
Abstract
Tool wear condition monitoring plays an important role in the maintaining machining accuracy and machining efficiency of complex surface parts. In this study, a new on-line tool wear monitoring method based on a self-developed data processing approach for the impeller milling was proposed. To achieve that, a new tool wear experimental platform was first built to collect both the spindle current signal and thermal deformation data in entire life cycle of cutter. Based on collected data, features of the time domain, frequency domain and time-frequency domain were extracted indiscriminately, and a 38 × 156 feature-sample set was subsequently established. To further reduce the dimensions of this feature-sample set and rise its characterization capability, the feature set was further processed using the sensitivity analysis and deep auto-encoder algorithm. Finally, 12 synthesized features were filtered out and then used to build the mapping model of signal synthesized features to different tool wear conditions by adopting the structural artificial neural network (ANN) integrated with back propagation (BP) algorithm. To verify the reliability of the proposed BP-ANN-integrated tool wear condition monitoring model, another comparison analysis of different data processing approaches was conducted. The comparison results showed that the proposed method for tool wear condition online monitoring had reliable performance and the recognition accuracy was 88.9%.
Keywords
Introduction
Owing to the rapid development of data acquisition methods and intelligent algorithms, many data-driven models had been proposed to realize intelligent manufacturing including automatic tool wear monitoring. 1 Impellers, consisted of multiple curved blades with periodic arrangement, are widely used in the petrochemical, aerospace, automobile industries. In its multi-axis milling process, ball end milling cutter is used to mill the flow channels thereby forming a cylindrical rotating part with six blades. 2 The tool wear, as one of major error sources, has a direct impact on both the quality and efficiency of impeller milling. 3 Hence, for the machining of impellers, quick, automatic, accurate monitoring of tool wear condition is crucial to its intelligent manufacturing and therefore the effective production. Currently, tool wear condition monitoring (TCM) is primarily dependent on the operator’s engineering knowledge that is, diagnosing the tool wear condition artificially by listening the cutting sound (whether unusual noise appears). However, the empirical approach necessitates a high level of professional expertise and can only identify two states of milling cutter: wearing out or breakage. 4 Therefore, automatic TCM methods had become hot research topic.
To develop accountable data-driven TCM system, scholars have constructed different sample databases using various signal types. Jaen-Cuellar et al. 5 used the linear discriminant analysis to reduce the dimensions of spindle current time-domain features, and accordingly developed a TCM system to monitor the cutting tool wear condition. Instead of using the force signal or vibration signal as the characteristic signal for cutting tool condition diagnosis, Ou et al. 6 first transformed the spindle current signal into angle domain stationary signal by order analysis and then extracted corresponding features with high representational ability for the change of the tool wear condition. Based on that, a novel TCM system was developed by using stacked sparse auto-encoder neural network. Cheng et al. 7 built the mapping relation between the features of the gray co-occurrence matrix of the surface texture and the tool wear condition, and accordingly the TCM model by using the support vector regression coupled with genetic algorithm to optimize kernel function parameters. By adopting the wavelet envelop decomposition method to locate the optimal characteristic frequency band of both the acoustic emission signal and vibration signal respectively, Xu et al. 8 developed an intelligent recognition model for turning cutter wear condition using compound signal features. Chen et al. 9 collected both the cutting force and vibration signal during the drilling process and used the correlation analysis to pick out those highly sensitive to the change of tool wear condition from pre-extracted features. To improve the recognition accuracy of tool wear under background noise, Zhou et al. 10 applied the two-layer angle kernel extreme learning machine to reprocess extracted multi-domain acoustic signal features to locate those with strong representative ability. To avoid information loss due to manual feature extraction and comprehensively analyze multidimensional signal features, Wu et al. 11 used a mathematical model based on attention gated recurrent unit network (AGRN) to extract the signal features. To reduce the signal features needed in the TCM modeling, Xie et al. 12 proposed a novel feature extraction method based on Stacking Spare De-noising Auto-Encoder, the Particle Swarm Optimization (PSO), and Least Squares Support Vector Machine (LSSVM) algorithms. To accurately predict tool wear in different cutting conditions, Hua et al. 13 trained a new mathematical model integrated with a meta-Long Short Term Memory (meta-LSTM) mode to predict tool wear condition. An et al. 14 used the vibration signal and three-phase current signal from the dry milling condition of the cell phone backplate to establish the TCM model. In their study, convolutional neural networks were used for feature extraction and dimensionality reduction, and stacked bi-directional and uni-directional long short-term memory neural networks were used to denoise and encode the time-domain information. Result showed that the prediction accuracy could reach 90%. Xu et al. 15 used empirical mode decomposition (EMD) to extract the spindle current signal features and accordingly proposed a tool breakage monitoring system for CNC machining. Nguyen et al. 16 applied the Fourier transform on the vibration signal to extract frequency-domain features and subsequently used these extracted features as the neurons of the input layer of self-developed deep learning network structure. Following experimental results verified the recognition accuracy of this TCM model. By indiscriminately extracted multi-domain features on the cutting force, vibration and acoustic emission signals and checking respective sensitivity to the change of tool wear condition, Kossakowska et al. 17 concluded that any individual signal feature cannot completely represented different state of tool wear. Based on a new deep kernel autoencoder feature learning method optimized by the gray wolf optimizer, Ou et al. 18 proposed an intelligent TCM system for impeller milling process. Liang et al. 19 developed a feature set reflecting drill wear by extracting time-domain, frequency-domain and wavelet-domain features from the force signal and vibration signal during drilling. Accordingly, a wear prediction model based on hybrid differential gray wolf optimized support vector machine was proposed. Experimental result showed that the prediction accuracy reached 92%. To evaluate the effect of different sensors on the accuracy of tool wear estimation, Han et al. 20 collected cutting force, power, audio and vibration signals for feature extraction and selection, then a rigorous sensitivity analysis was performed to evaluate the significance of the signals. Results showed that audio and vibration signals were the most influential signals in the tool wear condition monitoring. Marani et al. 21 developed a TCM system for steel alloy turning process using the long-short-term memory modeling, in which two layers and eight hidden units were used due to the balance between computation load and recognition accuracy (i.e. calculated root mean square error was low as 0.00475). Yuan et al. 22 respectively used the time-domain analysis, frequency-domain analysis and variational mode decomposition algorithm to extract features from collected spindle motor current signal, and then extracted features were used as inputs of ensemble learning classifier to recognize tool wear condition. Zheng et al. 23 used the empirical modal decomposition, variational mode decomposition, and Fourier transform to extract features from vibration signal, then reduced the dimensions of the features by using neighborhood component analysis, and finally trained long short-term memory network to evaluate tool wear values. Nouioua and Bouhalais 24 decomposed the vibration signal collected in TNMG carbide insert turning process into 21 intrinsic mode functions by using complete ensemble empirical mode decomposition with adaptive noise, and corresponding root mean square values and spectral centroid indicator values were used as inputs to an artificial neural network to predict tool wear condition. To reduce the effect of traditional backpropagation (BP) neural network that tend to fall into local optimal solution, Wei et al. 25 proposed a genetic algorithm (GA-BP) neural network model to predict tool wear condition with the mean square error (MSE) and the training times being used to evaluate the model. Results showed that the model had better training speed and lower error which was controlled within 5%. Patra et al. 26 extracted root mean square values of motor current signal by using wavelet packet transform and subsequently collected data was used as inputs to an ANN to establish TCM model. Result showed that identification error of developed model was 6.8%. Mohanraj et al. 27 collected vibration signal during the milling of Inconel 625 alloy and used the statistical features and wavelet features to train the TCM model respectively. Results showed that the TCM model trained with the wavelet features outperformed its counterpart. Li et al. 28 conducted a comprehensive review on current signal collection and feature extraction methods, and concluded that the spindle current signal seemed to be good choice as the representation signal for the development of TCM model due to the fact that current sensors were inexpensive, easily installed and away from the cutting area.
As reported in the relevant literatures above, to build an accountable TCM system for impeller milling process, the spindle current signal seems to be a good candidate as the characteristic signal since the hall current sensor has the advantages of easy installation (i.e. away from cutting zone) and no downtime for data acquisition. However, the continuous impeller milling process is not only affected by the tool wear, but also by the thermal deformation of machine tool. 29 Hence, comparing with previous signal treatment approaches, a well-directed signal feature extraction method considering the effect of thermal-induced error on the spindle current signal samples is needed here.
Current artificial feature extraction methods heavily relied on engineer or scholar’s empirical knowledge (i.e. handpicking signal features with strong representation ability for the change of tool wear condition in the time domain, frequency domain, or time-frequency domain analyses). However, due to the complicated working condition in the continuous impeller milling process, it is hardly to locate the one or two single features to completely represent the tool wear condition in the full life cycle of cutter. In contrast, those intelligent methods based on deep learning algorithms have powerful features extraction capability, but have high requirements on the computing capacity of hardware.
To develop a precise and robust tool wear monitoring model, present study aims to (1) propose a new experimental method that can precisely reflect the effects of tool wear and thermal deformation on the current signal perceptively; (2) establish a high-value low-dimensional feature set with strong characterization capability for tool wear condition; and (3) develop a robust tool wear state in-situ recognition model for continuous impeller milling.
