
Abstract
3D printing is considered a disruptive technology and it continues to expand the design space boundaries for prototypes and final products. Sustainability is one of the major objectives for manufacturing, and the use of recycled materials is becoming a relevant sustainability strategy, particularly for improving material resource efficiency. This paper evaluates the suitability of substituting virgin polylactic acid (PLA) for recycled PLA. It describes an experimental plan divided into three phases to evaluate the specimens’ tensile strength. The results showed that recycled PLA could be used thanks to a similar tensile strength, even though this is slightly lower than that of the virgin material. In addition, the infill density and the orientation parameters played a major role in the response. As the infill density approaches 100%, both the maximum load and tensile strength increase sharply. However, when using an infill density of 40%, on average, the specimen resists 58.07% of the maximum load. In addition, because of the anisotropy, the horizontal orientation allowed attaining a higher tensile strength while the vertical orientation provided a lower value. These are relevant insights for prescriptions of the 3D-printing parameters guaranteeing minimum tensile strength in prototyping.
Highlights
Validation of the technical viability of recycled materials as substitutes
The infill density and the orientation are key factors for the tensile strength
Recycled materials provide tensile strength close to that of the virgin ones
There is a retention of 58.07% of the maximum load for an infill density of 40%
The horizontal orientation allows attaining the highest tensile strength
Introduction
Fused filament fabrication (FFF) is a major additive manufacturing technology that has found a considerable number of applications in different types of manufacturing sectors.1,2 The layer-by-layer principle of manufacturing objects enables a higher degree of flexibility in the product design phase. 3 The set of available printing technologies 4 is pushing forward advantages such as mass customization 5 with complex geometries that involve a great deal of detail, a combination of different materials, 6 a reduction in the need for assembly and a high utilization rate of raw materials. 7
Nowadays, there is a need to reduce the ecological effect of manufacturing processes, pursuing sustainable and clean manufacturing processes.8,9 Researchers are making efforts to identify opportunities for 3D printing on the circular economy paradigm. 10 Moreover, plastic is one the most abundant types of waste produced because it is one of the most highly used materials in the 3D-printing industry 11 and it has a non-biodegradable nature. The effect of plastic pollution in aquatic and terrestrial ecosystems represents a major issue. 12 For aquatic ecosystems, the main risks are linked to standing water that acts as a breeding niche (to mosquitoes, pests, vector-borne diseases transmission), becomes a vector for toxic chemicals, and ultimately, disturbs the natural cycles (biogeochemical cycle in terrestrial ecosystems). Additionally, transferring plastic into the food chain clearly dangers animal and certainly humans as well. Thus, reducing the consumption of plastics is greatly important in the long term.
A major body of literature arising from the fields of design thinking, engineering, human–computer interaction and software development 13 validates the rationale for the prototyping phase in the early design phases of product development. According to the prototyping theory, the development phases need different types of prototypes for new products (e.g. prototypes for desirability, for feasibility, and for viability) 14 in order to reduce uncertainties, explore new ideas, increase feasibility, and/or engage with users. 15 On that basis, a prototype is achieved in terms of certain modeling aims: model to link, model to test, model to communicate, model to decide, and model to interact. 14 Using digital tools allows designers to create highly flexible prototypes that facilitate short learning cycles at an affordable cost. Moreover, 3D printing enables the materialization aspect. Regardless of whether the printed object is functional, it is valuable in design decisions. 13 However, a gap exists in the literature in terms of sustainable manufacturing using 3D printing in the early design phases. 9 Although the technology offers high efficiency in the use of materials, the democratization of this technology could cause a rebound impact due to the increasing generation and disposal of huge amounts of waste or polluting emissions to fabricate the virgin feedstock required, particularly in prototyping. Without a doubt, the roots of FFF are linked to the rapid prototyping concept 16 and in recent years, it has been widely adopted to create functional objects for their designs. Therefore, one question remains regarding how to define the most favorable printing conditions to create prototypes in the early phases without compromising the mechanical properties, even for recycled feedstocks.
Studies on the technical viability of recycled materials as substitutes for conventional virgin materials are still limited to particular applications.17,18 It is important to note that in most cases, prototypes do not require excellent mechanical properties but rather the minimum to be handled to allow designers and users to inspect and measure them. Thus, the type of material used and its amount can be further optimized regarding prototyping. The mechanical properties are critical for engineering parts, particularly for 3D-printed parts because of the anisotropy, 19 which can influence the ultimate tensile strength (UTS) up to about 47% per the manufacturing parameters. 20 Using a systematic literature review, Popescu et al. 21 identified key parameters that influence the printed parts, including the build orientation, infill density, layer thickness, raster angle and raster-to-raster air gap.
In general terms, for low values of layer height, the material’s tensile strength improves.22,23 Similarly, Yao et al. 24 identified the importance of the printing orientation in the UTS. Thus, the alignment of the tensile load with the longitudinal axis of the printed fiber will maximize the UTS. According to Alafaghani and Qattawi 25 a higher extrusion temperature, an optimized layer thickness, a triangular filling pattern and a higher filling level maximize the parts’ strength. Regarding the printing speed, a higher printing speed with a higher layer thickness leads to lower part strength.
