
Abstract
Titanium alloys are widely used in various fields because of their high strength, excellent corrosion resistance, and high heat resistance. As a new advanced titanium alloy for aviation, TC21 titanium alloy has high strength and poor machinability. It is of great significance to study the cutting mechanism of this alloy and the methods to improve the machinability of aircraft. In this paper, aiming at the difficult machinability of titanium alloy TC21, EPH online heating assisted cutting method is put forward for the first time. During the cutting experiment, the TC21 alloy sample was heated to a variety of temperatures through the electric pulse thermal heat technique. Chip shape and cutting force under different heating temperatures were obtained by cutting experiments. In order to study the influence of the heat-assisted cutting process on the machining of TC21 alloy, the orthogonal finite element model was proposed to simulate the heat-assisted cutting process of TC21 alloy. Through this simulation, chip formation, cutting force, and cutting temperature variation were all obtained. The chip formed by the simulation was in accordance with the actual chip. The results demonstrate that the influence of heat-assisted machining on chip morphology of titanium alloy is relatively small, but it has a significant influence on cutting force and surface roughness. The results show that when the sample is heated to 600°C, the surface quality is the best and cutting force can be reduced by more than 40%.
Introduction
Titanium alloy is an ideal manufacturing material that is used in aircraft and engines because of its high specific strength, good mechanical properties, and good corrosion resistance.1,2 However, due to its poor machinability, its application is limited.3–5 In order to improve the machinability of titanium alloy, many cutting methods and machining technologies have been proposed.6–14 Shanjin and Yang 6 used pulse laser to assist in the cutting of titanium alloy, and studied the influence of heat affected zone on surface morphology. Sutter and List 7 tried to use an incredibly high cutting speed during the cutting process of titanium alloy Ti6Al4V, and investigated the chip formation mechanism. Hu et al. 8 utilized the ultrasonic vibration method to help with the ultra-precision diamond cutting of titanium alloy Ti6Al4V and to improve its surface quality. Habrat et al. 9 conducted the laser-assisted turning method to cut Ti6Al4V using AlTiN coated tools and investigated the effect of laser heating on cutting forces, cutting temperature, tool wear, and micro structure change. Bambam et al. 10 used ionic liquids as lubricant additives to improve tribological characteristics of titanium alloys in the cutting process.
Recently, Heat-assisted cutting is considered to be an effective method to improve the machinability of metals.15–20 Electric Pulse Heat (EPH) is an alternative method to traditional heat treatment process, which introduces the changes of micro structure and refines grain sizes and dislocation distributions.21–24 Lou and Wu 21 used the electrical pulse treatment method as a means of changing the surface micro structure to improve the machinability of Ti6Al4V alloy in ultra-precision turning. The results found the electric pulse method to be effective for facilitating the improvement of titanium alloy Ti6Al4V ultra-precision machining quality. Wu and To 22 investigated the influence of electrical pulse treatment parameters on the micro structure and mechanical properties of Ti6Al4V alloy and analyzed the chip morphology, cutting force, and surface roughness differences of Ti6Al4V alloy in ultra-precision cutting following electrical pulse treatment. The results showed that electrical pulse treatment improves the machinability of Ti6Al4V alloy and cutting quality improves as current density and electrical pulse frequency increase. Zhao et al. 23 established a theoretical model for studying the effect electrical pulse treatment temperature has on energy gain, heat transfer, and thermal radiation, also investigating the effects of micro structure on the machinability of Ti6Al4V alloys during ultra-precision diamond turning.
In recent years, finite element method has become one of the most powerful tools to study the metal cutting mechanism.25,26 A growing numbers of researchers have established a variety of finite element models for studying the physical phenomena and principles of the cutting process of titanium alloys.27–31 Bhople et al. 27 established a finite element model to analyze the cutting forces of titanium alloy in micro-end milling process. Shah et al. 28 presented a finite element model for simulating serrated chip formation in cutting of alpha-beta ductile titanium alloys and the model was combined with a material constitutive model and ductile failure mechanism to simulate both material separation from the workpiece and chip serration mechanism by applying an elastic-viscoplastic formulation. Zhang and Wu 29 used Johnson-Cook material law in the finite element model to establish a three-dimensional oblique finite element cutting model to simulate the turning of TC21 alloy. Wu and To 30 used the finite element method to compare chip morphology under different tool parameters, and obtained the material model by using split Hopkinson pressure bar tests. Ma et al. 31 investigated the grinding force distribution of the workpiece surface under different laser powers using the finite element model.
In this paper, an on-line electrical pulse heating (EPH) method is proposed to assist turning a new titanium alloy TC21.The main purpose of this paper is to study and analyze the effect of the EPH method on titanium alloy TC21, and to improve its cutting performance. At the same time, the finite element model is used to assist the analysis of the cutting process, and Johnson-Cook material law and damage criterion are adopted in the simulation of TC21 alloy. Stress distribution, temperature, chip morphology, and cutting forces are obtained by simulation, and the influence of temperature induced by electric pulse on the cutting process is analyzed in detail.