Test platform setup and data collection
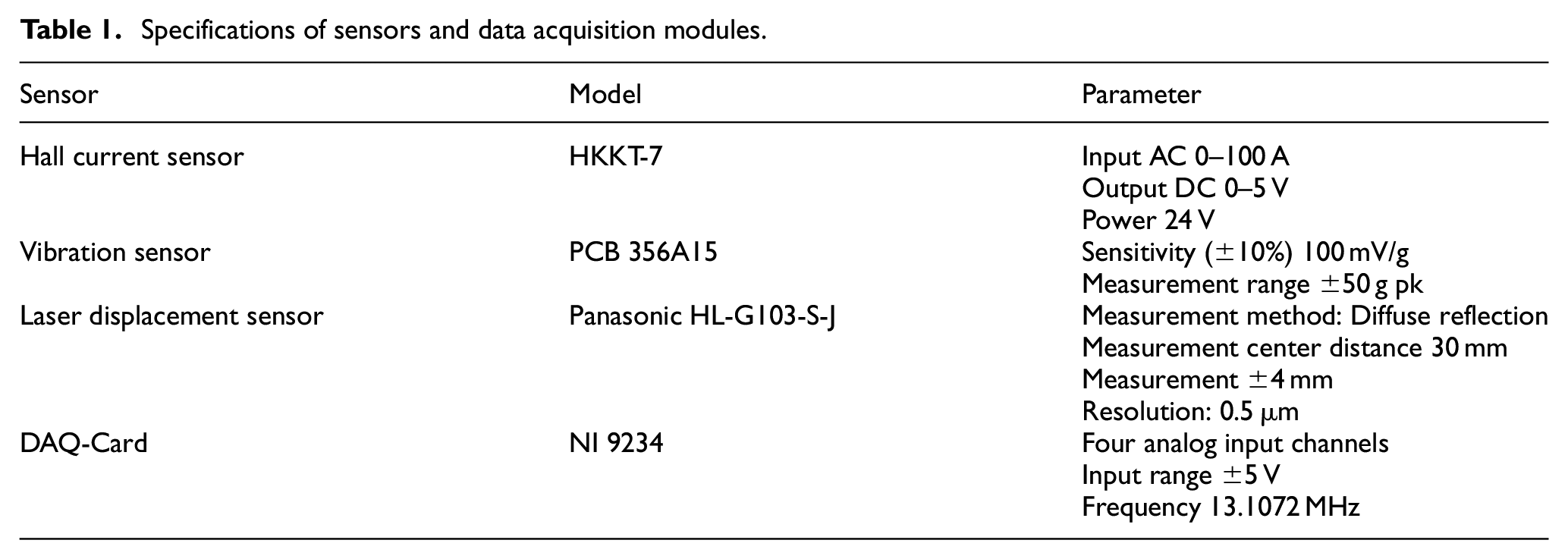
To ensure each tool wear condition had enough representation signal sample at different periods of thermal deformation development, an experimental platform was built based on a 5-axis machining center (KEDE-KMC600SU). The main hardware components of this experimental platform are shown in Figure 1. The cylindrical workpieces (45# steel) with diameter of 90 mm and height of 40 mm and the coated carbide CNC ball end milling tools with head diameter of 5 mm were used in the experiment. According to ISO-8688-1, the maximum width of wear land on the tool flank was defined as the representation value of tool wear condition (named as VBmax in the Figure 2). Figure 2(d) showed the general trend of wear condition change of a typical milling cutter used in the continuous impeller milling in which the x-axis was the representation value of tool wear whereas the y-axis was cutting time. As shown in Figure 2(d), the classification of tool life can be divided into three different conditions, that is, the light wear, moderate wear, and severe wear respectively. 30 In the light wear period, the tool wears quickly and for a short duration. Conversely, the tool wears uniformly and slowly in the moderate wear period, and this period was the main working stage of the tool. In the severe wear stage, the tool quickly fails if no tool change operation was performed. In order to introduce different tool wear condition to the milling process at different periods of thermal deformation, experimental cutters with identical specification but different wear states were pre-made. Specifications of sensors and signal acquisition modules were shown in Table 1.
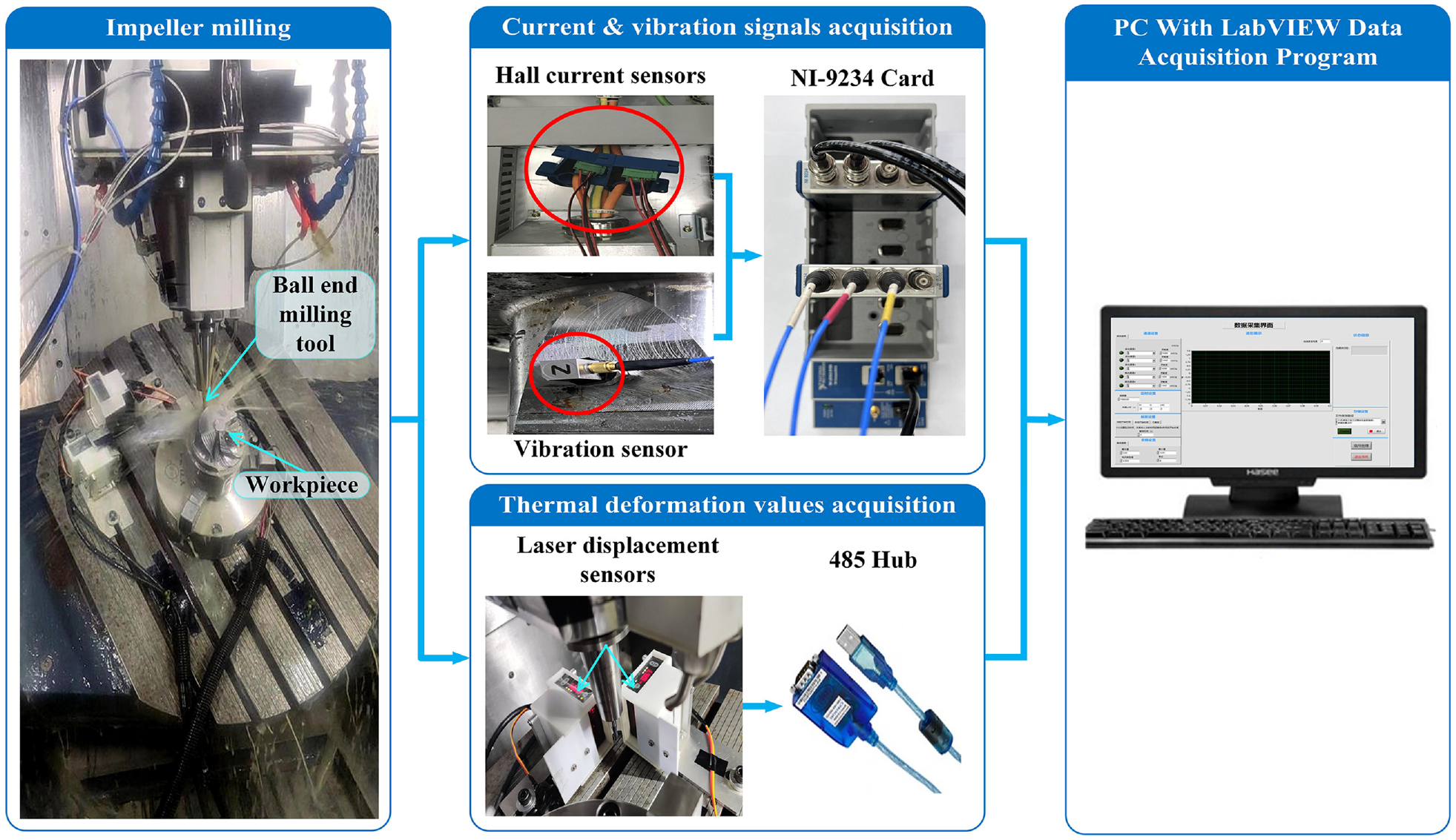
Experimental platform and main hardware components.