Recently in the literature, the distributed recycling via additive manufacturing (DRAM) approach emphasizes the technical steps required to reuse plastic waste through the recycling chains for material extrusion-based additive manufacturing.17,26 Using recycled material, either in the form of raw material or blended with virgin material, is a method of special interest to contribute to sustainable manufacturing. 27 In the DRAM methodology, consumers have an economic incentive to recycle. This is because they can use their waste as feedstock for a wide range of consumer products that can be produced for a fraction of the conventional cost of the equivalent products. Moreover, 3D printing is especially well suited because it enables the production of parts with (almost) no waste and could reduce the waste related to the material by more than 40%, reusing 95% of the unused material. 28 Currently, most of the 3D printing costs are associated with filament. 29 By recycling raw materials such as polylactic acid (PLA), one of the most frequently used materials in 3D printing, the carbon dioxide emissions incurred by transport to landfills or shipping to customers can be reduced, offering environmental benefits. 30
Evaluating the recycled materials’ properties before substituting virgin for recycled materials is important. The use of recycled materials is still uncertain because of the potential changes in the material properties when recycling. 31 Several authors have studied the printing cycles that PLA can withstand until it loses much of its properties.27,32–34 PLA adequately withstands two printing cycles because after a third cycle or more, the mechanical properties and viscosity decrease considerably. The increase in crystallinity and melting enthalpy and the decrease in cold crystallization enthalpy are attributed to the 3D-printing process. For instance, Kumar et al. 35 compared the elongation at break, load at break, flow index, Young’s modulus and breaking stress of recycled acrylonitrile butadiene styrene (ABS), high impact polystyrene (HIPS) and PLA. The PLA showed the highest elongation at break along with the ABS. In addition, the PLA had a higher breaking load and breaking stress, although a smaller Young’s modulus. Likewise, Babagowda et al. 36 studied the influence of the percentage of recycled PLA used in the filament, from 10% to 50%, showing that the smaller the percentage, the higher the ultimate tensile strength. In summary, recycling PLA has certain limitations due to the reduction in the molecular weight with its reuse, resulting in degradation and a decrease in mechanical properties. 37 The viscosity is also reduced with each printing cycle, but adding virgin plastic could correct it.27,38
It might be uncertain whether a set of optimal parameters for a machine/material/application combination can be transferred to other 3D printers due to the issue of intra-3D printer variability and the variations of the recycled material’s quality. Robust methods are needed to develop standards to validate the process setting to guarantee the minimal requirements for the tensile strength, dimensional accuracy, replicability, and minimum feature size among the 3D-printing technologies. 39 Besides, the FFF technology’s open-source nature, standardized experimental protocols are relevant to enable benchmarking and to serve as a guide for machine selection.40,41 Therefore, it is crucial to identify the most important parameters that can affect the process quality. 42 The present study proposes a methodology to evaluate the tensile strength of both conventional and recycled PLA materials. The objective is to assess the suitability of the recycled PLA as a replacement in prototyping, although its use may be further extended to other applications. To do so, this research is based on a comprehensive experimental study with three main phases to evaluate the influence of several printing parameters on the outcomes of the printing process.
Experimental procedure
Materials and equipment
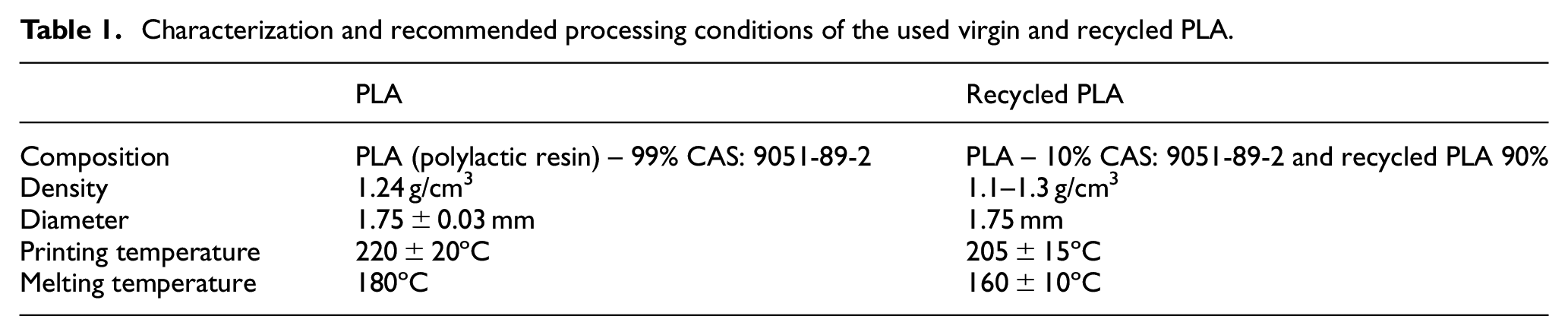
The printing materials tested were commercial virgin (Smart Materials 3D) and recycled PLA (Filamentive) characterized by the data listed in Table 1. The recycled PLA was comprised of a blend containing 10% virgin PLA. Conventionally, the recycled filaments are obtained by a mechanical process to produce pellets, followed by extrusion and cooling processes that help to generate the filament that is then finally wound. 43
Characterization and recommended processing conditions of the used virgin and recycled PLA.
The specimens were printed with a BQ Witbox printer, shown in Figure 1(a), using the Ultimaker Cura 3.2.1 software. For tensile testing, an MTS Criterion 43 universal testing machine (Figure 1(b)) was used, selecting a strain rate of 0.5 mm/min. The specimens were manufactured according to the dimensions depicted in Figure 1(c).
