
Abstract
Recently, there has been a growing awareness of environmental issues, and the concept of sustainability has been introduced. This concept applies to different fields, including the manufacturing industry. This study focuses on the sustainability of the micro-electrical discharge machining (EDM) drilling process. In EDM technology, the critical aspects of sustainability are consumed energy, electrode wear, gas emissions, and generated waste. The operational conditions impact consumption and emissions. The aim of this study is to develop a CO2 efficiency index for evaluating the environmental–economic efficiency of the micro-EDM drilling process. The index was calculated as the emissions that occurred during machining and logistic activities divided by the added value, and it was expressed as the kg equivalent CO2 per unit money. For the emissions, all process activities that have an environmental impact were considered, such as transportation, absorbed energy generation, production of fumes by the dielectric during machining, and emissions attributed to the production of nonconforming pieces. The proposed index was applied to a medical case study in which titanium bone plates were produced for fractures of small body parts. It was found that the process performance significantly depended on the operation conditions of the dielectric fluid and electrode. The material removal rate (MRR) significantly influenced the index. Quality problems and scraping influenced the overall performance significantly, whereas dielectric management had a moderate effect. The optimum conditions were determined by varying the dielectric fluid, electrode material, and process parameters. Demineralized water was the best dielectric because it facilitated a high MRR, whereas hydrocarbon oil resulted in a high quality and a low scrap rate. Vegetable oil caused problems, resulting in a low MRR and poor quality. Further investigations should be conducted to improve its performance in microdrilling applications.
Introduction
Manufacturing process sustainability
In recent years, climate change has been one of the most discussed topics worldwide. Human activities such as mass production, deforestation, and increased transport have triggered a climate emergency. Governments seek more sustainable ways of life to save the planet by reducing waste generation and focusing on pollution control.
The concept of sustainability is not easy to explain; it depends on different factors, such as culture, society, lifestyle, and economy. In 1987, the World Commission on Environmental and Development defined sustainable development as “development that satisfies the necessities of current generations without compromising the ability of the future generations to meet their necessities and aspirations.” 1 This definition implies that the environment must be protected, promoting favorable economic and social conditions, and enabling good quality of life.
In 2009, the National Council for Advanced Manufacturing stipulated that sustainable production must utilize products and processes that have a minimal impact on the environment, conserve energy and natural resources, are safe for employees and the community, and create economic values. A company must consider the following 2 :
Economic sustainability: This sustainability is the main pillar because a company continues to operate if it makes profits. It is necessary to generate positive profits to invest in research and development, innovations, productive systems, and personnel; these are the factors that enable the company to survive and grow in the long term.
Environmental sustainability: This task is critical because bad management has negative repercussions on the company’s economy. Taxes and institutional regulations can reduce profits in case of emissions and pollution above permissible levels. Moreover, the loss of a company’s image may reduce the company’s revenues.
Social sustainability: All social aspects that might cause a loss of profit must be considered. It is crucial to consider the operators in close correlation with the quality of a product. Safety and proper ergonomics must be guaranteed.
Institutional sustainability: This aspect considers the regulations, which may be regional, national, or international. The companies must adjust the production of goods and services to comply with rules imposed by institutions.
Sustainability can be evaluated using some indexes. An index should have the following properties to satisfy the needs of the manufacturing area: measurable (the index must measure sustainability quantitatively), relevant and comprehensive (the index must provide useful sustainability information on the manufacturing process), understandable and meaningful (the index should be easily understood), manageable, reliable, and cost-effective data access (based on accessible data), and timely. 2
A method for evaluating sustainability using a universal index for all technologies and processes is unavailable in the literature, as each process has its peculiarities.
A classification of the indexes has been provided in Joung et al. 2 The indexes are classified as a function of the sustainability pillar in terms of environmental impact, economic growth, social needs, technological development, and performance management.
The pillar related to environmental impact is typically expressed as kg equivalent CO2. 3
However, the CO2 value does not permit comparisons between different products. Other researchers introduced the concept of environmental–economic efficiency by developing an index expressed as kg equivalent CO2 per unit added value. 4
Sustainability of electrical discharge machining process
The removal material is produced using the Electrical Discharge Machining (EDM) process through successive electrical discharges between a tool and a workpiece submerged in a dielectric. The dielectric separates the tool and the workpiece. When the voltage is higher than the breakdown voltage of the dielectric, a discharge occurs. During discharging, the material is removed from the tool, causing wear. The input and output of the EDM process are shown in Figure 1.
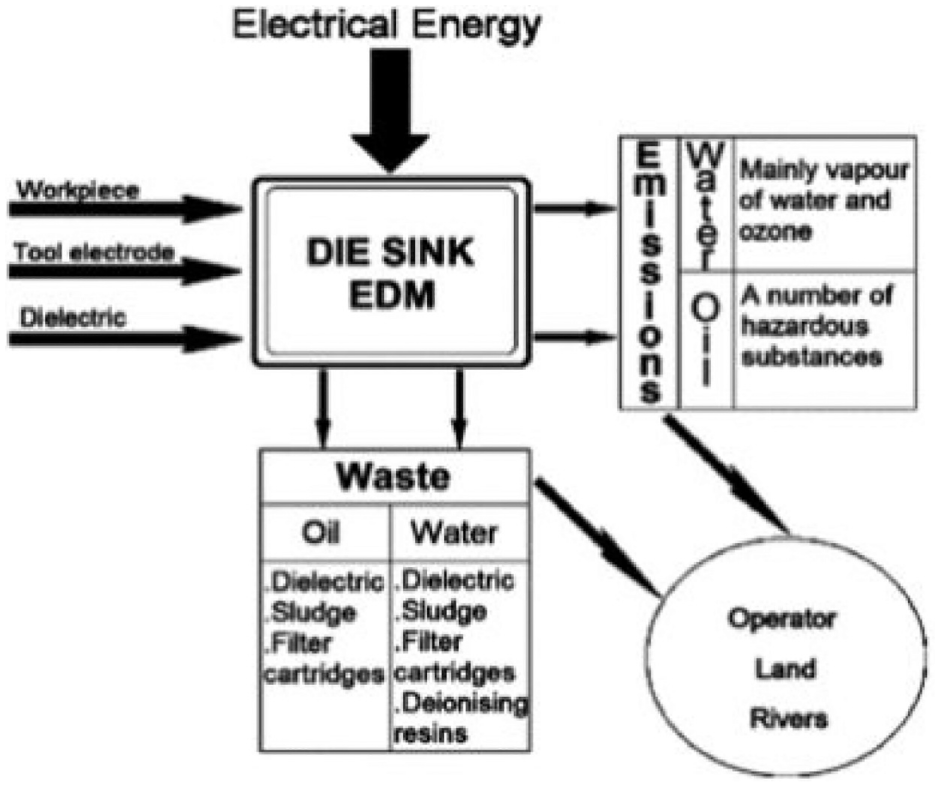
Input and output of EDM process. 5
The environmental impact of the process is mainly attributed to energy consumption and dielectric use. 6
Compared to other processes, the EDM process is an energy consumer with a very low Material Removal Rate (MRR).7,8 With micromachining, EDM technology has assumed a vital role, owing to its ability to form microholes with high aspect ratios and microfeatures. 9 Generally, it yields low productivity, requiring significant amounts of energy. The discharge specific energy of micro-EDM is higher than that of the macro-EDM. 10 It is possible to optimize process parameters and operative conditions to improve the MRR. The process parameter optimization has been widely reported in the literature.11,12 The main process parameters that influence machining by improving the performance are the peak current, voltage pulse on time, and frequency.13–15
For the dielectric, the environmental impact significantly depends on its nature. A part of the dielectric is lost owing to evaporation. Moreover, emissions occur during machining. The dielectric type influences the nature of the pollutants formed during the machining process and, therefore, impacts health.16,17 The most widely used dielectric materials are hydrocarbon oils and water. 18 Water can corrode the workpiece and other machine parts, whereas kerosene is considered a low green material because it can form hazardous substances during machining. 19 For all traditional dielectrics, a filter unit must clean the dielectric from the debris generated during machining, and the entire dielectric mass and filter must be replaced regularly.
Unconventional dielectrics based on vegetable oil have been assessed, decreasing the environmental and social impacts. 20 Finally, gas dielectrics such as oxygen, nitrogen, compressed air, and argon (dry-EDM) can be used. Dry EDM has limits and is unsuitable for industrial applications: the surface finish is generally poor because of debris reattachment, the MRR is low, the burning produces odor, and the machining area cools slowly. 21 The main advantage is related to the low tool wear rate, attributed to the unwanted attachment of the debris to the workpiece and the resulting “shielding effect” on the tool electrode. 22
Another critical aspect is electrode wear. During the process, the material is removed from the workpiece and the electrode. The electrode wear represents resource consumption and affects the environmental impact of the process. The electrode wear depends on the electrode material and affects operation costs. 23
The optimization of EDM process parameters for green manufacturing using combined gray relational analysis and principal component analysis has been developed. 24 A systematic framework for EDM parameter optimization was developed by 25 to minimize environmental degradation.
Several studies focusing on EDM sustainability, optimization parameters, and dielectric evaluation have been conducted, but EDM sustainability has not been evaluated quantitatively in detail.26–29 Sustainability measurement is rather complex, including in the EDM case in which several factors are involved.
The aim of this study is to develop an index for evaluating the environmental–economic efficiency of the micro-EDM drilling process. The index was calculated as the emissions that occurred during the machining and logistic activities divided by the added value, and it was expressed as kg equivalent CO2 per unit currency. This index is named the CO2 efficiency index.
Regarding the emissions, all the activities during environmental impact processes were considered, such as transport, absorbed energy generated, dielectric fumes produced during machining, and emissions generated during the production of nonconforming pieces.
The proposed index was applied to a case study, such as a bone plate produced for fractures of small body parts on titanium plates, where microholes are required.
CO2 efficiency index for micro-EDM process
Sustainability indices for evaluating the production of goods are an excellent tool for monitoring industrial performance. However, quantifying these indices is challenging. In this study, the sustainability of the EDM process was evaluated using a CO2 efficiency index (Ie) calculated as the CO2 emissions (E) that occurred during the process for a unit value added (VA), as follows.

