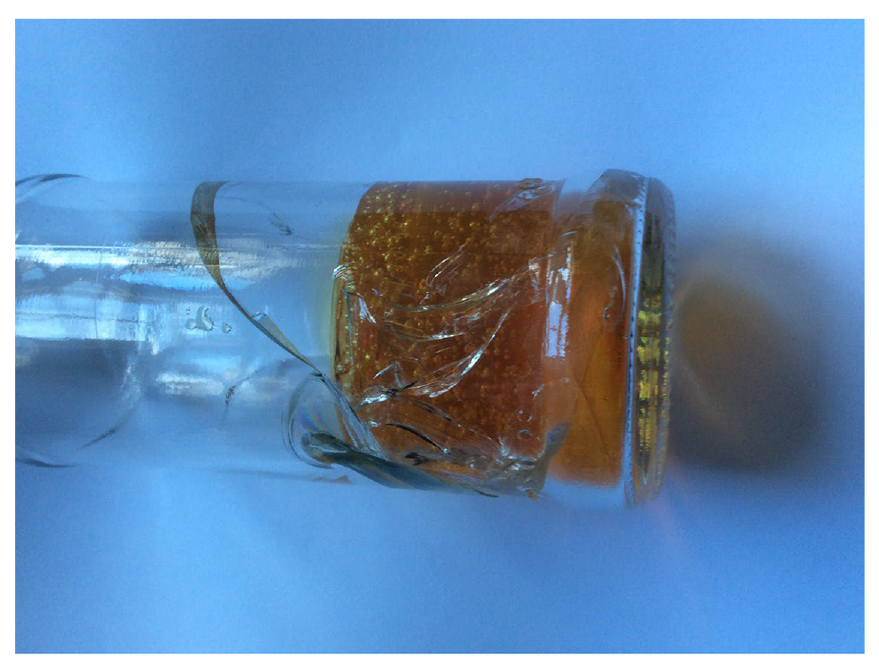
Glass bottle fractured by exothermic reaction in a ‘cold curing’ two part epoxy resin.
The question then arises as to whether the final cure state is the same as that achieved when the adhesive is cured as a thin film between two metal sheets. Gillam 9 used an impregnated braid in a torsion pendulum to measure the glass transition point and dynamic characteristics of a curing epoxy. He showed that the properties, particularly in the ‘finally cured’ state depended on the temperature/time steps to which the specimen was subjected to in order to reach ‘final cure’.
Nondestructive testing
Nondestructive inspection has been used for many years to detect cracks and flaws in metallic components. A wide range of tests is available 10 as listed below;
Ultrasonics 1–10 MHz
Sonics 1–30 kHz
Fokker bond tester
Acoustic (tapping)
X-rays
Thermal
Optical holography
Visual
Two other tests, Acoustic Emission and Dynamic Mechanical/Thermal Analysis (for the glass transition point, Tg) are not strictly nondestructive. Acoustic Emission requires the application of stresses and strains which cause damage, while DMTA is used both with cured and curing samples.
It is tempting to use one or more of these tests to determine the integrity of adhesively bonded joints. Unfortunately, the very nature of bonded joints creates problems because we have a thin film of adhesive sandwiched between two much thicker substrates.
Using X-rays, one of the main tests used with metallic structures, is ruled out because most adhesives are almost transparent to conventional X-rays.
Major defects such as holes or porosity in the adhesive layer can be shown up by using conventional ultrasonics. However, as was mentioned above, most bonded joints have stress concentrations, even singularities, at the ends of a joint 1 and explained briefly above. The significance of these stress concentrations and singularities is hotly debated, but these are the places where failure will begin. Unfortunately, the discontinuities at the joint ends cause problems with ultrasonics as the interrogating waves are scattered, making the detection of defects in the critical zone difficult if not impossible.
The major NDT problem in joints is detecting so called kissing bonds. These occur at the interface between the adhesive and the adherend and are characterised by an intimate but weak contact. Because there is no discontinuity, conventional ultrasonics cannot detect the weak zone. It is extremely difficult, if not impossible, to model kissing bonds in the laboratory and this hampers serious research into their detection. In the last few years, promising results have been obtained by using high-power laser pulses which generate a very short duration compressive shock wave. 11 The reflected stress pulse is tensile and, if large enough, this can fracture and thus open the kissing bond which, hopefully, remains open and can then be seen by using conventional ultrasonics. Whether this technology can be used in industrial situations, except in special cases, is yet to be proven.
An important parameter for adhesives is the glass transition temperature, Tg, which gives an indication of the state of cure and the performance of an adhesive at elevated temperatures. However, recording how the Tg is measured is absolutely necessary if the value quoted is to be of any use. Many years ago, the Company Rheometrics had an illustration of how a Tg value of between about 40°C to over 120°C could be produced, for the same adhesive by using a testing matrix of all the possible combinations of frequency and strain settings on their instrument. 12
Quality assurance
Below are given several examples of where Quality Assurance considerations show how Quality Control alone may be insufficient. QC is satisfactory if the requisite parameters for determining the integrity of a structure of component are within a known envelope. But to quote a Gershwin line from a popular musical, ‘It ain’t necessarily so’.