Experimental setup
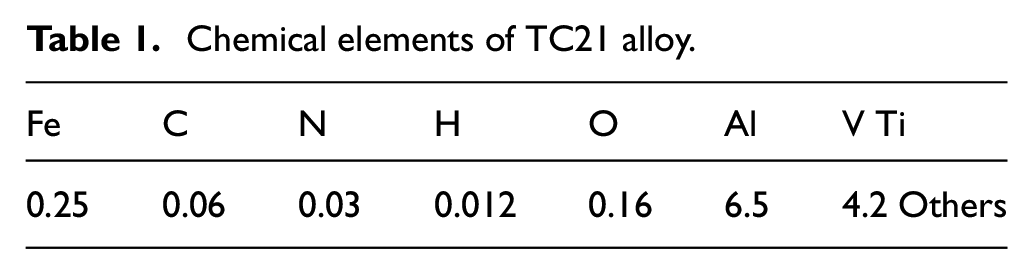
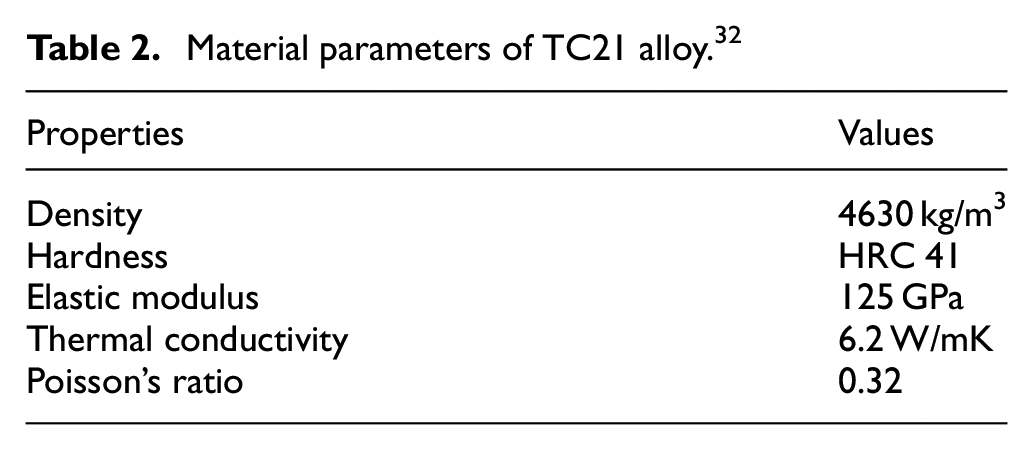
TC21 titanium alloy is used in this study, which has several advantages, including excellent corrosion resistance, low density, high specific strength, good toughness, and weldability. It has been successfully applied in aerospace, petrochemical, shipbuilding, automobile, medicine, and other fields. The chemical element composition of TC21 alloy can be seen in Table 1, and the mechanical properties are listed in Table 2.
Chemical elements of TC21 alloy.
Material parameters of TC21 alloy. 32
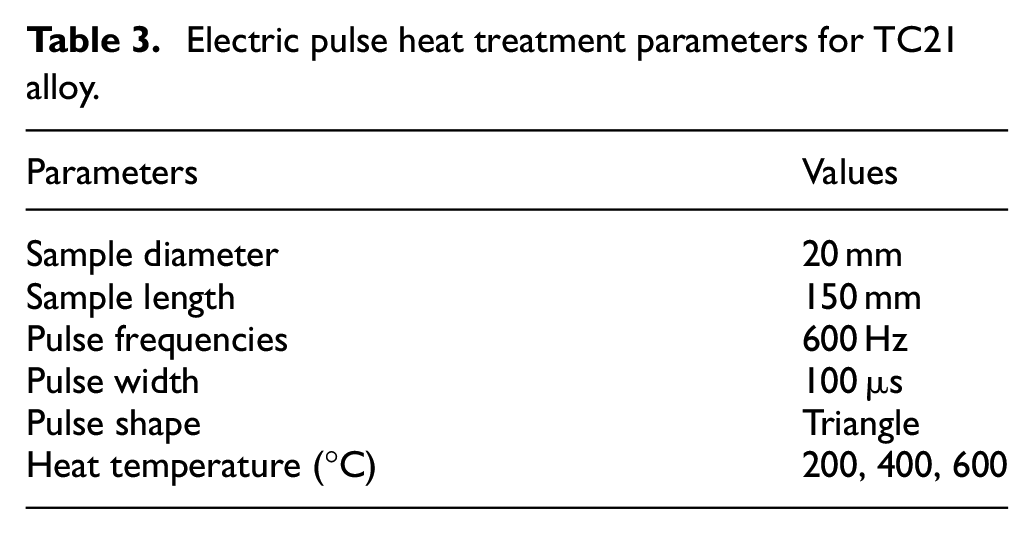
TC21 alloy samples are cylindrical in shape. The electric pulse power is used to provide triangular pulses with different current densities to heat the samples. The schematic diagram of the EPH method and the electrical pulse power can be seen in Figure 1. The detailed parameters of the EPH experiments are shown in Table 3. Figure 2 shows a titanium alloy sample heated to more than 600°C by EPH. As can be seen from the figure, when the temperature is heated to above 600°C, a slight oxide layer can be seen on the surface of sample.