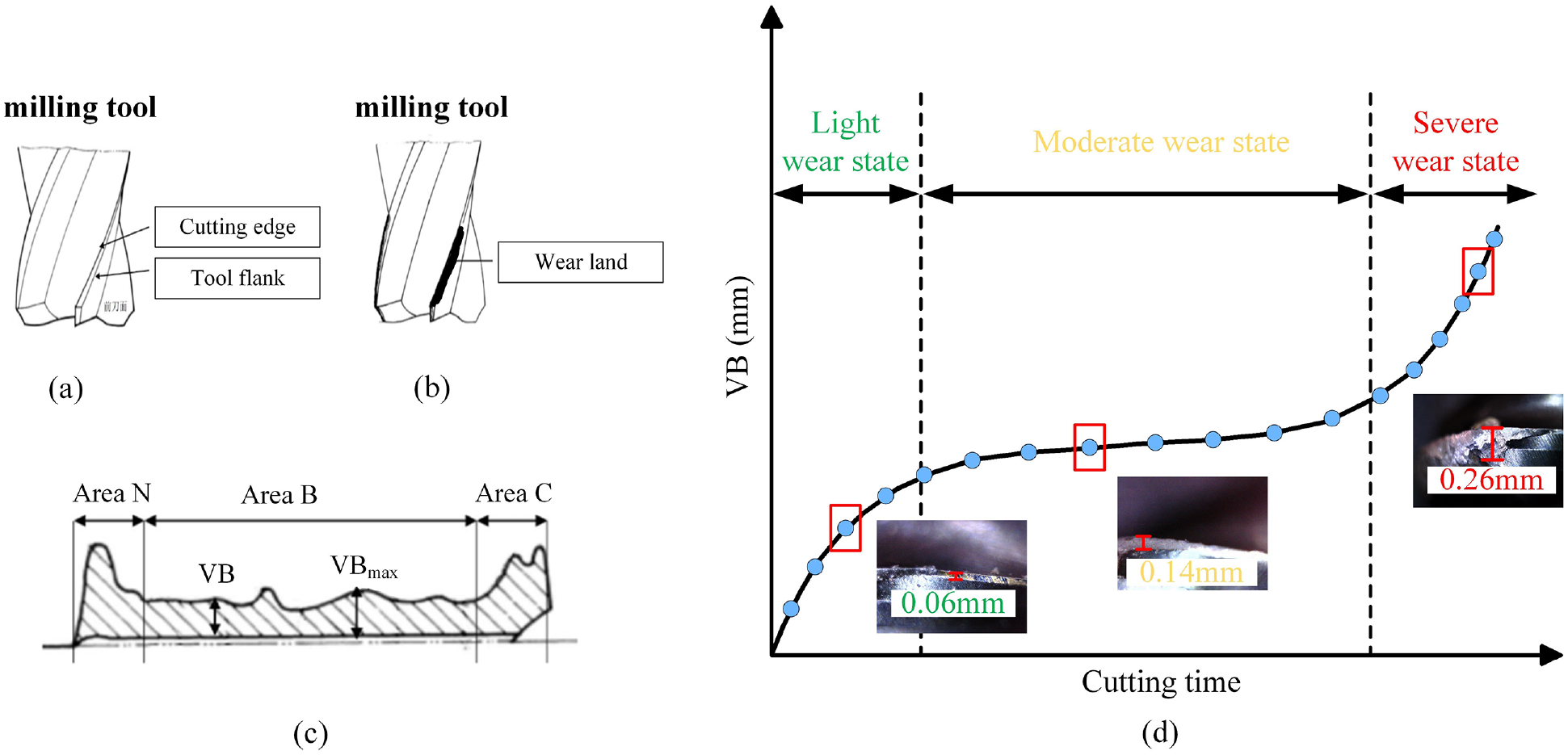
The diagram of tool wear in impeller milling process: (a) schematic diagram of the tool structure, (b) schematic diagram of the tool flank wear, (c) schematic diagram of the tool flank wear land, and (d) typical tool wear curve.
Specifications of sensors and data acquisition modules.
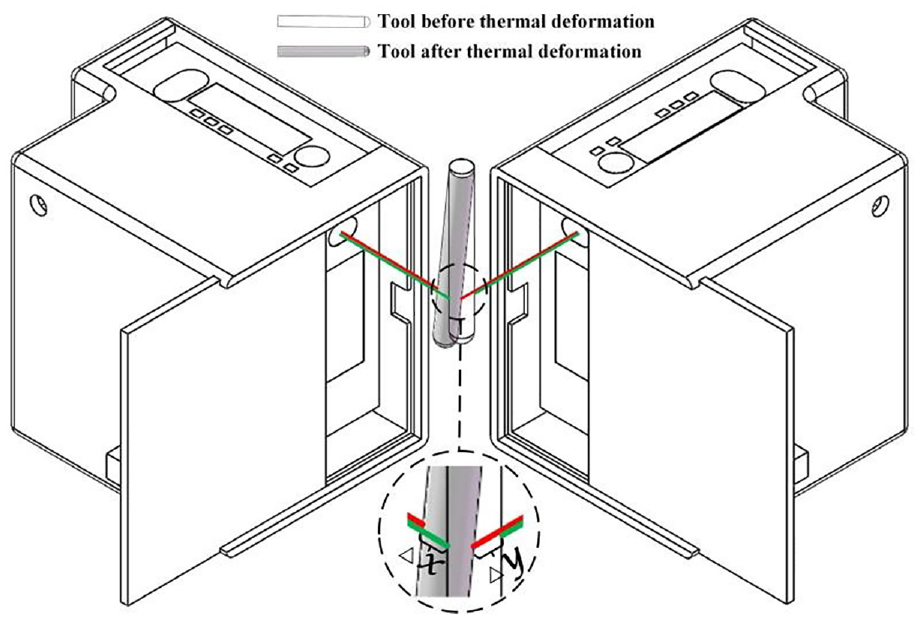
Two hall current sensors were used to collect the U-phase and the V-phase current signals of the spindle motor. Besides, a vibration sensor was used here to collect the vibration signal of the machine bed for the better segmentation of spindle current signal stream in following data process. Collected spindle current signal and vibration signal were analog-to-digital conversed by NI data acquisition card (NI 9234) and then uploaded to the self-developed user interface. Note that, in the impeller cutting experiment, to avoid pausing the cutting process time to time to check the current tool wear condition, tools with same specification but different wear states were pre-mounted in the tool magazine and used according to revised CNC program adapted for the experiment. With this setting, the current time-domain signal can be collected in the entire period of tool life from no wear state to severe wear state. In the experiment, except for the acquisition of spindle current signal and vibration signal, both the X- and Y-direction thermal-induced deviations between the tool and worktable needed to be measured for the exclusion of invalid spindle current signal samples which were more sensitive to the thermal error rather than the change of tool wear condition. To achieve that, two laser displacement sensors were placed on the worktable (as shown in Figure 3, Panasonic HL-G103, measurement accuracy: 0.5 µm) and corresponding measurement of the thermal deviation of milling cutter in both the X- and Y-direction were conducted with the milling cutter moving to the pre-set spatial position after every formation of individual blade. Measured data then was transferred to the upper monitor via 485 serial port communication. This detailed experimental procedure was as follows:
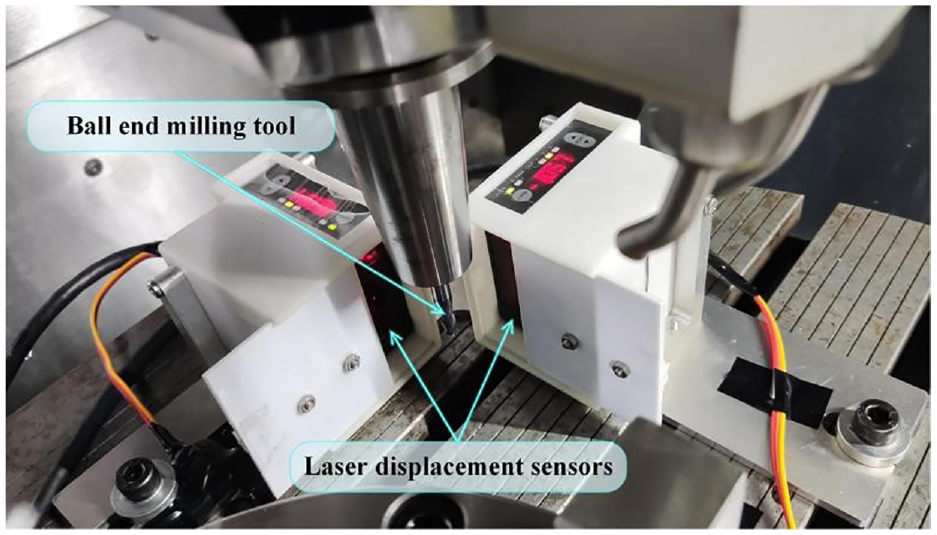
Thermal error measurement.
The first blade was milled (milling time lasted 20 min); the milling cutter moved to the pre-set measurement position and its relative distance to the two laser displacement sensors were measured respectively (measuring time was less than 30 s); corresponding data were then uploaded to the upper monitor via 485 serial port; the milling cutter moved back to the cutting position to cut next blade. Note that in the continuous impeller milling experiment, the readouts from both the built-in temperature sensor of the 5-axis machining center and self-developed thermal error measuring device suggested the machine tool would reach the thermal equilibrium state in 2 h.