This indicator measures the emission intensity of VA and denotes the economic efficiency of the emissions. The CO2 efficiency index is widely used for analyzing environmental Kuznets curves. 3 By increasing the index, Ie, the emissions for each unit of the added value increase. The more sustainable a process, the lower the index.
It is necessary to assign the impact on the emissions or the revenues and costs to each activity. For some activities, the impacts can be easily assigned, whereas, for others, it is necessary to consider them as costs or bonuses/maluses. Based on this approach, it is helpful to define the input and output of the EDM process.
-
Based on these considerations, the workpiece generates the following:
○ Sales revenues (SR)
○ Purchase costs of workpiece (Cwp)
○ Costs of workpiece transportation (Cwp,t)
○ Costs of transporting the final product (Cfp,t)
○ Emissions generated during workpiece transportation (Ewp,t)
○ Emissions generated during final product transportation (Efp,t)
-
-
The factors influencing the CO2 efficiency index are as follows.
○ Dielectric emissions (Ed)
○ Dielectric transport emissions (Ed,t)
○ Cost of dielectric (Cd)
○ Cost of dismantling the dielectric (Cd,d)
○ Cost of dielectric transportation (Cd,t)
○ Cost of differential dielectric investments (ΔId)
-
○ Filter transport emission (Ef,t)
○ Cost of filter (Cf)
○ Cost of filter dismantling (Cf,d)
○ Cost of filter transportation (Cf,t)
-
○ Emissions generated by electrode transportation (Eel,t)
○ Cost of electrode transportation (Cel,t)
○ Cost of electrode (Cel)
-
○ Energy emissions (Ee)
○ Energy cost (Ce)
Figure 2 shows a concept map of the proposed CO2 efficiency index.
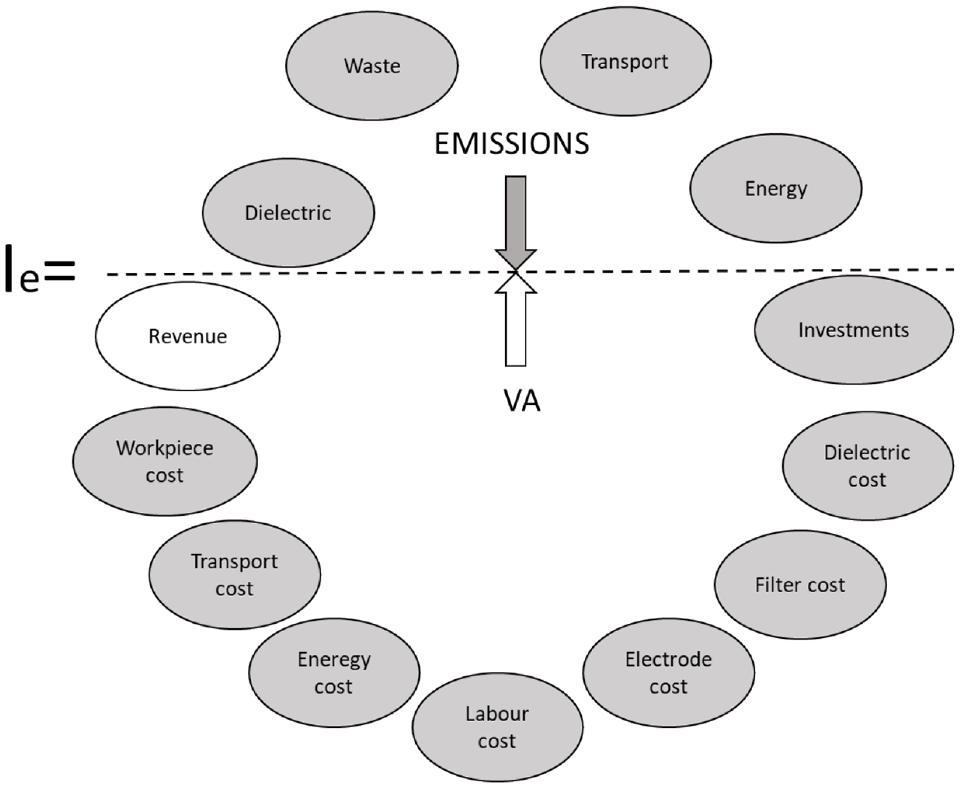
Concept map of CO2 efficiency index.
Emissions
The numerator (emissions) reflects all the activities that generate CO2 and all penalties, calculated as a probability, which increase greenhouse gas emissions.
The activities generating the emissions can be divided into different categories based on their origins: emissions from transport operations (Et), emissions from energy absorbed during machining (Ee), emissions of the dielectric during machining (Ed), and emissions from the nonconforming piece (Ew). The total emission is obtained as follows.

