
Abstract
This study aimed to establish whether useful fatigue design stress-life curves could be estimated for additively manufactured metals through statistical and machine learning analysis of a large quantity of experimental fatigue data. The study focused on additively manufactured aluminium, steel and titanium. Three manufacturing parameters were considered, namely the manufacturing direction, heat-treatment and surface operations, with the results presented for 0.1 and −1 loading ratios. By gathering experimental data for all parameters, the negative inverse slopes were found to be concentrated between 3 and 6, and the mean endurance limit as a ratio to ultimate tensile strength was 0.18 and 0.21 for 0.1 and −1 loading ratios, respectively, without any statistical analysis. Surface operations were observed to have a significant effect on the fatigue strength of additively manufactured aluminium, steel and titanium regardless of other manufacturing parameters. Multiple linear regression analysis and several machine learning methods (Decision Tree, Support Vector Machines, K-Nearest Neighbour, Multi-Layer Perceptron, Partial Least Squares and Gaussian Process Regression) were used to develop predictive models. The results of these analyses highlight that the conventional approach applied to fatigue of traditional metals does not suffice for additively manufactured metals. While artificial intelligence presents a promising solution, our investigation indicates it is necessary to account for parameters in addition to those considered here such as manufacturing processes, material properties, material microstructure and defects to make reliable fatigue property estimates for additively manufactured metals using machine learning.
Introduction
Additive manufacturing (AM) has significant potential to develop production processes, offering advantages in many industries. Additive manufacturing makes it possible to design the interior part of products and produce complex geometries easily. This technology has simplified the design and production of many components in sectors such as aviation, energy, healthcare, automotive and defence. For example, it has been used to create lightweight components like brackets and to produce complex parts for engines in the aviation industry. 1 In healthcare, additive manufacturing enables personalised health solutions, such as customised implants, prosthetics and stents, thereby increasing the success rate of treatments. It is also widely used in energy applications for turbines and heat exchangers. Furthermore, additive manufacturing is a popular choice for design and research teams due to its rapid and cost-effective prototyping capabilities.
Techniques in additive manufacturing are developing, and this technology is becoming more affordable. Although additive manufacturing reduces material waste and its efficiency is high, the full benefit of this efficiency is not yet seen in the end product cost, mainly due to the cost of materials. New printing approaches, production technologies, parameters and materials are continually being developed and researched. Moreover, the characteristics of additively manufactured parts, as well as the effects of parameters on these characteristics, are topics of scientific research, and experimental data is increasing in the literature rapidly.
The production parameters of additive manufactured components can significantly affect the resultant mechanical properties and fatigue performance. Understanding the impact of manufacturing parameters on the material’s fatigue strength is crucial for industrial applications. However, there are no standard rules that engineers can follow to construct approximate SN curves when designing additively manufactured components against high-cycle fatigue loading. The following literature review summarises some recent work done in the field of characterising the high-cycle fatigue performance of additively manufactured materials.
Materials including polymers, metals, concrete and ceramics, are used in additive manufacturing. Among these materials, metal-based materials have garnered significant interest for industrial application. Additive manufacturing methods used in producing metal parts can be categorised into two main groups: Power Bed Fusion (PBF) and Directed Energy Deposition (DED). PBF further divides into laser (L-PBF) or electron beam (E-PBF) based approaches. In DED method, the material can be in the form of either powder or wire. Additionally, there are some rarely used different methods in the literature like bound metal deposition, binder jetting etc. Each method includes different production parameters such as power, current, voltage, material feed rate, etc.
There are a limited number of studies in the literature that compare the effects of different production methods.2–20 The studies generally investigate the effects of chemical compounds of metals,21–23 manufacturing orientation,6,24–33 heat treatment,4,34–45 and surface operations.29,39,46–54 In some studies about additively manufactured metals, researchers investigated the effects of materials and production methods on fatigue behaviour.
Sun et al. 28 investigated the effect of manufacturing orientation on Ti-6Al-4V specimens produced using Selective Laser Melting (SLM). A significant influence of manufacturing orientation on the fatigue performance of this alloy is reported. Chang et al. 32 and Qian et al. 30 also found that fatigue performance changed with different manufacturing orientations on the mentioned material with SLM but with annealed conditions. On the other hand, Persenot et al. 27 used a machined specimen made of Ti-6Al-4V via EBM, and they could not observe any significant difference in fatigue properties related to manufacturing orientation. SLM is also used in two other studies by Yadollahi et al. 26 and Zhao et al. 25 to produce specimens made of 17-4 PH and AlSi12Mg alloys, respectively. Both studies highlight the significant influence of build direction on fatigue. Yadollahi et al. 26 explain the difference in fatigue strength between specimens with different manufacturing orientations by considering the alignment of deposited layers relative to the loading axis. Zhao et al. 25 found that horizontally built specimens exhibited a higher fatigue life than vertically built ones for a similar pore size. On the other hand, Nezhadfar et al. 24 tested AIF357, ALSi10Mg and AD1 specimens produced with the L-PBF method but did not observe any differences in fatigue strength related to build orientation. In summary, the literature is divided regarding influence of build direction relative to loading direction on the fatigue strength of additively manufactured titanium or aluminium specimens.
Nezhadfar et al. 47 found that performing a solution heat treatment before other heat treatment procedures, such as ageing, significantly improved the fatigue strength of their as-built 17-4 PH specimens produced with the L-PBF method. Baek et al. 55 discuss AlSi10Mg material produced by SLM, finding that direct ageing of the alloy gave the best fatigue properties, while the T6 alloy had the lowest fatigue limit. Another study by Schneller et al. 45 using AlSi10Mg produced through SLM shows that the effect of heat treatment depends on the process temperature. For example, heat treatments below a specific temperature can worsen fatigue properties of AlSi10Mg. Hot isostatic pressing is revealed to be more effective than heat treatments for improving the fatigue life of Ti-6Al-4V produced through L-PBF. 56 Kaletsch et al. 36 and Ardi et al. 44 both focused on Inconel 718 material produced by L-PBF. High fatigue strengths were achieved after hot isostatic pressing, even with high initial porosity and argon content. However, there may be a critical limit for high porosity when specimens after hot isostatic pressing are subjected to heat treatment without pressure. 36 According to a study by Ardi et al., 44 hot isostatic pressing is found to be effective in reducing porosities and decreasing the porosity volume ratio. However, it may not always contribute to enhancing the fatigue performance of Inconel 718 parts. This may be due to the presence of inclusions and brittle phases within the material, as well as a reduction in yield strength caused by hot isostatic pressing. The literature therefore shows that heat treatment processes can have a positive influence on the fatigue strength of additively manufactured titanium, steel and aluminium specimens, however, a positive effect is not guaranteed and the process must be carefully selected for each material.
The effect of machining on fatigue life has also been investigated in the literature. Ti-6Al-4V produced by EBM showed lower fatigue resistance in as-built specimens than machined ones. 27 Lee et al. 57 indicated that laser polishing and stress relief significantly improved fatigue strength in Ti-6Al-4V produced via L-PBF. Witkin et al. 29 found that surface condition played a more important role in fatigue strength than the specimen orientation for Inconel 718 produced via L-PBF. In another study with the same production method, 58 shot peening improved the fatigue performance of Inconel 625 and Inconel 718. In reference, 47 as expected, better fatigue strength was obtained when the surface of the specimen was machined after heat tempering specimens than for as-built specimens made from 17-4 PH. Therefore, in general, surface operations are reported to improve the fatigue performance of additively manufactured titanium and steel.
From the literature review above, previous studies have explored various factors, including material, manufacturing orientation, post-production treatments and surface conditions. The studies show that the fatigue strength of additively manufactured metals is strongly influenced by complex interactions between the manufacturing and post-processing parameters used. Based on the available literature it is not possible to propose standard rules for estimating design SN curves for additively manufactured metals.
This study aimed to establish whether useful design SN curves could be estimated for additively manufactured metals through statistical and machine learning analysis of a large quantity of experimental fatigue data. The fatigue data used for this analysis was sourced from a recently published database 59 compiling the fatigue and fatigue crack growth behaviours of additively manufactured metals from around 3000 papers. Fatigue data from this database was categorised and re-analysed to determine the SN-curve parameters for each data set. The effectiveness of a multiple linear regression model and several Artificial Intelligence (AI) tools at predicting these SN-curve parameters was then assessed.
Database and the method of the statistical re-analysis
Data filtering and categorisation
In this study, the experimental results are obtained from a database created by Zhang and Xu. 59 The database (FatigueData-AM2022) is generated with the help of machine learning and image processing techniques by using around 3000 scientific papers on fatigue or crack propagation of additively manufactured metals published until the end of 2022. Details of the data, collecting methods and the precision of the data can be seen in reference. 59 The database tabulated the 3D printing parameters, heat treatment processing, fatigue and static test conditions. Some of the data are stress (σ & N) or strain-based (ε & N) fatigue life data, and the others are crack growth rate (da/dN).
This study focused on stress-based fatigue analysis, so, fatigue data sets were only included in the statistical re-analysis if it included stress-life relation data (σ & N) and ultimate stress data under axial tensile loading without any notch effect. Since a small number of data were available for build orientations between 0° and 90°, only the data for build orientations of 0° and 90° were used. The materials given in the database were categorised as either steel (S), aluminium (A) or titanium (T). Post-processing operations were categorised as heat treatment processes and surface operations. Some of the data in the database were heat-treated or hot isostatic pressed, however, for this analysis data was categorised as either heat treated (HT) or not heat treated (NHT). The surface operation categories machining, polishing and both machining and polishing were used to investigate the effect of surface operations on endurance limit in this study. The testing temperature for all data sets analysed was 25° in an air environment, and the tests were load controlled. The feedstock in the data analysed was mostly powder, with only 12 data sets with a wire feedstock. For this reason, feedstock was not considered in the analysis. Only datasets with a Tσ scattering ratio of 2 or less were included in the analysis, for both Ps = 90% and Ps = 95%. For the statistical assessment and the application of artificial algorithms, z-scores were calculated based on the ratio of σ50/σUTS and the negative inverse slope values. Data points yielding z-scores greater than 3 were excluded from the statistical evaluations. A summary of the used data is given in Tables 1 and 2.
Summary of the re-analysed data for 0.1 loading ratio.