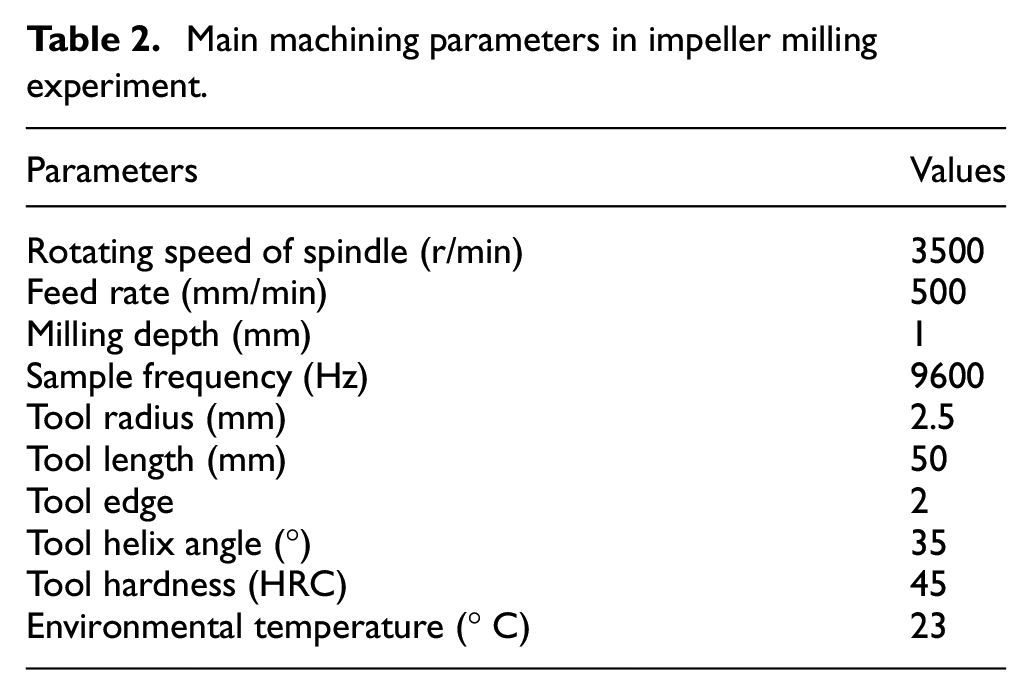
The thermal deformation data acquisition procedure was shown in Figure 4, and the main parameters about milling process were shown in Table 2.
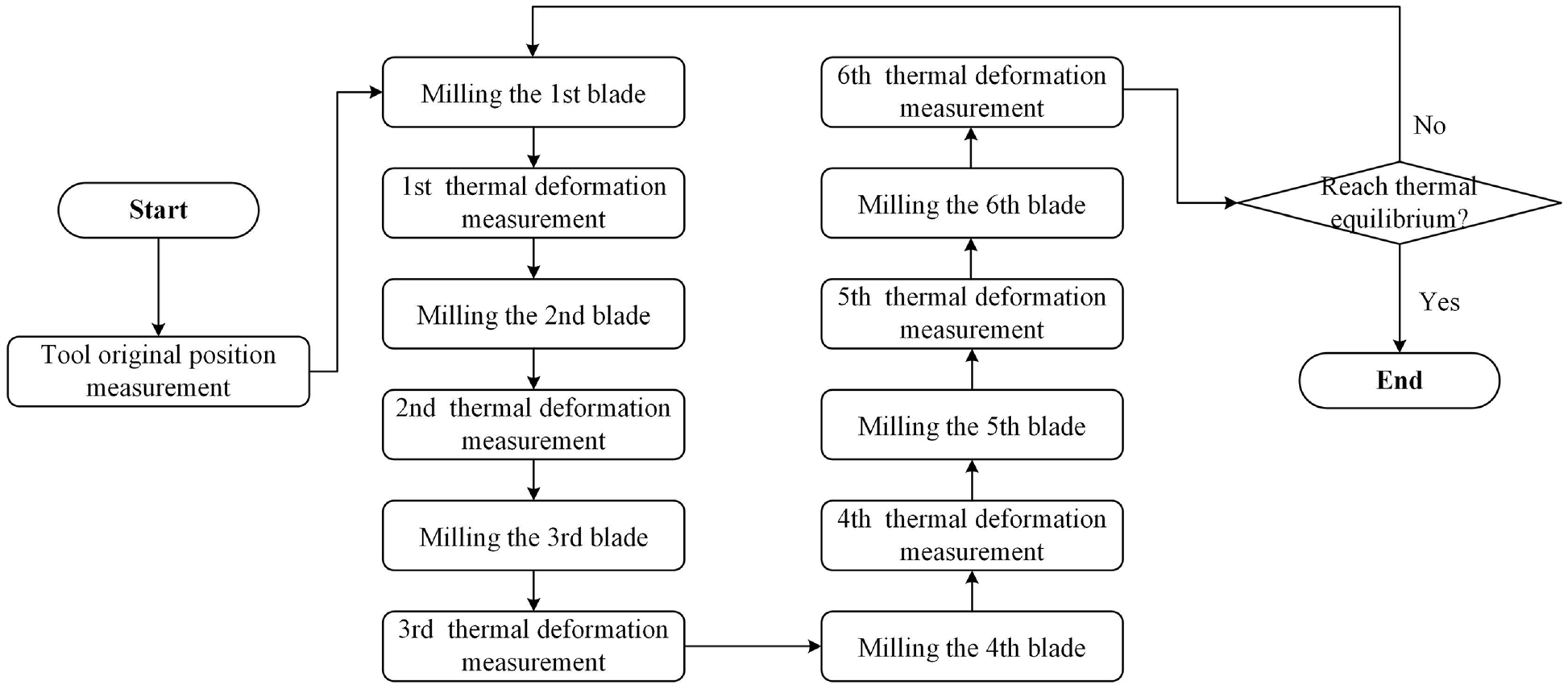
Thermal deformation data acquisition process.
Main machining parameters in impeller milling experiment.
Signal pre-processing
Signal cleaning
Based on the U-phase and the V-phase current signals collected by two hall current sensors, the value of the W-phase current signal was calculated by using equation (1).

where

The processed representation signal was continuous and contained two parts, that is, one for actual milling process and the other for the spindle at idle. To extract effective data, the vibration signal was used as an indicator for the current presentative signal separation, as shown in Figure 5. Only the segments of representation signal in the fluctuation period of the vibration signal were used in the following modeling. After the signal cleaning, the entire effective representation signal was divided into 156 samples, which covered three different types of the tool wear condition: light wear state (46 samples), moderate wear state (77 samples), and severe wear state (33 samples) respectively.
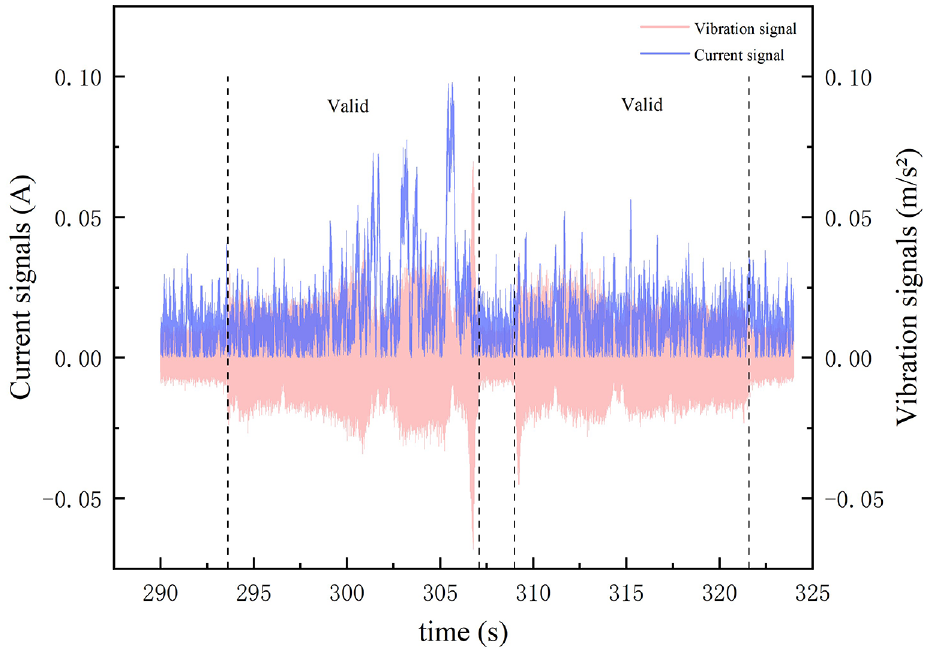
Data segmentation.
Signal denoising
Since the original collected presentative signal inevitably contained noise factor, to enhance its representative capability for tool wear condition, it is very necessary to denoise signal first. Since the Wavelet transform has good localization performance and denoising capability, the wavelet denoising algorithm was adopted here and its specific procedure were as follows:
Determining the wavelet basis function and decomposition scale, sequentially carrying out wavelet transform on the collected representation signal and thereby obtaining the wavelet coefficients under different decomposition scales; Conducting threshold processing on each decomposition scale to get the wavelet coefficients; Using wavelet inverse transform to reconstruct the coefficients after wavelet decomposition to finally get the denoised signal.
In order to indicate the goodness of denoising effect, signal-to-noise ratio (SNR) and root mean square error (RMSE) were used here as evaluation criteria. The SNR, the ratio of the acquired signal to the noise contained, represented the relationship between the original signal and the denoised. The larger the SNR, the better the denoising effect. 31 It was calculated by using equation (3).