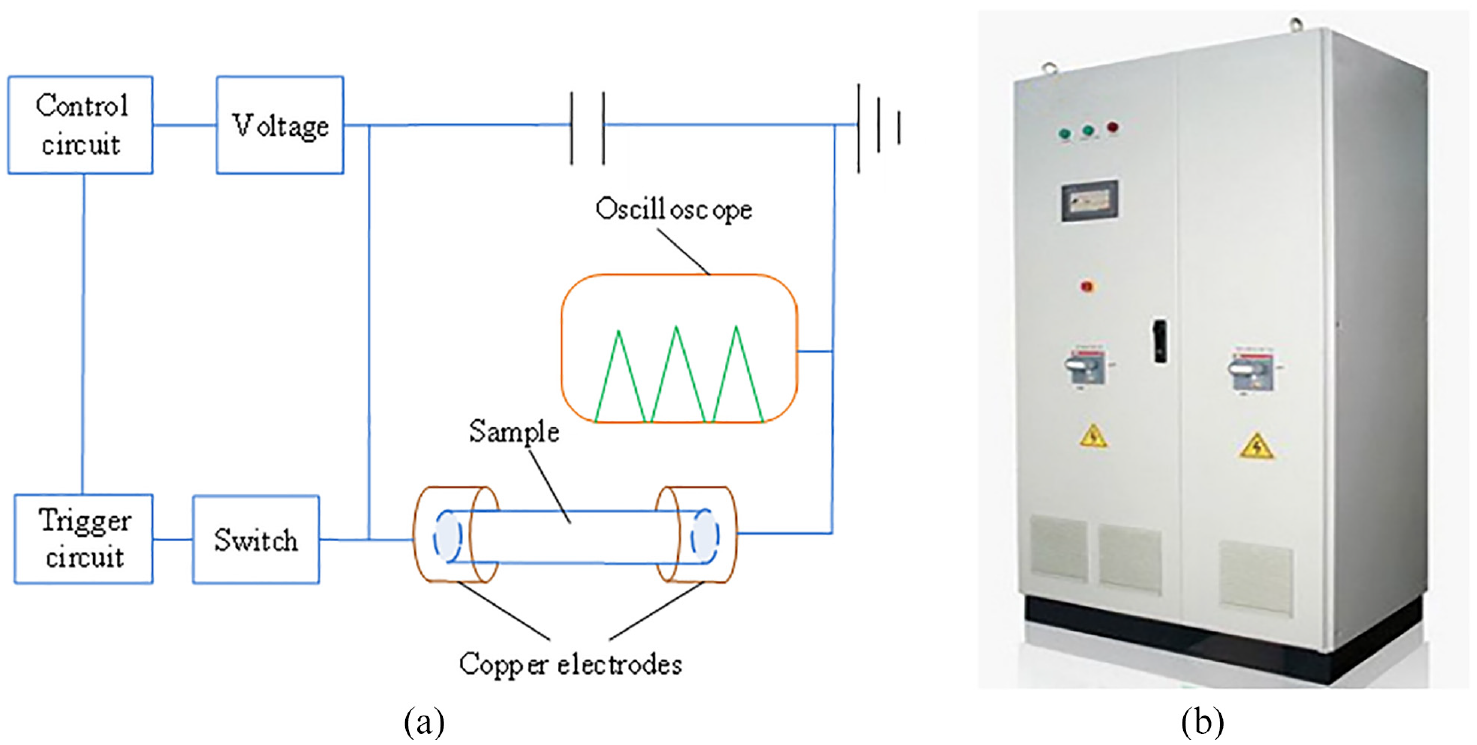
EPH system: (a) schematic of electric pulse heat and (b) generator of electric pulse.
Electric pulse heat treatment parameters for TC21 alloy.

Specimen after the EPH.
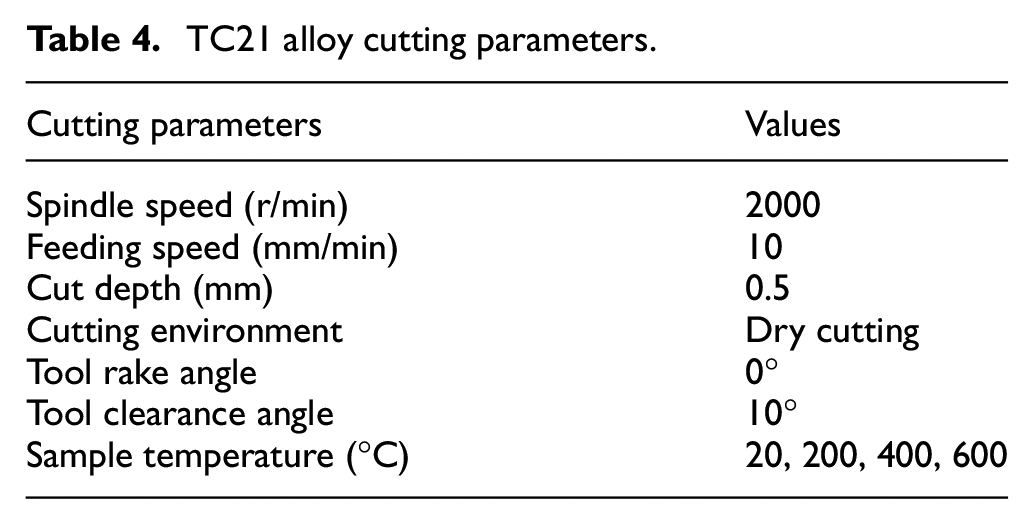
As can be seen in Figure 3, all cutting experiments were carried out with a numerical control lathe machine. The material of tool was tungsten cobalt cemented carbide. Each sample was heated to the experimental temperature, and the temperature of the sample was measured with an infrared thermometer. The cutting parameters are shown in Table 4. During the experiment, five samples were prepared for each group of experimental parameters, and the cutting experiment was repeated five times. In the tests, the cutting parameters were determined according to the factors such as literature, the performance of the selected machine tool, the tool, and the availability of experimental data and measured values.