The object of this analysis is the formation of microholes, considering the raw materials and consumables used and the transportation of the finished products to customers. The emissions generated during the production of the purchased materials and the disposal of the produced pieces at the end of their useful life were ignored.
Transport emissions (Et)
The emissions from transport operations are calculated, considering all the types of transportation involved during the process: transportations of all raw materials (workpiece material, electrodes, filters, and dielectric), finished products, and dismantling operations of used dielectric and filters. Transport emissions depend on the transportation type. 31
The transport emissions are calculated as follows:
where D is the transportation distance (km), W is the weight of goods transported (ton), EGHG is the amount of greenhouse gas emissions per unit ton and km (kgCO2,eq/(ton·km)), and n is the number of transport operations. Transportation is required to purchase goods (the workpiece material (Ewp,t), dielectric (Ed, t ), filters (Ef, t ), and electrodes (Eel,t)), move waste (dielectric and filters at the end of their service lives) to disposal centers, and send the final products to customers (Efp,t). Road transportation generates 62 gCO2/(ton km), whereas air transportation produces 602 gCO2/(ton km). 31
Energy emissions (Ee)
Energy emissions depend on the energy source. The energy emission was based on data compiled by the Italian Higher Institute for Protection and Environmental Research 32 to assign values. These data were used to calculate the weighted mean of the electrical energy emissions generated for a unit kWh (GHGe), equal to 357.75 gCO2,eq/kWh.
The machines-absorbing energy are the EDM system and the demineralized water system when water is used as the dielectric.
The energy emissions are calculated using equation (4):

where P is the probability of error calculated with respect to the tolerance, P1 is the adsorbed power of the EDM machine (kW), t is the combined erosion and displacement time taken to machine a workpiece (h), GHG e is the greenhouse emission for electrical energy production (kgCO2/kWh), and Nfp is the number of final products sold. The number of sold items (Nfp) could be a defined quantity or the maximum number of items the company can process.
Dielectric emissions (Ed)
In this study, dielectric emissions were considered, and they occurred mainly due to evaporation. The evaporation of a dielectric liquid can cause greenhouse gas emissions. The evaporation of vegetable oil is negligible compared to that of water in emitting greenhouse gases. It was assumed that only hydrocarbon oil generated greenhouse gases. Because it is challenging to estimate the types and amounts of gases emitted during evaporation, it was assumed that all the evaporated dielectrics generated greenhouse gases.
Based on these assumptions, dielectric emissions can be estimated based on the quantities (liters in the machine tank) of the starting dielectric and dielectric transported to the dismantling center. This difference is used to estimate the amount of dielectric in the airborne greenhouse gas.
The dielectric emission is calculated using equation (5):

where Qs is the starting quantity of the dielectric (l), Qf is the final quantity of the dielectric (l), and ef is the emission factor (kgCO2/l). The emission factor was fixed at 2.52 kg CO2/l, and the amount of evaporated dielectric in a week was 0.45 l. 33
Emissions attributed to scraping of raw material (Ew)
Nonconforming workpieces (workpieces out of tolerance) can be totally or partially recycled or regarded as scrap. The emissions generated during the raw material processing and the penalty as a function of the recycling level must be considered.

In equation (6), W is the weight of the piece (kg), Epl is the emission during the raw material production (kgCO2/kg), and β is the recycling coefficient. The emission required to produce a plate on titanium was fixed at 55 kg CO2/kg. 34
Revenues and costs
Revenues depend on the pricing strategy. The revenue is calculated by multiplying the unit price and the number of sold items:

where Pu is the unit price of the item (€). As the index is elaborated, the revenues are constant and not influenced by the operational conditions. Only the emissions and costs influence the ranking of different solutions.
The costs include the electrical energy cost (Ce), labor cost (Cl), workpiece cost (Cwp), dielectric (Cd), and filter costs (Cf) and their dismantling costs, electrode cost (Cel), transportation cost (Ct), and costs of differential investments for operators and safety activities. These terms are calculated using equations (8)–(14).

In equation (8), cu,en is the unit cost of electrical energy (€/kWh).

In equation (9), tt is the total unit machining time comprising the erosion time, displacement time, setup time, and workpiece change (h), and cu,l is the unit labor cost (€/h).

In equation (10), cu,wp is the unit cost of the workpiece (€).

In equation (11), cu,d is the unit cost of dielectric comprising the purchase and eventual demineralization and dismantling (€/l), Vd is the volume of the dielectric tank (l), and Ld is the service life of the dielectric (h).

In equation (12), cu,f is the unit cost of the filter comprising purchase and dismantling (€/u), and Lf is the service life of the filter (h).

In equation (13), cu,el is the unit cost of the electrode (€/mm3), and W is the electrode wear generated to machine an item (mm3/unit).

In equation (14), cu is the unit cost of transportation (€/km), D is the transported distance (km), n is the number of transports. The following transportation forms were considered: transportation to purchase the input materials (raw material, electrodes, filters, and dielectric and its dismantling) and distribute the finished product to customers.
The total cost is the sum of all the costs above mentioned.