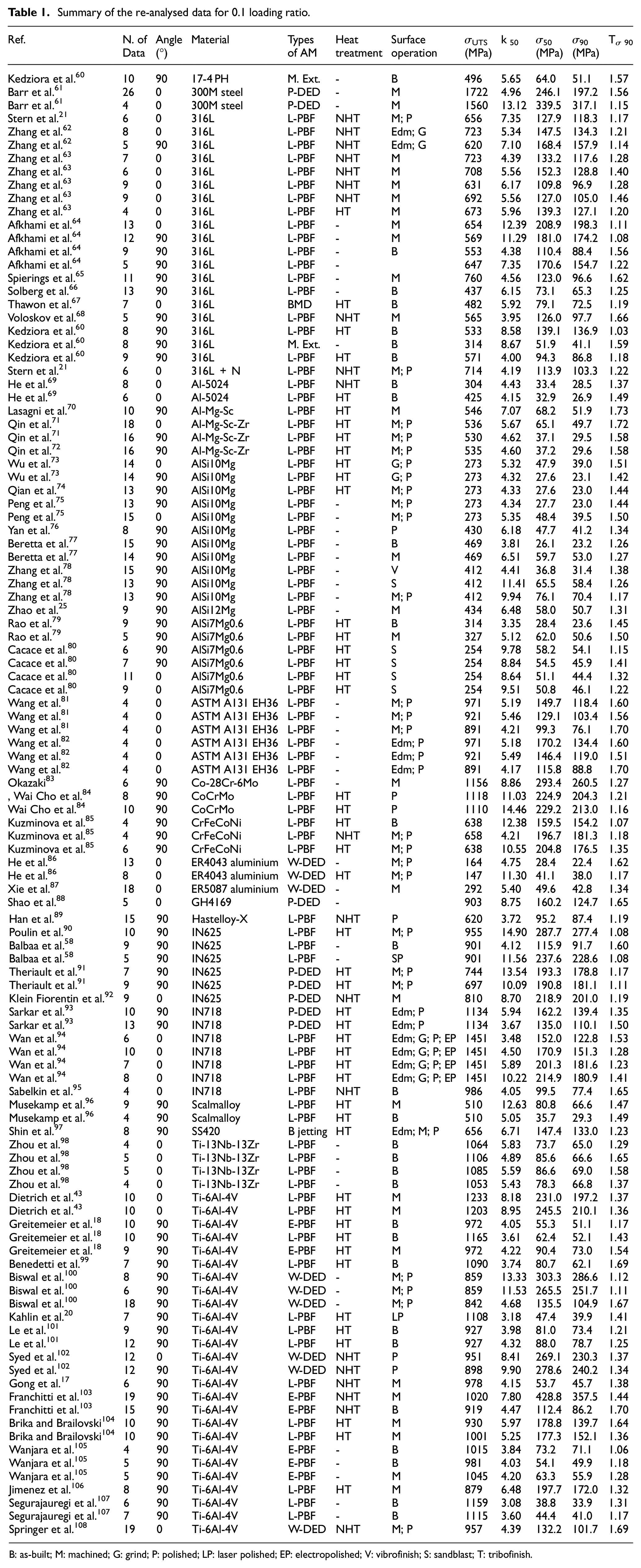
B: as-built; M: machined; G: grind; P: polished; LP: laser polished; EP: electropolished; V: vibrofinish; S: sandblast; T: tribofinish.
Summary of the re-analysed data for -1 loading ratio.
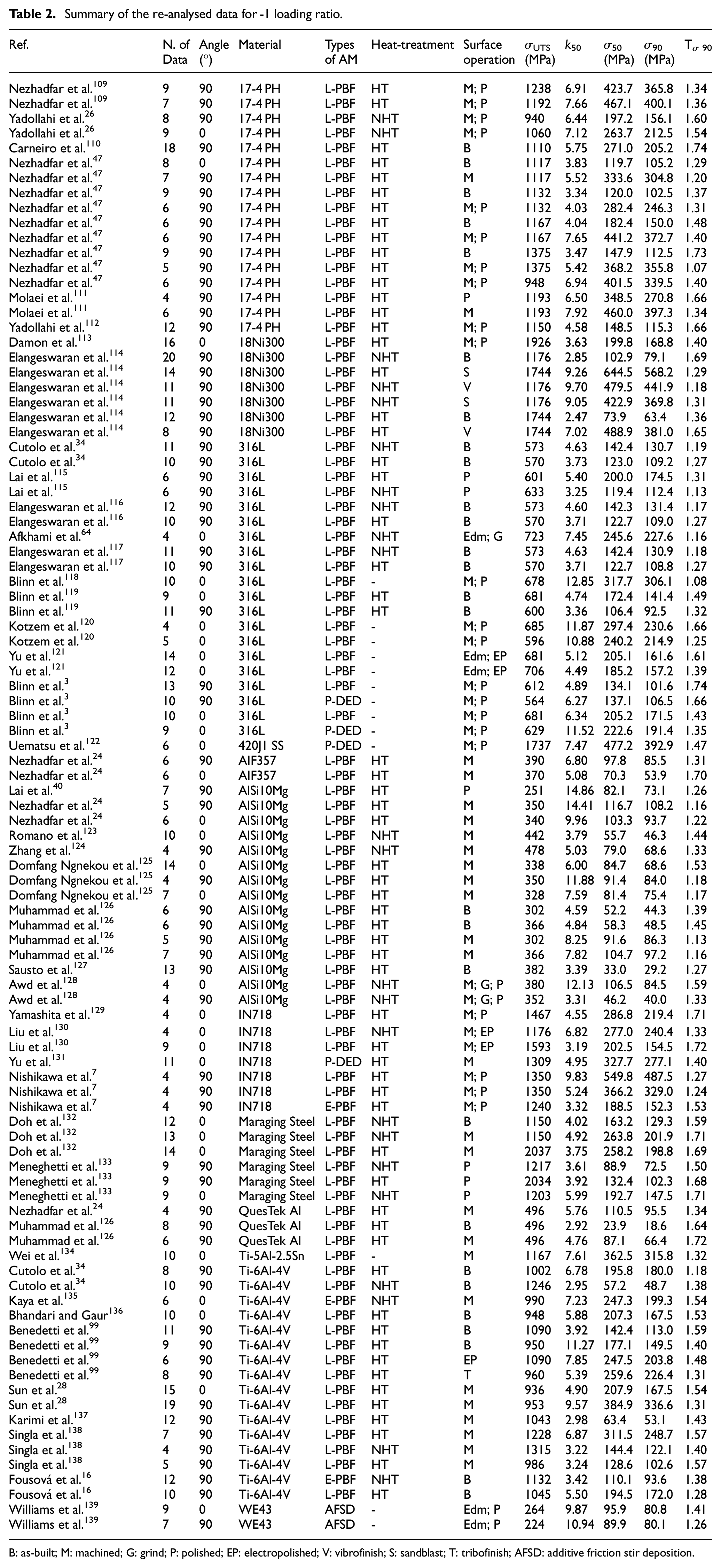
B: as-built; M: machined; G: grind; P: polished; EP: electropolished; V: vibrofinish; S: sandblast; T: tribofinish; AFSD: additive friction stir deposition.
Fatigue data statistical re-analysis
The fatigue data selected according to the criteria above were statistically re-analysed to obtain fatigue curves for different probabilities of survival (Ps = 10%, 50% and 90%) with the value of endurance limit calculated at 2.106 cycles to failure. Fatigue curves can be calculated easily as a straight line in the log-log scale with equation (1), where the endurance limit σA corresponds to a number of cycles to failure equal to NA. NA is the reference number of cycles to failure, and k is the negative inverse slope. The distribution of fatigue life at a given stress level can be described with a log-normal distribution. 140

Calibration constants are required to obtain a probability of survival by using the least squares linear regression method with the logarithm of life and stress values, as seen in equation (2). The calibration constants, c0 and c1 in equation (2) are calculated with equations (3) and (4), where xm and ym are the averages of the logarithm of life and stress values, respectively.



The negative value of c1 gives the negative inverse slope (k) which is an essential parameter in the calculation of endurance limit σA,50% for Ps = 50%. Equation (2) is written in a simple form as equation (5) to make clear the calculation of the endurance limit.

Although the fatigue data for additively manufactured metals were compared by using σA,50% in this study, one can calculate the scatter band of the data in the desired confidence level by using equations (6) and (7) with the help of q values and the formulation of the standard deviation (s) in equation (8). q values are a statistical index related to confidence level, and they are available in the literature. 141 The results of the statistical re-analysis are given in Tables 1 and 2.


Statistical re-analysis results
To investigate whether any relationships were readily apparent from the re-analysed fatigue data the calculated values of
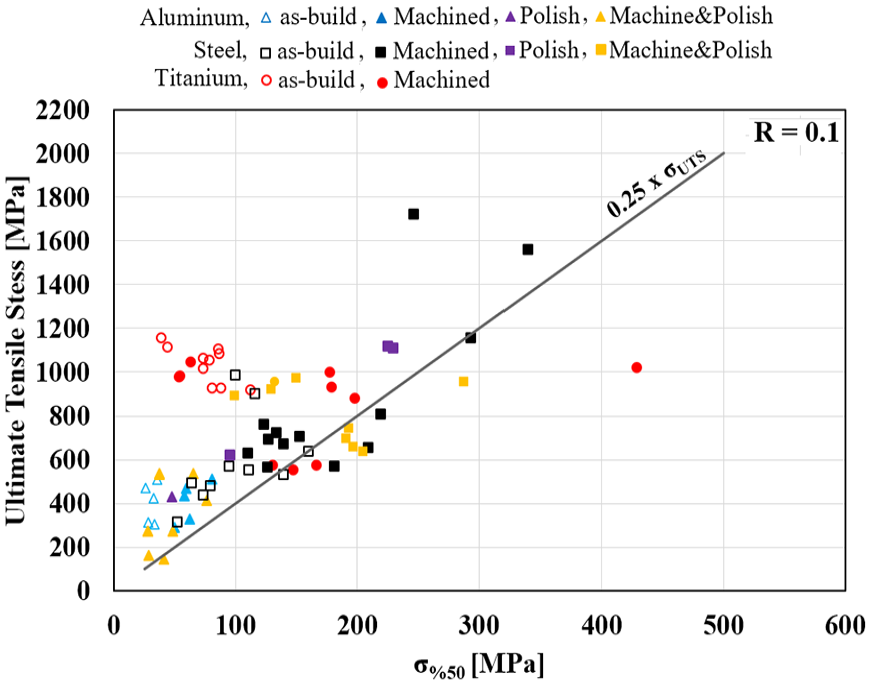
Effect of surface operations on endurance limit, R = 0.1.
Effect of surface operations on k-negative inverse slope, R = 0.1.