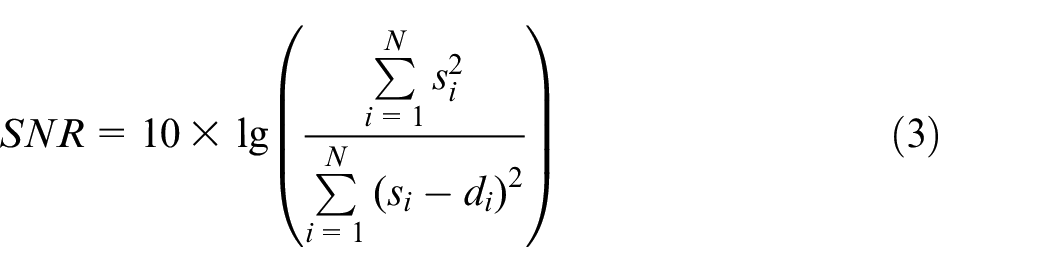
where

In this paper, the effective current values were decomposed and reconstructed into two layers by using sym4 wavelet basis function. According to equations (3) and (4), calculated value of SNR was 29.8951, and that of RMSE was 0.00186. The denoised signal were used to build a signal sample set for following features extraction.
Thermal deformation data processing
In the data processing, the feature value of the thermal deformation was defined by

where
Measurement of thermal deformation.
Measurement results of thermal deformation.
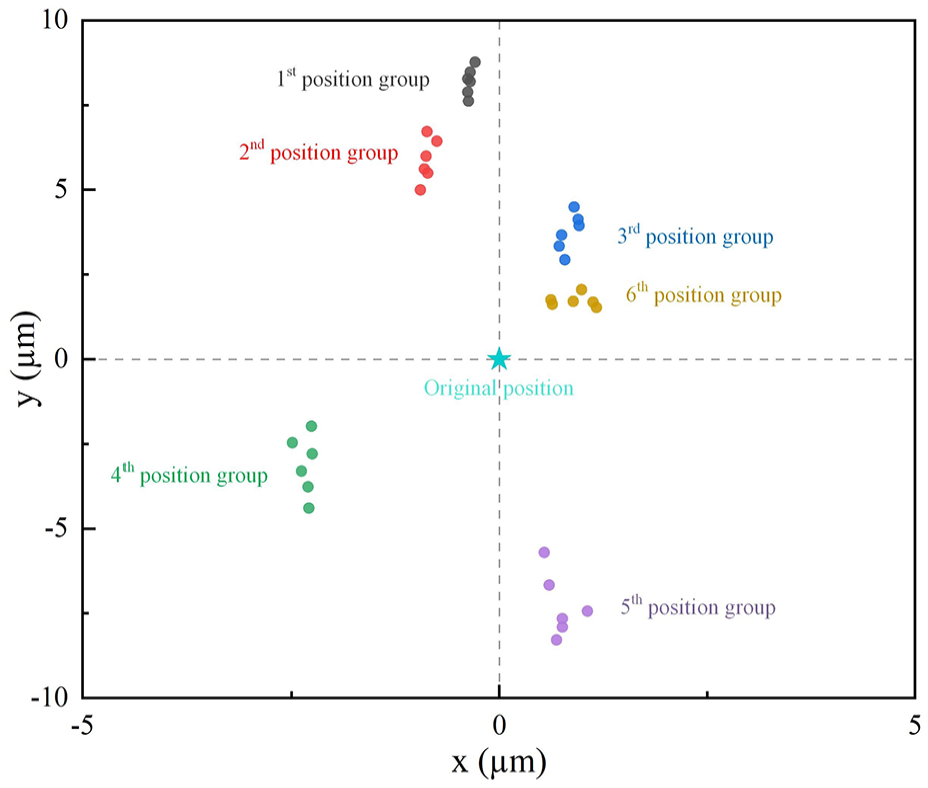
As shown in Figure 7, the relative position of milling cutter before milling process in the tip coordinate was located at (0, 0), and different color points represented the thermal-induced position deviations of the milling cutter after each blade being cut (from first blade to sixth blade) respectively. Figure 7 suggested that the relative deviations of milling cutter caused by thermal error were in periodic distribution around the coordinate origin. This phenomenon was probably because that the impeller was a symmetric workpiece and then respective engaging direction of milling cutter in each blade cutting was different in the machine tool coordinate system and was circumferentially symmetrical. Note that the reason why the deviation of milling cutter in the z-axis direction was not introduced in the modeling was because the change in that direction almost kept constant after the first measurement (around 10
Feature extraction process
In TCM modeling for continuous machining process, it is very difficult to use one or two individual feature(s) to accurately reflect the change of tool wear condition. Therefore, instead, in this study, we were committed to find a set of features to jointly present the change of tool wear condition. Firstly, based on the denoised signal samples, the original feature set was obtained by indiscriminately extracting time-domain, frequency-domain, and time-frequency-domain features from post-processed signal to guarantee information representation capability of the signal samples. Secondly, the respective sensitivities of signal samples to process errors including tool wear and thermal deformation were quantified and those relatively insensitive to the state change of tool wear were excluded. Thirdly, rest of spindle current signal samples were used to establish a feature set with relative strong representation capability but high dimensions. Finally, unsupervised learning deep auto-encoder was used to encode and downscale the high-dimensional feature set to form a low-dimensional feature set with strong characterization capability for tool wear condition. The specific process is shown in Figure 8.