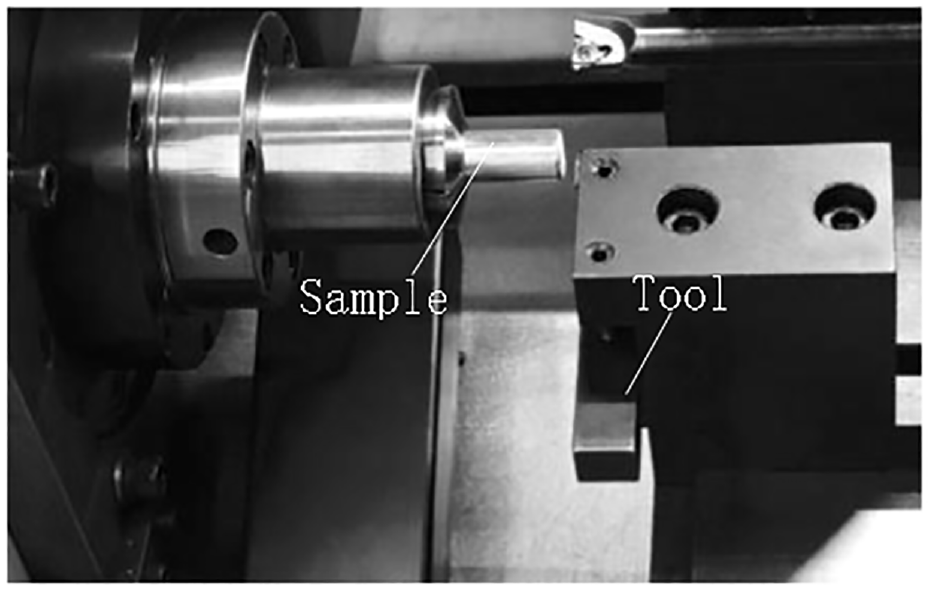
Turning experiments of TC21 alloy.
TC21 alloy cutting parameters.
Numerical model for cutting
As can be seen in Figure 4, a two-dimensional orthogonal numerical cutting model for TC21 alloy was established by Abaqus 6.20. The mesh of the machined layer was refined. The mesh type of the tool and workpiece was CPE4RT, a four-node plane strain thermally coupled quadrilateral, bilinear displacement and temperature, reduced integration, hourglass control. The temperature of workpiece was set to different values. Because the hardness of the tool is much greater than the hardness of workpiece, the tool is set as a discrete rigid body. The cutting conditions are the same as in the cutting experiment. As there were high temperatures and high strain in the titanium alloy cutting process, thermal-mechanical coupling analysis was chosen during TC21 alloy simulation. The degrees of freedom at bottom of the workpiece were constrained, and the tool could only move along the direction of cutting speed. The initial ambient temperature was set to 20°C. The total calculation times for one simulation were approximately 48 h.
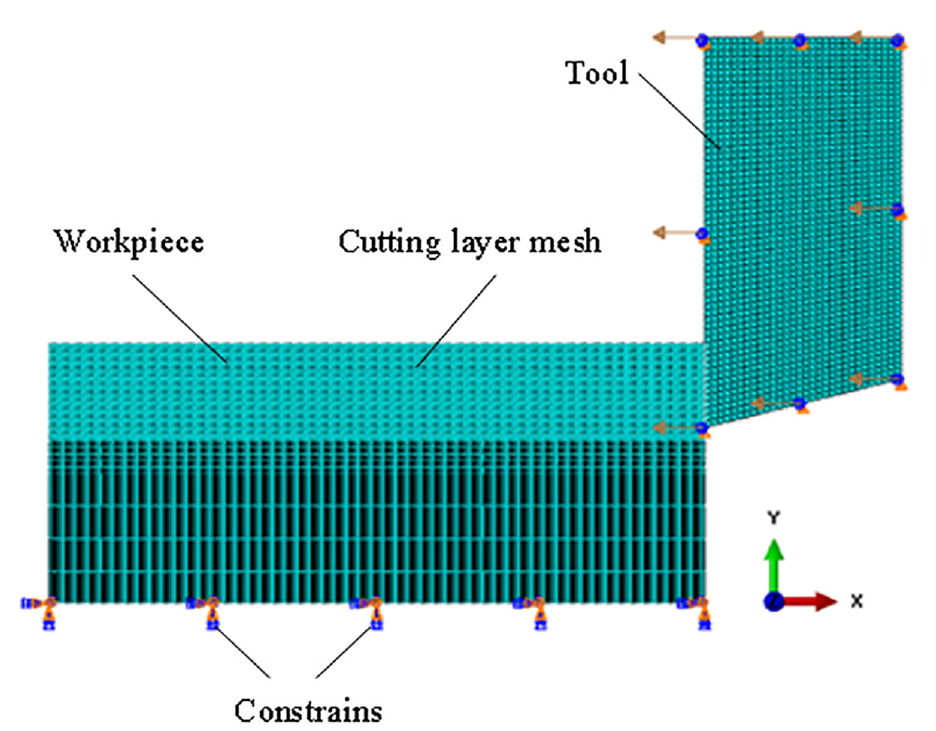
Cutting model for the cutting of TC21 alloy.