Concorde
The Anglo-French supersonic airliner, Concorde, was a design masterpiece. Because it had no predecessor, extensive testing took place, including a full-size mock-up which was subjected to all the known and expected loadings due to service. Indeed, there were no structural failures or crashes in the plane’s 31-year history until the unfortunate accident in Paris in 2000. Of course, there were occurrences necessitating structural repair, but there was a series of events which might have caused a disaster; all is documented in the UK Air Accidents Investigation Branch reports which are publicly available. In order to improve aerodynamic efficiency, the rudder was lengthened. Sandwich structure extensions were riveted to the trailing edge of the original rudder and the rivet heads sealed. Over time, these rudders were repainted, a paint stripper being used to remove the original paint. The paint stripper penetrated the honeycomb structure via the rivets holes and contacted the adhesive which was used to bond the honeycomb to the aluminium skin. Three of these rudders suffered delamination in flight, fortunately without causing a serious problem. Laboratory inspection of the damaged parts at the Royal Aircraft Establishment at Farnborough showed that, while the 3M adhesive AF-130 had been specified at the design stage, a different adhesive, Ciba Redux 322, had been used. Both adhesives were designed for high temperature use, and both satisfied the usual strength tests such as lap shear, peel and climbing drum. In view of the possible role of paint stripper in promoting access of moisture to the rudder interior, tests were carried out at Farnborough to compare the effects of stripper on AF 130 and Redux 322. In contrast to the negligible effect of stripper on AF 130, it was found that Redux 322 was badly affected. A sheet of the cured adhesive immersed in stripper was swollen and disintegrating within 2 h. A picture of one of the delaminated rudders is shown in Figure 7. 13
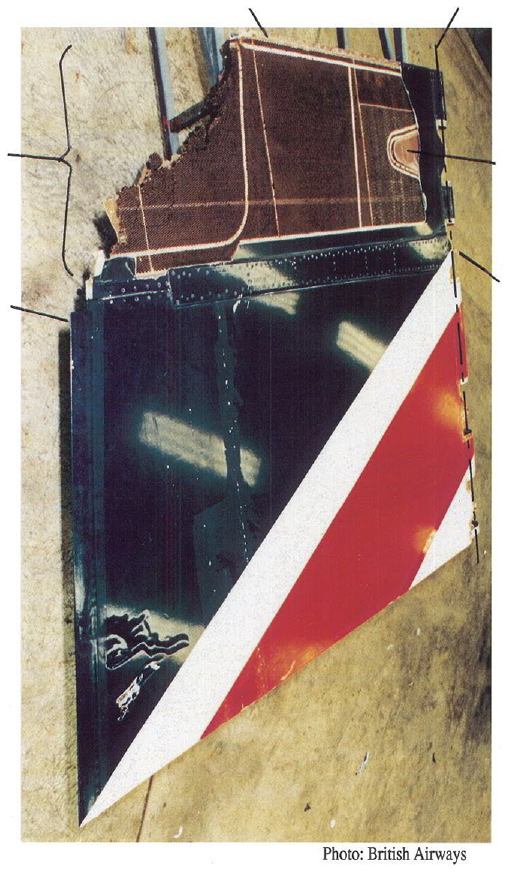
Delaminated lower rudder of Concorde 102, G-BOAE which occurred over the North Atlantic on 4 January 1991. Courtesy of British Airways.

De Haviland mosquito. Unknown photographer.
The lesson from this is that a similar adhesive is not the same adhesive. Because immersion in paint stripper was not part of the Concorde design and QC tests, whoever produced the rudder extensions might be forgiven. But QA has to take account of the unexpected; who is tasked with thinking the unthinkable?
Mosquito/Moskito
The wood-based de Haviland Mosquito aeroplane (Figure 8) in WW2 was hugely successful, being very fast and making little demand on strategic materials. The main construction was in furniture factories: only 130 kg of metal was used in each aircraft, apart from the engines. The fuselage was made of birch plywood monocoque, in parts as a bonded sandwich with a balsa wood core. Casein adhesive was used originally but this transformed to cheese when warm and wet. QA worked here!. The casein adhesive was changed to Tego urea-formaldehyde adhesive which had been licenced by de Haviland from Goldschmidt of Posen in 1936.
Having seen the success of the largely bonded wood de Haviland Mosquito, the Luftwaffe decided to make one of their own. The design was the TA 154 Moskito (Figure 9). The original bonded airframe performed well but there were design faults which delayed production. As with the Mosquito, Tego film was the adhesive of choice. However, the Goldschmidt factory which made the adhesive was destroyed in an RAF bombing raid, so a new and similar adhesive produced by Dynamit AG was substituted. Unfortunately, this new adhesive was weaker, and it also attacked the wooden substrates. Following a spectacular crash where the wings disintegrated in flight, the programme was terminated. This was a QA failure and shows again that ‘similar’ does not mean ‘the same’.

Focke-Wulff TA 154 Moskito. Unknown photographer.
