
Abstract
Designing suitable quality inspections is a significant issue for manufacturing companies. In particular, performing an economic evaluation of alternative inspections is key for choosing the most appropriate, especially in the field of low-volume productions. This paper presents a cost breakdown model for assessing the economic performance of quality inspections with the aim to support designers in early inspection design phases. Unlike the main cost models developed in the scientific literature that only consider cost components related to the production process, the proposed model integrates production costs with the main cost drivers involved in the product quality-related steps, including inspection activities, pre- and after-sales reworks and unnecessary repairs due to inspection errors. Moreover, a novel performance measure providing a snapshot of profitability of product inspections – the Return On Investment of Inspections (ROII) – is presented. An application case in metal Additive Manufacturing is proposed to demonstrate the practical relevance of the model.
Introduction
Quality inspections play a crucial role in improving product quality in manufacturing systems. In particular, the design of appropriate inspections is one of the key issues that companies must face in order to decrease and mitigate failures and defects in production for reaching the objectives of Zero-Defect Manufacturing (ZDM).1–4 The adoption of suitable quality inspections guarantees customers the expected level of quality and allows the company to maintain a competitive advantage in the market. 5 Making the wrong choices regarding product inspections could result in severe resource, cost, and time losses.
Currently, in the framework of Industry 4.0, to cope with the more stringent demands of customers for increasing complexity and customization of products, manufacturing is facing the development of novel “on-demand manufacturing” methods, for example, Additive Manufacturing (AM), 6 allowing for low-volume production, for open-architecture products and high product variety manufacturing.5,7,8 This inevitably requires innovative and flexible quality inspection technologies that easily adapt to the dynamics of the product. 9 For instance, Bordron et al. 10 proposed an inline measurement solution based on a robot combined with a laser sensor which can be fully integrated into the manufacturing line as close as possible to the additive manufacturing process and post-process. Liu et al. 11 developed an image-based closed-loop quality control system for fused filament fabrication (FFF) to achieve online defect detection and mitigation.
The choice of the most appropriate inspections for assessing the quality of certain product characteristics is a non-trivial problem for several reasons. First, the variety of products that can be produced with the existing technologies makes it difficult to standardize and adopt a unique inspection procedure. For example, products made with the same manufacturing technology may require specific quality inspections (e.g. visual inspections, metrological characterization via Coordinate Measuring Machines – CMMs, Computed Tomography – CT scans) depending on the complexity of the product, the customization, and the application field (e.g. automotive, aerospace, dental, construction industry).12–16 Second, there may be several eligible and suitable alternatives for the considered production amongst all the different possible inspections.
In light of these considerations, it is critical to define inspection performance measures to support designers in selecting the most appropriate inspection alternatives from the early inspection design phases. The present paper proposes an overall cost model for the economic assessment of inspection performance when offline inspections are performed. In offline inspection, the units are inspected after the manufacturing process is completed, unlike in-process inspections where the units are inspected during the manufacturing process.2,17 In some situations, in-process inspections are infeasible due to operation type and time. Accordingly, an effective approach is to perform offline inspection after preserving the processing order of the product.18–20 In detail, offline inspections consist of inspecting a random product – finished or semi-finished 19 – from the batch and, based on the inspection result, a decision is taken on what to do next.19,21
The model proposed in this study integrates production costs, that is, material and manufacturing costs, with the main costs incurred by manufacturers concerning quality-related steps of a product lifecycle, which are typically overlooked in traditional cost modeling. Indeed, in both additive- and subtractive-based manufacturing approaches, the majority of models developed to assess product costs22–25 have focused on quantifying production costs, direct and indirect costs, without including, however, relevant cost components such as the costs of quality-related steps. The quality-related costs accounted for in the proposed cost model include costs of inspection activities, pre- and after-sales rework or replacing costs and costs of poor quality due to inspection errors. Furthermore, these cost components are combined into a novel single performance measure that aims to provide a snapshot of the profitability of product inspections, referred to as Return On Investment of Inspections (ROII). The proposed cost model and the ROII can be extensively used to support and speed up the decision process in the design stage of manufacturing inspections, enabling the achievement of ZDM goals.
This paper is organized as follows. Section 2 introduces the adopted product inspection modeling. Section 3 presents the economic performance of inspections. The overall cost model is proposed in Section 4. A real case study in the AM field is introduced and discussed in Section 5 and, finally, conclusions are drawn in Section 6.
