
Abstract
During electrical discharge machining (EDM), the process parameters greatly influence the discharge characteristics and machining performance, including electrical and non-electrical parameters. As a new EDM method, short electrical arc milling (SEAM) is plagued by frequent short circuits, poor debris removal, and low energy-transfer efficiency. Therefore, this paper investigated the influence of non-electrical parameters (electrode material, working medium, and electrode rotation) on the crater characteristics, machining efficiency, and electrode wear. The micromorphological characteristics of the workpiece were explored. The results suggested that non-electrical parameters compressed and fractured the plasma channels, thus changing the effect of EDM. The air-tap water medium and electrode rotation promoted debris removal and arc breaking, which prevented the arc from ablating the workpiece. When GH4099 alloy was machined with a copper electrode, the workpiece surface quality and machining efficiency were high, and the thickness of the heat-affected zone was small. This work reveals the characteristics of short electric arc discharge and provided a theoretical basis for the efficient and high-quality machining of difficult-to-cut materials by SEAM.
Introduction
High-temperature alloys and titanium alloys are commonly used in the aviation, aerospace, chemical, and energy fields.1,2 These materials have a high strength and hardness, which lead to a low cutting efficiency, high tool loss, cutting deformation, and cutting chatter when subjected to traditional machining. 3 EDM provides an alternative method for machining such materials and is not restricted by the hardness and strength of the material.4,5
Studying the mechanism is the key to the further development of EDM. In EDM, the workpiece is machined by superimposing numerous craters, and a single crater is formed by a distinct single pulse discharge. Therefore, it is important to study the crater characteristics to reveal the machining mechanism and guide the process development. In a single-pulse-experiment, Liu et al. 6 found that EDM was prone to single-pulse discharge when the pulse duration was only a few microseconds and was more likely to short circuit when the workpiece was connected to a negative polarity. This shows that positive-polarity machining has a higher machining efficiency. Zhang et al. 7 studied the effect of machining polarity on craters using a single-pulse discharge and concluded that the positive-polarity crater diameter was greater than the negative-polarity crater diameter, which led to a high positive-polarity machining efficiency. Many researchers have considered the effects of other processing parameters. Wang et al. 8 systematically investigated the breakdown process and impedance characteristics of plasma channels by single-pulse discharge experiments. They analyzed the effects of discharge current and discharge gap distance on the breakdown process and impedance characteristics of plasma channels. Liu et al. 9 reported the effect of air and emulsified oil mediums on EDM by single-pulse experiments and found that when emulsified oil was used as the working medium, the crater had a smooth and flat bottom, and a high material removal rate was obtained. Gu et al. 10 studied the EDM mechanism of a titanium-zirconium-molybdenum (TZM) alloy using single-pulse experiments. It was found that the diameter of the crater produced by a single pulse increased with the peak current and pulse duration. Increasing the discharge current and discharge time improved the machining efficiency.
A low machining efficiency is the main obstacle to the development of EDM. Mu et al. 11 pointed out that the energy density of arc plasma was higher than that of spark plasma, which allowed it to obtain a higher machining efficiency. To improve the surface quality of the EDM workpiece and obtain a high material removal rate, Muthuramalingam et al.12–14 built an the iso-current pulse generator. The experimental results showed that using an iso-duration current pulse generator obtained better surface quality, higher material removal rate, and reduced the arc effect. Therefore, much research has been conducted on arc machining in recent years. The plasma generated by arc discharge forms discharge craters on the workpiece, which have a significant effect on the surface characteristics and machining efficiency of the workpiece. Therefore, parameters such as workpiece polarity, discharge current, and discharge duration are crucial for arc machining. Changes in the discharge polarity are crucial for arc stability. Zhang et al. and Chen et al.15,16 respectively studied the polarity discharge with flushing pressures of 10, 20, 30, and 40 kPa, and a voltage of 30 V, pulse duration of 1 ms, and concluded that negative polarity discharge processing was less stable and easily short-circuited. In contrast, positive-polarity processing should be used for discharge processing. A higher discharge energy will increase the crater diameter, width, and depth of the recast layer. Arc discharge generated more energy than EDM, which resulted in efficient material removal. 17 However, most research on crater formation has focused on the effects of electrical parameters and discharge energy on crater characteristics. Although some theoretical models have been proposed to analyze the impact of arc plasma in crater characteristics,18,19 these models were based on ideal assumptions. Zhu et al. 20 used air instead of water as the working medium, and the high-speed air medium significantly disturbed the plasma arc, which shows that the non-electrical parameters also affected the discharge craters.
The above literature review shows that both electrical and non-electrical parameters in EDM have a great influence on the discharge characteristics and machining performance. However, current research on electric arc machining craters has mainly focused on electrical parameters, and there has been less research on non-electrical parameters such as the working medium, electrode rotation, and electrode material. SEAM is a new arc machining method, and there has been almost no research on its non-electrical parameters. Therefore, this paper studied the effect of the electrode material, electrode rotation, and working medium as non-electrical parameters on crater characteristics, processing efficiency, electrode loss, and pulse energy consumption. These results will help develop efficient and high-quality short electrical arc processing.
Experimental design
Principle
SEAM is a kind of EDM. It has a lower operating voltage (below 60 V) than typical EDM, a conical discharge channel, spots that appear on the cathode and anode are of different sizes, a higher current density, and a reasonably thick heat-affected layer. For rough or semi-finish machining, it is typically utilized. The typical EDM discharge channel is shaped like a drum, the cathode and anode spots are the same size, the discharge point is generally stable in place, and the current density is modest. It is typically employed for finishing and semi-finishing. SEAM is a machining method in which the rotating tool electrode is continuously approached to the workpiece under a certain pressure of the air-tap water mixed medium. The instantaneous high temperature generated between the two electrodes melts or vaporizes the material, and then the molten material is removed under the action of a high-speed and high-pressure medium, as shown in Figure 1(a). To prevent the arc from ablating the workpiece in one position during SEAM, the spindle is usually rotated at a high speed, and the internal and external flushing medium flush the discharge channel to blow the arc out of the fixed position and break the arc. During arc discharge, when the distance between the electrode and the workpiece decreases, the electrode collides with the micro-region of the workpiece. During arc discharge, when the distance between the electrode and workpiece decreases, charged ions between the poles move at a high speed under the electric field and collide with each other to produce a large amount of Joule heat. This rapidly melts the material and removes the discharge gap by the medium, accompanied by the production of small eroded particles and bubbles, 21 as shown in Figure 1(b). The partially-melted material quickly cools and re-solidifies inside and around the edges of the crater and forms a recast layer. Particle collision generates a large amount of Joule heat, which is transferred along the surface of the workpiece to the substrate interior. The base material is heated, changing its crystal structure and forming a heat-affected zone. As the current in the discharge gap continues, a stable arc will be formed.