Because the dielectric influences the rules that the operator must obey, the investments (ΔI) include additional costs needed to satisfy security norms, purchase personal protection equipment, and train operators.
Application of proposed method to a case study
Because the biomedical sector is significantly involved in miniaturization, a bone plate for fractures of small body parts (such as the hands and feet) and the skull was selected as a case study. This component was made of titanium alloy, Ti6Al4V, with a 0.5 mm depth and a 60 mm × 30 mm area. The number of microholes on the plate depended on the body area to be installed. Two plate types were utilized: plates with 7 and 4 microholes. It was assumed that the finished products were sold in Europe (40%, 20%, 20%, and 20% in Italy, Spain, Austria, and Germany, respectively). Microdrilling was performed using a Sarix SX-200 instrument at the Micromachining Laboratory at the University of Bergamo, Italy. Tubular electrodes in tungsten carbide and brass, each with an external diameter of 0.3 mm, were used. Hydrocarbon oil, demineralized water, and vegetable oil were utilized as dielectrics. Some electrical parameters, such as the peak current (I) and voltage (V), were varied to evaluate the effects of the process parameters on the sustainability of the process. The tests were designed using a central composite design 2k method with a central point; the central point was replicated 10 times, whereas the other points were replicated twice. A total of 156 microholes were formed. The polarity was negative, the pulse time was 3 µs, the frequency was 150 kHz, and a roughing energy shape was used. The adopted variable process parameters are presented in the results section.