Modeling product inspection
In a manufacturing process, in optimal settings conditions, the product quality may be evaluated through the offline inspection of n output variables, that is, quality characteristics (Figure 1). 26 According to the technological requirements, inspection designers can choose to inspect several output variables by adopting different inspection methods, thus defining various inspection alternatives.
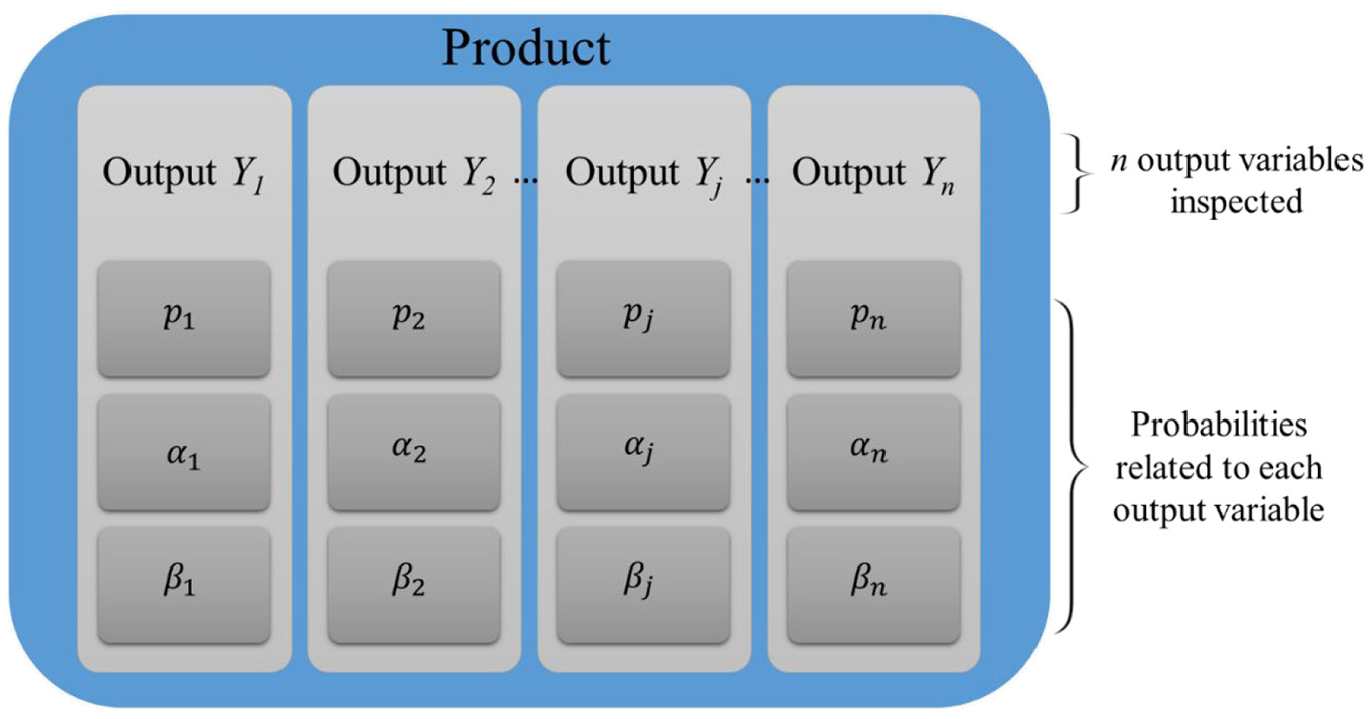
Schematic representation of the considered inspection framework.
Each output variable, denoted as
Economic impact of inspections: The Return On Investment of Inspections (ROII)
The cost model proposed hereinafter is based on a cost-breakdown structure driven by the major quality-related steps of product lifecycle. These include: (i) inspection activities aimed at inspecting the product, (ii) operations for repairing/replacing the identified defects, (iii) unnecessary operations due to inspection errors, and (iv) after sales reworks or substitutions, aimed at repairing or substitute defects undetected by inspections. A cost driver can be attributed to each of these steps: (i) the inspection activities costs, Cinsp, (ii) the necessary repair cost, Cnec rep, (iii) the unnecessary repair cost, Cunnec rep, and (iv) costs of undetected defects, Cundet def. The first two costs contribute to increasing final product quality, while the latter two represent the undesirable costs incurred by the manufacturer due to inspection errors. Thus, the sum of Cunnec rep and Cundet def is referred to as Cpoor qual.