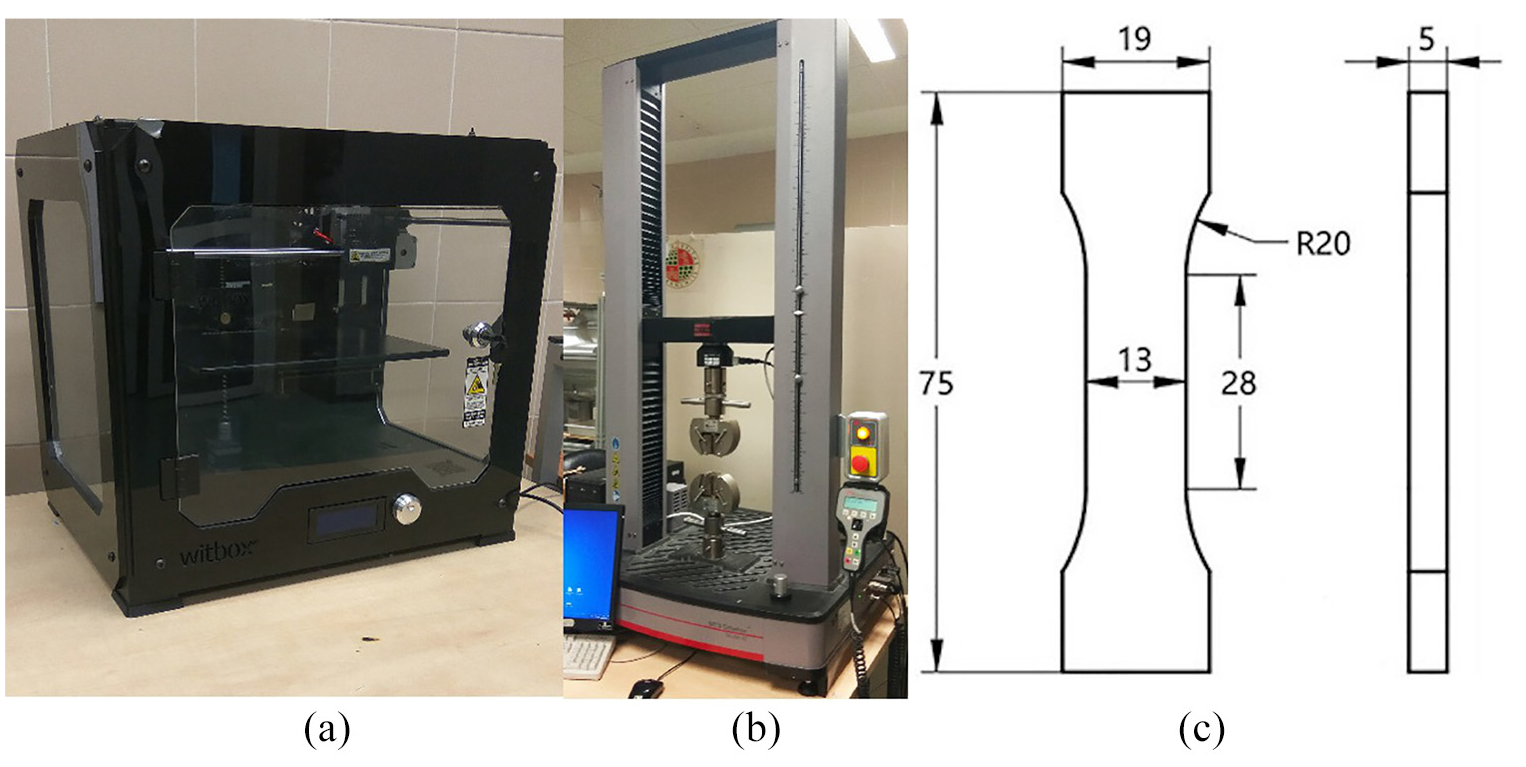
Equipment used in the study: (a) 3D printer, (b) universal testing machine, and (c) test specimen.
Methodology
The experimental plan included three phases (Figure 2) to carry out a comprehensive study with a limited number of tests that did not compromise the results’ reliability.
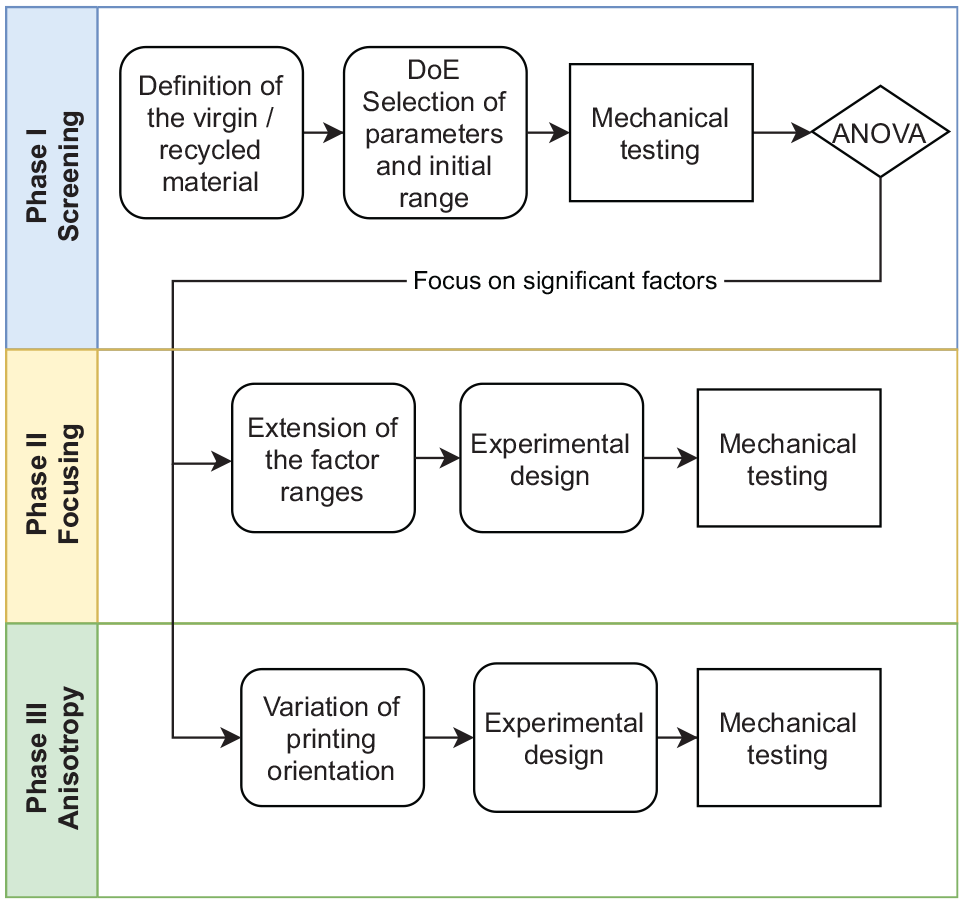
Summary of the experimental plan’s three phases.