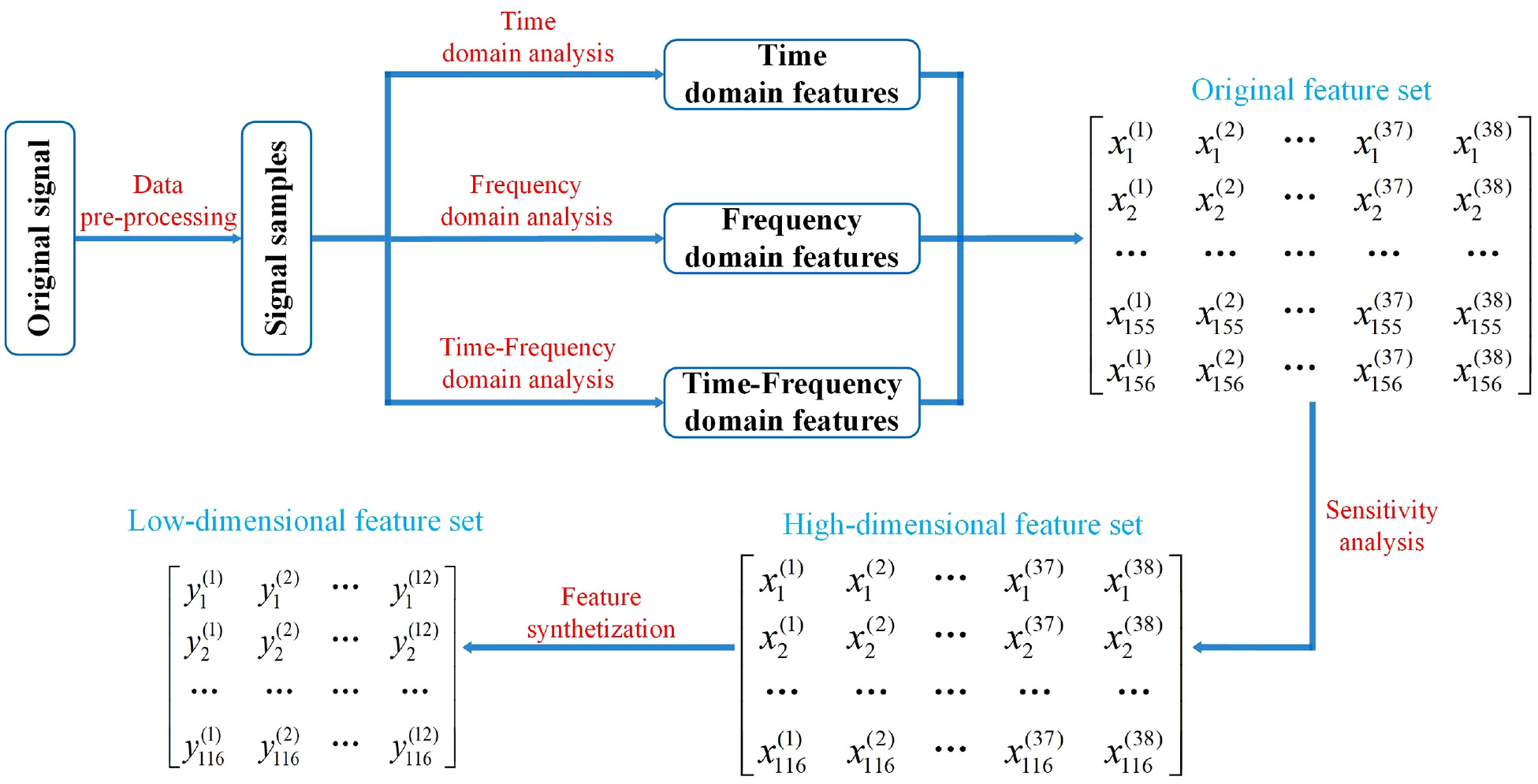
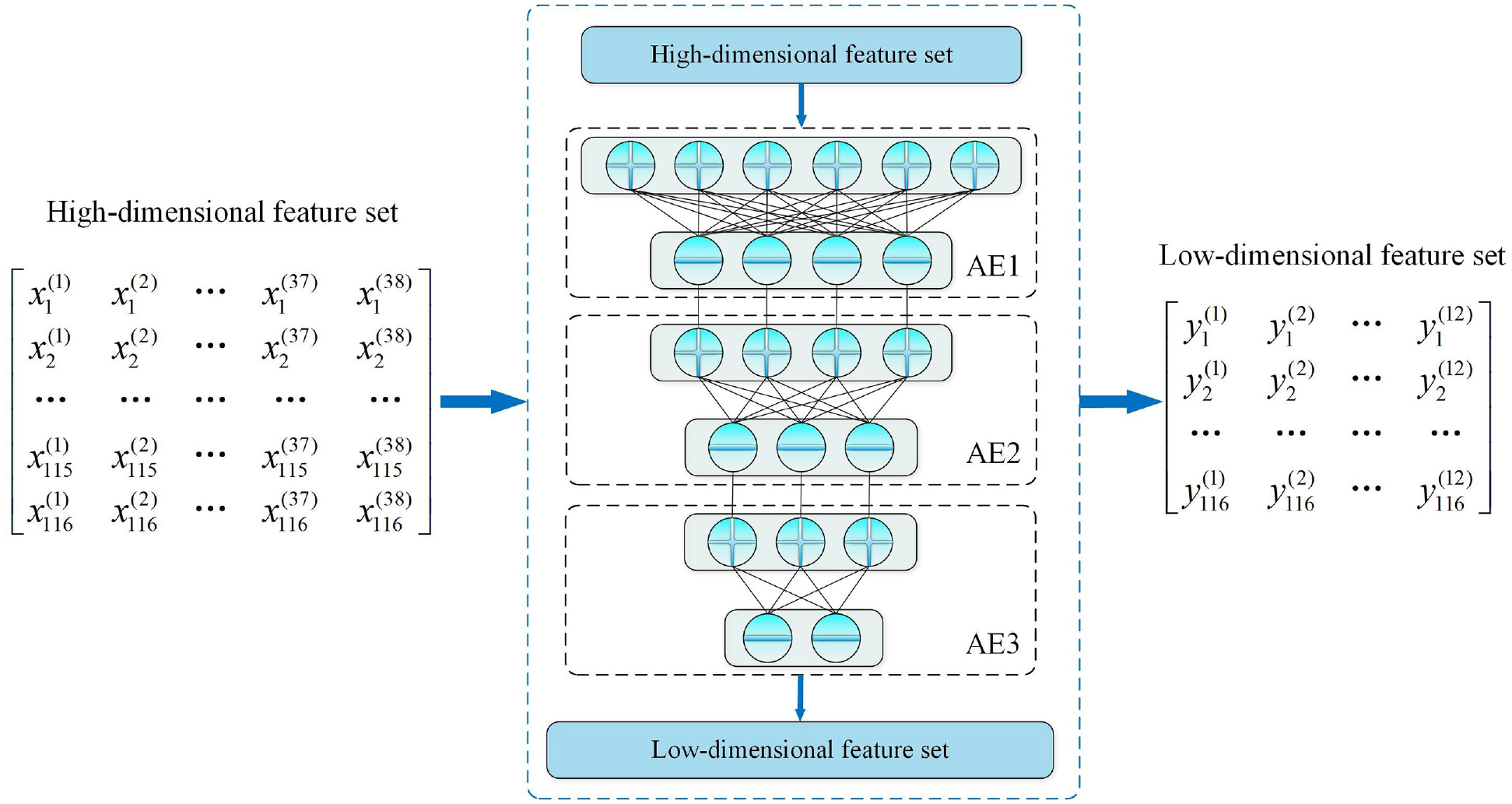
Feature extraction process.
Feature extraction
We performed indiscriminately feature extractions on 156 signal samples, in which four time-domain features (variance, kurtosis, skewness, and root mean square), eight frequency-domain features (including median amplitude, mean amplitude, peak amplitude, center of gravity frequency, root mean square of frequency, standard deviation of frequency, median power, and mean power). Besides, by using wavelet packet decomposition and EMD decomposition on the signal samples, eight wavelet energy entropies after three-layer wavelet packet decomposition and 18 IMF energy values after 18-layer EMD decomposition were introduced into the original feature set. Finally, the extracted features were combined to create a 38 × 156 low-value high-dimensional original feature set.
Sample sensitivity analysis
In order to reduce computation load for following mapping relation modeling, the original 156 samples were further filtered by running sensitivity analysis. As mentioned earlier, the impeller milling was not only related to the change of tool wear state but the thermal error of machine tool as well. Therefore, sensitivity coefficients of signal samples to tool wear were calculated by using equations (6) and (7) to eliminate those samples that were more sensitive to thermal error rather than the change of tool wear state.


where
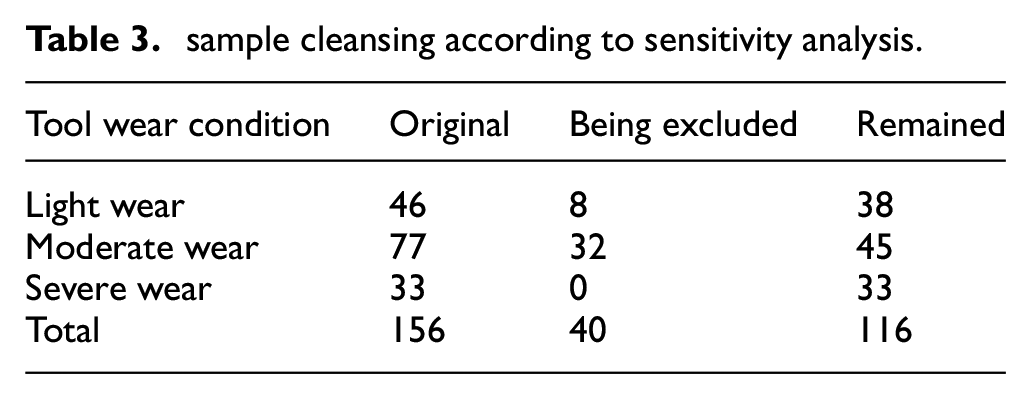
By running the sensitivity analysis over all original samples, corresponding sensitivity coefficient of each sample is shown in Figure 9. In order to ensure the samples used in the following modeling had good sensitivity to the change of tool wear condition, a threshold value of
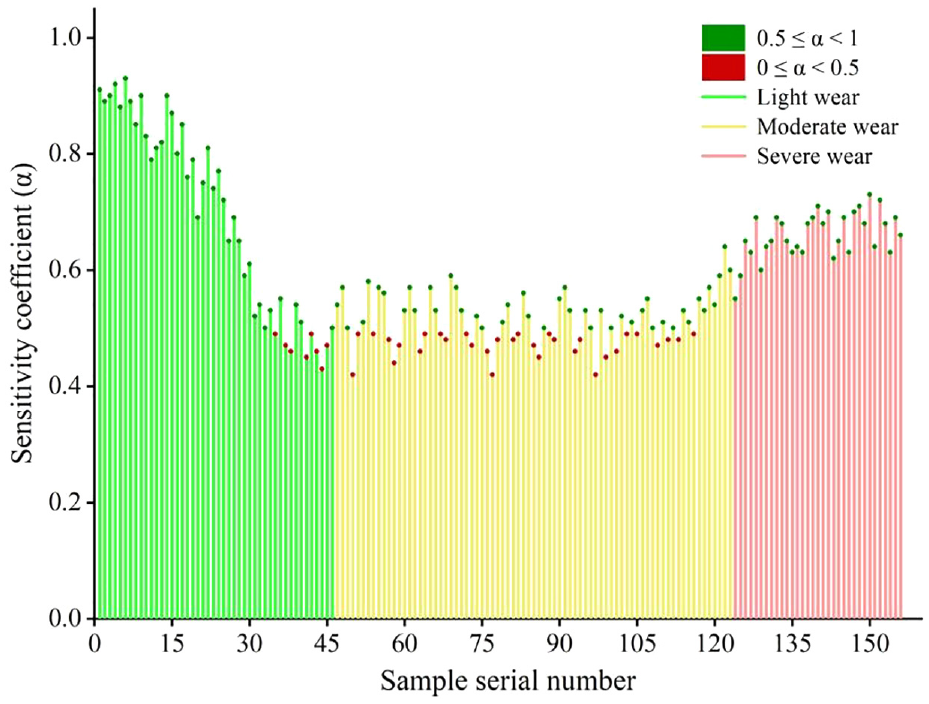
Sensitivity coefficient of sample to tool wear.
sample cleansing according to sensitivity analysis.
Feature synthetization
In order to reduce the dimension of the feature set without the cost of jeopardizing its ability to characterize the tool wear condition and thereby reducing computational cost of following modeling, deep auto-encoder (DAE for short) method was used here. DAE is a neural network with multiple hidden layers, which can first downscale the original inputs by unsupervised learning, and then decode the encoded results. Through training, the outputs of DAE can effectively represent the original inputs with lower dimension.