Accordingly, the per-unit cost of quality-related steps,

The proposed cost model is based on clearly stated assumptions and does not include any black-box estimates, any implicit or hidden functions. Therefore, it is directly applicable to several case studies belonging to different manufacturing processes. Such assumptions are as follows:
Each cost component refers to a single part, that is, is a per-unit cost.
If the considered part is produced, and then inspected, along with other parts, in the so-called job (a stack of parts produced in one single process run), the following assumptions are made:
✓ ach job includes a fixed number of parts.
✓ All the parts belong to the same product category. Albeit they can be customized in shape and characteristics, they should have similar geometry (i.e. volume and height) and constructional characteristics (e.g. type of material, infill strategy/density, and deposition path). This assumption is consistent with various industrial applications, such as aerospace and biomedical applications, where each production process or machine can be dedicated to a specific product type.
Quality inspections are performed offline to check the conformity of quality characteristics (output variables). Such controls may be performed manually, automatically, or semi-automatically, using dedicated equipment. Depending on the type of inspection, labor costs and/or the costs of the equipment used, and the associated inspection errors, will be included.
Necessary (and unnecessary) repairs may be performed manually or through dedicated automatic, or semi-automatic, equipment. Accordingly, labor and/or equipment costs are considered.
The cost components of Cqual, see equation (1), are described below.

where
The cost Cnec rep is the sum of necessary repair costs for removing defects related to all the n output variables inspected. According to Figure 2, which summarizes all possibilities occurring in a scenario of imperfect inspection, Cnec rep is defined as:

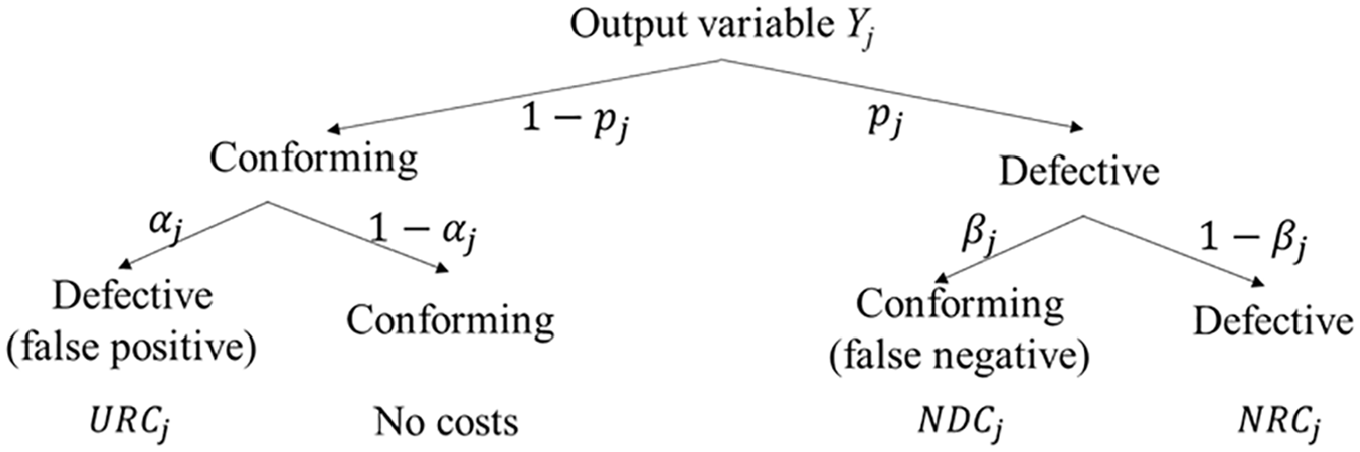
Costs incurred for each j-th output variable depending on the defect probability, pj, Type I error, αj, and Type II error, βj.