The drilling time was measured for each hole. At the bottom of each hole, the tool wear was measured, and the electrode was cut using the wire EDM unit to maintain the same starting shape of the electrode tip. The energy absorbed by the machine during machining was measured using a Watt meter at an acquisition rate of 0.2 Hz. A Zeiss O-Inspect 543 coordinate measuring machine was used to measure the diameters of the holes. Figure 3 depicts the adopted experimental phases. The obtained data were used in the developed model to evaluate the sustainability of the process. It was assumed to produce 3500 units for each plate type.
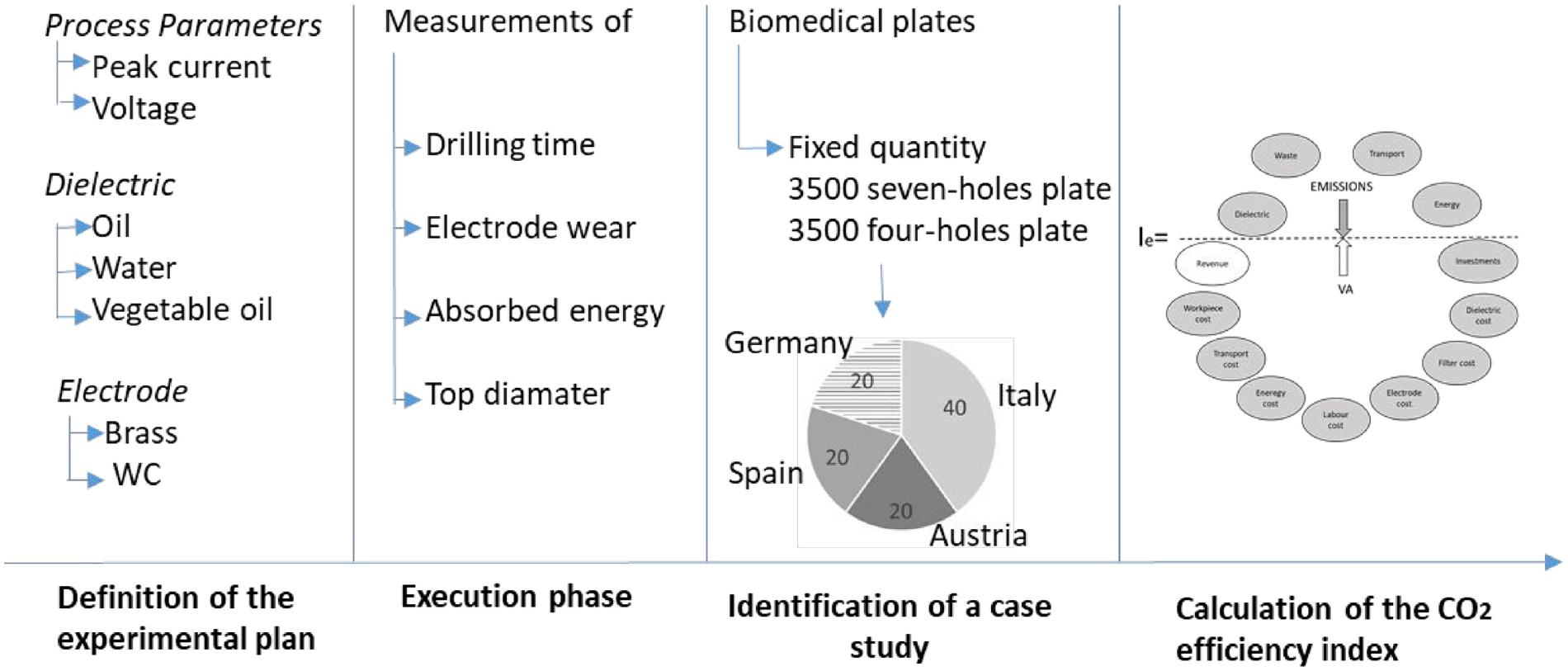
Analysis phases.
The input and output flows for the micro-EDM drilling process are shown in Figure 4. Different sources of emissions and costs are highlighted.
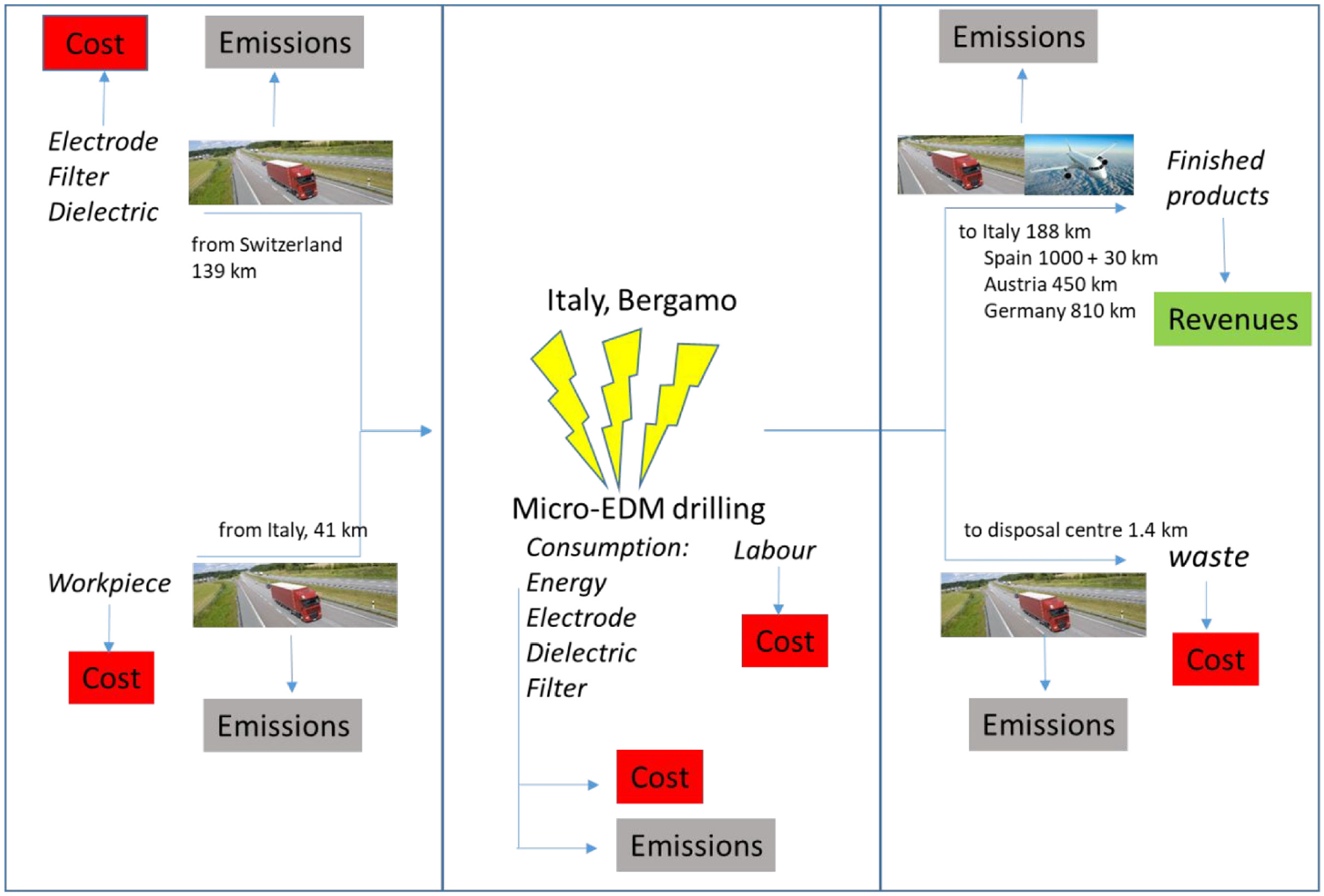
Input and output flows.
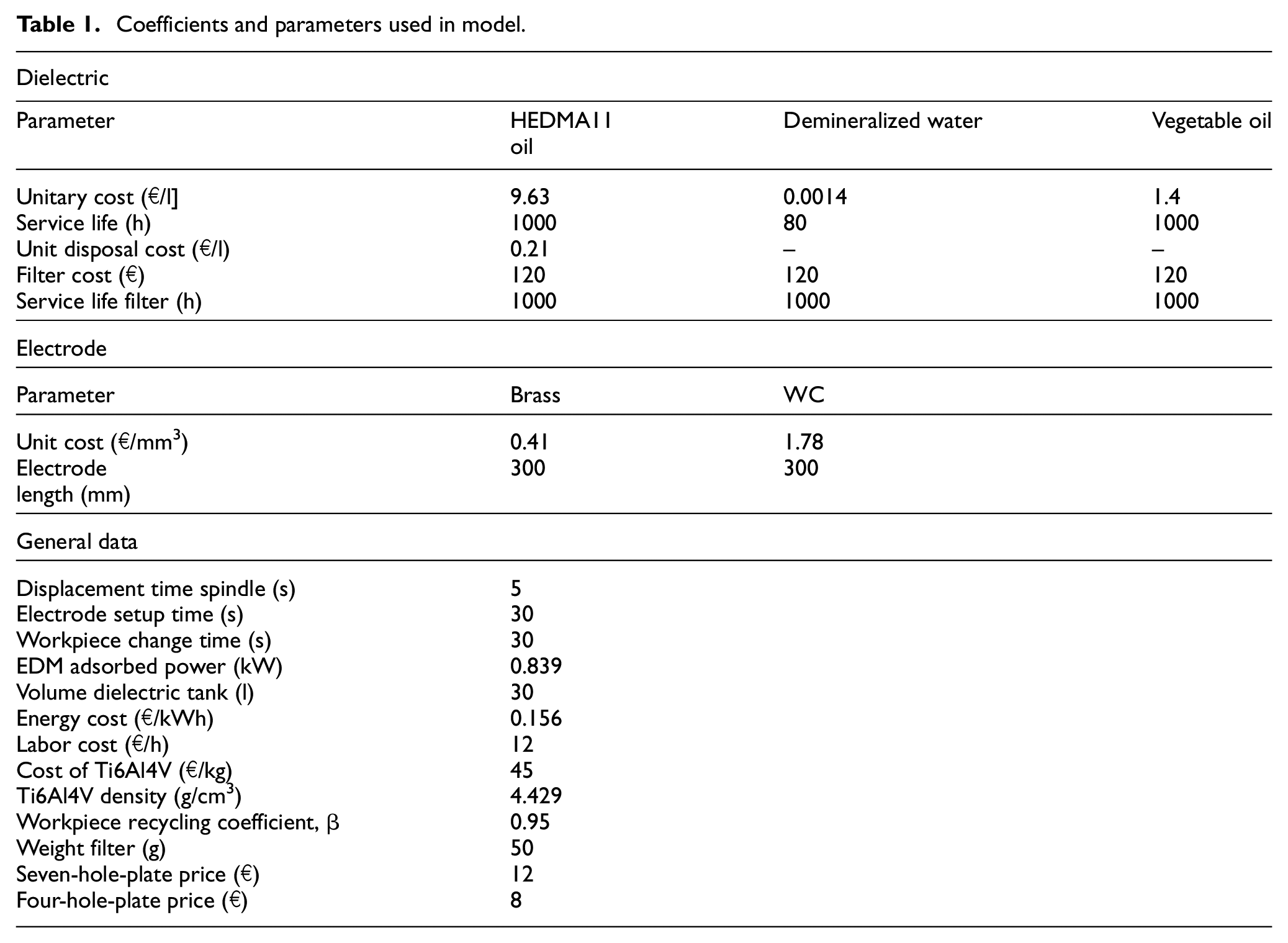
Table 1 lists the data and adopted unit costs used in the model.
Coefficients and parameters used in model.
For each experimental condition defined by the electrode material, dielectric, and process parameters, the mean value of the machining time, the electrode wear, and the top diameter were calculated.
Based on the hypothesis that the quality requirement regards only the top diameter, a tolerance of 0.05 mm was fixed. The probability of manufacturing a nonconforming hole was linked to the standard deviation only, as the mean value of the diameter could be controlled using another technique (e.g. by adjusting the electrode size). The probability of generating a hole out of tolerance was higher for the brass electrode than the WC electrode and depended on the dielectric fluid (Table 2).
Percentage probability of producing defective hole.