Adhesive suppliers
During a product’s design phase, several candidate adhesives might be considered. The final choice is usually made by discussions between the supplier and the user. If there is no exact match and the order is sufficiently large, an adhesive might be formulated as a special order. But whether a product is new or existing, there will have been an extensive set of tests carried out to ensure that the adhesive is fit for purpose. Relatively simple tests are then normally used for QA in agreement with the end users. For a film or paste epoxy adhesive, lap shear and peel at some agreed temperature, dynamic viscosity, rheology and Tg will be carried out as appropriate. So nothing should go wrong….
A certain manufacturer had been using an epoxy adhesive for many years, testing each batch on arrival. Unexpectedly, the test results on the goods at input were much lower. The adhesive manufacturer said it was the same adhesive and the end user repeated the tests, with no improvement. Procedures, test pieces and personnel were checked and still no improvement. Fortunately, the end user found some of the original adhesive and the test results miraculously recovered. Clearly, the ‘new’ adhesive was not the same as had been supplied previously. So what was the problem? It transpired that an apparently minor part of the adhesive formulation had been sourced from another supplier because it was cheaper. Because this was a minor change, the adhesive was not retested by the supplier. The problem came to light because records had been kept by the end user for many years. QA triumphed and the problem was discovered before the adhesive went into production.
From this matter, we learn two main lessons. The first is the importance of carrying out routine tests on goods at input and keeping the records. The second lesson is the need to know and keep to the substrates and surface treatments used in the tests. This may seem to be tedious, but it is essential QA practice.
Daedalus and Icarus
We can even learn something about QA from ancient fables. Daedalus and Icarus developed a novel winged system with feathers set in wax. As the story is told, Icarus flew too near to the sun, the wax melted and he plunged to earth. As we now have more understanding of the atmosphere, we know that the air gets colder before the Thermosphere is reached, so it is more likely the wax suffered from brittle failure.
So what QA lesson do we learn from this fable? If you innovate, rethink your QA system carefully and ask if your materials are good enough for the environment? Unfortunately, Daedalus did not have anyone in his team to think the unthinkable.
Human failings
However good your QA and design and manufacturing processes may be, there is nothing like human intervention to cause problems. This is illustrated by two cases below.
Arthur Miller’s play All My Sons is based upon a true story, which described how in 1941–1943 personnel at the Wright Aeronautical Company, based in Ohio, had conspired with army inspection officers to approve defective aircraft engines destined for military use. The story of defective engines reached investigators working for Senator Harry Truman’s Congressional investigative board after several Wright aircraft assembly workers informed on the company; they would later testify under oath before Congress. In 1944, three Army Air Force officers were convicted of neglect of duty. Even good QA systems can be compromised by human failings.
The second event concerns the destruction of the Space Shuttle Challenger in January 1986. During lift-off of the Shuttle, the thrust was aided by two solid propellant boosters designed by Morton Thiokol. These boosters burned for about 2 min and were then detached and recovered for re-use. Each booster consisted of four main sections which were joined together at the Kennedy Space Centre. Part of the joining system consisted of two rubber O-rings which contained the hot gases from the burning propellant. The boosters recovered from a launch in January 1985 revealed that hot gas had blown past the primary O-ring. This was believed to have been caused by the low temperature at launch (12°C) which resulted in a loss of flexibility of the rubber O-rings. The joint was redesigned, and it was recommended that launch should not take place at such low temperatures. On the night before the scheduled launch of Challenger on 28 January 1986, the air temperature was well below freezing and ice formed on the Shuttle. At the launch time of 11.38, the outside air temperature was 2°C. The engineers from Morton Thiokol, particularly Roger Boisjoly, strongly recommended that the launch should be postponed because the low temperature would seriously reduce the resilience of the O-rings. After internal discussions and (it is believed) under pressure from NASA, the Morton Thiokol management overruled the engineers and recommended to launch. We all know what happened next.
Much of the findings of the subsequent inquiry on the disaster can be found on-line, but engineers are referred to the excellent personal account by Boisjoly, 14 published by ASME. For his pains in blowing the whistle and testifying before the US House of Representatives Committee of Science and Technology, Boisjoly was ostracised at work and effectively dismissed, ruining his career.
The lesson from this episode is that even with a well designed and very expensive machine which was being managed by an experienced team, QA can be pushed aside for non-engineering reasons, leading to disastrous results.
Conclusions
Quality Assurance is a very wide subject and the content of this paper is mainly concerned with potential problems with structural adhesive bonding, although many of the points have a wider reference. Quality Control, which usually involves both destructive and nondestructive tests, is only a subset of Quality Assurance.
As far as the adhesive bonding industry is concerned, it should be noted that all tests should be meaningful and the science behind each test be understood. Checks must be made on each batch of adhesive delivered to the manufacturing plant, especially for safety critical structures. If changing the design specification to an apparently similar adhesive, remember that ‘similar’ adhesives are not necessarily the ‘same’ adhesive. Whatever the programme of testing, remember that people are not 100% reliable and may cut corners which may have unfortunate results.
Finally, especially with major projects, someone with experience and authority should be overseeing the whole QA process and asking what might result if the unexpected happens.
Remember the words of the Roman poet Juvenal, ‘quis custodiet ipsos custodes’ or ‘who guards the guards themselves’.