where NRCj is the necessary repair cost (or rejection cost) related to the j-th output variable and Kj is again a parameter that considers potential interactions between output variables. This latter is defined as:
The cost Cunnec rep contains all the costs incurred when identifying false defective-output variables. Despite there may be no cost for removing/repairing defects, the overall process can be slowed down with a consequent extra cost. Such a cost can be expressed as (Figure 2):

where URCj is the unnecessary-repair cost related to the j-th output variable and
The last cost component, Cundet def, includes the costs of undetected defective-output variables. It is the cost incurred by the manufacturer after-sales due to the missing detection of defective-output variables. It is defined as (Figure 2):

where NDCj is the cost of undetected defective j-th output variable and Xj is defined as:
It has to be remarked that, as the quality of the inspections is improved,

General cost model
The cost
In discrete manufacturing productions, the cost of a part can be obtained as the sum of costs associated with the main phases.
In the present study, the following costs are considered: (i) cost of material, Cmat, (ii) manufacturing cost, Cman, (iii) assembly cost, Cass, and (iv) cost of quality-related steps, Cqual. The first two cost items, Cmat and Cman, refer to the production of all the parts (or subassemblies) that will constitute the final part, that is, the finished product. The assembly cost, Cass, includes all cost items necessary to assemble the final part. The latter cost item, Cqual, can be evaluated according to equation (1), while Cmat, Cman, and Cass should be estimated on a case-by-case basis, depending on the production process and technology considered. It has to be clarified that both direct and indirect costs, including overhead costs, can be accounted for in the proposed cost model. Thus, the total per-unit cost can be expressed as follows:

Provided below is an example of the procedure for estimating the cost components of equation (7) in the case of AM metals processes (see also Figure 3).
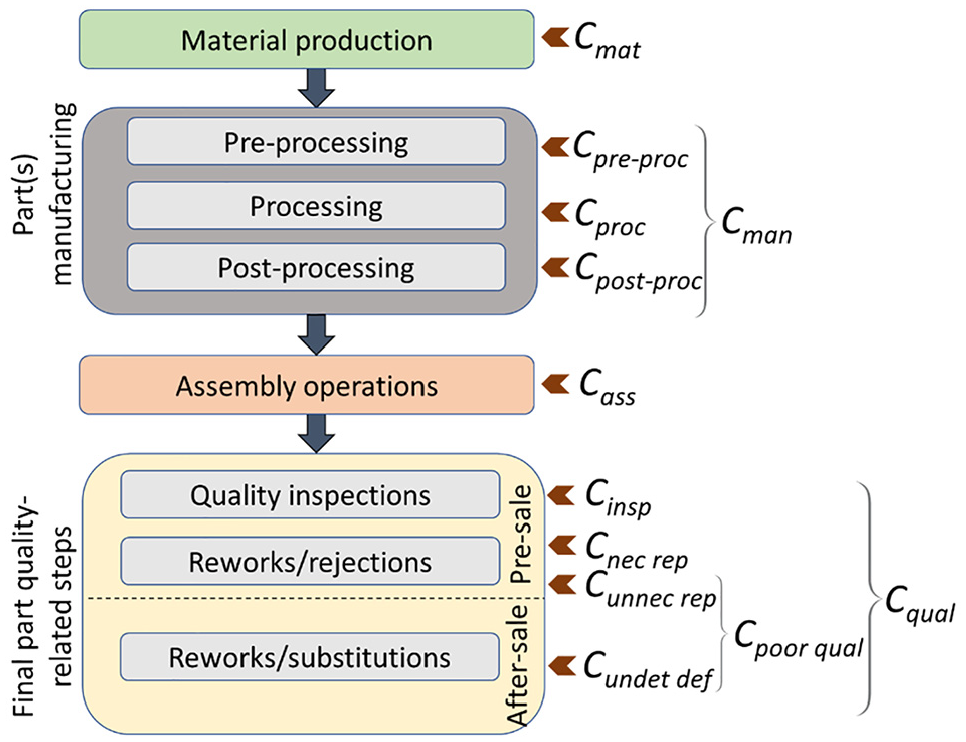
Example of flowchart of a metal AM part production, including material production, part manufacturing, and quality-related steps, with the corresponding cost drivers.