Mean stress effect at the endurance limit
The effect of non-zero mean stress on fatigue life was investigated for the non-heat-treated 3D-printed materials. The endurance limit data for four different materials were used to generate the graph in Figure 3. Stress amplitudes at the endurance limit was obtained for different loading ratios and normalised by the stress amplitude at the endurance limit under R = −1 loading ratio. The mean stresses were normalised by the ultimate tensile stress of each material in the condition of as-built and non-heat-treated. Also included in Figure 3 are the expressions of Goodman, Gerber, Dietman and the elliptical relationship that are known to analyse the effect of non-zero mean stresses on fatigue are used to compare the experimental results in a non-dimensional way. All the titanium data plotted in Figure 3 fall within the Goodman curve, whilst the only aluminium data point lies above the Goodmand and Dietman curves but below the Gerber and Elliptical curves. Two 316L data points fall above all four curves with the remaining 6 points clustered close to the Goodman curve.
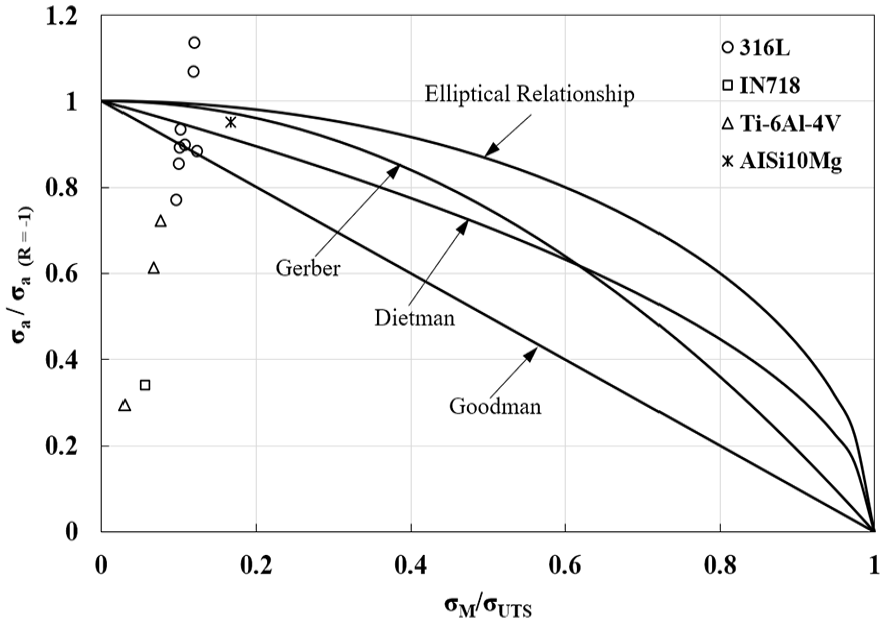
Effect of non-zero mean stresses at endurance limit on fatigue.
Main and interaction effect analysis
The graphs used to investigate the effect of different parameters in the previous section were scattered, so making a deduction with these graphs was not straightforward. To investigate whether any parameters (main effect), or pairs of parameters (interaction effect), had a significant influence on the endurance limit or negative inverse slope the mean values and 95% confidence intervals for all data corresponding to a given parameter were calculated and compared. To enable cross-material comparison the endurance limit was normalised by the material UTS. The main effect and interaction effect analyses of the mentioned parameters for endurance limit and negative inverse slope are given in the next subsections.
Main effect analyses for endurance limit
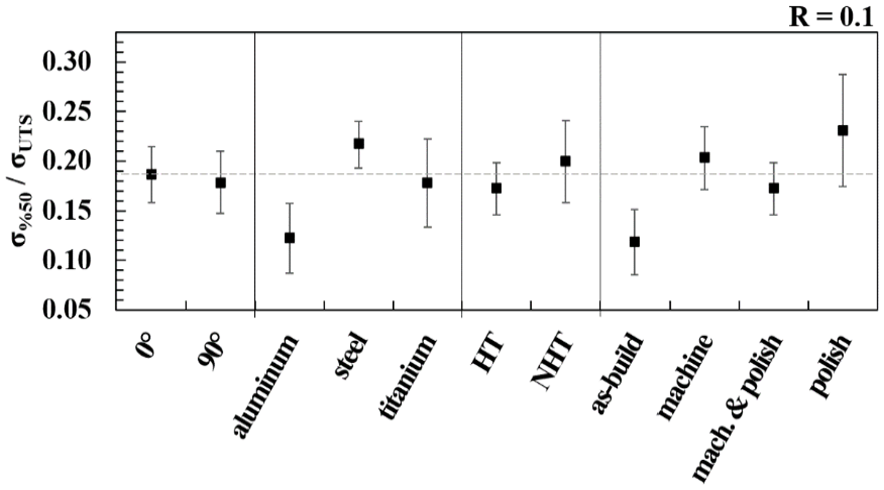
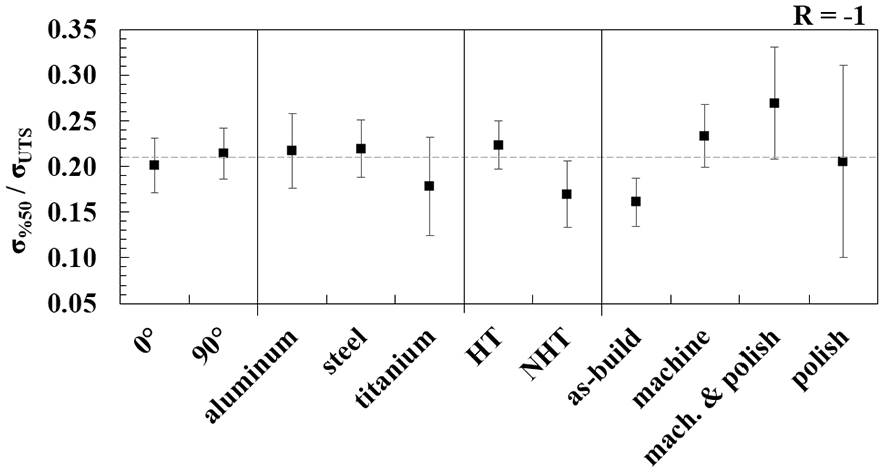
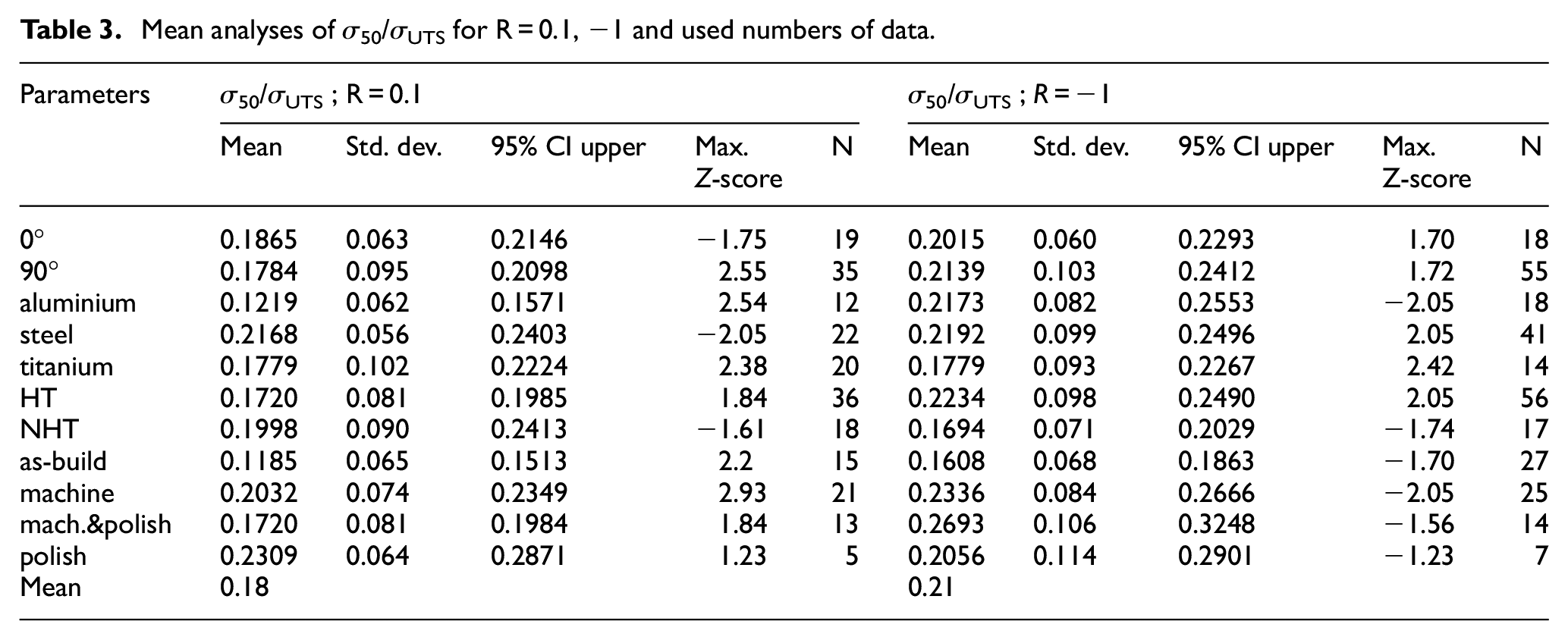
The main effect analyses were performed for stress ratios R = −1 and 0.1, and the results are given separately. The results were calculated for specimen build direction, material, heat treatment and surface operations separately. The endurance limit values were normalised by ultimate tensile stress in Figures 4 and 5 and the intervals shown are the 95% confidence intervals. The number of data corresponding to each specimen condition for stress ratios R = −1 and 0.1 are given in Tables 3 and 4, respectively. Taking a coarse view, using all data without any classification, the mean σ%50/σUTS values were 0.18 and 0.21 for R = 0.1 and R = −1, respectively.
Mean and intervals of data for σ%50/σUTS, R = 0.1.
Mean and intervals of data for σ%50/σUTS, R = −1.
Mean analyses of σ50/σUTS for R = 0.1, −1 and used numbers of data.