The material model is the basis for the cutting simulation. The appropriate material model more accurately reflects the various phenomena of the cutting process. The Johnson–Cook material model takes into account the influence of temperature, strain, and strain rate have in a unique way. 33 This model is suitable for expressing the various mechanical behaviors of titanium alloy and other metals during the cutting process and is widely used in the investigation of the cutting mechanism as a result. The relationship between stress and strain in the Johnson–Cook model can be expressed using equation (1):

In equation (1),
Parameters of Johnson-Cook constitutive and damage models of TC21 alloy. 32
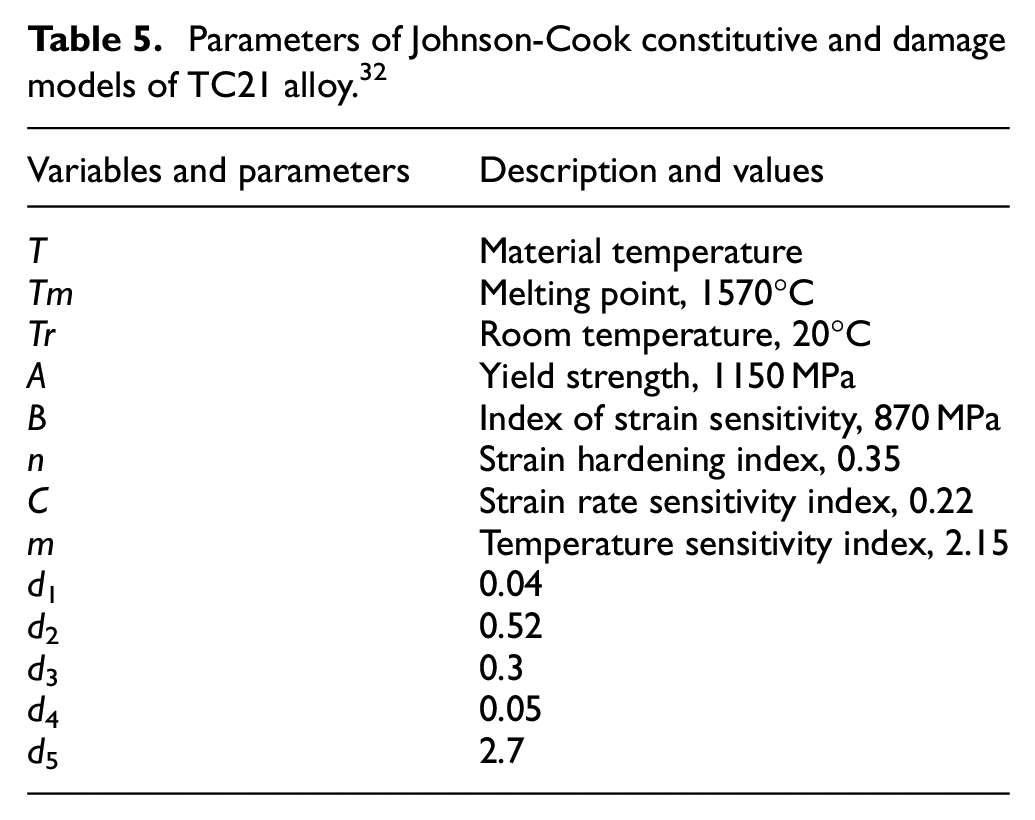
In addition, the damage criterion that was presented by Johnson and Cook 34 was employed. The criterion states that when the equivalent plastic strain reaches the criterion value, damage is initiated. The equivalent plastic strain of damage can be calculated using equation (2):
Where d1–d5 are failure parameters, hydrostatic pressure is denoted by p, Mises stress is denoted by q, the reference strain rate is denoted by
A significant role is played by the friction action between the chip and the tool in the metal cutting process. A true reflection of the thermal-mechanical coupling contact features between the tool and the chip guarantees simulation accuracy. There are two regions in the contact area: the sliding region and the sticking region. 35 The sliding region obeys the Coulomb friction law, and the shear stress is equal to the critical frictional stress in the sticking region.


In equation (3), σ is the normal stress, τf is the frictional stress, kchip is the shear flow stress of the material, and μ is the friction coefficient. The approximate average value of the friction coefficient is set as 0.32 in the simulation, which is based on the friction tests. Through the movement of the machine tool table drive the workpiece material specimen and the tool material specimen friction movement, piezoelectric three-way dynamometer detected electrical signals, analog signals into digital signals after charge amplification. Data acquisition device and data analysis system are used to obtain the friction coefficient between the tool and the workpiece by calculation. An advantage of the modified Coulomb friction model is that the solution automatically determines the friction state from the contact stress value during the cutting simulation process.
Results and discussion
Chip simulation and stress of shear band
Based on thermodynamic coupling analysis, the cutting simulation of TC21 alloy is studied. Through cutting simulation, all kinds of data in the cutting process are obtained, including chip shape, cutting force, stress distribution, and cutting temperature. Chip formation and the stress distribution of TC21 alloy when the sample temperature was 20°C can be seen in Figure 5. The figure indicated that the stress in the shear zone of the workpiece is the highest, and it gradually increased as the tool cuts into the workpiece, and the maximum stress was 1315 MPa, which is located in the main shear zone. When the stress reaches the peak, the stress of the shear band material reaches the highest level, workpiece material begins to slide along the shear band, and the stress of the shear band begins to decrease, as shown in the Figure 5(b). As can be seen from the Figure 5(c), the first sawtooth chip began to form. With the continuous feed of cutting tools, the second sawtooth was formed, and then a third sawtooth is formed, until the stable sawtooth chip is finally formed, as shown in Figure 5(d).
Chip formation process and stress distribution: (a) when the cutter cuts into the workpiece, (b) the first shear band is formed, (c) the first sawtooth of the chip is formed, and (d) sawtooth chip in steady state.
Comparison of chip morphology and cutting temperature
Chip morphology obtained by cutting simulation under different heating temperatures can be seen in the Figure 6. The numerical results demonstrate that the chip shape was serrated at different sample temperatures. The figure shows that the temperature of the sample had no obvious effect on the sawtooth shape of the chip of titanium alloy material. During the process of cutting, the temperature of the shear zone and the contact zone between the tool and the workpiece was the highest at all sample temperatures. The figure also shows that when the cutting speed is the same, the temperature of the sample increases, the chip become more curly and the contact length between tool and workpiece became smaller. It is found that reducing the contact length between tool and chip is helpful to reduce cutting force and tool wear.
Comparison of and chip morphology and cutting temperature: (a) 20°C, (b) 200°C, (c) 400°C, and (d) 600°C.
The SEM images of chip morphology obtained by cutting experiment can be seen in Figure 7. The experimental results confirm that chips also show sawtooth shape at different sample temperatures. The simulation results are basically consistent with the experimental results, thus verifying its validity.