The cost Cmat can be obtained by multiplying the purchase cost of the metal powder by the mass of the material to be deposited, also taking into account that a limited fraction of powder is typically removed as waste – for example, because partially sintered or non-spherical – and is not recycled at the end of the process.13,32 The cost Cman can be evaluated by considering (i) pre-process cost, (ii) process cost, and (iii) post-process cost. These cost components, which are per-unit costs, can be estimated from the total cost of the job in which the part is included divided by the number of parts in the job. In detail, the pre-process cost, Cpre-proc, includes the costs of the preparation of the job in which the part is included and the setup of the AM system before starting the process. 22 These costs can be estimated by considering the time needed for the pre-process operations and the related costs of operators, AM system and hardware/software units. The process cost, Cproc, can be determined by the AM system cost, energy and inert gas consumption costs, multiplied by the production time. 22 In both pre-process and process cases, the cost of the AM system is estimated by assuming a straight-line depreciation, fixed maintenance costs, and considering production and administration overhead costs, including space rental costs and other costs incurred due to running the enterprise, administrative staff, office space, and consumables.33,34
The post-process cost, Cpost-proc, includes the costs of removing the parts in the job from the AM system, cutting parts from the baseplate and removing supports. Again, these costs can be estimated by considering the costs of each post-process operation (operator and AM system costs) and the corresponding time. 22
As mentioned above, if the final part is obtained through the assembly of sub-assemblies, the assembly cost,
The novel general model presented in this section, including the main cost drivers involved in the product quality-related steps (i.e. Cinsp, Cnec rep, Cunnec rep, and Cundet def), allows engineers to make a comprehensive and structured economic assessment. As it will be illustrated in the next Section 5.3, traditional cost models, for example, the Rickenbacher et al. 22 model, typically neglect quality-related cost items. As a result, the total per-unit cost may be underestimated being not affected by the quality inspection adopted. The difference between the two approaches, described by the cost Cqual, becomes particularly important when the quality-related costs are not negligible.
Real case study: AM production for the automotive sector
The proposed cost model is applied to support designers in assessing the economic impact of alternative inspections for the AM low-volume production of aluminum alloy sample parts for the automotive sector. Each part (Figure 4) is produced by Laser Powder Bed Fusion (LPBF) process. In LPBF, a high-density object is built up layer by layer through the consolidation of metal powder particles with a focused laser beam that selectively scans the surface of the powder bed.6,38–40 The part is produced using the AlSi10Mg alloy by an EOS M290 system. In this system, an ytterbium (Yb) fiber laser system in an argon atmosphere melts powders with a continuous power of up to 400 W, a scanning rate up to 7 m/s and a spot size of 100 μm. Sixty parts per job are produced (in a build area of 250 × 250 mm).
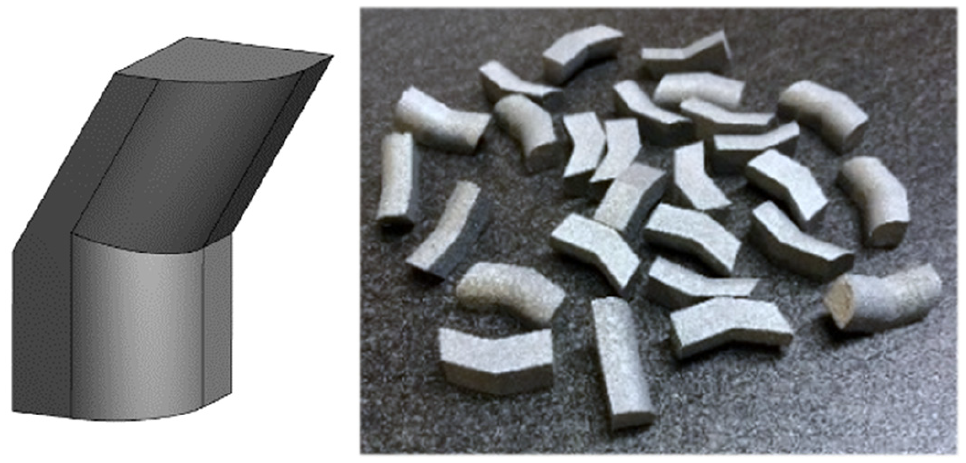
AlSi10Mg sample parts produced via LPBF process for the automotive sector.