Calculation of CO2 efficiency index for process
In this section, the results of the proposed case study are presented. Figures 5 to 7 show the CO2 efficiency index values of the entire process for different dielectrics from production to delivery to customers using the titanium plates as a function of the electrical process parameters. The electrode material influenced the results for all the dielectrics. When water was used as the dielectric, the WC electrode reduced CO2 generation, whereas, for hydrocarbon oil, the best solution was the brass electrode. For vegetable oil, the brass electrode was better than the WC electrode, except under certain conditions.
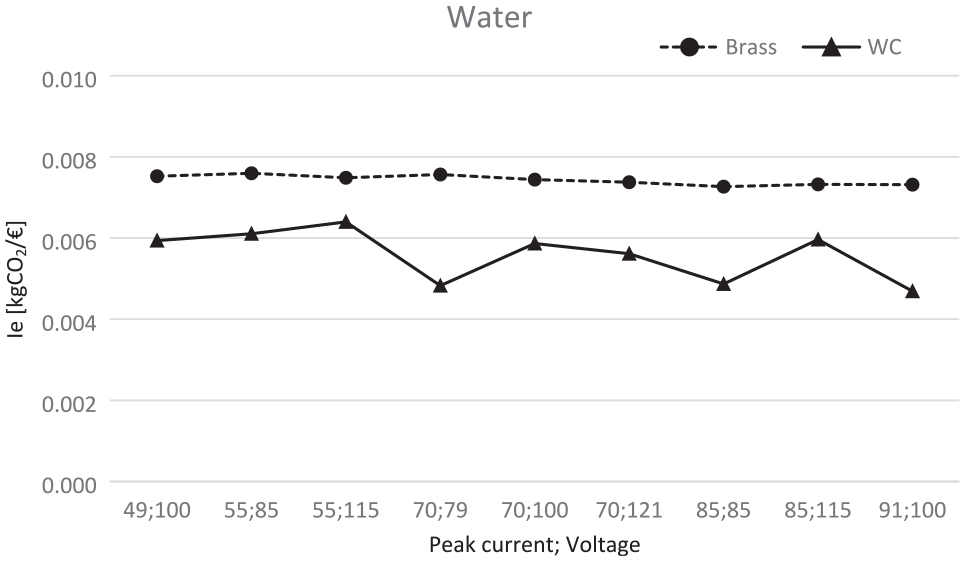
CO2 efficiency index of process for varied process parameters using water as dielectric.
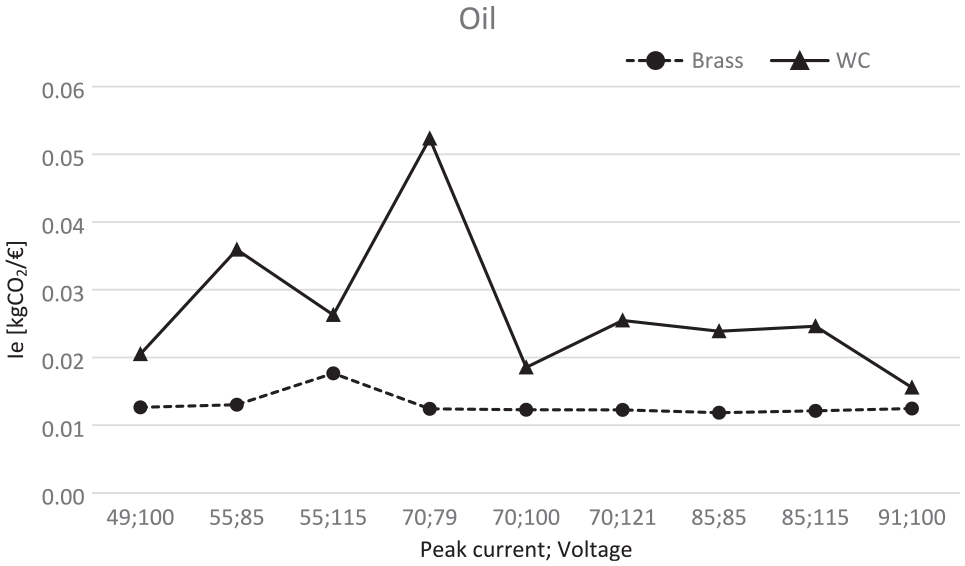
CO2 efficiency index of process for varied process parameters using hydrocarbon oil as dielectric.
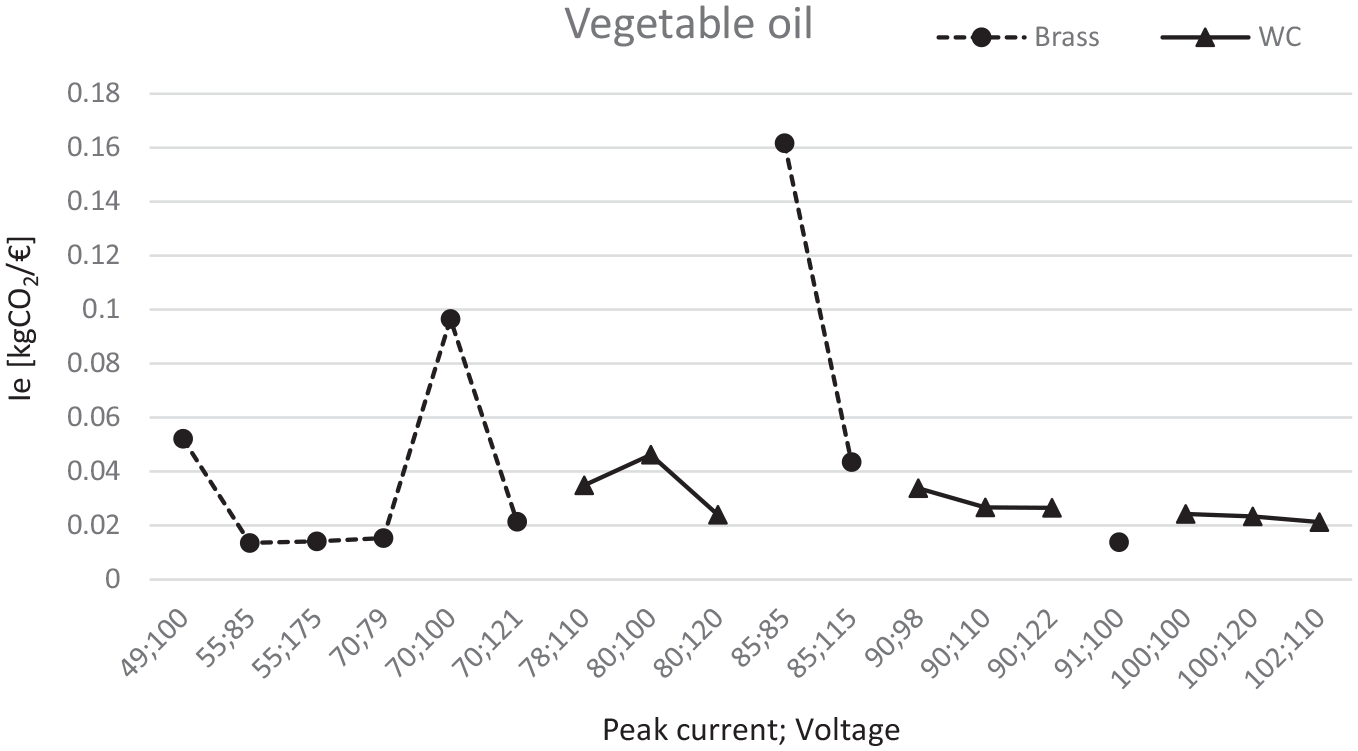
CO2 efficiency index of process for varied process parameters using vegetable oil as dielectric.
Regarding the influence of the electrical process parameters on the index, the brass electrode was less sensitive than the WC electrode when conventional dielectrics were used. Generally, it is essential to optimize the dielectrics to reduce CO2 emissions for the unit added value, particularly for WC electrodes.
Some remarks are made regarding vegetable oil. In this case, parameter optimization is more difficult than for the other dielectric fluids. The parameter range appears to strongly depend on the type of electrode material. Moreover, the index for the brass electrode is more scattered than that of the WC electrode with respect to the parameters.
Among the three dielectrics, water is the best solution to minimize the impact of the process. Within the limit of this experiment, vegetable oil is the most polluting dielectric.
The following analysis focuses on the optimum operating conditions for each dielectric in terms of the electrode type and electrical process parameters. Figures 8 and 9 show comparisons of the emissions and costs of the optimum conditions. By applying the proposed index to evaluate the sustainability level of the process, the process became more green when the emissions and costs were lower. The emissions for water as the dielectric were approximately half of those of the oil-based dielectrics. The main origin of the emissions was the electrical energy absorbed for all three dielectrics. For the oil-based dielectrics, the emissions attributed to the production of nonconforming pieces are relevant. This behavior is justified by utilizing brass electrodes for oil dielectrics and WC electrodes for water. The brass electrode achieves lower machining accuracy than the WC electrode, causing a growth on the defective pieces.
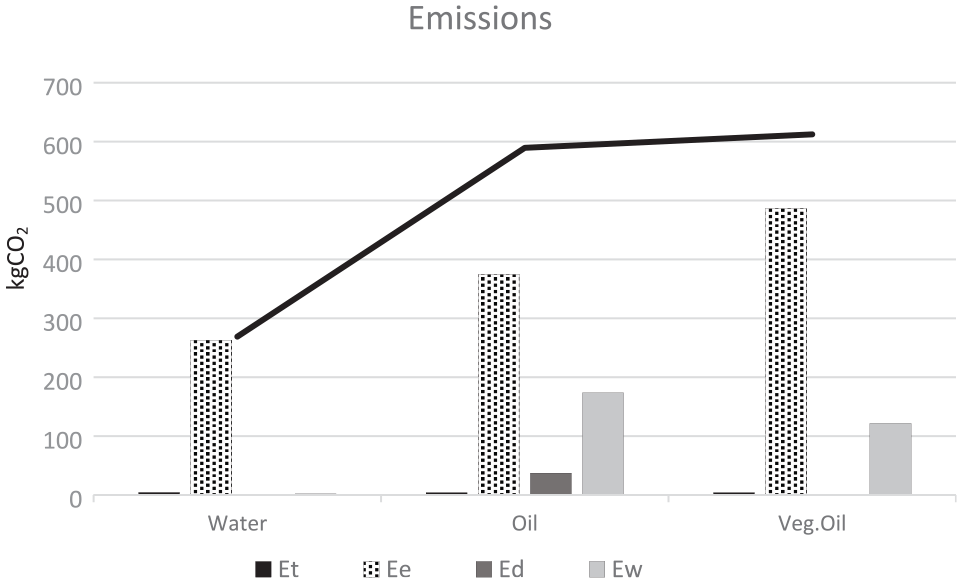
Emissions for best combination of process parameters and electrode material using three dielectrics.
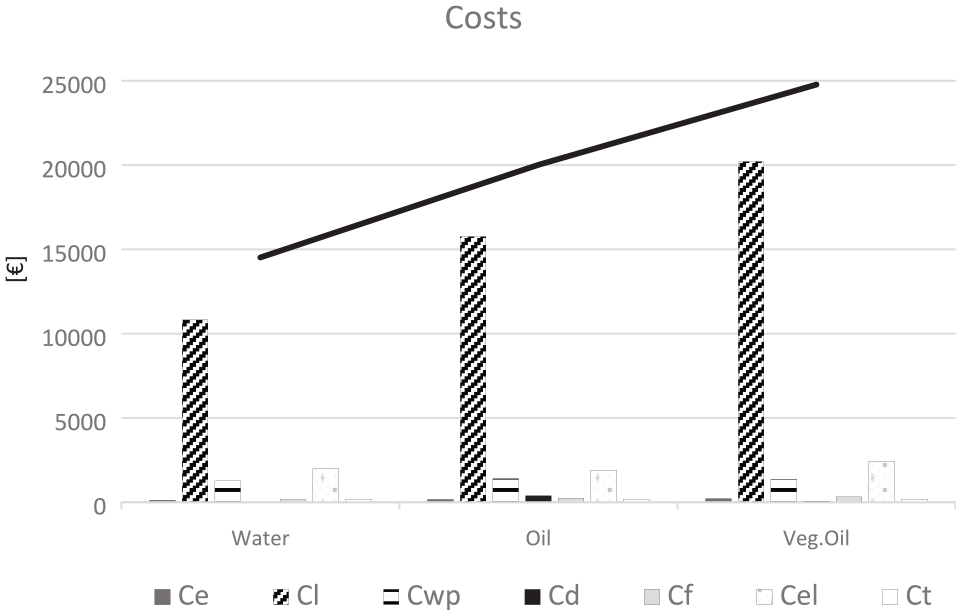
Costs for best combination of process parameters and electrode material using three dielectrics.