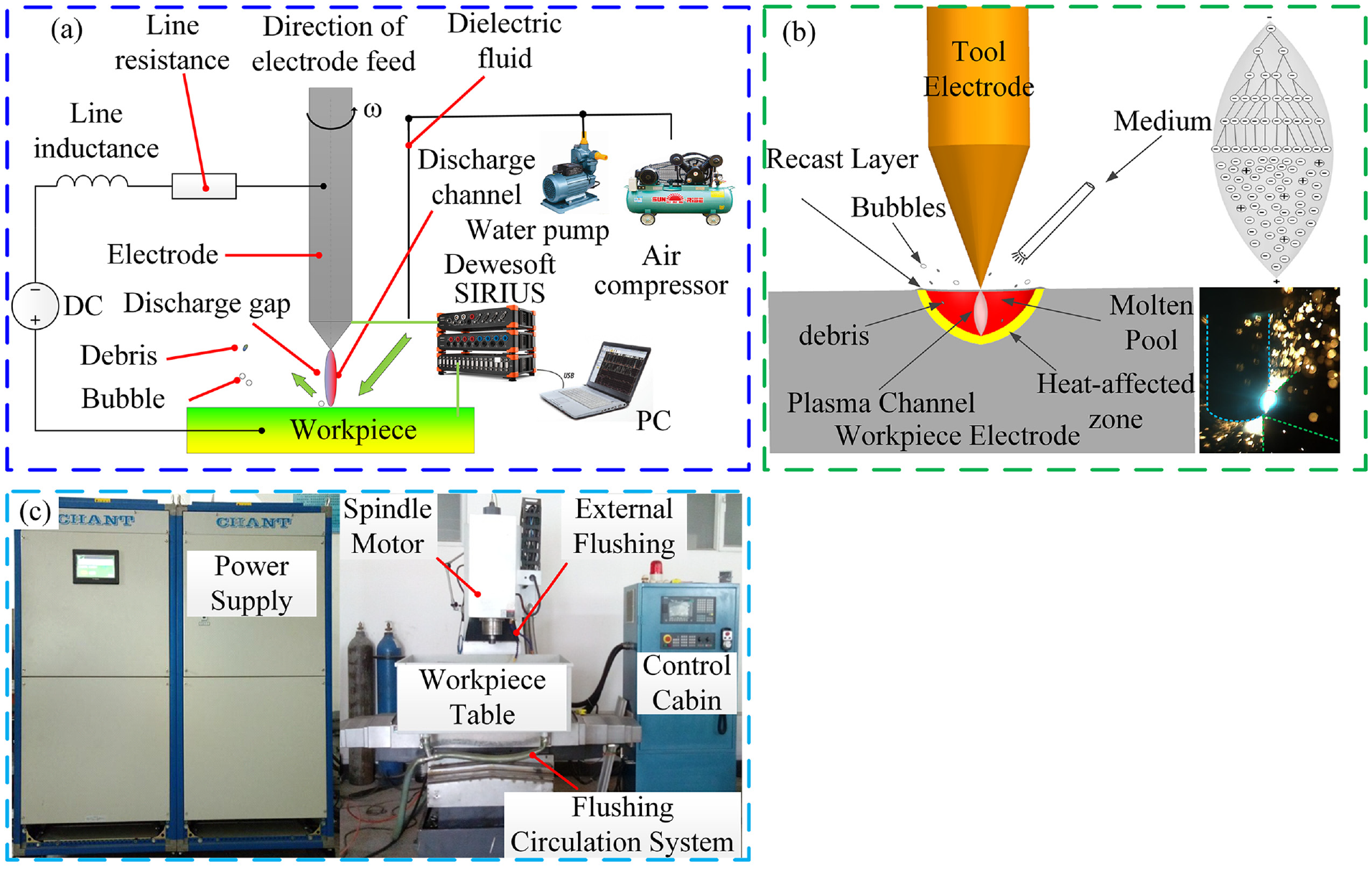
Schematic diagram of SEAM: (a) pulse discharge system, (b) pulse discharge etching, and (c) SEAM processing equipment.
To ensure stable processing of short arc milling and smooth removal of molten state metal, the processing uses a mechanical-liquid mutual coupling energy field. That is, the short arc discharge processing through the high-pressure pump will work medium pressure into the rotating spindle, and finally the high-speed, high-pressure working medium into the short arc discharge area, through the spindle mechanical rotation and high-speed high-pressure medium interaction, play the role of arc break and etching molten metal material, and finally achieve the purpose of stable short arc processing.
Experimental conditions
Figure 1(c) shows the SEAM experimental equipment, which was independently developed. A high-power DC pulse power supply was selected for the experiment. The negative side of the power supply was connected to the discharge spindle, and the positive pole was connected to the workbench. During the experiment, the Dewesoft SIRIUS multi-channel data acquisition system (model: SIRIUSi-HS; manufacturer: DEWESoft) was connected at both ends of the electrode to measure the discharge gap current, gap voltage, and power supply output voltage. The actual discharge waveform was captured through a PC. The nickel-based alloy GH4099 was selected as the workpiece. Two types of electrodes are used. The first electrode was made of Φ10 mm rod-shaped copper and graphite with a taper of 4:7 and was used as pulse processing tool electrode; the second electrode used tubular copper and graphite with an outer diameter of 16 mm and inner diameter of 8 mm as the electrode for continuous machining tools. The machining mediums included air, tap water, and an air-tap water mixture. The air was provided by an air compressor, tap water was provided by a water pump, and air and water were mixed through a tee and delivered to the discharge gap. The size and quality of GH4099 and tool electrodes were measured with a precision balance and a Vernier caliper, respectively. The workpiece was cut into 5 mm × 5 mm × 3 mm specimens by a wire-cutting machine to prepare metallographic samples. The metallographic cross-section and workpiece surface were observed by a scanning electron microscope (SEM (model: JSM-7610FPlus; manufacturer: JEOL)). The crater, workpiece surface roughness, and crater size were observed by VHX-6000 (model: VHX-6000; manufacturer: KEYENCE)).
Experimental process
To explore the influence of electrode motion characteristics and machining medium on the discharge channel during discharge, this paper used the comparative analysis method to design a rotating electrode, stationary electrode, air medium, tap water medium, and air-tap water mixed medium as the experimental parameters for single-pulse discharge and double-pulse discharge experiments. The specific parameters are shown in Table 1. The effects of different working materials on the material removal rate (MRR), tool relative mass wear rate (θ), tool relative volume wear rate (θV), Pulse energy (W) and workpiece micromorphology were investigated to further analyze the short arc breakdown mechanism and provide a good basis for efficient and stable SEAM. MRR, θ, W and θV were calculated as follows:




Experimental setting of SEAM.
where
Results and discussion
Effect of non-electrical parameters on crater morphology
Effect of electrode rotation
Figure 2 shows the short arc pulse discharge crater surface morphology upon varying the spindle behavior (static and rotating). The metal vapor jet existed 22 during the pulse discharge in the stationary spindle state, and the molten metal material of the workpiece was thrown out of the crater under the action of the jet. Graphite, as a non-metallic material, has a high melting point and boiling point and low thermal conductivity, which is very different from the melting of metal electrodes. Therefore, the throwing-out of graphite electrodes was not observed during pulse discharge, as shown in Figure 2(a) and (b).