Production costs
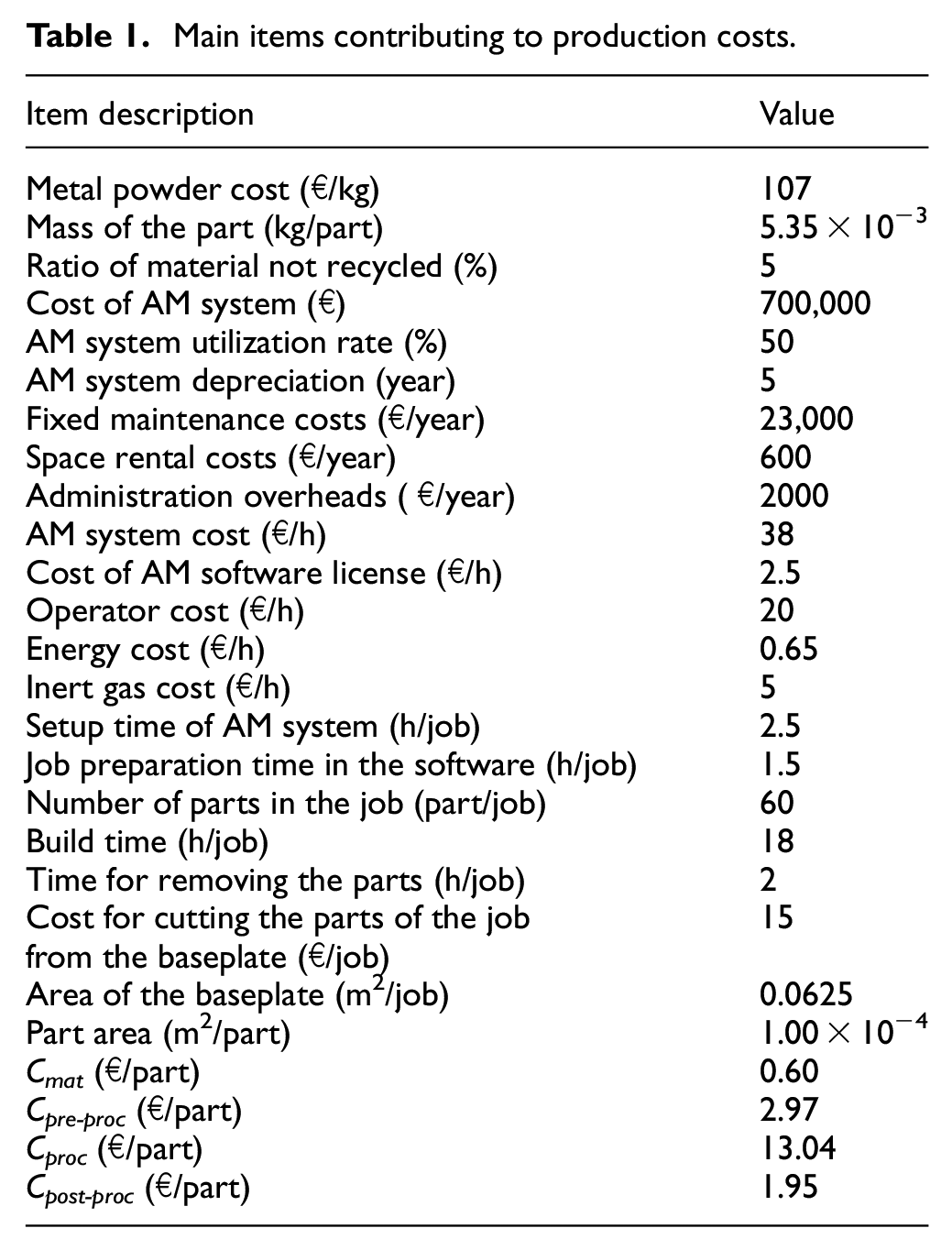
According to the model presented in Section 4, the cost of material is obtained from the average purchase cost of the metal powder (107 €/kg 34 ) and the mass of the part (5.35 × 10−3 kg/part). Considering that, on average, the ratio of material that is not recycled at the end of the production process is 5%, the resulting cost of material is Cmat = 0.60 €/part.