Comparison of and chip morphology of cutting experiments: (a) 20°C, (b) 200°C, (c) 400°C, and (d) 600°C.
Cutting force and surface quality
The cutting force curves obtained by cutting simulation at different sample temperatures are shown in Figure 8. The figure shows that the cutting force fluctuated with the continuous formation of sawtooth chips and decreased gradually with the increase of sample temperature. The reduction of cutting force will help to reduce tool wear. In addition, the vibration amplitude of the cutting force Fx was obviously reduced. Reduced amplitude of cutting force can also improve cutting quality and reduce vibration. The results show that high sample temperature is favorable in the processing of titanium alloy TC21. Compared with the cutting force at 20°C, the cutting force Fx at 600°C is reduced by about 41.6%. This proved that the cutting properties of TC21 alloy can be improved by the EPH method. Because the finite element model is two-dimensional orthogonal, the cutting force Fz was not considered. Also, the cutting force Fz was not analyzed in the cutting experiment.
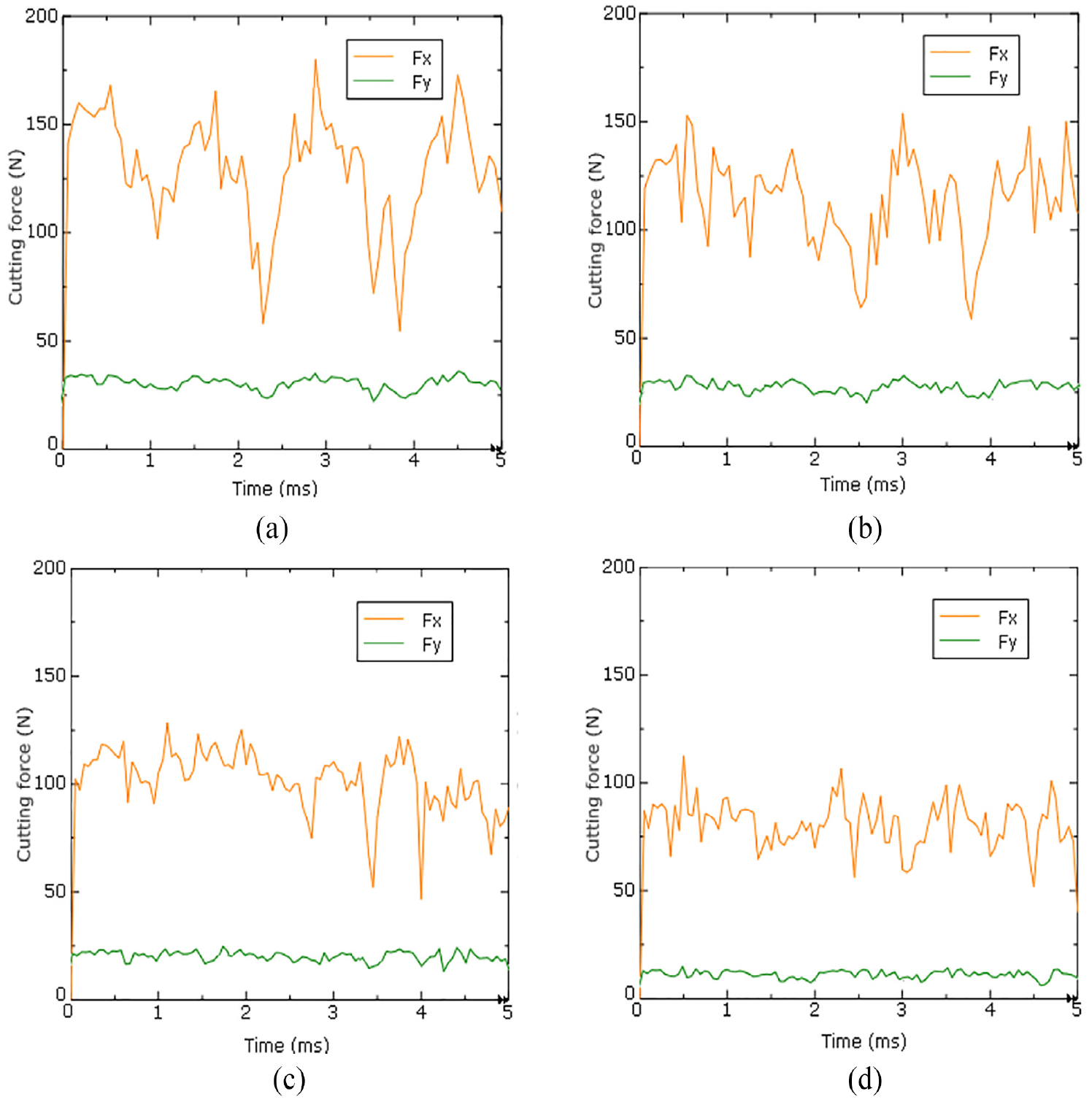
Cutting force under the different temperatures obtained by simulation: (a) 20°C, (b) 200°C, (c) 400°C, and (d) 600°C.
The cutting force of titanium alloy TC21 was measured by the Kistler dynamometer 9257B in cutting experiments. Average and compare the cutting forces in the cutting experiment and numerical simulation, as shown in Figure 9. As can be seen from the figure, the cutting force decreases with the increase of the temperature of the sample, whether it is cutting experiment or cutting simulation. The results of numerical simulation have also been verified. In addition, the cutting force in the experiment is higher than that in the simulation, because the tool is absolutely sharp in the simulation process, but it is worn in the actual cutting process.