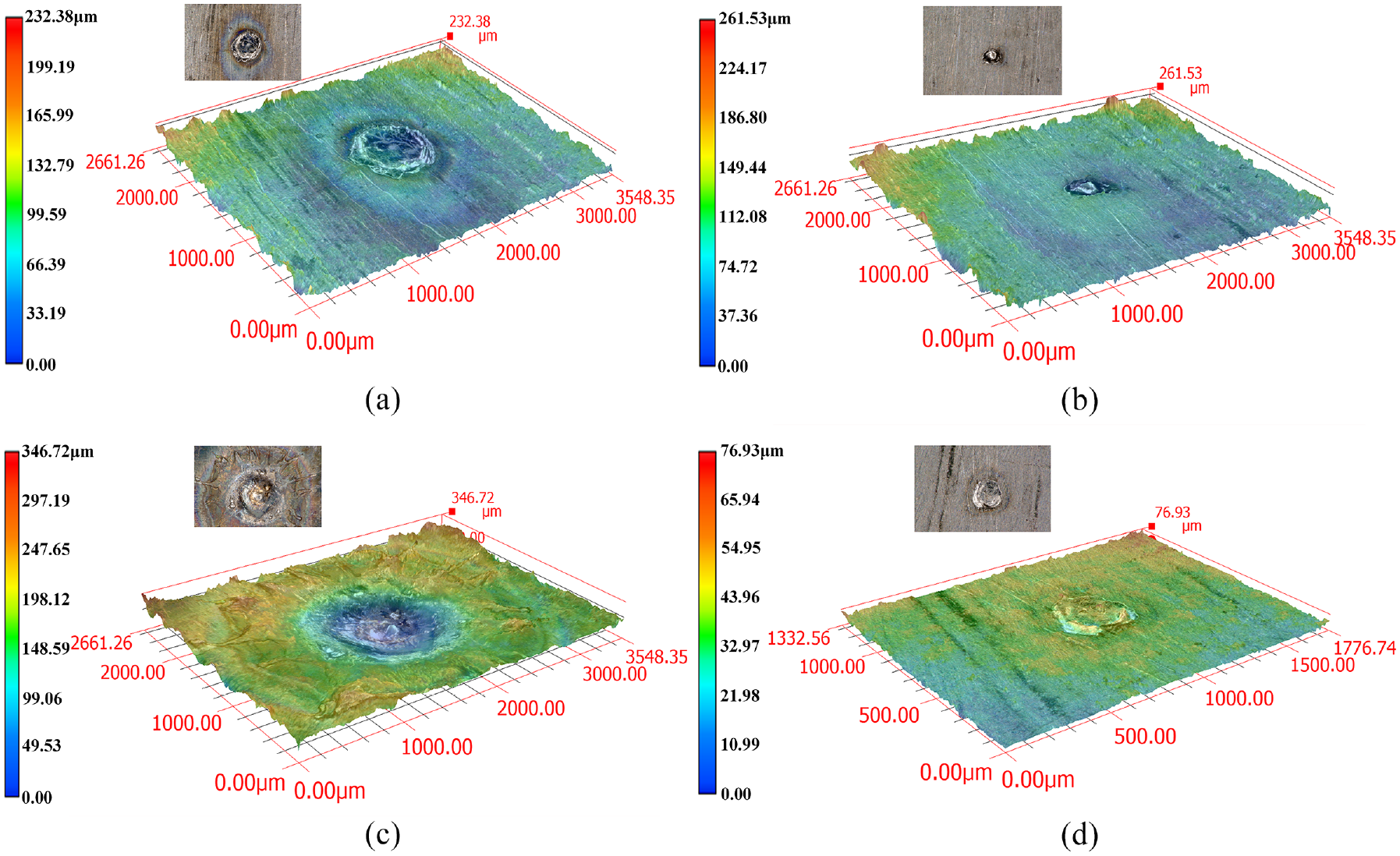
SEAM pulse electric discharge machining by a static electrode: (a) copper electrode with a single pulse and (b) graphite electrode with a single pulse; SEAM pulse electric discharge machining by a rotating electrode: (c) copper electrode with a single pulse and (d) graphite electrode with a single pulse.
Compared with graphite electrode processing, the pulse discharge crater diameter of the purple copper electrode was wider. As the metal electrode, copper melted and formed droplets that were thrown out and dispersed on the surface of the crater of workpieces under the centrifugal force of the rotating electrode, as shown in Figure 2(c) and (d). The effect of throwing out after the rotation of the metal electrode was more obvious than the static state of throwing out because the electrode rotation speed n, the molten metal droplets had a certain mass Δm and were thrown outward by inertia to form a centrifugal force F. The higher the electrode rotation rate, the greater the centrifugal force on the electrode droplet, so the droplet movement distance r was greater, as shown in Figure 2(c) and (d). Electrode rotation increased the debris removal efficiency. To prevent the electric arc from ablating the workpiece at the same position, electrode rotation processing should be adopted.
Effect of working medium
Figure 3 shows the single-pulse processing surfaces in air, tap water, and air-tap water mixed mediums, respectively. Observation of the discharge craters in the three media clearly shows the impact of the arc on the surface of the workpiece during machining. The discharge area was circular. In the center of the circular area, there was a cavity that was concave toward the inner part of the workpiece, and there were bulges around the concave area that extend outward. This feature indicates that the material rapidly solidified after melting and was thrown out under the rotation of the electrode.