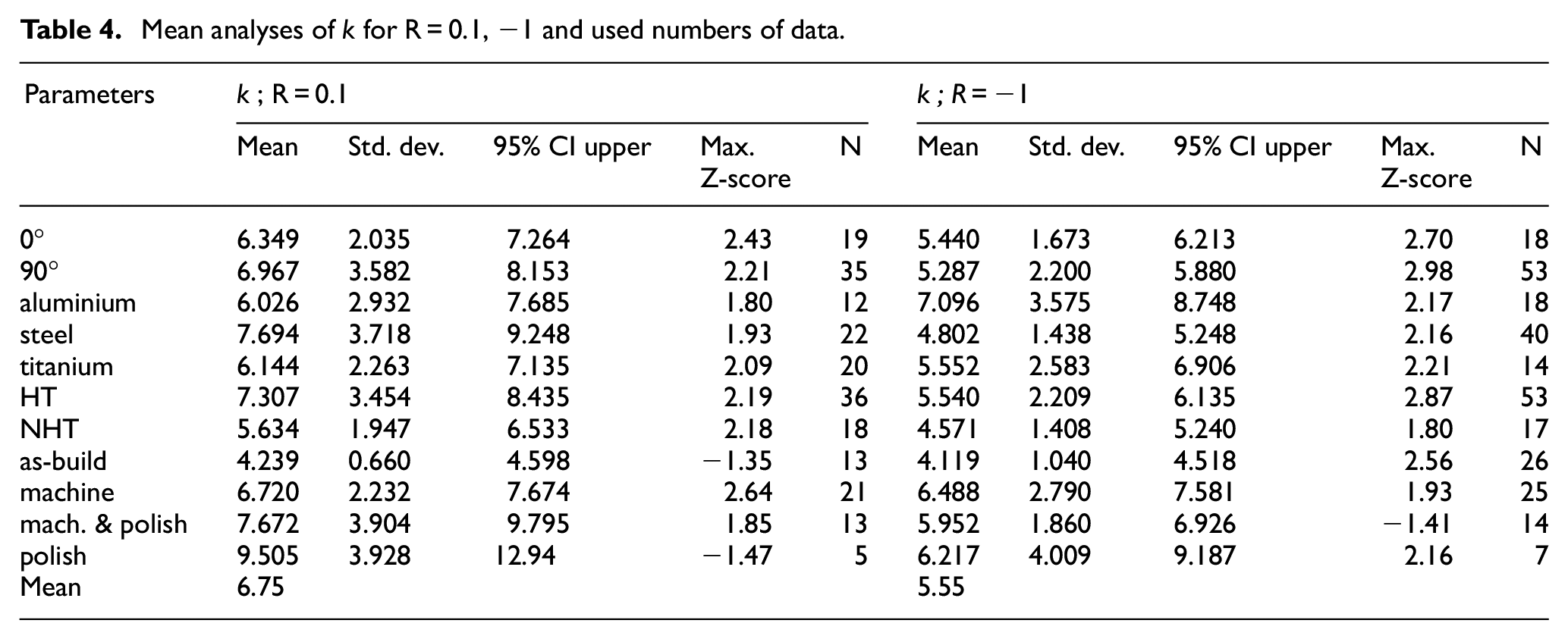
Mean analyses of k for R = 0.1, −1 and used numbers of data.
Suppose only the specimen direction is filtered and the changes in other parameters are not taken into account; the mean value is around 0.2 for both specimen directions, 0° and 90° under for R = 0.1 and R = −1, separately. The intervals of the means are seen on the graphs, and it is acceptable. So, one can select σ%50/σUTS value from the upper or below limits of intervals according to conservation level. On the other hand, by comparing the mean values between 0° and 90°, any effect of specimen directions on the endurance limit is not seen on results. The mean values for different material types, heat treatments, surface operations and their intervals are also given in the figures. Due to the main stress effect under R = 0.1, the endurance limit of the material is expected to be lower than R = −1, and it is generally seen to be so by comparison of the graphs. However, this is not clear since the number of data and their scatter band are not similar between two stress ratios. Although a relationship cannot be seen clearly in Figures 4 and 5 with the changes of specimen directions, material types, or heat treatment on σ%50/σUTS, it does increase with the effect of surface operations from as-built to machine & polishing. Since a small number of data are available for only polished materials, the interval of the data is very high and, its mean value breaks the trend for the relation between σ%50/σUTS and surface operations.
Main effect analyses for negative inverse slope (k)
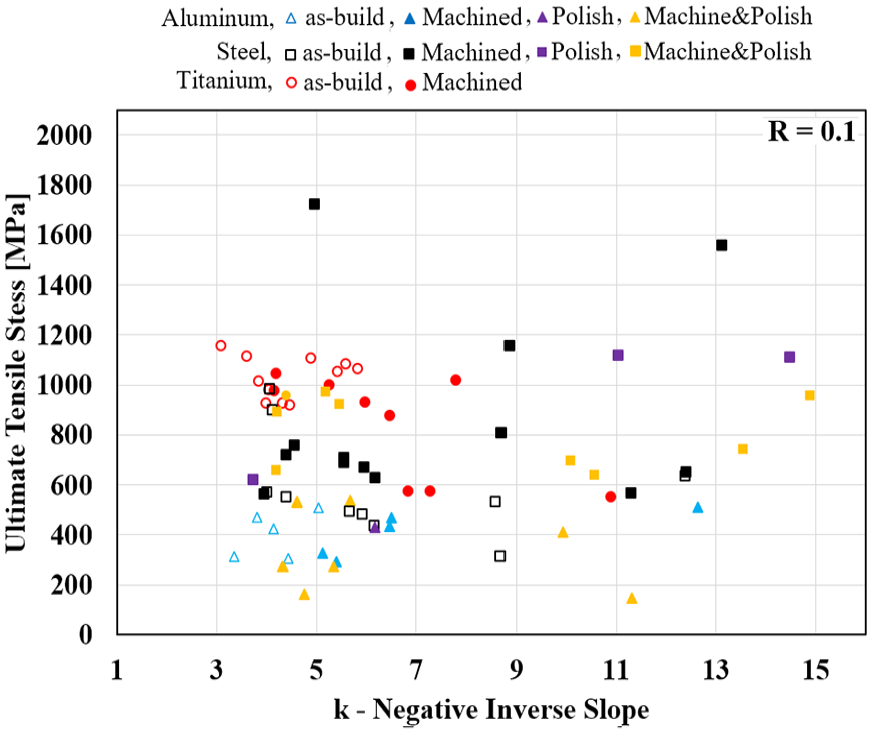
The main effect analyses for the negative inverse slope, (k) values were performed for stress ratios R = −1 and 0.1, and the results are given separately. The results were calculated independently for specimen direction, materials, heat treatments and surface operations. Without any classification of data, the mean values of the negative inverse slope were obtained as 6.7 and 5.5 for 0.1 and −1 loading ratios, respectively. So, the endurance limit could be estimated by using only the negative inverse slope written above and ultimate tensile stress values independent from manufacturing direction, material type, or post-processing history of the 3D-printed metals. In Figures 6 and 7, mean and interval values can be seen for selected parameters independently.
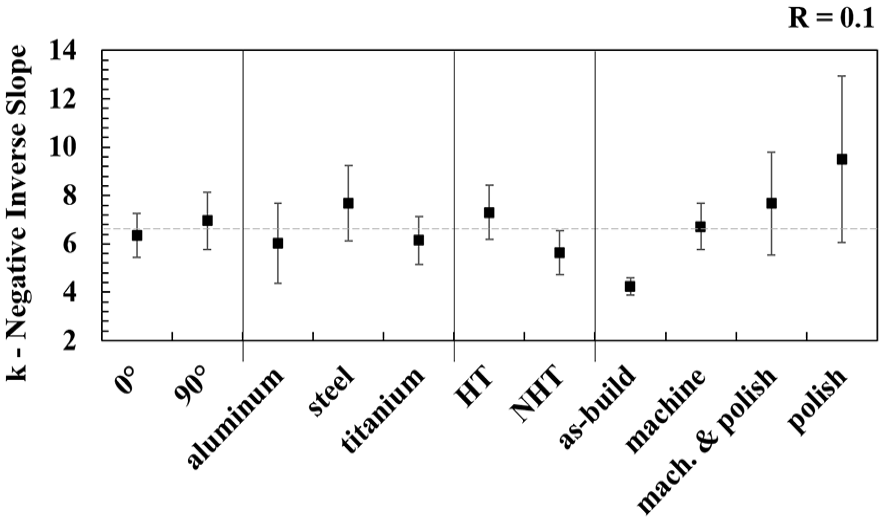
Mean and intervals of k values, R = 0.1.
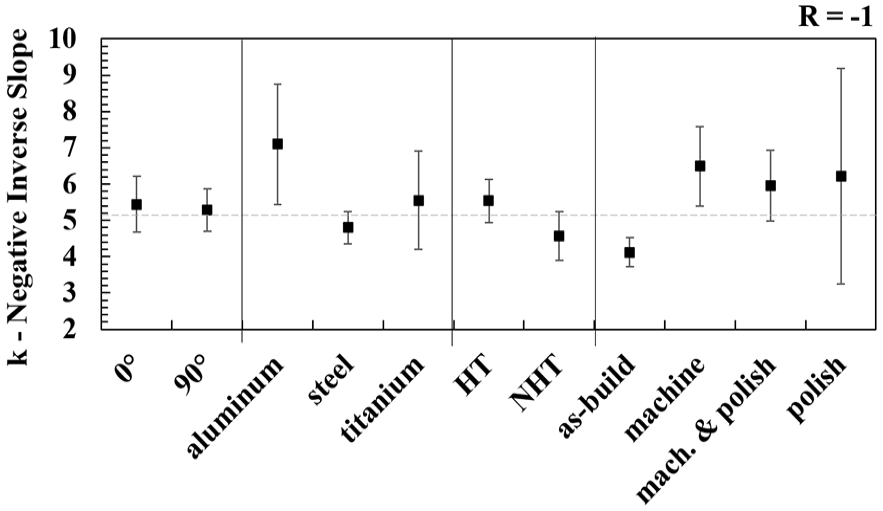
Mean and intervals of k values, R = −1.
Interaction effects analyses for endurance limit and negative inverse slope (k)
In this subsection, the interaction of parameters and their effects on the endurance limit and negative inverse slope are investigated. In Figures 8 to 11, each line (in order from top to bottom) shows the effect of interactions of parameters with specimen build direction, material type and heat treatment on σ%50/σUTS or k. The results are given at the right-side of the graph for σ%50/σUTS in Figures 8 and 9 for R = 0.1 and −1, respectively. The symbols and the colours of the parameters are seen on graphs. The material types are given with the first letters for Aluminium, Steel and Titanium. All values on the graphs are independent. The individual effect of surface operations on σ%50/σUTS and negative inverse slope (k) can be seen in the right column of the graphs. It is also mentioned in the previous section. Except this, any effect of the parameters on σ%50/σUTS or negative inverse slope (k) cannot be observed from the interaction graphs.