The sketch of DAE structure adopted in this study is shown in Figure 10. Considering the trade-off between expression effect of the purified features and the computational load of the DAE, the DAE with one input layer, two hidden layers, and one output layer with 12 neurons (i.e. the purified features set was synthesized into 12 new features) had the best performance. In comparison with the original 38 features, newly-synthesized features still had acceptable characterization ability for the change of tool wear but much lower dimensions. With the processing of feature denoising, sensitivity analysis and synthetization, the feature set was evolved from the high-dimensional feature set of 38 × 116 to low-dimensional feature set of 12 × 116.
Structure of DAE.
Modeling of TCM
Artificial neural network (ANN for short) had been a widely used in the data modeling to build highly nonlinear relationships between input and output. 33 Due to its advantages in the nonlinear data processing ability and structural stability, ANN integrated with back propagation (BP) algorithm was used for the establishment of mapping model between the tool wear state and the newly synthesized features in this study.
Structure of BP-ANN
BP-ANN is a kind of feed-forward neural network integrated with the back propagation algorithm. In this mathematical structure, The BP algorithm can continuously adjusted updated the network connection weights and biases of the ANN so that the network output gradually approximated to the desired output, that is, the output error was minimized. 34 The weights and biases can be calculated by using equations (8)–(10).



where
In the modeling with BP-ANN integrated mathematical structure, the inputs were 12 synthesized features and the outputs were different types of tool wear conditions (i.e. light wear state, moderate wear state, and severe wear state). To facilitate modeling, the three types of tool wear conditions were coded as 0, 1, and 2 respectively. The number of neurons in the first and second hidden layers were specified as 18 and 6 respectively, rectified linear unit (ReLU for short) was selected as the activation function and the cross entropy was used as the loss function to judge the prediction results. The BP-ANN’s structure in this study is shown in Figure 11. Note that considering the balance between the risk in underfitting and the computational load, two hidden layers were used in our modeling.
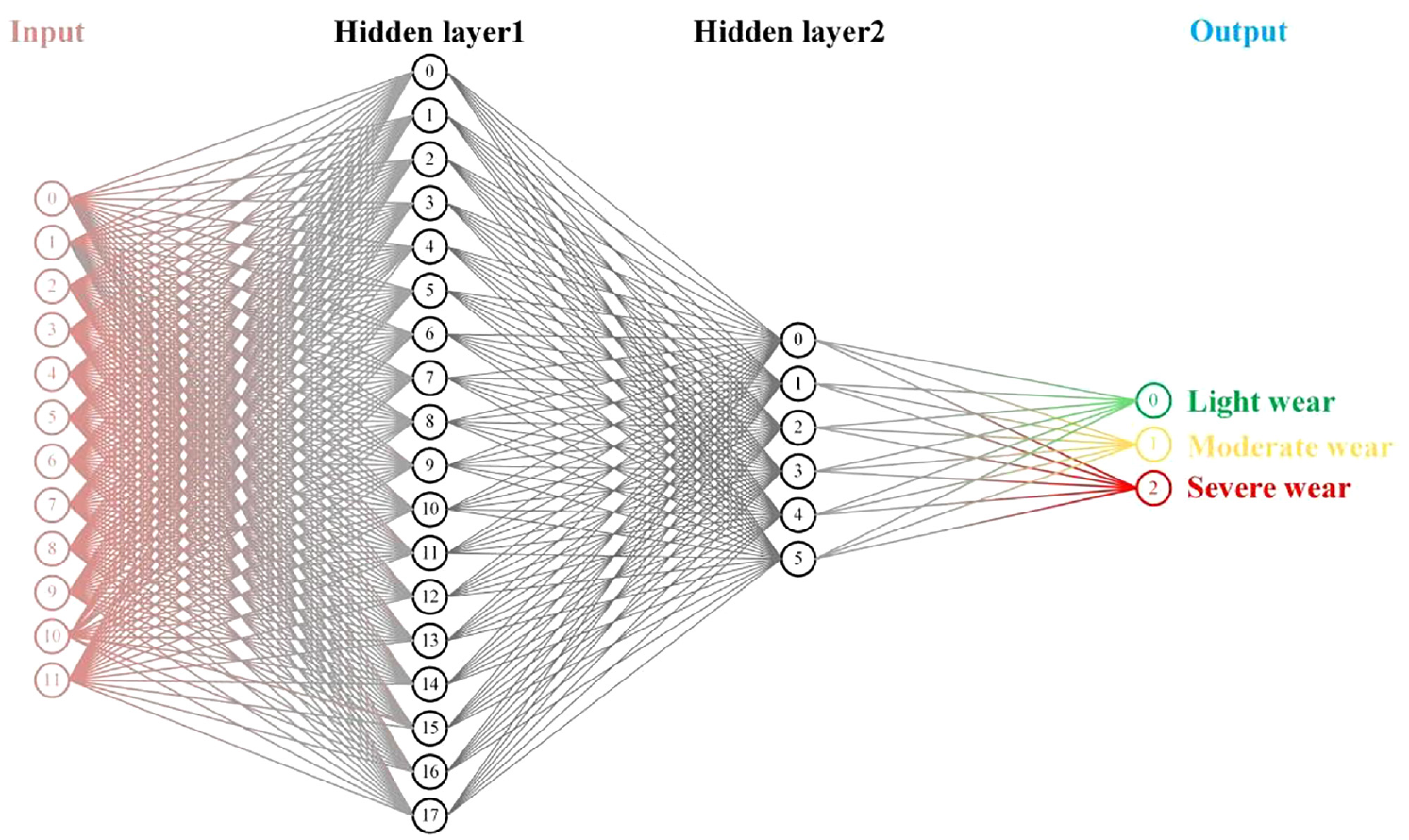
Structure of BP-ANN.
Model training and testing results
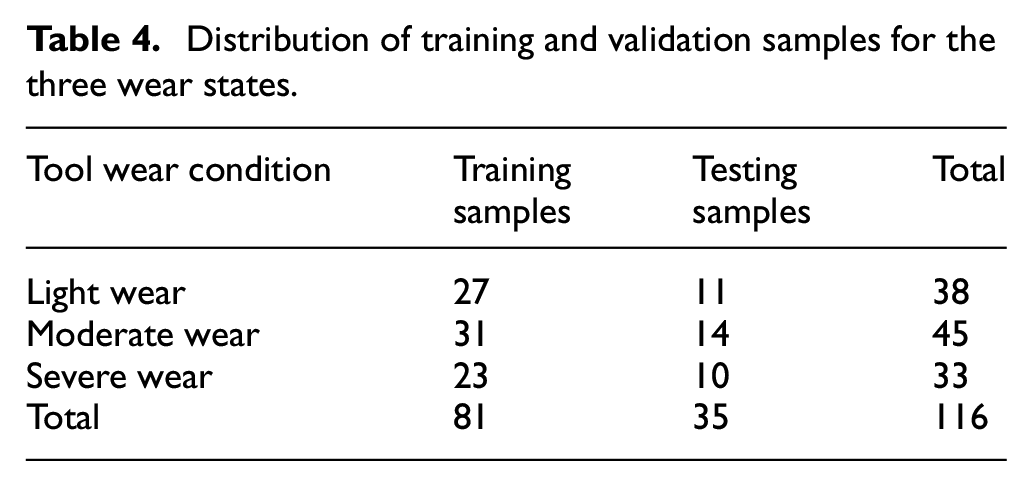
Twelve synthesized new features and 116 samples from the low-dimensional feature set were used to train this BP-ANN mapping model. 70% of the samples were used as training samples and the remaining 30% were used as the testing samples. The numbers of training and testing samples for different wear conditions are shown in Table 4. The errors of the mapping model in the training process are shown in Figure 12. After 50 iterations, the error of the model reached the minimum, the training performance showed an acceptable result. In this case, the overall recognition accuracy of developed model reached to 90%, with 90.9%, 85.7%, and 90% for light wear, moderate wear, and severe wear state respectively, as shown in Figure 13.
Distribution of training and validation samples for the three wear states.
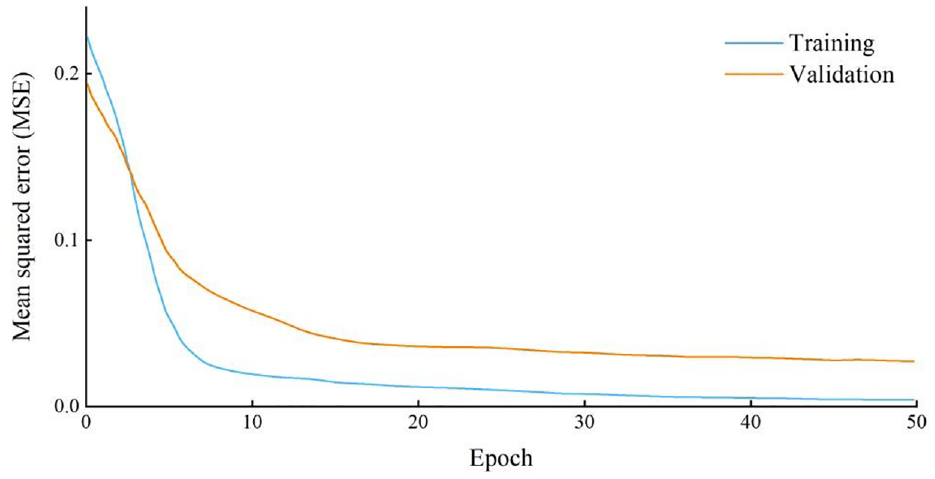
Model training and error distribution.