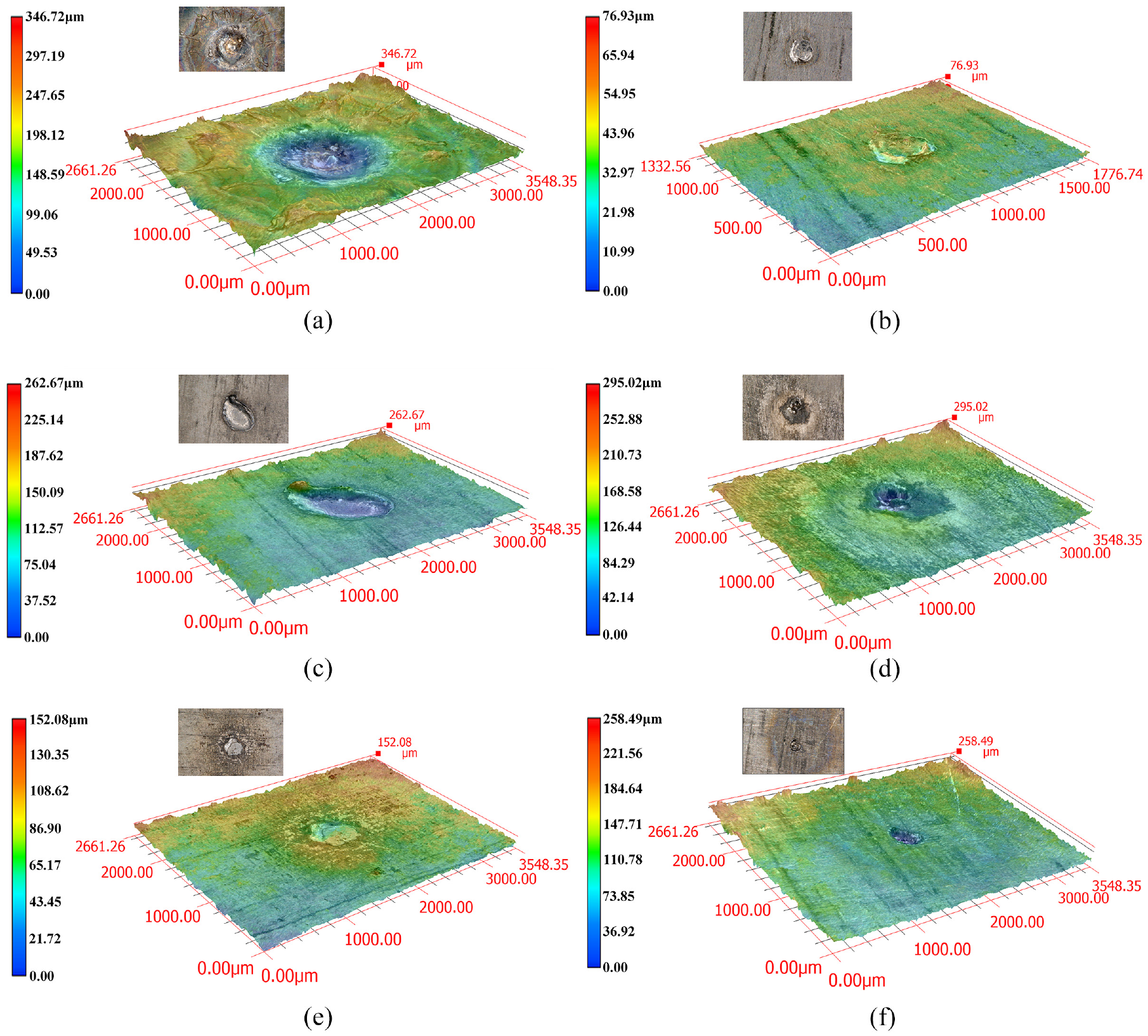
High-pressure air dielectric and electrode rotation: (a) copper electrode with a single pulse and (b) graphite electrode with a single pulse; High-pressure tap water dielectric and electrode rotation: (c) copper electrode with a single pulse and (d) graphite electrode with a single pulse; air-tap water mixed medium and electrode rotation: (e) copper electrode with a single pulse and (f) graphite electrode with a single pulse.
Comparing the pulse discharge crater of graphite electrode and copper electrode under different machining mediums, it was found that the diameter of the discharge crater was widest when copper was used as the tool electrode because the metal electrode easily excited charge during the discharge process. This made the discharge more intense than that of the graphite electrode. In addition, the crater created in the air-tap water mixing medium had a smooth and flatter bottom, as shown in Figure 3(e) and (f). When using air as the medium, the crater diameter was wide, the depth was shallow, and the crater edges and bottom were rough and unevenly distributed, as shown in Figure 3(a) and (b). When using water as the medium, the crater edges and bottom were more uniform than the air medium crater, as shown in Figure 3(c) and (d). This shows that although the crater formation mechanism was the same in different media, this was mainly due to the same arc effect, but the throwing-out mechanism of the material was different. The thermal conductivity of air is low, so when using air as the medium, the discharge energy could not be removed quickly enough, and part of the non-discharged material re-adhered to the crater surface after melting. The water medium had good thermal conductivity. After the molten workpiece material was thrown out of the workpiece during processing, it cooled rapidly and stayed on the crater surface to form a thick recast layer. A medium pressure and flow were sufficient after mixing air and water. After the arc was generated, the mixed medium compressed the arc to make the arc discharge more concentrated, and the molten material was rapidly blown out of the crater by the high-pressure medium. The arc discharge energy in the air-tap water mixed medium was more concentrated, and the flushing water was better, which helped obtain a large discharge crater and good surface quality. Therefore, to obtain a high removal efficiency and high quality, an air-tap water mixed medium should be used.
Effect of pulse on crater width
To further analyze the effect of pulses on the crater, the crater diameters of single and double pulses were measured, as shown in Figure 4(a) and (b). The double pulse discharge crater diameter was wider than that of the single pulse. This was because the double pulse discharge energy was larger, and the discharge channel continued to expand to maintain the internal and external pressure balance, so the crater diameter increased. Flanging occurred at the edge of the discharge crater, due to the Marangoni effect formed by material adhering to the edge of the crater and forming immediately. Material was thrown out of the crater and accumulated on the surface of the crater to form a small recast layer. With continuous pulse discharge on the surface of the workpiece, a large amount of material was removed too late and re-accumulated on the surface of the machined workpiece to form a thicker recast layer.
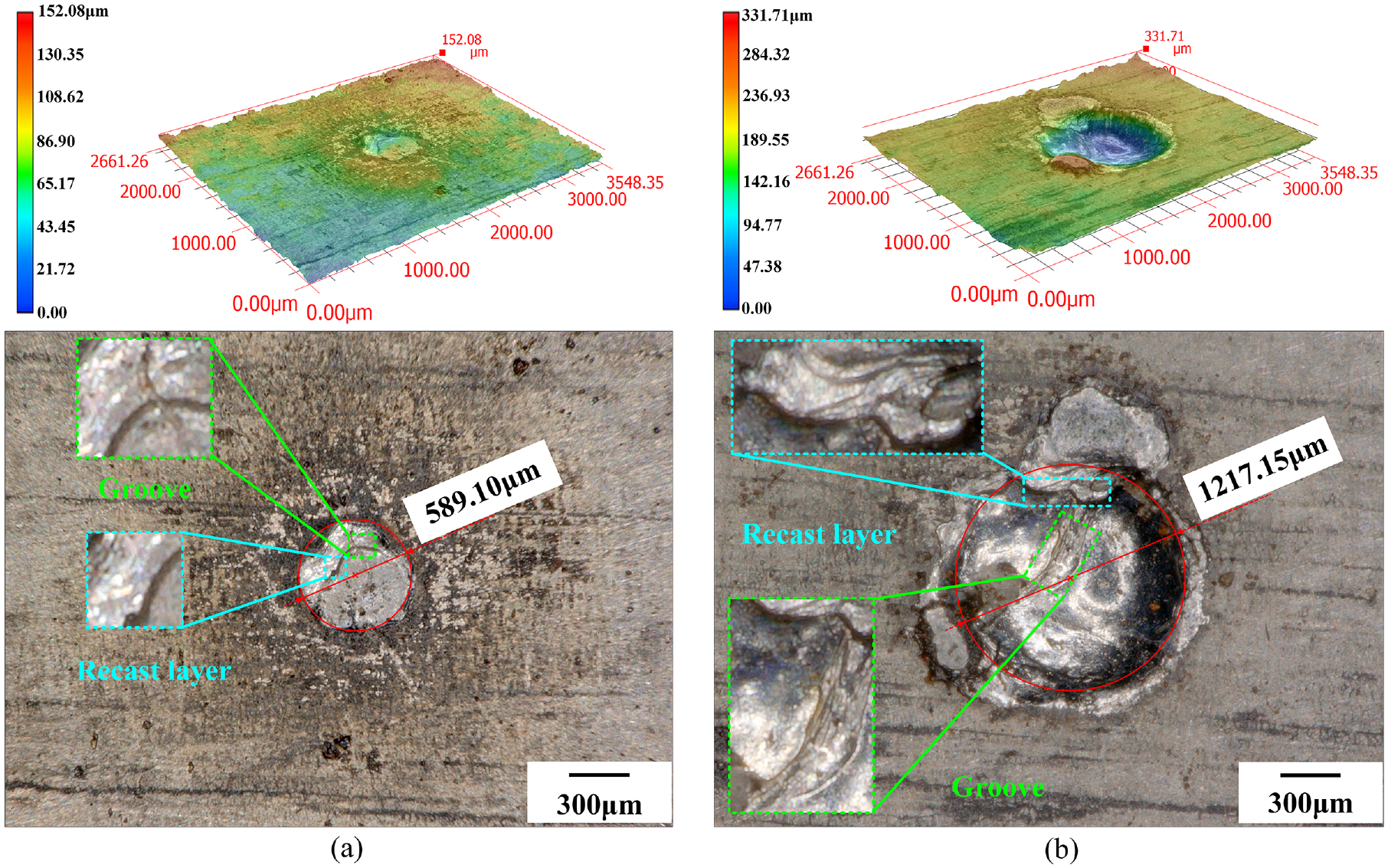
Air-tap water mixed medium and electrode rotation: (a) copper electrode with a single pulse and (b) copper electrode with a double pulse.