Phase I aimed to identify and discard factors depending on their influence on the response variable. The response variable chosen was the tensile strength calculated via the maximum load attained during the testing of the specimen and the initial cross-section in the middle of the specimen.35,44 Fractional designs aim to minimize the number of tests used as screening designs. The use of randomization made it possible to guarantee that the hypothesis that stated the errors were independently distributed random variables was fulfilled. 45 The critical parameters for the study were the layer height (0.15 and 0.3 mm) and the infill pattern (tri-hexagonal and grid).46,47 In addition, taking into account the goal of sustainable manufacturing (i.e. trying to optimize the consumption of material), but also productivity (i.e. trying to minimize printing times), infill density (60% and 100%) 25 and printing speed (40 and 80 mm/s)24,48 were considered. The printing temperature was 210°C, which was the recommended temperature for the PLA material. The design included only specimens printed in the horizontal orientation. To conclude this phase, an analysis of variance (ANOVA) allowed identifying the factors influencing the response variable.
Phase II aimed to study in more detail the effect of the most influential factor according to Phase I. Therefore, the intent was to focus on how the response variable evolved by varying the most influential factors. For that reason, an extension of the factor levels was established. On the other hand, the criteria selection of the levels for the other three factors aimed at minimizing the printing time.
Finally, Phase III aimed at evaluating the influence of the anisotropy based on the printing orientation, which can notably affect the tensile strength. 49 Because of the anisotropy, the UNE 116005:2012 50 standard requires printing the specimens in three orientations, edgewise, horizontal and vertical, testing five specimens in each orientation. This phase included printing 15 specimens of both materials.
Findings
Phase I: Screening phase
Table 2 summarizes the experimental strategy with the results of the tensile strength and Young’s modulus attained during this screening phase. A total of 16 specimens were tested.
Results of Phase I.
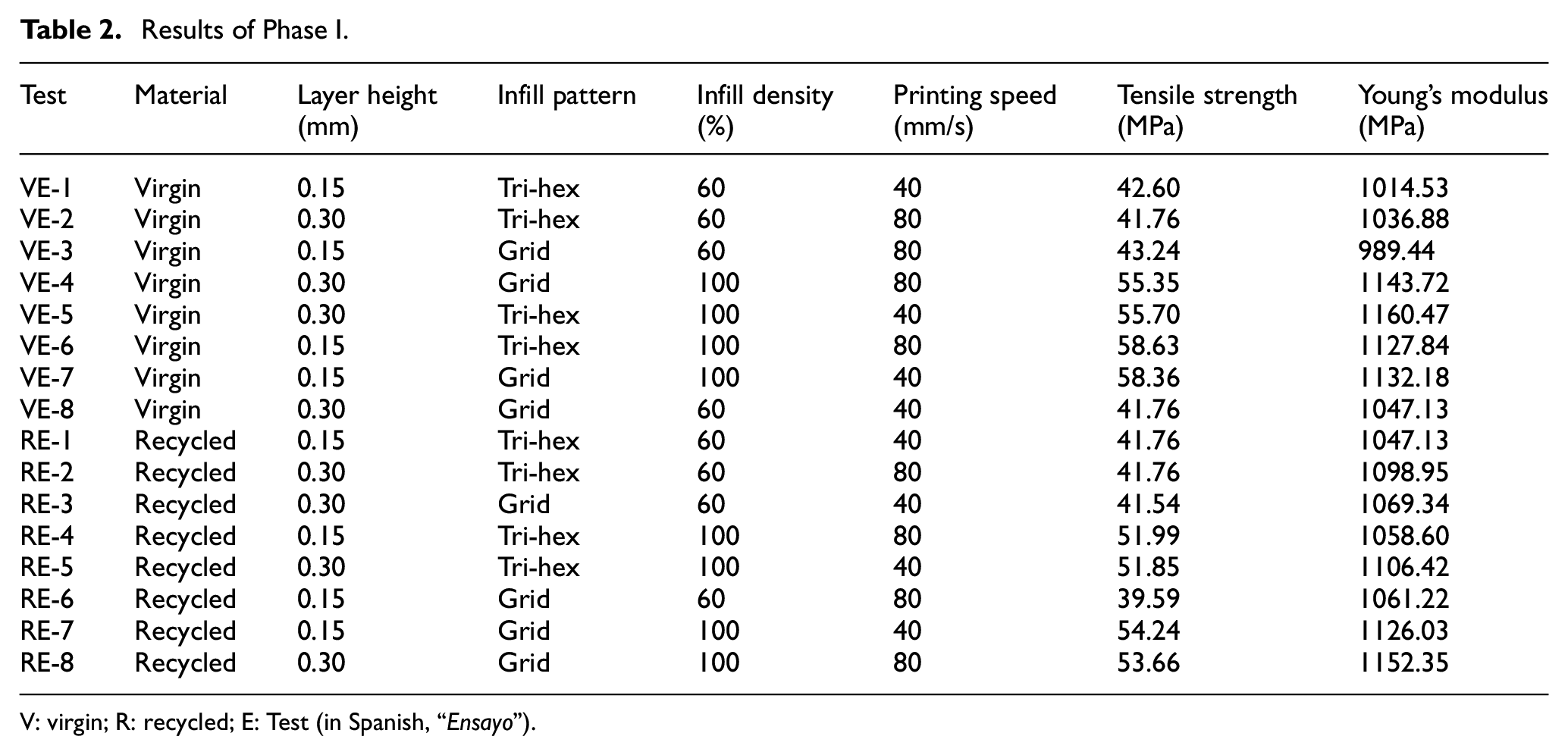
V: virgin; R: recycled; E: Test (in Spanish, “Ensayo”).