The hourly cost of EOS M 290 system is based on a price of 700 k€, assuming a depreciation over 5 years and 50% utilization rate, fixed maintenance of 23 k€/year, space rental costs of 600 €/year, and administration overheads of 2000 €/year. This results in an AM system cost of about 38 €/h. In addition to the AM system, the cost of hardware/software units is estimated by considering the average license prices of commercially available AM software products (2.5 €/h 13 ). The average cost for the operator is set at 20 €/h, considering a low-medium-skilled worker. The cost of energy is estimated at 0.65 €/h and the cost of the inert gas at 5 €/h. Considering 2.5 h for the setup of the AM system and 1.5 h for the job preparation in the software, both performed by the operator, the obtained per-unit pre-process cost is Cpre-proc = 2.97 €/part. Furthermore, considering a build time of 18 h, the per-unit process cost is Cproc = 13.04 €/part. Regarding the post-process, both the removal of the parts from the AM system by the operator and the parts’ cutting from the baseplate are considered. The former is evaluated by considering the time for removing all the parts (2 h/job) and the operator and AM system costs. The latter is evaluated considering the cost for cutting the parts from the baseplate (15 €/job), the area of the baseplate (0.0625 m2/job) and the part area (1.00×10−4 m2/part). As a result, the per-unit post-process cost is Cpost-proc = 1.95 €/part. Thus, the final cost Cman, which is the sum of Cpre-proc, Cproc, and Cpost-proc is Cman = 17.96 €/part. Accordingly, the production costs, meant as the sum of material and manufacturing costs, are 18.56 €/part. It has to be noted that, for the sample part of the proposed case study, the assembly cost Cass is not considered since the final part is produced as a single part through the LPBF process, without requiring any subsequent assembly operation. A summary of the main items that are included in the production costs is provided in Table 1.
Main items contributing to production costs.
Quality costs
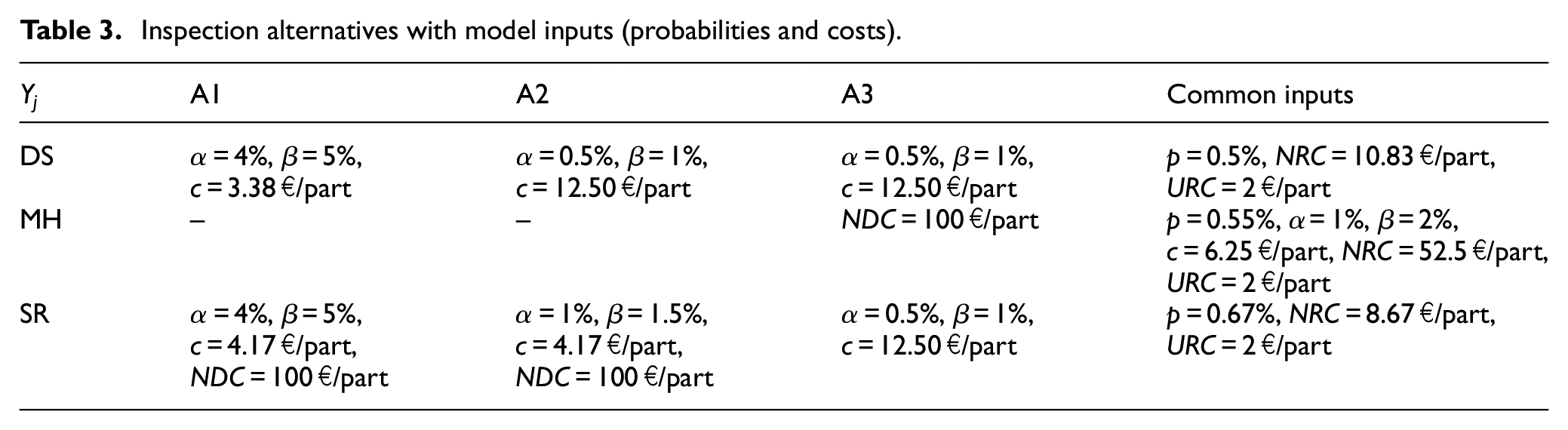
The quality of the produced part can be evaluated by alternative quality inspections aiming to control (i) dimensional and shape accuracy (DS), (ii) macro-hardness (MH), and (iii) surface roughness (SR). Three alternatives are considered in the analysis: A1, A2, and A3. Table 2 shows their respective characteristics.
Inspection alternatives characteristics.

The defect probability
Inspection alternatives with model inputs (probabilities and costs).