Effect of the number of pulses
Energy is the key parameter that affects the size of the crater formed during SEAM. To further analyze the shape of the discharge crater, graphite was selected as the tool electrode for single-pulse and double-pulse discharge experiments. Figure 5(a) and (b) show the surfaces and cross-sections of single-pulse and double-pulse craters, respectively. The crater sections were obtained by cutting the A-A and B-B lines in the center of the crater and making metallographic specimens. Analysis showed that a recast layer and heat-affected zone existed in the crater after pulse processing. The thickness of the recast layer increased as the discharge energy was continuously injected. Compared with the single-pulse machining, the double-pulse discharge machining crater edge recast layer was larger, mainly due to increased material erosion upon increasing the double-pulse discharge and because more erosion material adhered to the workpiece surface, as shown in Figure 5(b). It can be assumed that during continuous pulse processing, the number of pulses affected the processing efficiency.
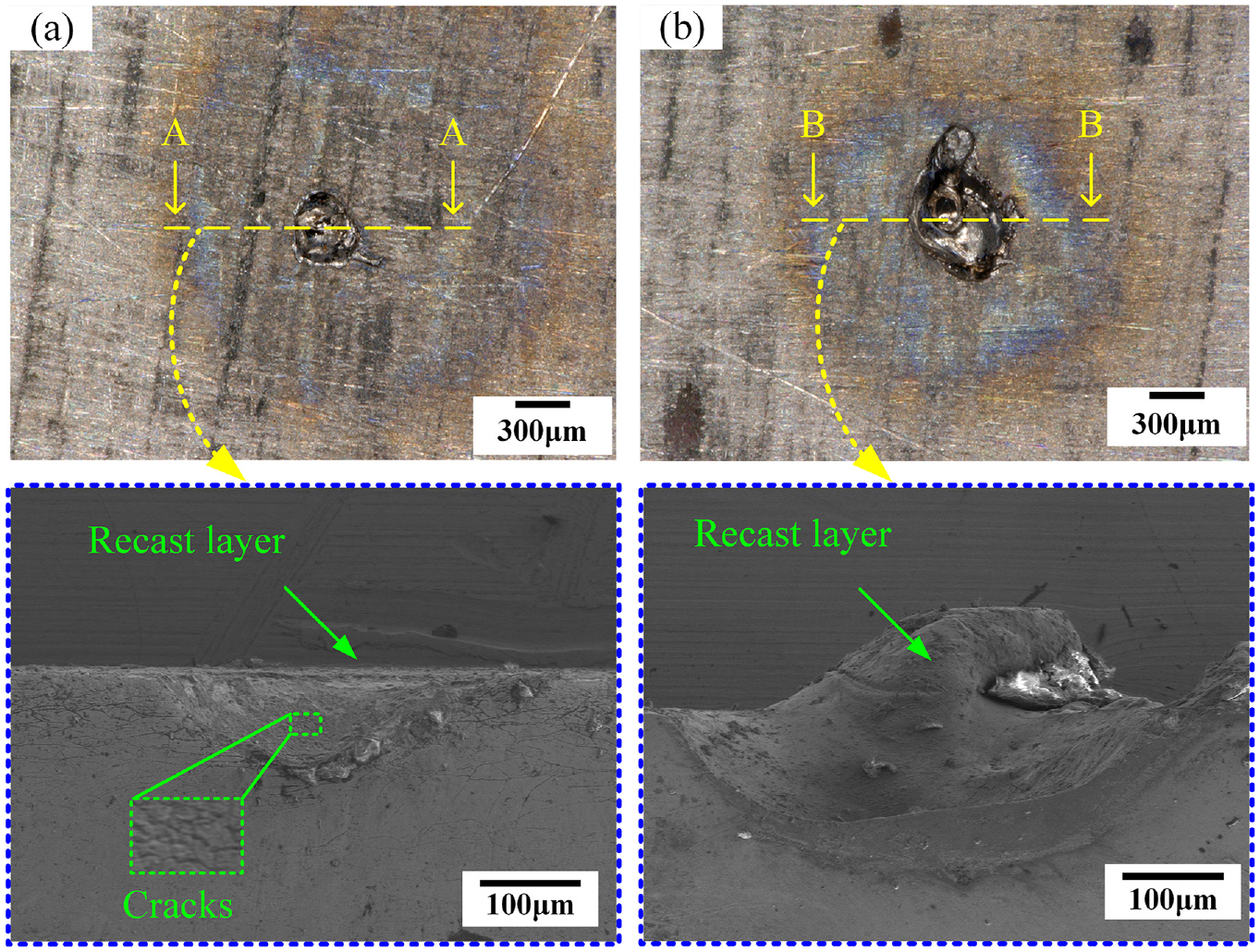
Pulse shape and cross-section: (a) single pulse and (b) double pulses.
Pulse discharge energy
Figure 6 shows pulse discharge energy statistics using different working conditions. The pulse discharge energy when copper was selected as tool electrode material was greater than that of graphite. With the continuous change of the machining medium, the pulse discharge energy changed greatly. When air was used as the machining medium during electrode rotation, the double pulse discharge energy of the copper electrode machining was about 1.5–12 times that of other machining states. Chen et al. pointed out 16 that the thermal conductivity of water is greater than air, so water takes away more heat under the same conditions. However, according to the actual machining results, if only air was selected as the machining medium, the workpiece material was not easily discharged and formed a thick recast layer after etching. When the air-tap water mixture was selected as the medium, it had a good debris discharge effect, showing it should be used as the SEAM medium.