In general, shortly after attaining the maximum load, the specimen fractured. However, the nature of the fracture was not homogeneous, as shown in Figure 3(a). In most cases, the specimens showed fragile behavior, and the fracture, either horizontally or with a lower inclination angle, was clean. However, for the recycled material, the specimens presented ductile behavior, and properly, the fracture did not occur after the maximum load was attained. In these cases, the tensile tests were canceled after the maximum load was attained, without reaching a complete fracture. The breakage in these cases occurred at a 45° angle, and in the case of the RE-2 specimen, two parallel fracture lines can be clearly seen. The images of the fractured specimens did not allow observing a clear relation of the fracture to the printing conditions. However, the fracture behavior may relate to what Yao et al. 24 explained. The authors identified two types of fracture: interlayer and in-layer. In general, the interlayer fracture occurs at the interface of two layers when printing in a vertical position, even when varying the printing orientation up to 45° from the vertical position. In-layer fracture more likely occurs when using an edgewise position (or inclined up to 45° from that position). In this case, the printing direction is the same as the tensile stress direction, which also happens when using the horizontal orientation. In these cases, the material layer is not intact after the fracture. As a result, it is likely that both modes (in-layer and interlayer fractures) coexist in this study, which may explain the heterogeneity of the different fractures.

Phase I: screening tests to identify significant factors based on design of experiments: (a) tensile specimens of the Phase I and (b) boxplots to identify significant factors based on DoE.
Table 3 lists the ANOVA results, obtained using R software to identify the influential factors on the tensile strength and Young’s modulus. As a criterion, critical factors for the response variable were those with p-values lower than 0.05. The Shapiro–Wilk normality tests were conducted to verify the normality of the residuals for both models. Thus, it can be clearly identified how only the infill density (lowest p-value) was a statistically significant factor for both the tensile strength and the Young’s modulus. Moreover, the type of material was also a significant factor for the tensile strength. The contribution to the total variance in the tensile strength model was 92.8% and 3.7% for the infill density and type of material, respectively. In the case of the Young’s modulus, the infill density presented a contribution of 63.2%. Thus, when manufacturing new parts, infill density is a key factor for guaranteeing adequate tensile strength.
ANOVA results at 95% significance level for tensile strength and Young’s modulus variables.
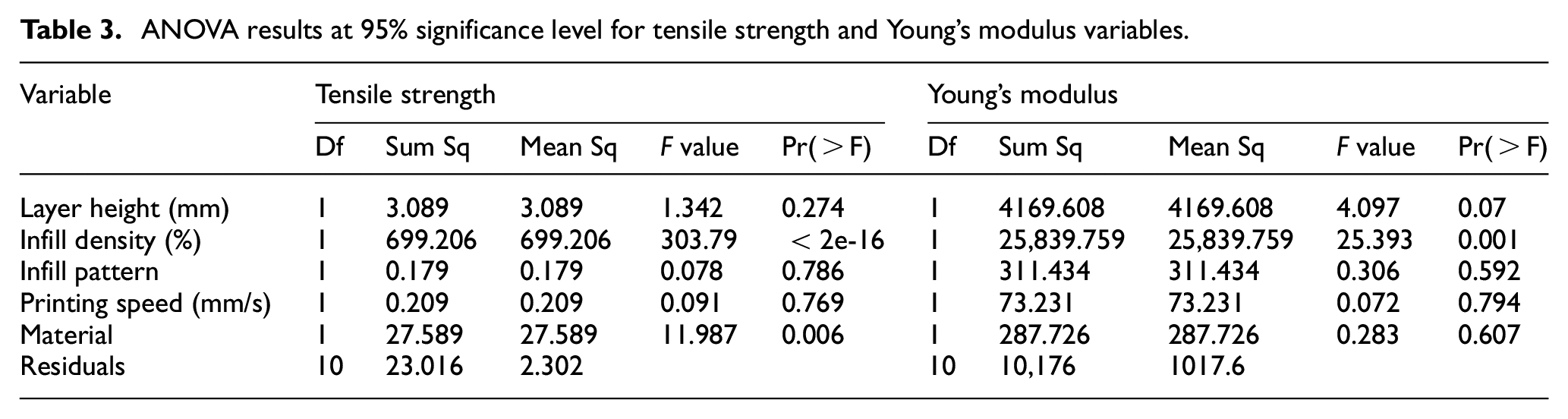
The infill density influences the cross-sectional area that withstands the tensile load. This factor was also identified as significant for the tensile strength, along with the build orientation and nozzle diameter, per Hikmat et al. 51 Using recycled PLA in the blend affected also the tensile load accordingly to Babagowda et al.’s 36 study. The authors identified how the larger the percentage of recycled PLA, the lower the tensile load. In the present study, the percentage of recycled material was 90%, so this result that the ANOVA provided was expected. On the contrary, the layer height was not found to be a statistically significant source of variation as expected.22,23,52 Regarding the Young’s modulus, the higher the infill density, the higher the Young’s modulus. Figure 3(b) illustrates the boxplots of the results considering each factor. In the figures, it is possible to see how the factors affect the response variables, particularly the influence of the infill density and type of material.
Phase II: Focusing on the infill density
Phase II aimed to evaluate in more detail the influence of the infill density on the tensile strength. Therefore, five levels of the infill density were chosen: 40%, 55%, 70%, 85%, and 100%. Regarding the selection of the other printing parameters, the main criterion was to reduce the printing time. Thus, the experimental conditions were layer height of 0.3 mm, tri-hexagonal infill pattern and printing speed of 80 mm/s with an estimated printing time of 20 min. A total of 10 specimens were manufactured.