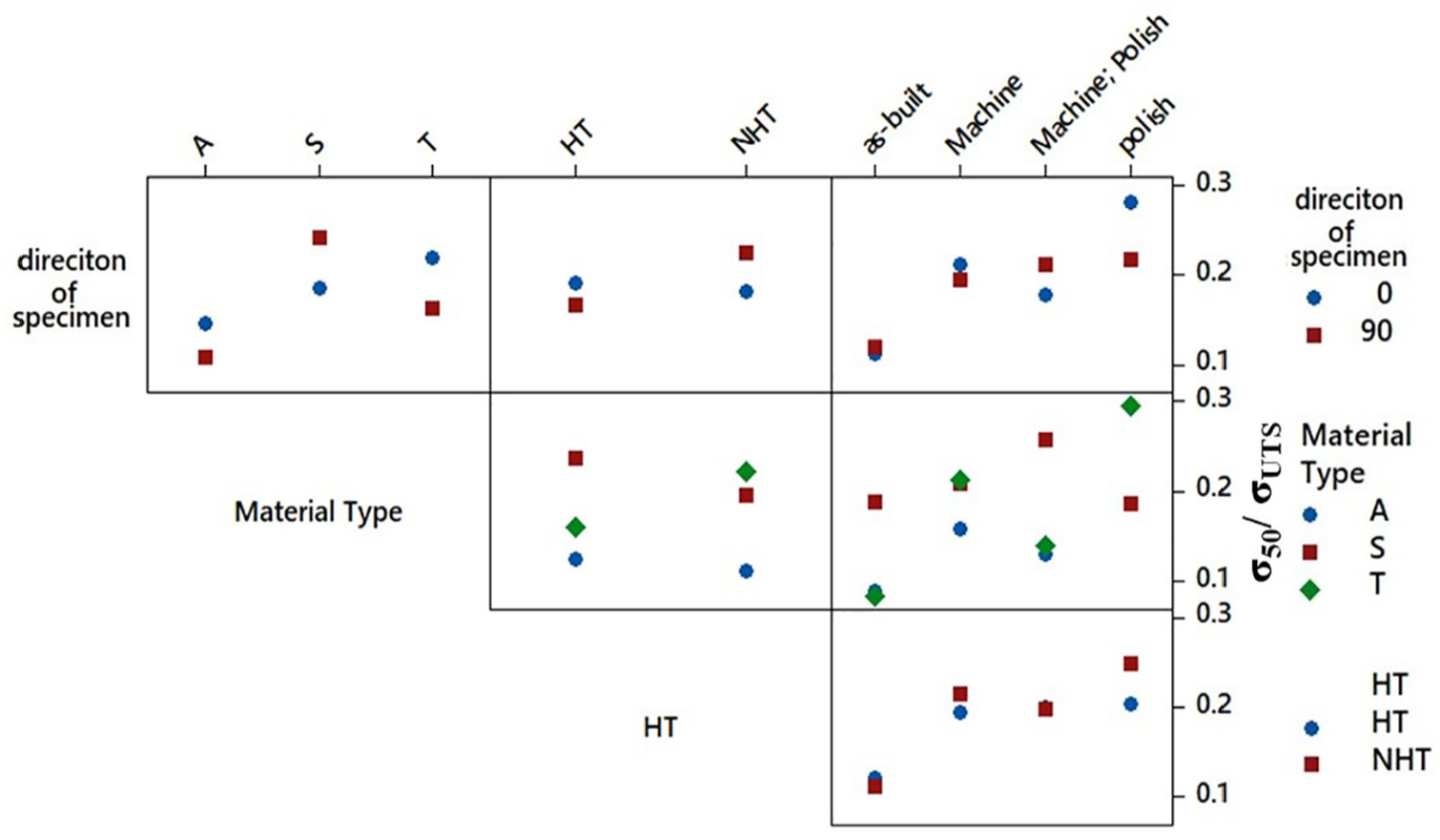
Interaction plots of σA,50/σUTS for R = 0.1.
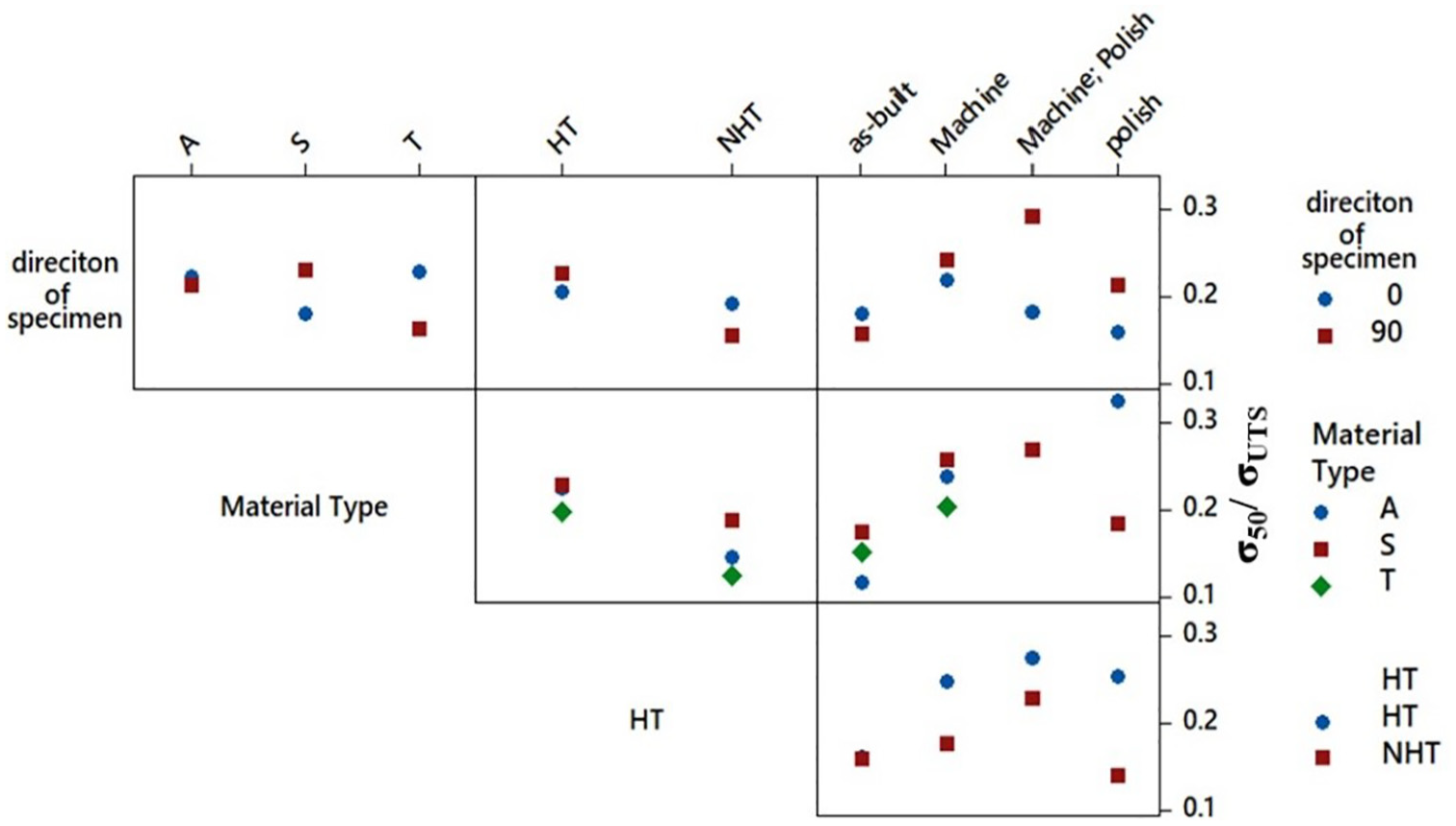
Interaction plots of σA,50/σUTS for R = −1.
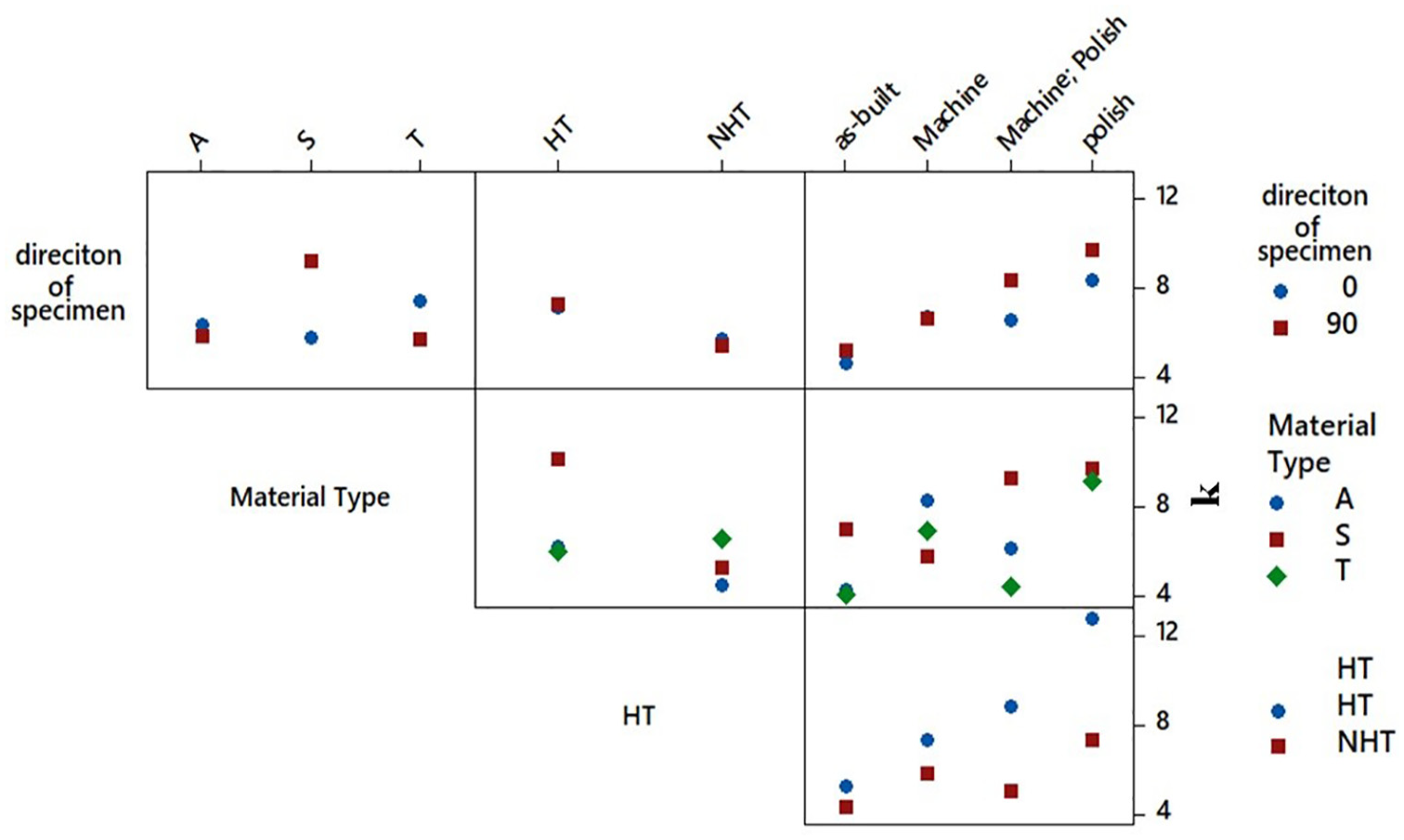
Interaction plots of negative inverse slope (k) for R = 0.1.