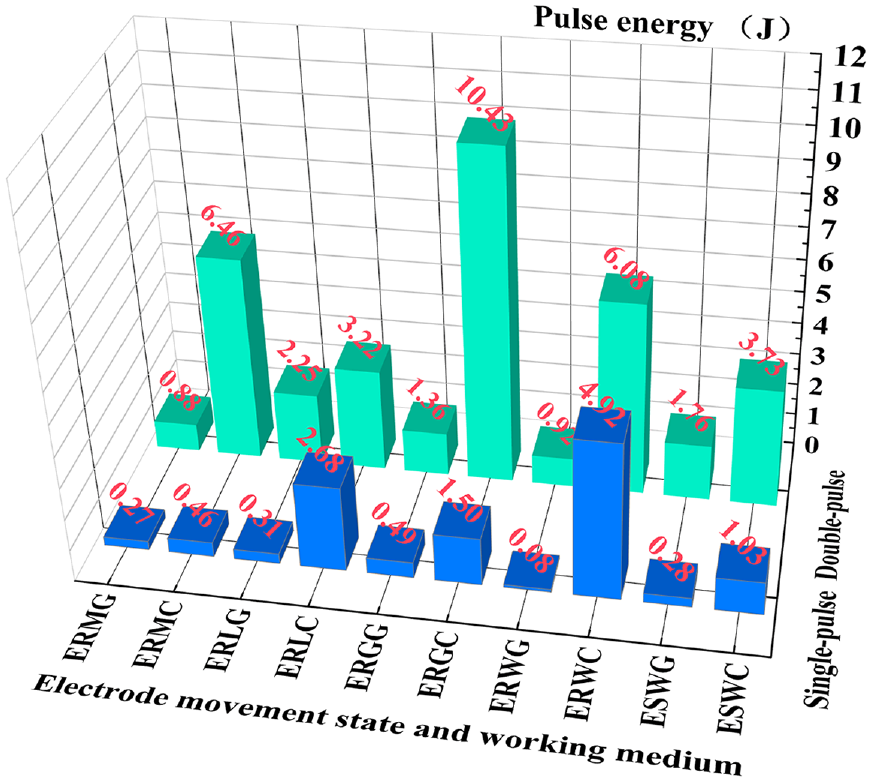
Element energy.
Effect of non-electrical parameters on machining performance
Material removal rate
Under the same experimental parameters, the arc energy in the SEAM is different when the graphite electrode and copper electrode were used. As shown in Figure 7, the MRR of the copper electrode was the largest and was about three times that of the graphite electrode. As a metal electrode, copper had better electrical conductivity (Table 1) than the graphite electrode and could be processed at a lower energy. During the process of discharge, the copper electrode made it easier to excite electrons to generate discharge. Its good conductivity and thermal conductivity gave it a higher processing efficiency, in agreement with the single crater discharge of the purple copper electrode described in section 3.1. The metal copper electrode had high material removal rate and could be widely used during the actual processing of GH4099, providing a stable electrode for the stable processing of GH4099.
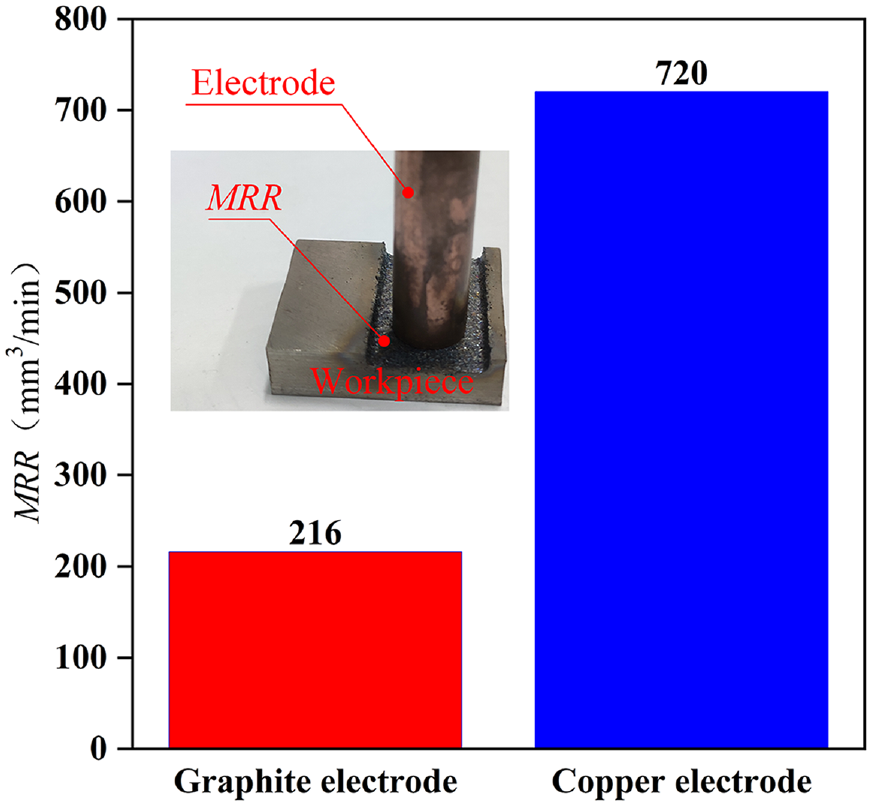
Material removal rate of the workpiece.
Electrode wear ratio
As shown in Figure 8, the electrode wear of the graphite and copper electrodes used as the tool electrode during continuous machining was studied. The results showed that the tool electrode was gradually worn during machining, and its shape changed accordingly. When the hollow tubular electrode was used for SEAM, the bottom of the tubular electrode gradually tended to form a conical platform shape, as shown in Figure 8(b). When graphite was used as the electrode material, θ = 4.21% and
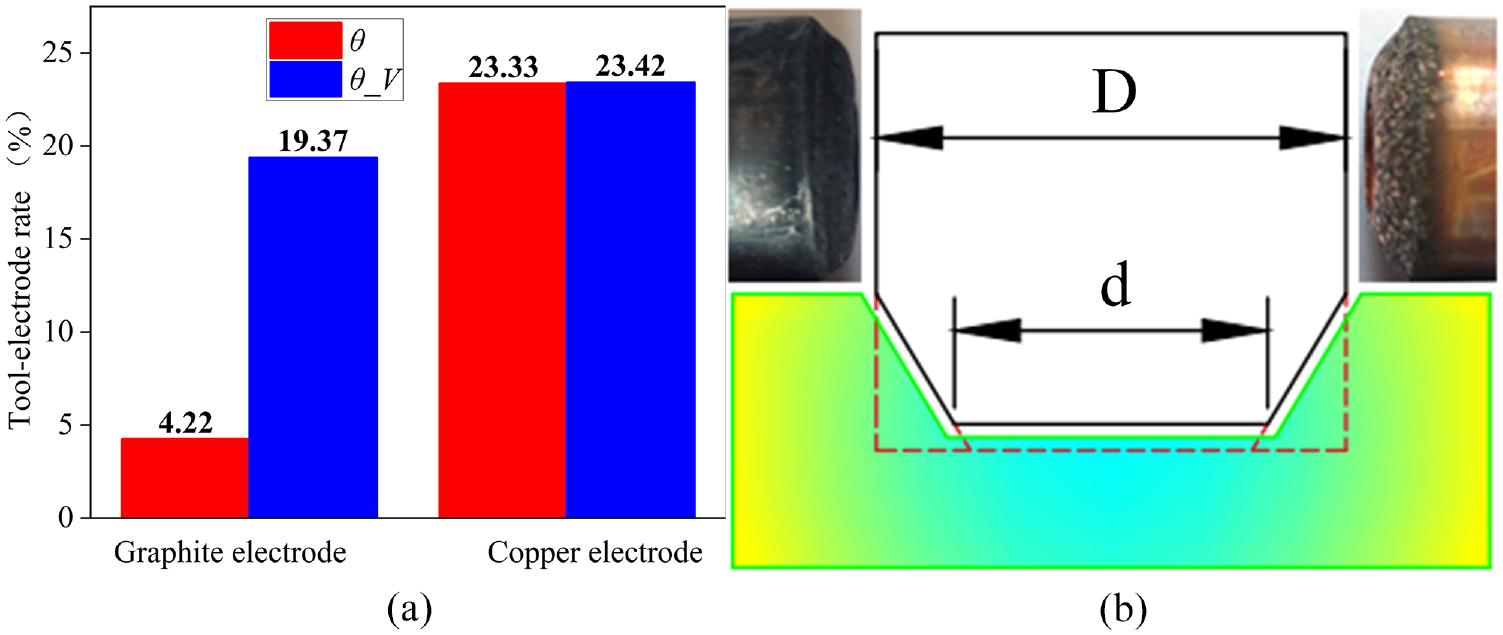
Electrode wear ratio: (a) graphite and copper tool electrode wear rate and (b) Electrode wear profile.