Figure 4(a) shows the fracture of the specimens tested in Phase II. Regarding the fracture, the results were similar to those of the Phase I (i.e. more ductile behavior for the recycled PLA specimens). The interesting element in this phase is presented in Figure 4(b) where the maximum load (left) and the tensile strength (right) versus the infill density for both materials are illustrated.
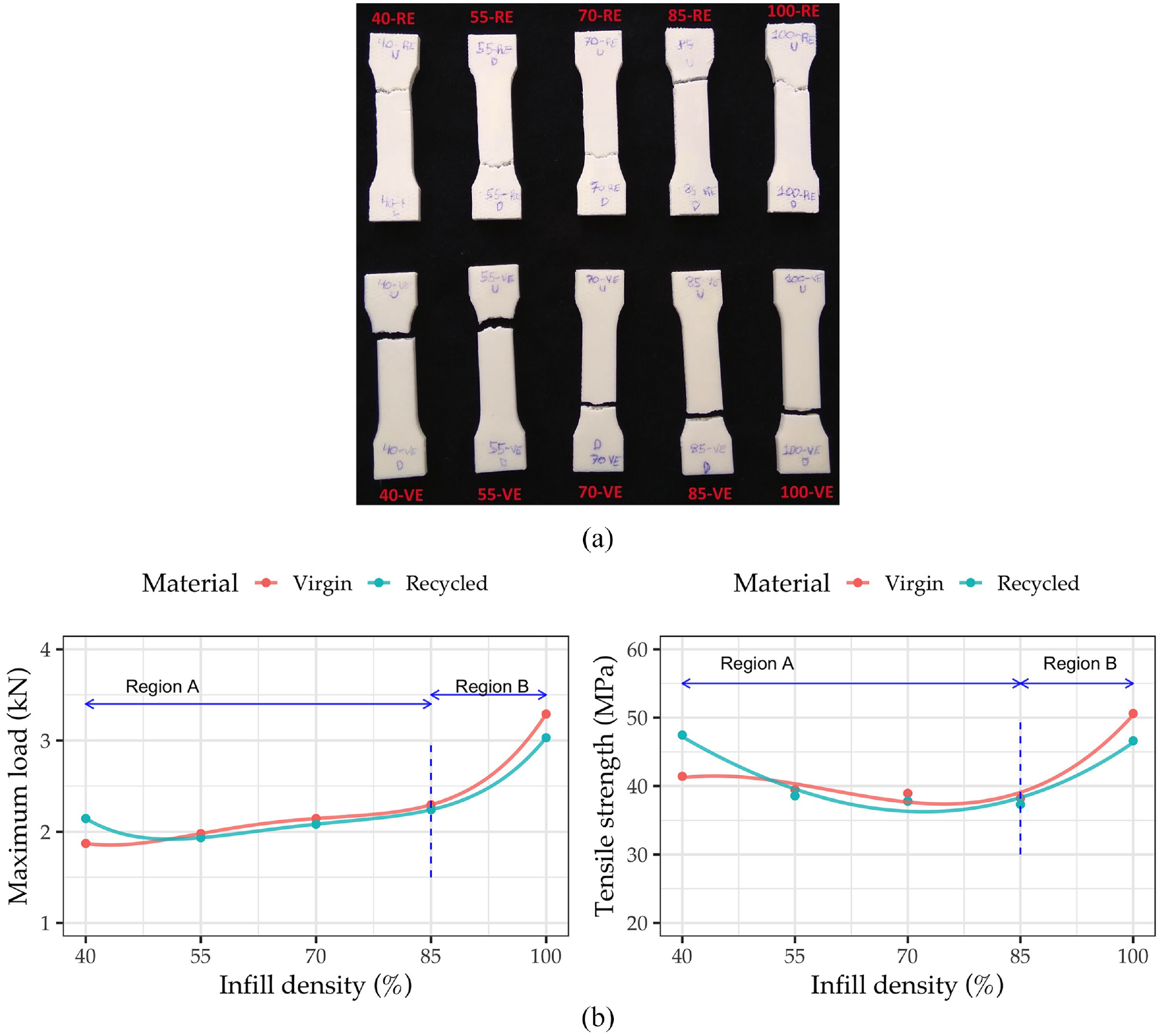
Phase II: Evaluation of the infill density in the tensile test: (a) testing specimens used in Phase II and (b) influence of the infill density on the maximum load (left) and tensile strength (right).
From Figure 4(b), the experimental data was used to create two regions. For the maximum load (Figure 4(b) left), in the A region, which comprises infill densities ranging from 40% to 85%, the slope of the curve grows slowly with an approximately linear trend. In the B region, from 85% to 100%, the maximum load’s increase becomes more pronounced, resembling a quadratic function. Regarding the type of material in general, the virgin PLA moderately outperforms recycled PLA. Based on the results in Figure 4(b) left, it appears that a reduction from 100% to 40% of the infill density implies a reduction in the maximum load of 41.93%, from 3.16 to 1.84 kN (on average for both materials).
On the other hand, regarding the tensile strength (Figure 4(b) right), the tensile strength remains mainly constant in the A region. The effect of the perimeter explains this. Thus, note that the area in the cross-section, depending on the perimeter, is notably high (wall thickness of 1 mm). Thus, when evaluating the tensile strength, the result mainly depends on the resistance the perimeter provides, which is the same for all the specimens. However, in the B region, the effect of the infill density is more evident when approaching to 100% and the tensile strength sharply increases, as shown for the maximum load. The results obtained closely match those Wang et al. 53 presented. The authors studied infill densities from 20% to 100% and identified an increasing trend for the tensile strength with a sharp increase from 80% to 100%. When approaching the 100% infill density, the air gap diminishes and the specimen becomes fully solid, thus the tensile strength increases. 51 Regarding the material, the results agree with studies that compared the performance of recycled and virgin PLA 32 in which about a 10% difference was found in the tensile strength in the first recycling cycles. However, the difference notably increased as the infill density approached 100%.