For the hydrocarbon oil, the dielectric was associated with CO2 emissions, whereas the water and vegetable oil were completely green. The impact of transportation activities was negligible.
In terms of costs, water reduced the total costs. The costs increased for oil and vegetable oil by 1/3 and 2/3, respectively, respect to water. The highest cost was the labor cost, followed by the electrode cost and workpiece purchase cost. The most critical variable influencing the labor cost was machining time. The operating conditions with low MRRs were strongly penalized. The electrical energy cost, dielectric and filter costs and their dismantling costs, electrode cost, and transportation cost were negligible.
The percentage compositions of the emissions and costs were calculated to clarify the critical aspects for each dielectric. Figures 10 and 11 show the median percentages for all process parameter combinations for different dielectrics, considering only the best electrode material for each dielectric (brass with the oil-based dielectrics and WC with water).
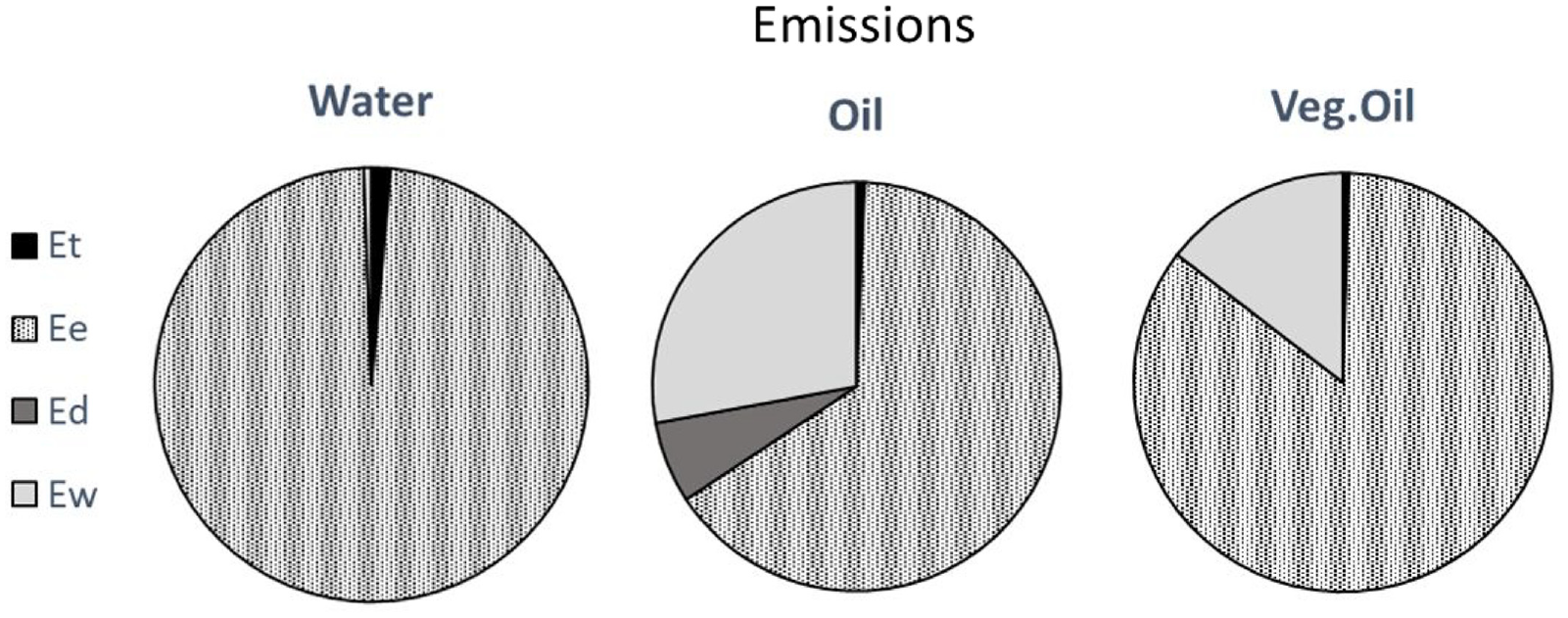
Percentage distribution of emission types for three dielectrics.
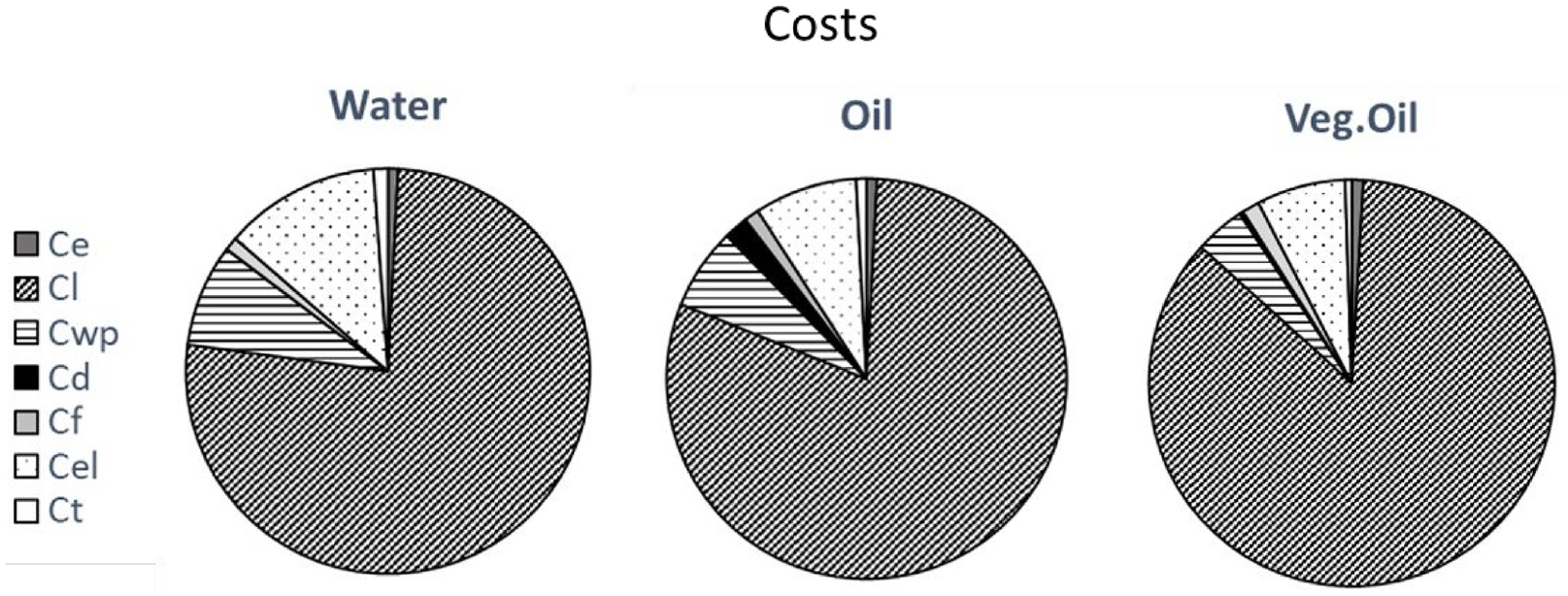
Percentage distribution of cost types for three dielectrics.
The main contribution to emissions was related to the emissions by the consumed energy. Energy consumption contributed to the proposed index by approximately 98%, 65%, and 85% for water, oil, and vegetable oil, respectively. Only hydrocarbon oil as the dielectric generated emissions by the dielectric. As mentioned previously, when the oil-based dielectrics are used, the production of the defective pieces origins emissions that penalizes strongly the level of the sustainability (it represents the 28% for oil and 15% for vegetable oil of the total emissions). This component was negligible for the water dielectric. Finally, the contribution of transportation activities to emissions was negligible.
A similar analysis could be made for the costs. The labor cost was the dominant contribution for all the dielectrics (75%–85% of the total costs), followed by the electrode and workpiece costs. The other costs were almost negligible.
Finally, the profits and CO2 efficiency indexes were compared (Figure 12). Within the limit of this study, water was the best solution to maximize the profit and minimize the environmental impact for the selected titanium plates. Compared to the profit for water, the profit for the oil decreased by approximately 10%, and the emission index for the oil was higher than that for water. With vegetable oils, an additional 10% decrease in profit was observed, and the CO2 emission index increased slightly.
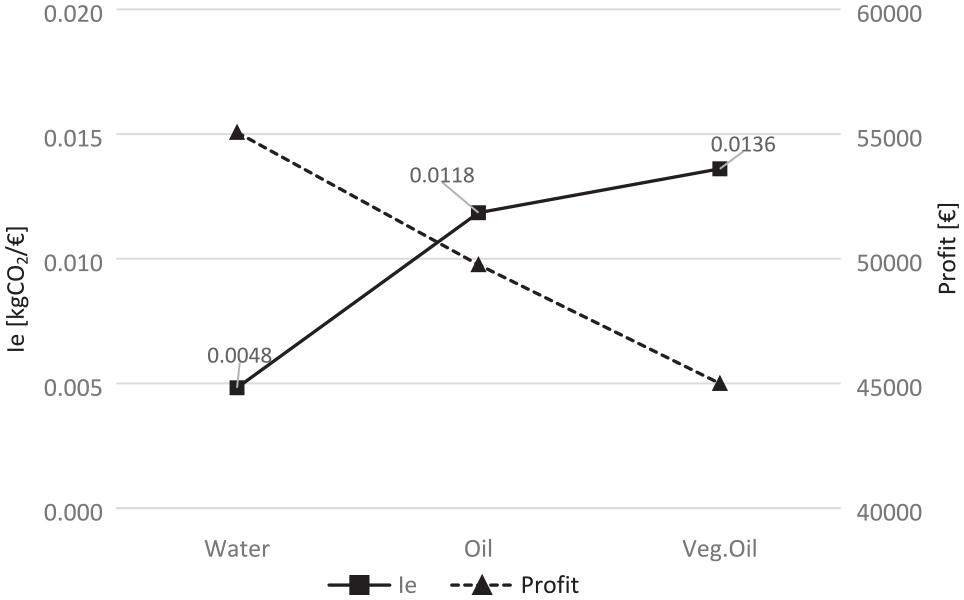
CO2 efficiency indexes and profits for best combinations of process parameters and electrode for three dielectrics.
The results obtained in this study were influenced by the assigned coefficients used to calculate the index. The proposed model is valuable for evaluating the impact of manufacturing choices and assisting project managers in decision-making processes.
Conclusions