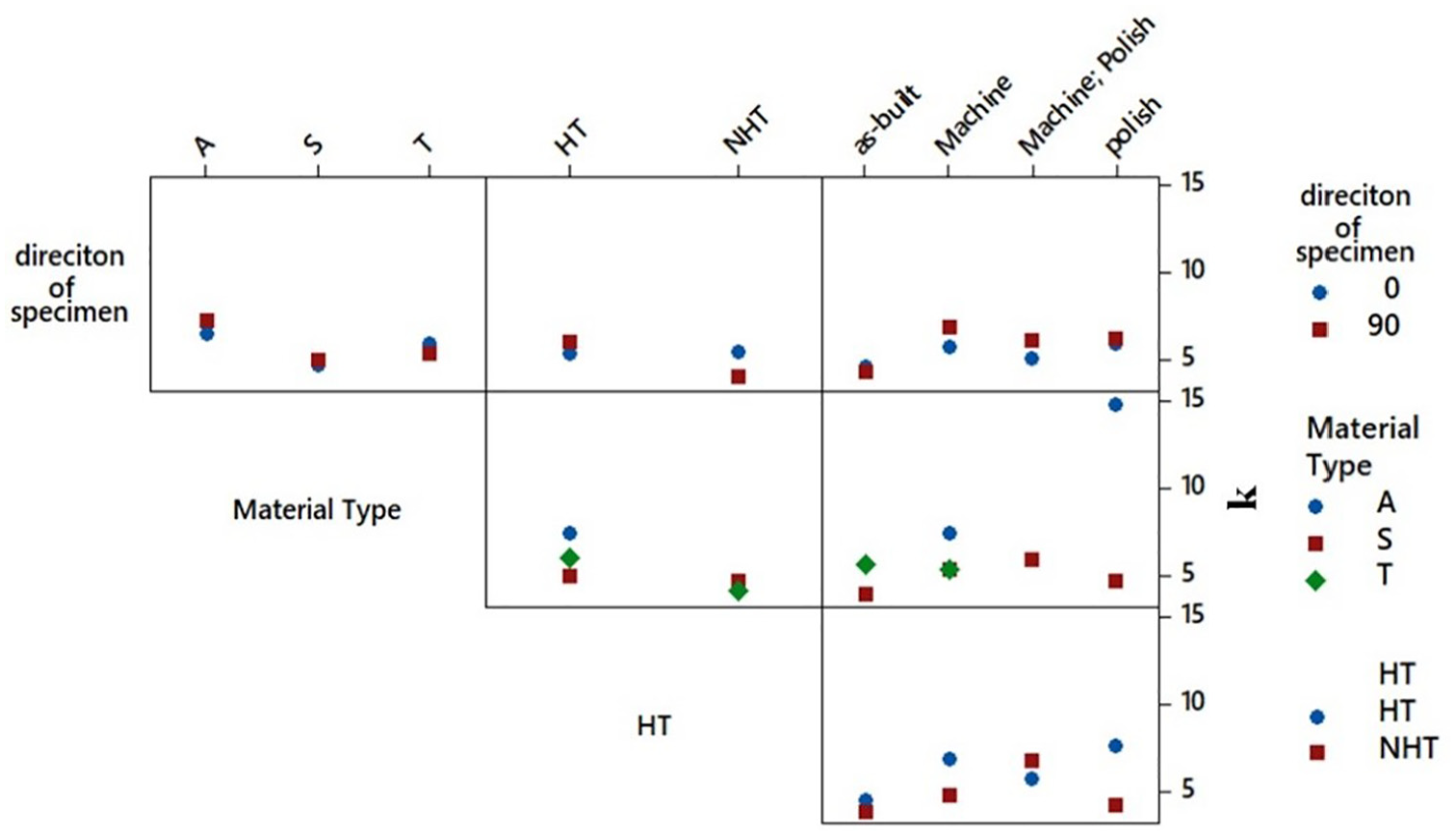
Interaction plots of negative inverse slope (k) for R = −1.
Multiple linear regression sensitivity analysis
To further test for variables, or combinations of variables, which had a significant effect on the normalised high-cycle fatigue reference value,
Multiple linear regression model and t-tests
Two multiple linear regression models with first-order interaction terms were fitted to the data set for each material using the software Minitab, 142 resulting in 6 regression models of the form:

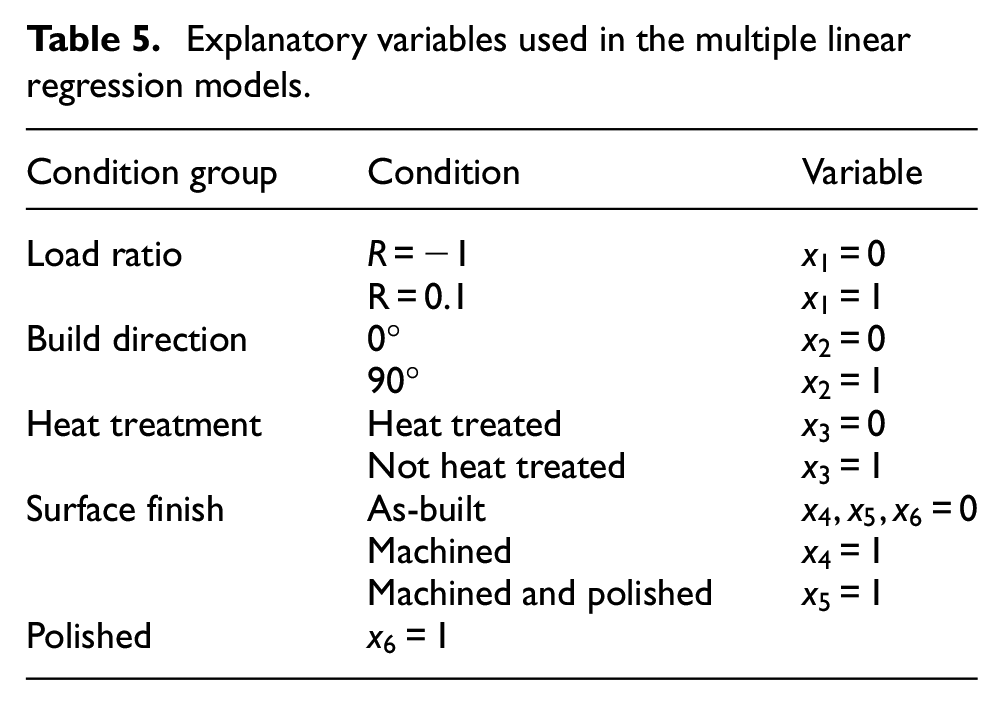
In these multiple linear models
Explanatory variables used in the multiple linear regression models.
To test the prediction effectiveness of each regression model, the
Multiple linear regression sensitivity results
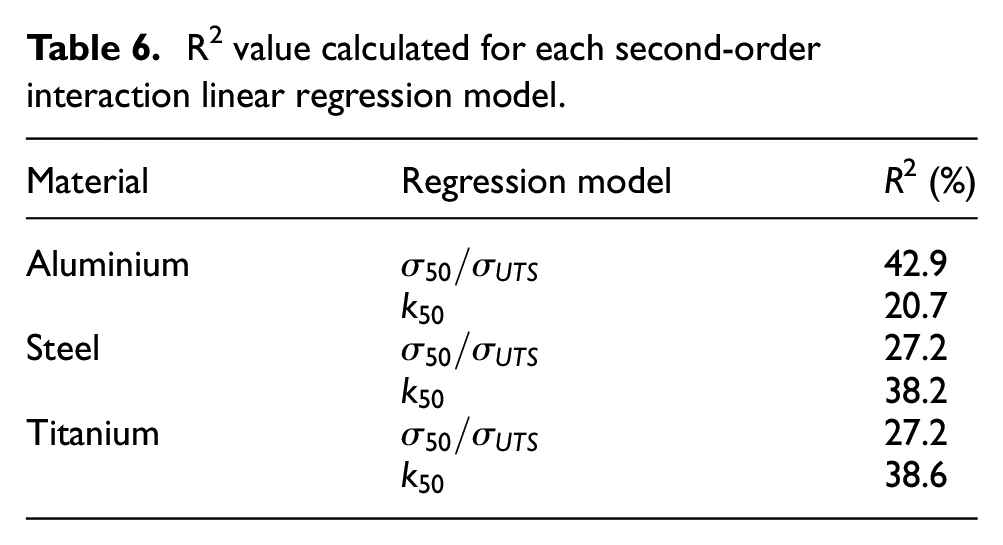
The low R
2
values in Table 6 calculated for all 6 models show they are not suitable for predicting
R2 value calculated for each second-order interaction linear regression model.