Phase III: Study on the printing orientation
In this final phase, the main goal was to test the influence of the building orientation according to the UNE 116005:201250,54 standard. Five specimens for each of the orientations (edgewise, horizontal, and vertical) for both materials were manufactured. The selected printing conditions were infill density of 50%, printing speed of 80 mm/s, tri-hexagonal infill pattern and layer height of 0.3 mm, with the objective of limiting the use of the material and the time required for printing. A total of 30 specimens were tested.
Figure 5(a) shows the images of the tested specimens displaying the same type of fracture as in the first two phases. It is interesting to evaluate the reduction in the tensile strength depending on the type of material and the orientation in which the specimens were printed. Thus, Figure 5(b) details the specimens’ tensile strength, including the mean values for the five specimens at each orientation. The results show that the horizontal orientation is the one that provided the higher tensile strength, which Corapi et al. 55 also found, followed by the edgewise orientation. Likewise, the virgin specimens performed better compared to the recycled ones. According to Kiendl and Gao, 56 for unidirectional layups, when the fibers are aligned with the loading direction, toughness, strength, and stiffness attain the highest values.
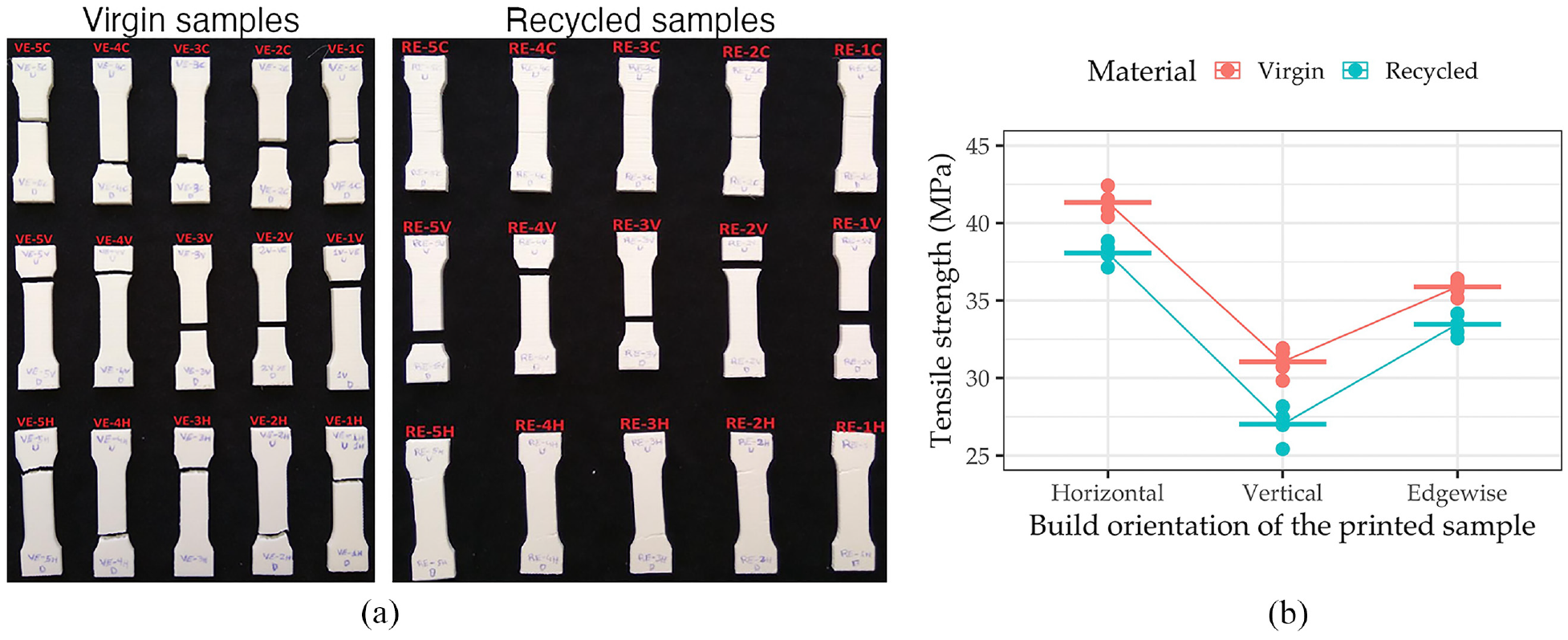
Phase III: Evaluation of the anisotropy: (a) specimens after tensile test in Phase III and (b) the tensile strength average obtained for each build orientation.
Comparing the inter-variation between materials, the results proved that the vertical orientation had the worst results due to depositing the layers perpendicular to the tensile direction, which was 31.04 MPa (average virgin) and 27.01 MPa (average recycled), representing a reduction of 12.98% for the recycled material with respect to the virgin one. These results correspond to those of Chacón et al., 44 Corapi et al., 55 and Wang et al. 53 For the edgewise orientation, a decrease of 6.71% was evidenced from 35.89 MPa (virgin) to 33.48 MPa (recycled). Likewise, a decrease of 7.91% for horizontal orientation (from 41.33 MPa virgin to 38.06 MPa recycled). The larger differences appear when comparing horizontal and vertical orientations. In this sense, when comparing the intravariation of the vertical with respect to the horizontal orientation in both materials, a reduction of 24.90% and 29.03% for virgin and recycled, respectively, was found. This demonstrates the orientation’s influence on the tensile strength. Nevertheless, this reduction for the recycled material remains in the same order of magnitude regardless of the orientation. These results give an estimate of the substitution of a virgin material for a recycled one in terms of tensile strength reduction using printing parameters that can be considered as “draft mode,” which are usable as a prototyping setup.