The sustainability of micro-EDM processes was investigated in this study. Several causes of environmental impact were identified, and an attempt was made to evaluate their respective contributions to the overall impact. The effect on the environment was estimated based on the equivalent CO2 emitted to the atmosphere. A CO2 efficiency index was developed to compare different products, and it was defined as the ratio between the equivalent CO2 generated in manufacturing a product and the corresponding added value. A reference case was analyzed based on an experimental program to evaluate the process performance, and the environmental impacts of different combinations of process parameters, tool electrodes, and dielectric fluids were compared. Recommendations are made to control the environmental issues.
The emissions for water as the dielectric were approximately half of those for the oil-based dielectrics. Water also reduced the total costs. The costs for water were the lowest, increasing by 1/3 and 2/3 for oil and vegetable oil, respectively. The electrode material influenced the results for all the dielectrics. When water was used as the dielectric, the specific production of CO2 using the brass electrode was 30% higher than that using the WC electrode. For both oil-based dielectrics, the specific production of CO2 with the brass electrode was half of that obtained with the WC electrode.
The main contribution to emissions was related to the consumed energy emissions. For the reference case, the consumed energy contributed to the proposed index by approximately 98%, 65%, and 85% for the water, oil, and vegetable oil, respectively.
For the oil-based dielectrics, the production of defective workpieces generated emissions that significantly penalized the sustainability level (the oil and vegetable oil represented 28% and 15% of the total emissions, respectively).
The labor cost was the main contribution for all the dielectrics (75%–85% of the total costs), followed by the terms related to the electrode and the workpiece.
Overall, MRR appeared to be a critical factor, as the energy consumption of the EDM tool depended on machining time only rather than on process parameters. Apart from MRR, quality problems and scraping influenced the overall performance significantly. Dielectric management moderately influenced the index because of the costs and environmental impact.
Based on previous experience, machining time and accuracy significantly depend on selected materials (the dielectric fluid and tool electrode). Demineralized water exhibited the best performance because it facilitated a high MRR, whereas hydrocarbon oil achieved higher quality and lower scrap rate than the water. The relative performance of each electrode depended on the dielectric fluid, at least for the investigated case (microholes on titanium alloy). Although vegetable oil is a renewable resource, it underperformed because of its low MRR and poor quality. Further investigations are required before using vegetable oil, owing to economic and environmental reasons.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.