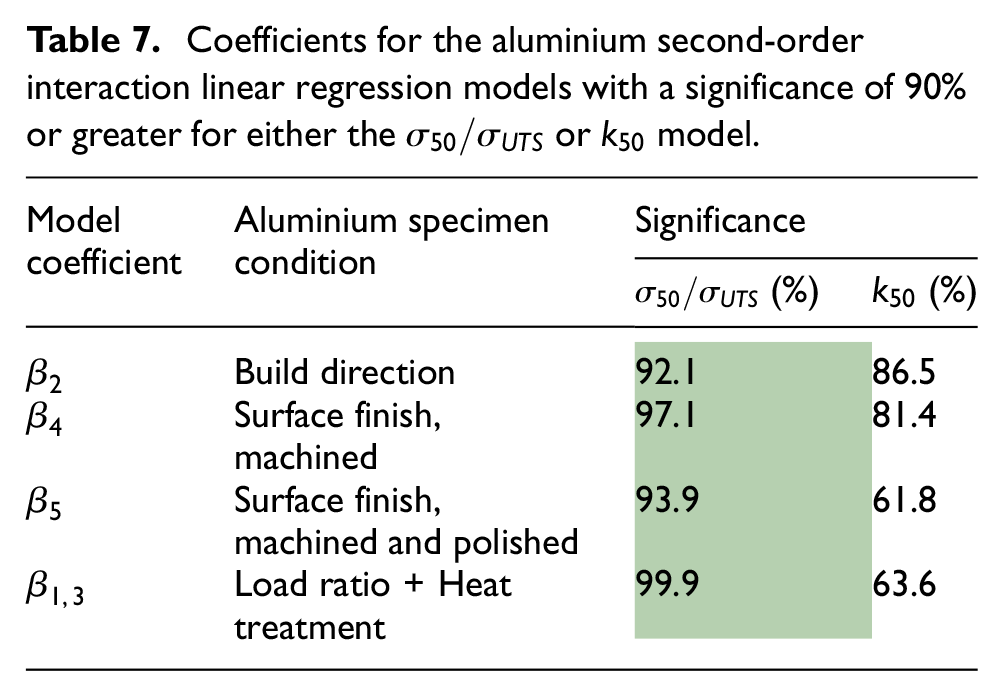
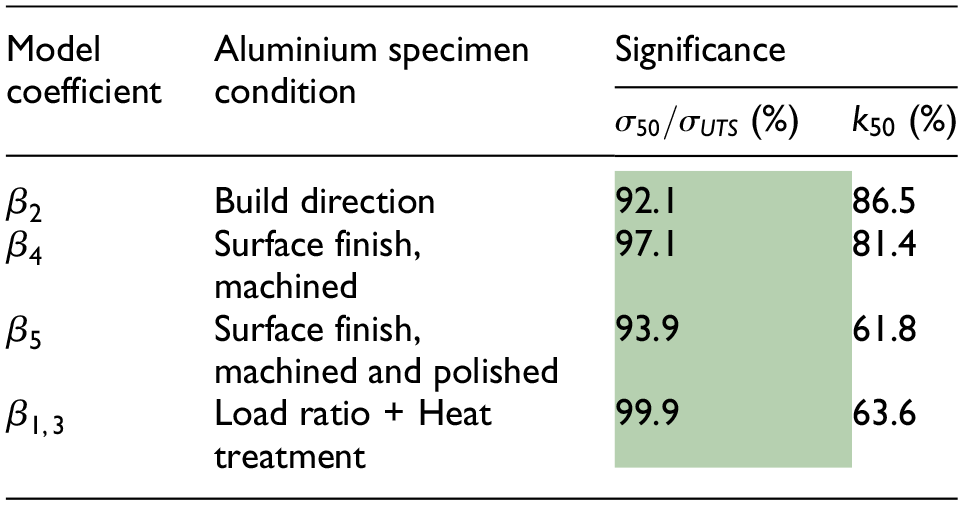
Coefficients for the aluminium second-order interaction linear regression models with a significance of 90% or greater for either the
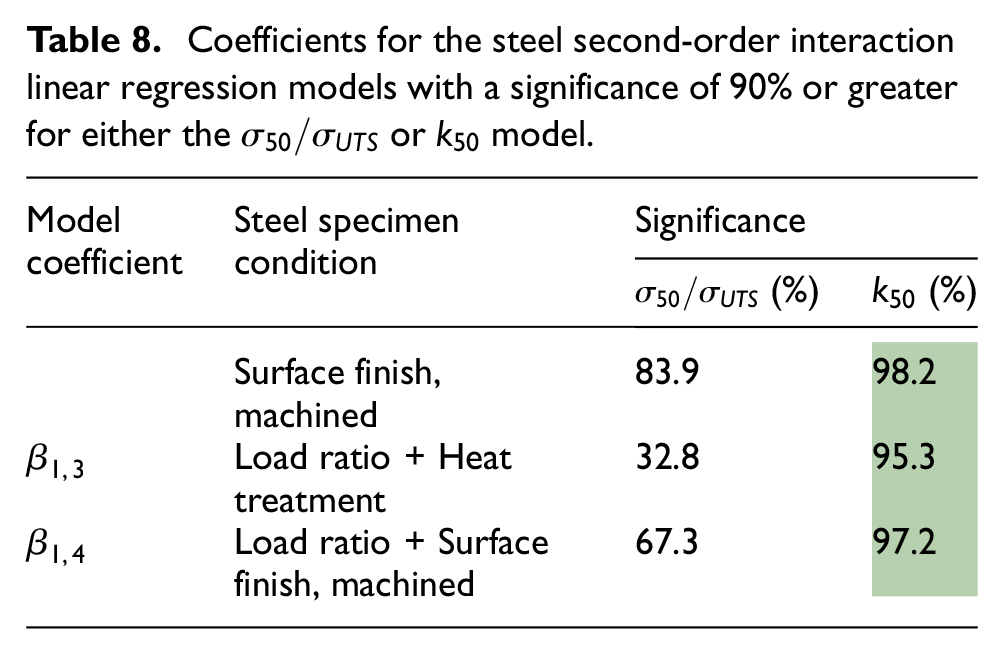
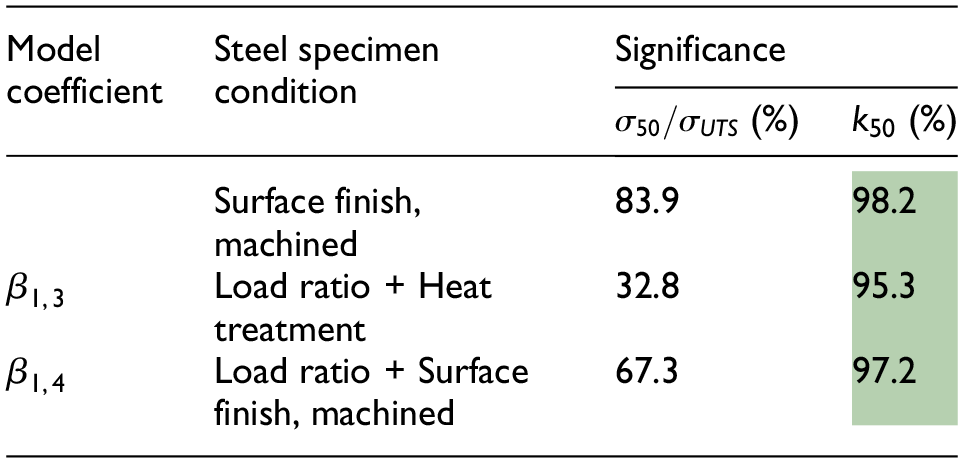
Coefficients for the steel second-order interaction linear regression models with a significance of 90% or greater for either the
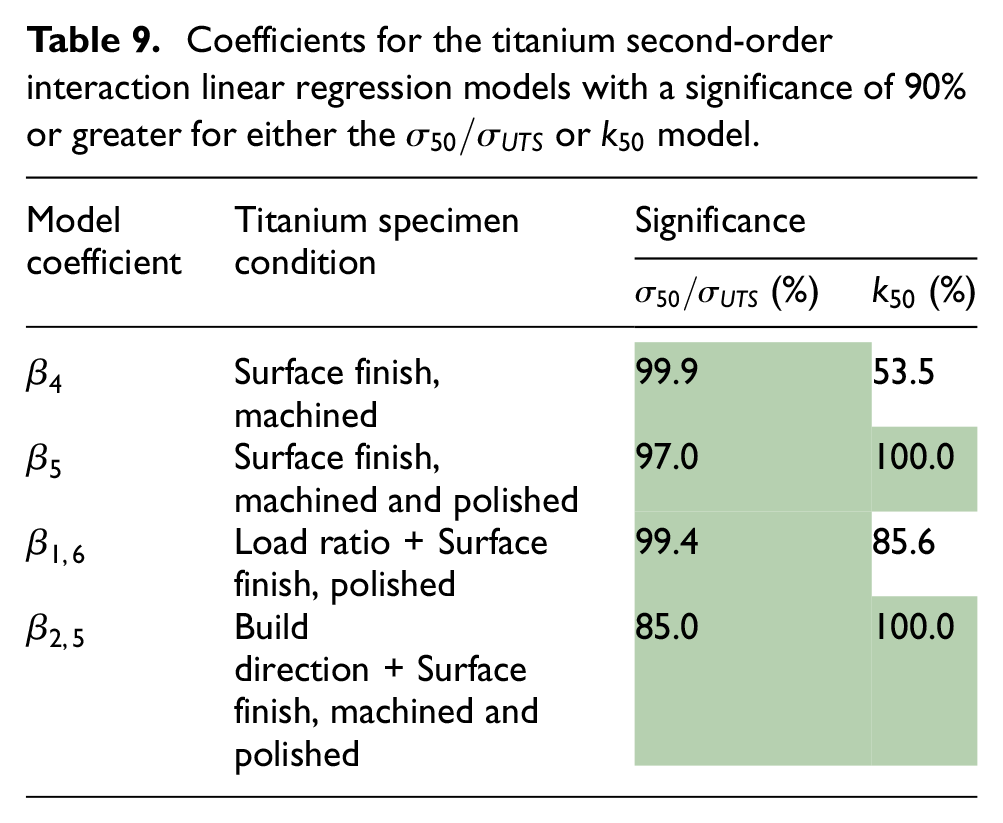
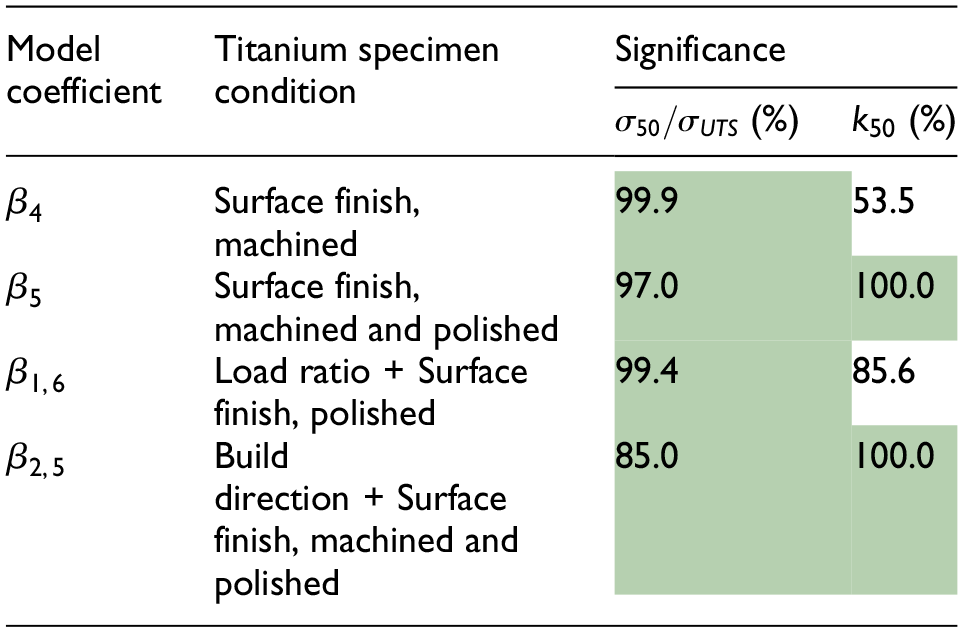
Coefficients for the titanium second-order interaction linear regression models with a significance of 90% or greater for either the
For the aluminium data, only coefficients in the
The significance results indicate that a machined surface finish has an effect on fatigue strength, relative to the as-built surface, for all three metals. Aluminium and titanium were also sensitive to a machined and polished surface finish, whereas steel was not. Aluminium was the only metal to show sensitivity to the build direction independently of other test conditions. Interestingly, titanium showed sensitivity to build direction only when the specimen surface was machined and polished. Steel showed no significant sensitivity to build direction. Load ratio only appeared as a significant factor in combination with either heat treatment or surface finish for all three metals.