Microstructure analysis of GH4099 machined surface
Graphite and copper were used as the tool electrodes for continuous machining experiments. Figure 9 shows the three-dimensional scanning diagram and two-dimensional plan of the machined surface using different electrode materials. Compared with the three-dimensional scanning diagram, the craters and micro-grooves on the workpiece surface after processing the copper electrode were small. Fluctuations of the machined surface were modest, and the overall quality of the machined surface was higher than that of the graphite electrode. As shown in Figure 9, a two-dimensional view of the processed surface shows that the crater on the workpiece surface processed with copper was relatively flat, and the workpiece surface was relatively flat. For the surface of the workpiece Sa = 29.00 μm and Sz = 235.19 μm after processing with the copper electrode, and Sa = 36.24 μm and Sz = 287.36 μm after processing with the graphite electrode, as randomly measured by a VHX-6000. The reason for this is that the copper electrode had good conductivity, so the electric field between the tool electrode and workpiece was strong. The dielectric breakdown increased the discharge gap, which was conducive to the discharge of electrical corrosion materials, which resulted in a low arc discharge crater depth. Thus, the surface roughness of the workpiece was reduced.
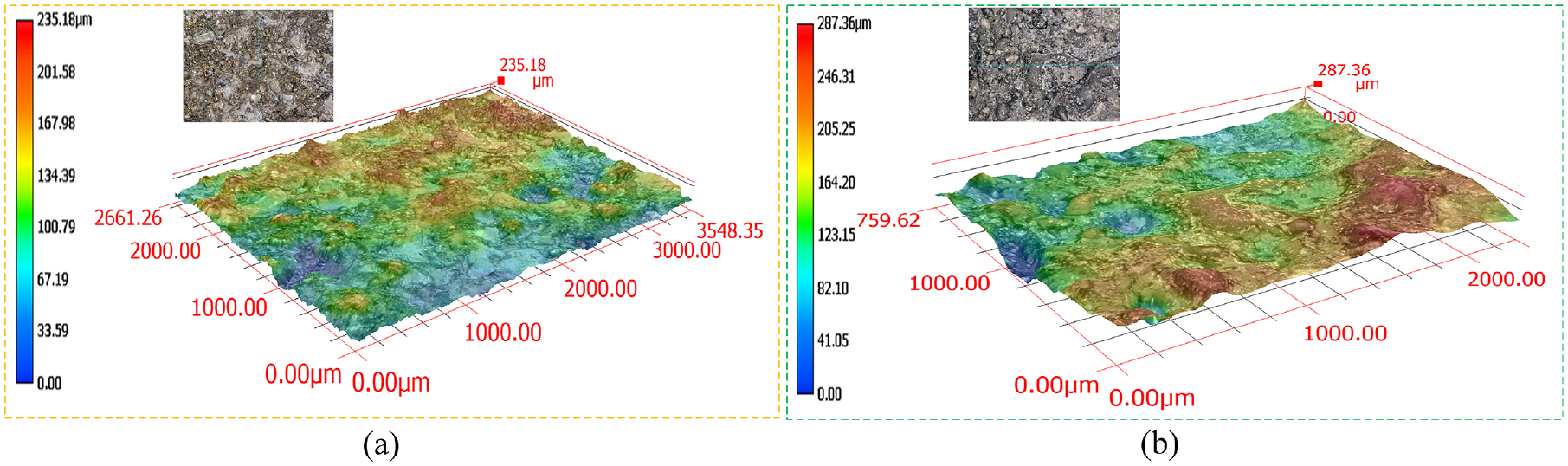
Three-dimensional scanning diagram and two-dimensional plan of the machined surface under different electrode materials: (a) copper electrode and (b) graphite electrode.
Effect of non-electrical parameters on micromorphology
Cross-sectional micromorphology
To further analyze the surface quality of the workpiece after discharge, the machined workpieces were cut into 5 mm × 5 mm × 3 mm specimens by wire electrical discharge machining (WEDM). After inlaying, grinding, polishing, and chemical corrosion, the cross-sectional morphology of GH4099 after processing using different electrode materials was analyzed, as shown in Figure 10. From the cross-sectional morphology, it can be seen that the recast layer and heat-affected zone after SEAM appeared on the workpiece cross-section morphology. Comparing Figure 10(a) and (b), the heat-affected zone of the workpiece processed with graphite was thicker than that processed with the copper electrode because the metal electrode has high thermal conductivity and some of the heat during discharge was removed by the metal electrode. This reduced the heat transfer from the workpiece surface to the base. Graphite has a low thermal conductivity, and some of the heat during the discharge process entered the workpiece interior and was affected by the air-tap water mixture. The surface of the workpiece forms cracked due to stress concentration and transfer along the recast layer to the heat-affected zone, as shown in Figure 10(b).