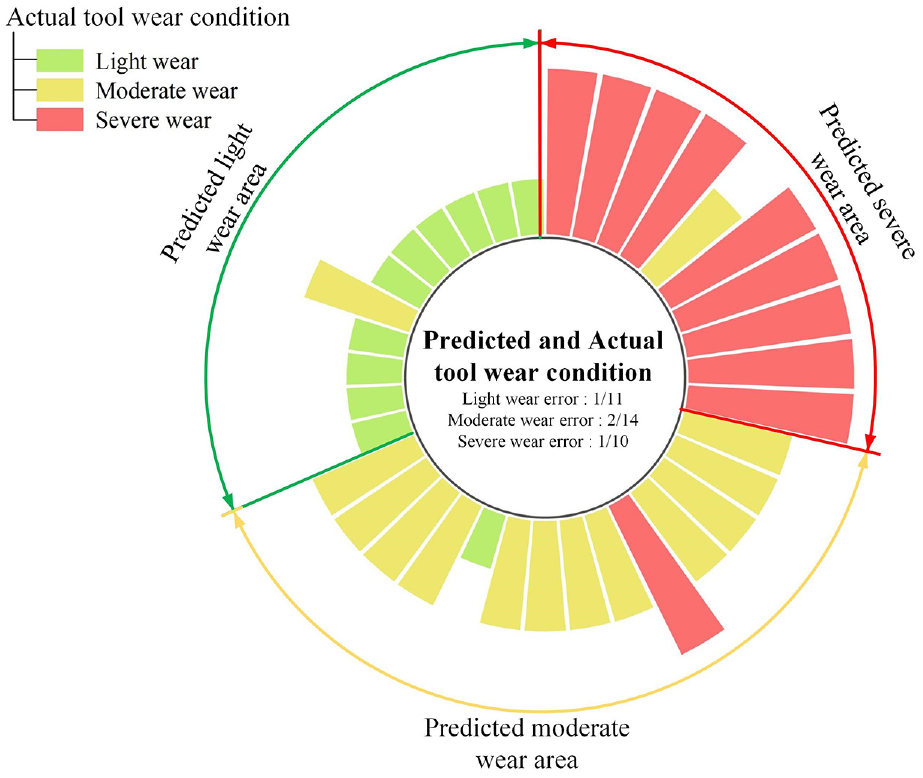
Testing results.
Validation and comparison analysis
Model validation
In order to verify the reliability of developed TCM model, another continuous milling experiment was conducted by using brand-new workpieces and ball end milling cutters. Based on the aforementioned method, 12 features were directly extracted and then fed to developed model and accordingly kept monitoring the development of tool wear. In this process, 42 samples were achieved and used in the validation experiment. The results showed the accuracy of the established tool wear condition recognition model were 92.3%, 88.2%, and 91.7% for light wear, moderate wear and severe wear state respectively.
Comparison analysis
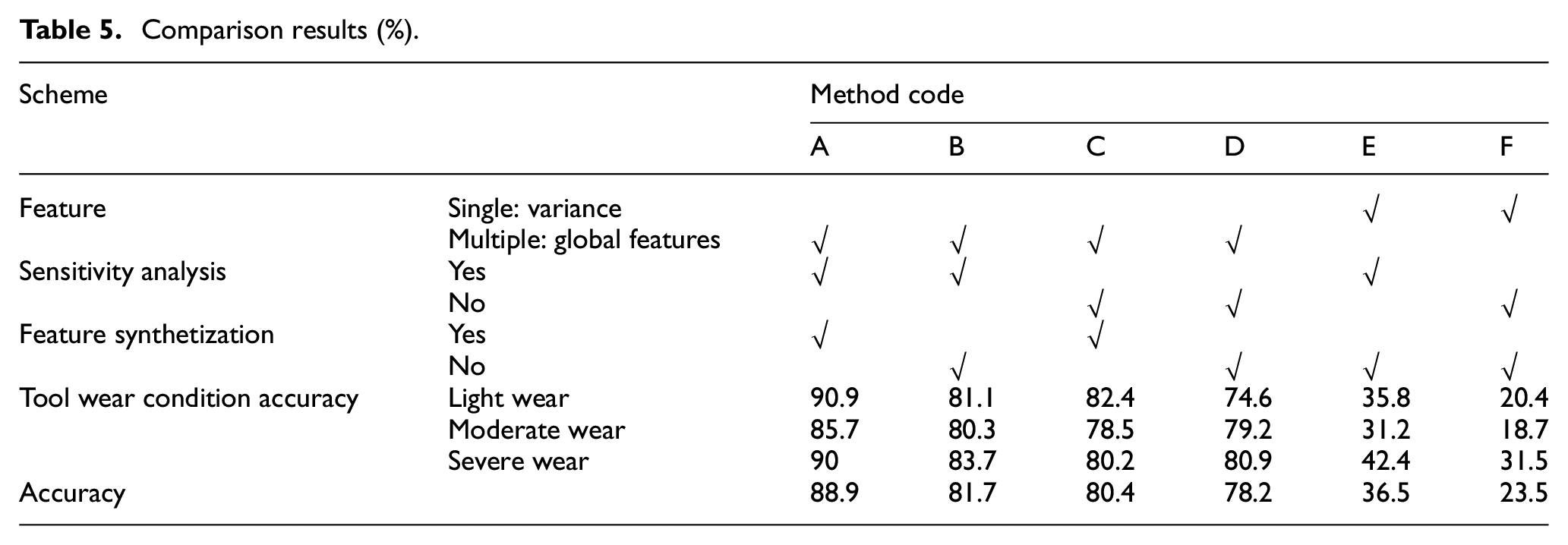
In order to verify the advantages of the proposed method in this study, a comparative analysis of different data treatment approaches but same BP-ANN modeling was conducted, as shown in Table 5, in which our newly-developed approach was named as A, whereas the one using same multiple signal features but without the feature synthetization, the one using same multiple signal features but without the sensitivity analysis to exclude insensitive data samples, the one using variance as the single signal feature with the data sample sensitivity analysis, the one using same multiple signal features without the sensitivity analysis, were named as B, C, D, E, F respectively. Note that since the signal feature variance was often used for TCM in previous studies, it was used as a single feature for comparison reference. In this comparative analysis, same 156 samples were fed into those five different data processing methods respectively and attained feature(s) was (were) mapped with different tool wear states with same BP-ANN mathematical structure. The respective recognition accuracies with different treatment were listed in Table 5. As shown in Table 5, it can be seen that the data treatment approach integrated with data sample sensitivity analysis and feature synthetization did address the better establishment of a high-value low-level feature set that effectively characterize the tool wear states. Results also suggested it was hardly possible to accurately identify the tool wear condition based on the single signal feature of variance.
Comparison results (%).
Conclusions
In order to develop a reliable online system of TCM for impeller milling, in this study, A new feature extraction method integrated with data sample sensitivity analysis and auto-encoder algorithm was proposed with the adverse effects of machine tool thermal deformation in the impeller milling process being taken into account. With the help of this new method, a low-dimensional synthesized feature set with strong characterization capability for tool wear condition was established and accordingly an accurate and robust recognition model with BP-ANN integrate structure was established, which showed an acceptable recognition accuracy. The main contributions of this study are as follows:
A signal acquisition experimental platform was built to collect effective representative data for impeller milling.
A new effective spindle current feature extraction method containing processes of signal denoising, sample sensitivity analysis and feature synthetization was proposed. Based on post-processed synthesized features, a BP-ANN recognition model was developed.
Compared with other signal processing methods, our newly proposed method in this study had better recognition performance for tool wear, and the accuracy of tool wear recognition was 88.9%, which was acceptable in the actual continuous production of the impellers.
In summary, the BP-ANN recognition model coupled with the improved feature set acquisition method seems to be a good tool for TCM, which will help to improve the intelligent level of impeller milling and its production quality.
Footnotes
Author contributions
All authors contributed to the study conception, experiment design, data collection, and analysis.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Natural Foundation of China (Grant No. 51905064); Postdoctoral Research Foundation of China (Grant No. 2022MD713697); Chongqing Talent Program (Grant No. CQYC20210305206).
Ethics approval
The authors confirm that the paper has not been published previously in any form or language, that it is not under consideration for publication elsewhere, and does not contain material which has been published previously. The results are presented clearly, honestly, and without fabrication, falsification, or inappropriate data manipulation.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Availability of data and material
The authors confirm that the data and material supporting the findings of this study are available within the article.
Code availability
Not applicable.