Discussion and limitations
One of the systemic problems of plastic waste involves the dependency on the indiscriminate disposal of plastics, which carries multiple risks because many plastic products contain additives that modify their physical and mechanical properties, making recycling/reuse difficult. 57 Using 3D-printing technology for prototyping is not exempt from this societal issue. This article mainly aimed to assess the extent to which the influence of printing parameters affects the tensile strength. While a large body of literature focuses on the optimization of the parameters for obtaining functional printed objects using 100% of the printed material, the approach taken here was to observe the influence of a wide range of factors that are critical within conventional printing ranges. This type of approach enables designers and users to utilize printing setups designed for object prototypes, providing certainty about the printed products’ quality.
One main point to highlight from Phase I is that among the parameters tested, the infill density was a central parameter in characterizing the tensile strength of the printed part for both the virgin and the recycled materials. Certainly, more experimental data is needed to have a robust comprehensive understanding given that fractional experimental designs were used in this study. Nevertheless, one interesting perspective from this is the possibility of constructing conservative models for the tensile strength in FFF. 58 Promoting FFF products’ design efficiency needs an accurate modeling and better failure criteria for predicting the tensile strength. The fracture of the specimens in this study confirms that in-layer and interlayer failure modes are present, and this behavior might lead to errors and inconsistency in predicting tensile properties. Thus, generating a precise conservative model needs to be explored in detail based on the infill density and recycling assets to provide a safety margin for designers in their products.
Another main result of this study was the reduction by about 41.93% (on average) in the maximum load supported for PLA (virgin and recycled) when the infill density changed from 100% to 40%, as identified in Phase II. Put differently, the results convey an infill density of 40% guarantees attaining 58.07% of the maximum load. The results were even closer when attending to the tensile strength, but they did not show the same trend as the maximum load. In this sense, it seems clear that the cross-section related to the perimeter plays a major role on the tensile strength, and thus, it brings additional opportunities to attain the required minimum tensile strength while diminishing the material usage.
Indeed, from Phase III, even in the worst scenario (vertical orientation), a 12.98% reduction was estimated from virgin to recycled. These order of magnitudes are relevant insights for prescriptions of minimal conditions for 3D printing. Moreover, using recycled assets in the printing process can be a relevant method, considering the European Union’s current priorities regarding circular economy and carbon-neutral strategies. 59 In addition, there is great development in applications using distributed recycling approaches. For instance, Nur-A-Tomal et al. 60 presented a valuable example of waste-to-wealth to use waste plastic toys retaining the original color of waste plastic to fabricate new products. Certainly more research is required to develop complete closed-loop case studies for prototyping purposes based on the type of material, validating technical, ecological and economic feasibility.17,61
This work has certain limitations in the perspective of materials and parameters tested. For instance, the use of other materials is needed to confirm the main findings. Moreover, other factors are needed to analyze a prototype’s quality. Clearly, other variables, such as esthetic design, dimensional accuracy and surface quality, 62 are also key in examining the printed objects in addition to the mechanical properties in the prototypes where the main goal is user acceptability.63,64 Nevertheless, this is an ongoing study in which the main purpose is the statistical validation of the minimal conditions to promote the use of recycled materials in prototyping.
Conclusions
The 3D-printing technology expands the boundaries of the design space for prototypes and final products. For designers and practitioners, the rational use of material is required in prototyping stages for sustainable manufacturing. The present study proposes a comprehensive experimental study in three steps (screening, focusing, and anisotropy) based on the design of experiments approach to better understand the influence of manufacturing parameters in the tensile strength of the fused filament fabrication process. The paper aims to improve the sustainability of the 3D-printing process toward validating the technical feasibility of the substitution of virgin materials for recycled ones via a better knowledge on the influence of the printing conditions. The ultimate purpose is to recognize the technology affordance of the prototyping side of additive manufacturing as a design tool to better ensure consumer acceptance and produce less waste. 65 The main conclusions of the study are as follows.
In Phase I, the results showed that the infill density had the highest influence on the tensile strength and Young’s modulus due to its influence on the cross-section that resisted the tensile load. Moreover, the type of material was also found to be a significant factor for the tensile strength. Thus, the recycled material showed slightly lower tensile strength compared to the virgin one.
In Phase II, both the maximum load and tensile strength showed similar trends depending on the infill density. Particularly, a sharp increase occurred when the infill density increased from 85% to 100% for both outcomes. At low infill densities, the influence of the perimeters was critical due to how they were mostly the section that supported the tensile load. In general, the fracture of the virgin material corresponded to that of a fragile material, while the fracture of the recycled material showed more ductile behavior.
Finally, in Phase III, the selected orientation for printing was greatly important because of the anisotropy. The horizontal orientation allowed attaining a higher tensile strength, while the vertical orientation provided a lower value due to how no layers were deposited in the tensile direction.
The results support the main argument for the substitution of virgin PLA for recycled PLA, advancing toward sustainable manufacturing. The study found that when using an infill density of 40%, on average, the specimen reached 58.07% of the maximum load. Despite that recycled PLA offers slightly lower tensile strength, by properly selecting the printing conditions, it could be close to that of the virgin PLA. Particularly, when using the edgewise and horizontal orientations.
Based on these results, future research needs to evaluate the quality of recycled prototypes including key aspects other than tensile strength, such as esthetics, accuracy, and surface finish. Moreover, the final users’ acceptability of recycled products that can be technically printable is a major milestone.
Footnotes
Acknowledgements
The authors would like to thank the “Mechanical and Energy Engineering” TEP 250 research group, the “Energy, Innovation and Environment” (REDE) research group and the Lorraine Fab Living Lab.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research has received funding from the European Union’s Horizon 2020 research and innovation program under grant agreement No. 869952. Moreover, this work was supported by the Spanish Government [PID2019-106677GB-I00] funded by MCIN/AEI [10.13039/501100011033]; and the Galician Government [ED431C2018/46].