Prediction of fatigue curves using artificial intelligence
In this section, the effect of variables on the endurance limit and negative inverse slope is investigated using artificial intelligence algorithms. The database described in the previous sections was used. Considered machine learning algorithms in this study were Decision Tree, Support Vector Machines, K-Nearest Neighbour, Multi-Layer Perceptron, Partial Least Squares, Gaussian Process regression algorithms that are widely used in the literature.
Decision tree (DT) 145 algorithm is one of the most commonly used algorithm for classification in the machine learning studies. Categorical and continuous variables can be used in this algorithm. A model like a tree is created in this algorithm. The classification starts from the root. The impurity status of the feature, determined by the Gini index or entropy values, indicates a degree of inhomogeneity of the values. Since the feature with the highest impurity value provides the most information gain, the feature selection process is completed by selecting the feature with the highest impurity value. After selecting a feature to branch on, the decision tree establishes criteria by comparing numbers. The tree then branches based on the significance of these comparisons. When a branch reaches a fully classified, the branch is considered complete.
Support vector machines (SVM) 146 is another widely used algorithm in machine learning. Essentially, it determines an optimal boundary line that gives the maximum distances between classes. When it separates the data into two classes, the boundary line is linear. If more separations are needed to better classify the data, it uses a hyperplane that uses high-sized kernels. The support vectors are the data points that are closest to the hyperplane and have the most significant influence on the determination of the position of the hyperplane.
k-Nearest Neighbours (KNN) 147 is a versatile machine learning algorithm. It is a non-parametric learning algorithm, and it can be used for both classification and regression. A critical parameter affecting the model’s sensitivity to noise is the determination of ‘k’, which represents the number of neighbours considered.
Multi-layer Perceptron (MLP) 148 is an essential type of artificial neural network. A multi-layer perceptron (MLP) consists of three basic layers: the input layer, the hidden layers and the output layer. Each layer includes neurons, and the neurons are connected to each other. Machine learning is achieved by using the weights between the neurons in each layer. Each neuron typically uses an activation function, such as a sigmoid, hyperbolic tangent or linear unit, which allows the learning of complex relationships between layers. MLP allows data to be displayed hierarchically due to its multi-layer structure.
Partial Least Squares (PLS) regression, 149 which is based on statistical methods, is a commonly used method in the context of multivariate analysis and predictive modelling. The purpose of PLS regression is to define a linear relationship between the independent variables (features) and the dependent variables (responses) in a data set. It can be effective for data sets with a high number of variables, multicollinearity, or situations.
Gaussian Process Regression (GPR)150,151 is a machine learning technique suitable for situations with unknown or complex relationships between input and output variables. This model uses kernel functions like the Radial Basis Function (RBF) kernel to determine the similarity between data points and provide predictions and associated uncertainties. Training the model requires a dataset of input-output pairs, and the posterior distribution over functions is computed using Bayes’ rule. GPR has several benefits over other regression techniques, such as handling noisy data, incorporating prior knowledge about the problem and providing uncertainty estimates for predictions. However, it may face scalability issues when dealing with large datasets. Despite these challenges, GPR remains valuable in a diverse range of machine learning applications because of its ability to provide insightful predictions and uncertainties.
The machine learning algorithm was prepared in Python programming language using The Scikit-Learn library 152 and run with Jupyter.
All input variables (or features) were defined categorically. The categories used were the same as those detailed in Table 5 for the multiple linear regression models. Dummy (one-hot) coding was used for categorical definition. Twenty percent of the dataset was used to train the algorithm, and 80% was used to validate the algorithm. Additionally, 10-fold cross-validation was employed for all algorithms. This cross-validation technique is crucial for assessing the model's performance by examining how it generalises across different subsets of the data used for training153,154
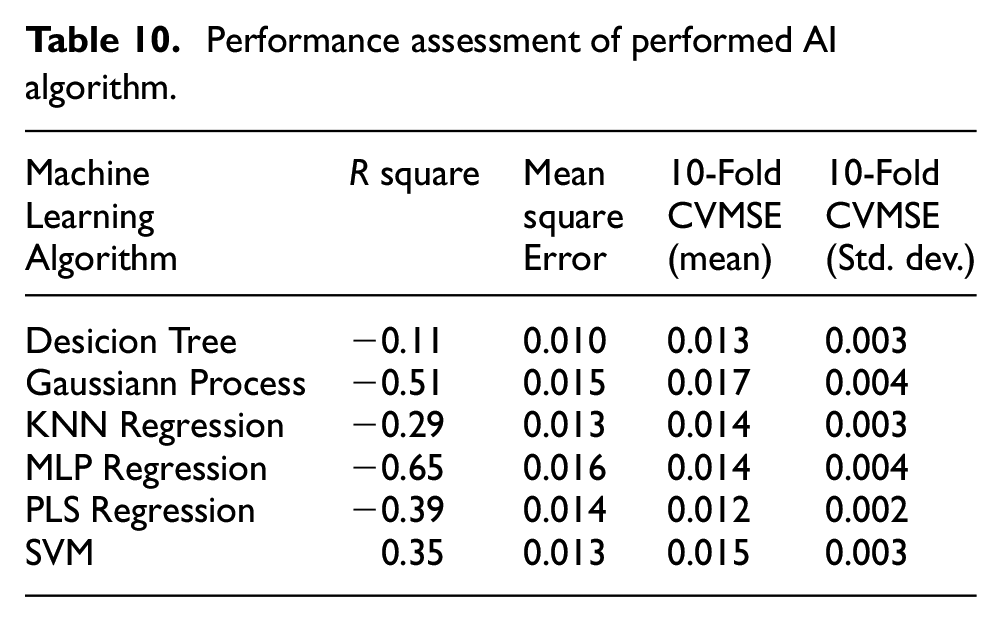
R-square and Mean Square Error values were analysed to evaluate the performance of the model. R-square and Mean Square Error and the 10-fold cross-validation values are given in Table 10. In addition, the correlation matrix obtained from KNN regression between inputs and outputs is given in Table 11. In parallel with previous statistical studies, it was observed that the algorithms used could not establish a successful relationship between inputs and outputs.
Performance assessment of performed AI algorithm.
Correlation matrix obtained from KNN regression between inputs and outputs.

Discussion
Additively manufactured metals have gained remarkable interest in the industry, and many conventionally manufactured components will be manufactured with additive manufacturing once it reaches the desired specifications. While the literature on the topic is still limited, there are studies exploring the effects of additive manufacturing process parameters on fatigue life. Due to the heterogeneous structure of the parts, the different sub-production methods and their parameters, the effects of these parameters are unclear. Researchers are also focused on enhancing the mechanical properties of additively manufactured components through post-processing methods, especially via heat treatment and surface treatments. Considering the many microvoids created in the structures by additive manufacturing, researchers commonly use hot isostatic pressing (HIP) as a heat treatment method to vanish or lessen the microvoids, which has a positive effect on mechanical strength. However, it should be noted that parameters such as temperature, duration, pressure and environment have restrictions, and their effects can be positive or negative.
This study aimed to establish whether useful design SN curves could be estimated for additively manufactured metals through statistical and machine learning analysis of a large quantity of experimental fatigue data. In this study, a database compiling the papers that studied on fatigue behaviour of additively manufactured metals in the literature 59 was utilised. Stress-fatigue life (S-N) curves in the database were re-analysed according to the endurance limit at extrapolated 2.106 cycles, and the effects of various parameters on fatigue life were investigated. Due to the high scatter in the graphs, deductions are not straightforward. Consequently, statistical and artificial intelligence analysis methods were employed to identify trends and predict the data.
The mean σ%50/σUTS values for all data sets were 0.18 and 0.21 for R = 0.1 and R = −1, respectively, however the scatter was significant. The mean values of the negative inverse slope were obtained as 6.7 and 5.5 for 0.1 and −1 loading ratios, respectively, with 59% of the k values falling between 3 and 6. The Gerber, Goodman, Dietman and Eliptical mean stress curves failed to provide a clear correlation of the mean stress data, with some data points falling outside all four curves. Attempts to develop linear regression and machine learning models that could predict the endurance limit and negative inverse slope of the fatigue data sets were unsuccessful, with all methods returning R 2 values less than 0.45. As a result, standard design curve rules or predictive models could not be developed for AM metals using the database available. The attempt presented here to train a machine learning model to predict fatigue design curves for AM metals was constrained by the available data and insufficient data was available for important parameters such as the manufacturing processes, material properties, material microstructure and defects. While AI presents a promising solution, our analysis indicates it is necessary to include additional parameters to make reliable fatigue property estimates for AM metals using machine learning. At present experimental fatigue data for the combination of material and manufacturing parameters is still needed for robust fatigue design of AM metal components.
Through the investigations conducted for this study, several quantitative trends were identified in the data, which may benefit from additional investigation. Surface operations consistently appeared to have an effect on the fatigue strengths reported in the data sets, regardless of any other variables, with the effect of a machined surface finish being particularly prominent. Aluminium was the only material to show sensitivity to build direction independently of other parameters, agreeing with the findings of Yadollahi et al. 26 and Zhao et al. 25 Load ratio only appeared as a significant factor in combination with either heat treatment or surface finish for all three metals, which may be explained by the ability of heat treatment and surface operations to remove residual stresses from the as-built material.
Conclusions
To aid designers using 3D-printed metals, this study aimed to establish whether useful design SN curves could be estimated for additively manufactured metals through statistical and machine learning analysis of a large quantity of experimental fatigue data. From the work detailed in this paper the following conclusions were drawn:
While AI presents a promising solution, our analysis indicates it is likely necessary to account for parameters in addition to those considered here, such as manufacturing processes, material properties, material microstructure and defects to make reliable fatigue property estimates for AM metals using machine learning.
At present experimental fatigue data for the combination of material and manufacturing parameters is still needed for robust fatigue design of AM metal components.
Surface operations, particularly surface machining, have a significant effect on the fatigue strength of 3D-printed aluminium, steel and titanium.
The fatigue strength of 3D-printed aluminium is sensitive to build orientation, whereas steel and titanium are much less sensitive to build orientation.
Load ratio has a significant effect on the fatigue strength of 3D-printed aluminium, steel and titanium only when coupled with heat treatment (for aluminium and steel) or surface operations (for steel and titanium).
The mean values of the negative inverse slope were obtained as 6.7 and 5.5 for 0.1 and −1 loading ratios, respectively, with 59% of the k values falling between 3 and 6.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.