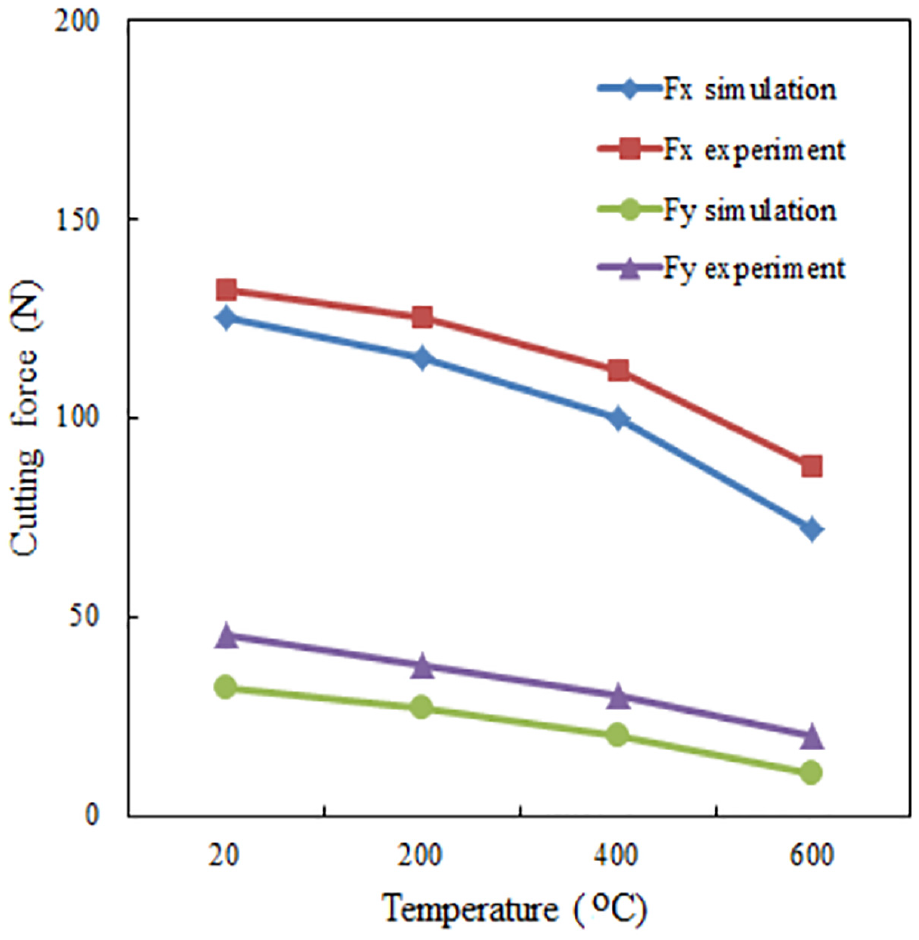
Comparison of cutting force between simulation and experiment.
The machined surface morphologies that were obtained by numerical simulation at various sample temperatures can be seen in Figure 10. The figure shows that the surface quality of the sample gradually improved as sample temperature increased. Surface defects, such as burrs and pits, were greatly reduced when the sample temperature was 600°C. The results demonstrate that the EPH method effectively improves the cutting quality of titanium alloy TC21, and a good cutting effect can be obtained at a suitable heating temperature.
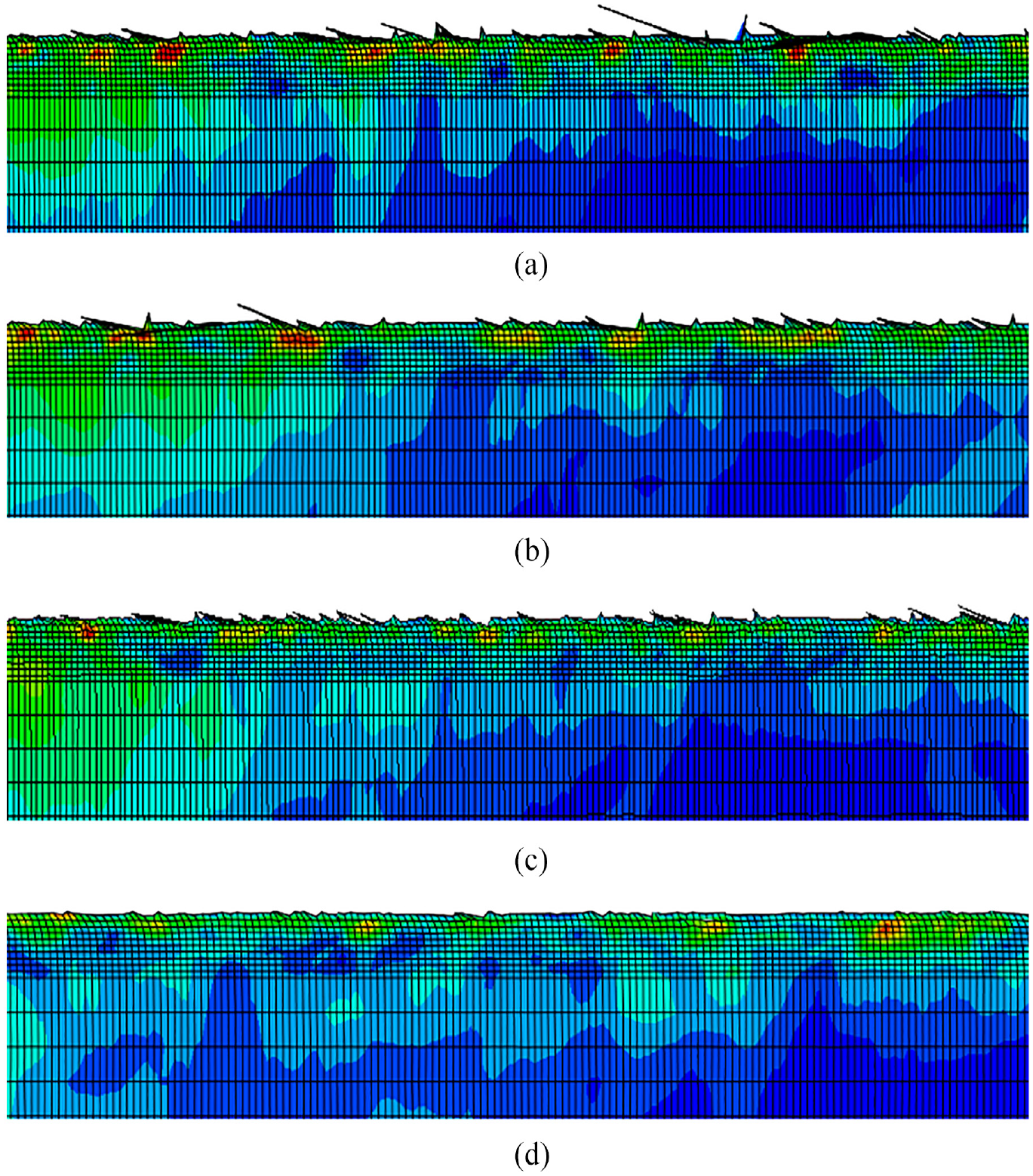
Surface morphology after cutting with various sample temperature: (a) 20 °C, (b) 200 °C, (c) 400 °C, and (d) 600 °C.