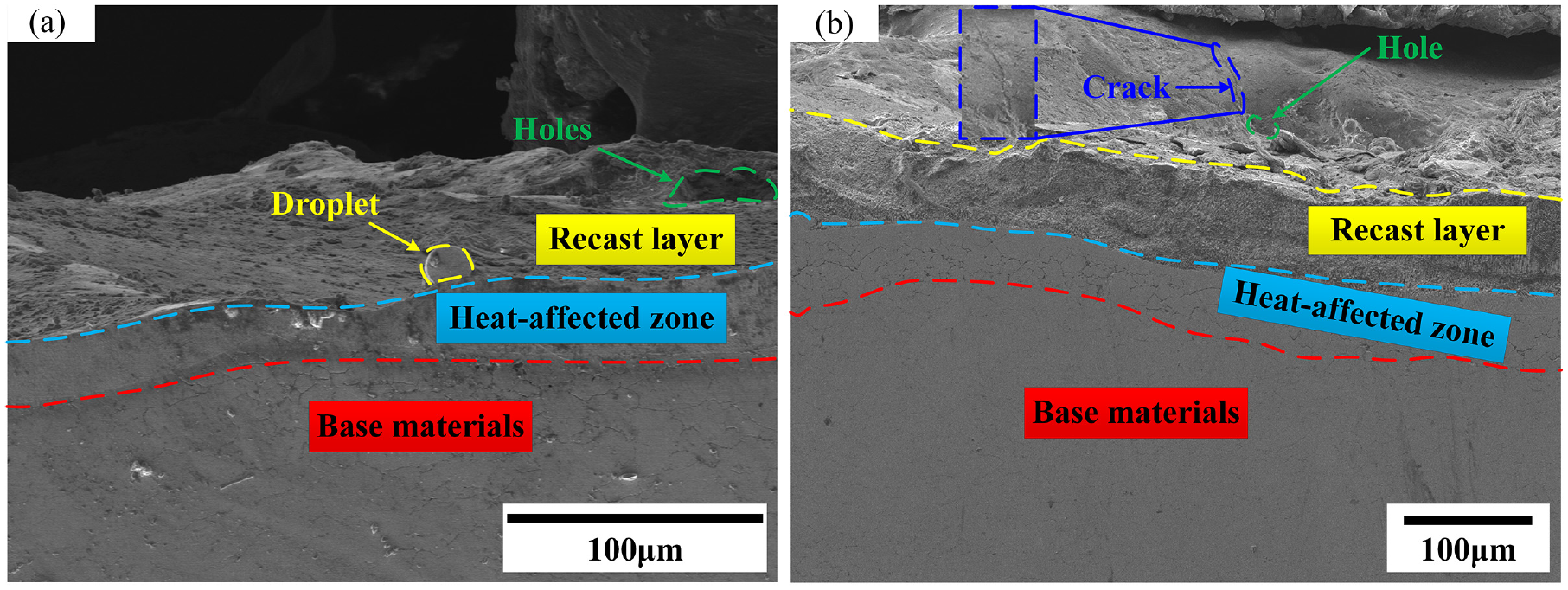
SEM image of the machined surface using a (a) copper electrode and (b) graphite electrode.
EDS analysis
Figure 11 displays the SEM surface scanning map of the GH4099 after SEAM. During SEAM, a chemical reaction occurred between the workpiece material, electrode material, and dielectric. The elemental contents before and after processing the workpiece surface GH4099 with the graphite electrode showed that carbon from the electrode penetrated the workpiece interior. This may have been due to the structure of the loose graphite particles. Tool material was lost and adhered to the inside of the recast layer and heat-affected zone during the re-solidification of the workpiece material. When the workpiece was processed in air, the air contained 21% oxygen, which participated in the whole EDM process, resulting in the penetration of oxygen into the base materials. This was deeper than the penetration depth of carbon because the penetration rate of oxygen into the base material was increased by high-pressure air erosion, as shown in Figure 11(c).
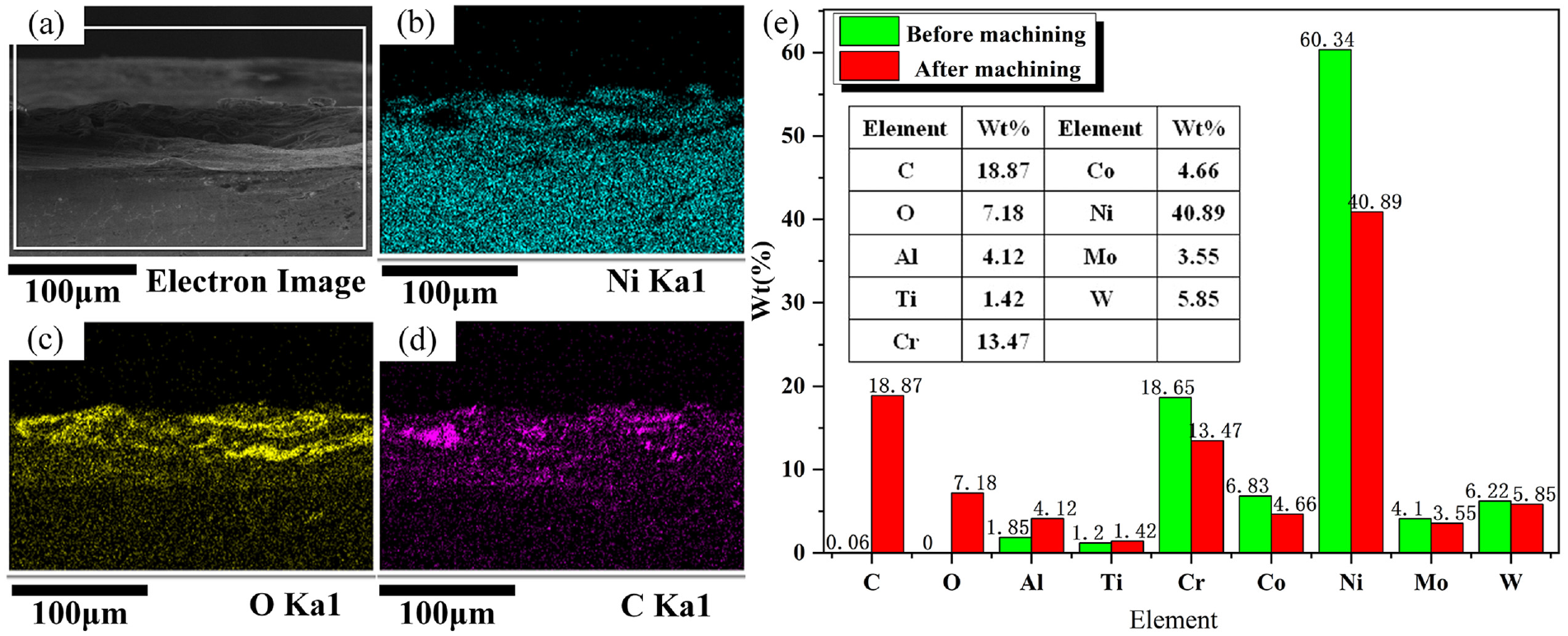
Elemental analysis: (a-d) map sum spectrum of machined surface; (e) element content before and after machined.
Conclusions
This paper analyzed the effects of non-electrical parameters on the crater characteristics and machining performance during SEAM. Comparative experiments were established to tabulate the processing characteristics of various non-electrical parameters, and the corresponding conclusions were obtained.
Non-electrical parameters during short arc processing greatly influenced the machining efficiency and surface quality. As the electrode rotation speed increased, molten material was thrown out of the crater, preventing concentrated discharge and reducing the thickness of the recast layer and heat-affected layer inside the crater.
Compared with air and water mediums, the arc discharge using the air-tap water mixture medium was concentrated and had good debris removal capacity. The higher the spindle speed, the easier the debris removal.
During SEAM, the wear of the copper electrode was worse than that of the graphite electrode.
The EDS results showed that carbon and oxygen participated during the whole SEAM process, which indirectly increased the heat generated during EDM and improved the machining efficiency.
Footnotes
Appendix
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Foundation of China (Grant No.52265061).