The surface roughness instrument was used to measure turned surfaces. In the tests, five samples were prepared with the same cutting parameters, and the length of the test was 1 mm, and the average of the measured surface roughness is taken. The variation law of surface roughness value with sample temperature was shown in Figure 11. As can be seen from the figure, with the increase of sample temperature, the surface roughness value decreases. The results show that increasing the cutting temperature can improve the machining surface quality.
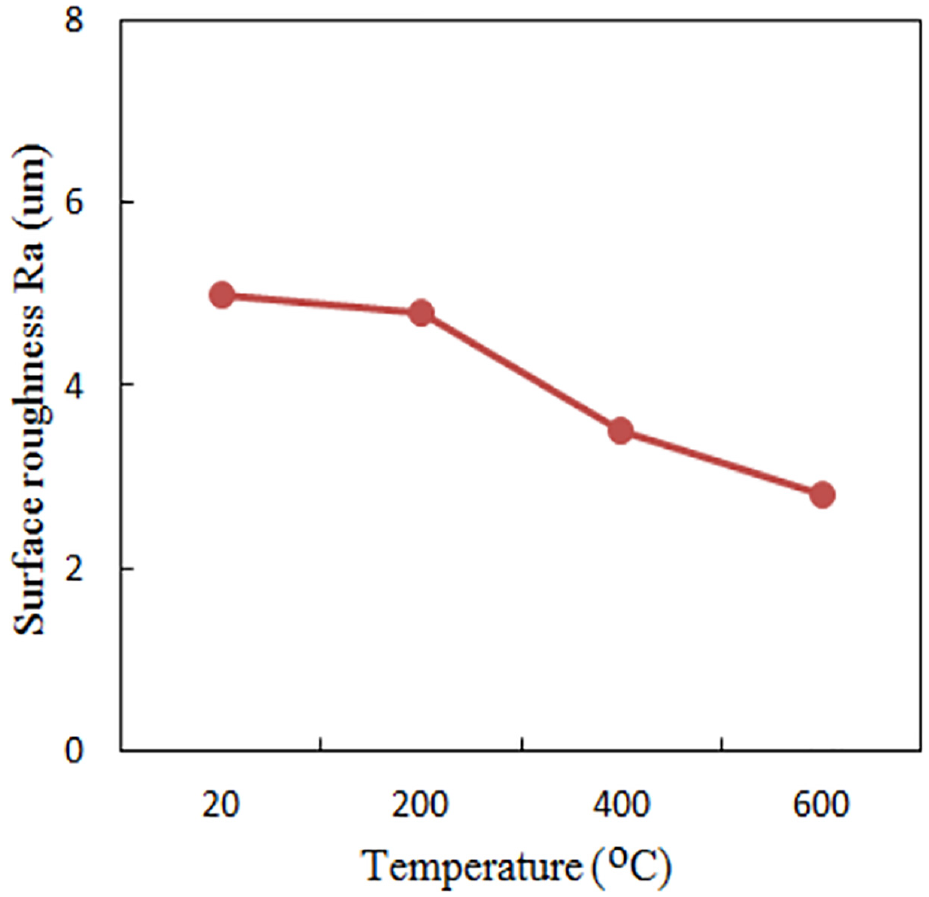
Surface roughness with the different temperatures.
Conclusions
In order to improve the machining performance of a new type of high strength aviation titanium alloy material TC21. In this study, EPH method was used to assist in the cutting of titanium alloy TC21. The purpose of this study is to analyze the influence of sample temperature on the cutting process and find a suitable cutting temperature to obtain better cutting quality. The cutting phenomena of titanium alloy under four different heating temperatures were analyzed. In addition, a two-dimensional finite element model was established to study the cutting process. The results of the study include the following points.
The results found that when the temperature of sample increase, the chip shape has no obvious change, and all chips are serrated, but the cutting process is still obviously affected.
The simulation and experimental results confirmed that the EPH method can effectively improves cutting performance, reduce both cutting force and surface defects.
The experimental and simulation results showed that cutting force decreases with the increase of temperature, and when the sample temperature is 600°C, the main cutting force decreases by more than 40%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.