Results
By using the proposed cost model and its components, the three control alternatives can be compared, and the most suitable one can be selected. In Figure 5, these alternatives are compared in terms of the total per-unit cost Cpart, by distinguishing each cost component (Cmat, Cman, and Cqual), and also representing the ratio of costs of necessary repair (Cnec rep) and poor-quality (Cpoor qual) to production costs (Cmat + Cman).
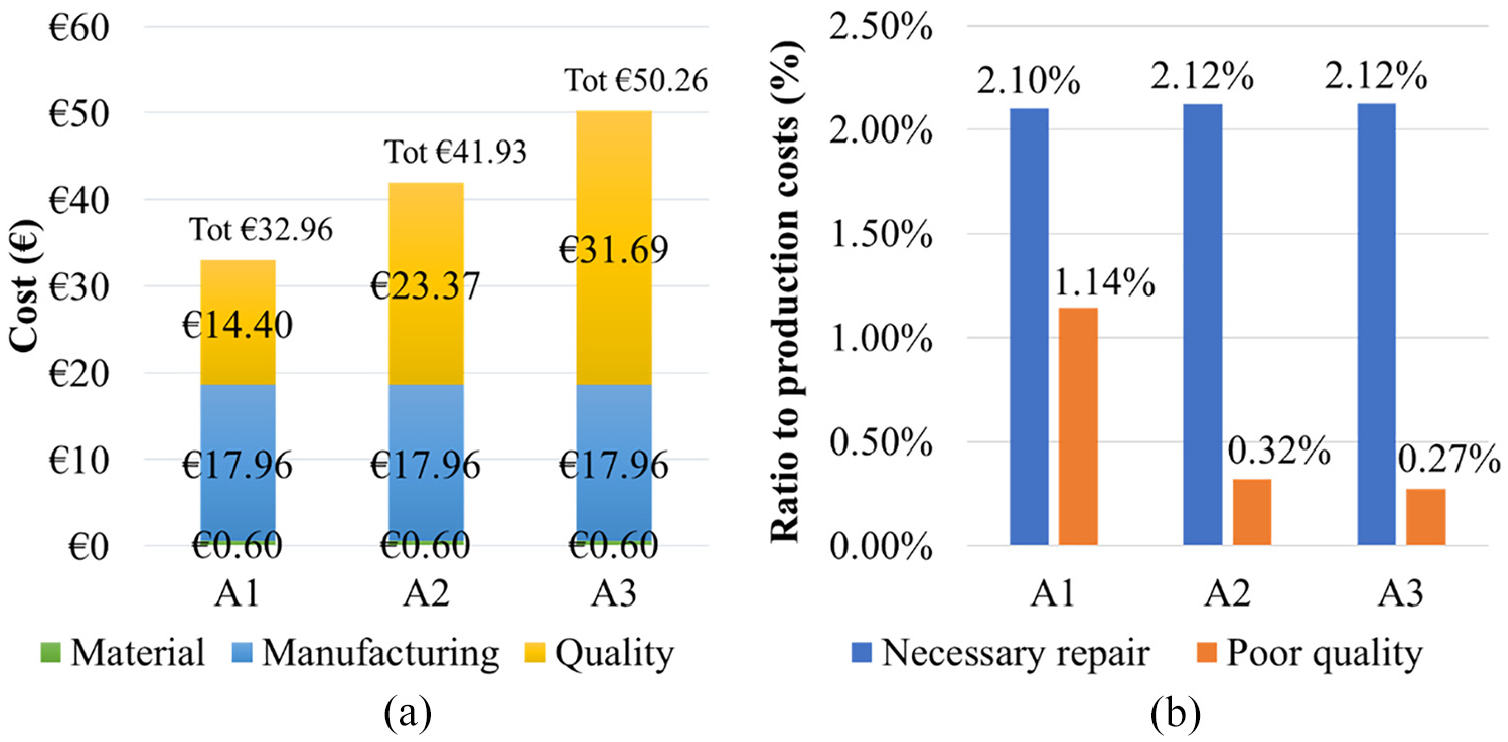
Comparison of the inspection alternatives A1, A2, and A3 in terms of: (a) the total per-unit cost and (b) the ratio of necessary repair and poor-quality costs to production costs.
According to the context, different goals might be set: one possible goal could be to minimize the total per-unit cost, Cpart. Alternatively, single costs components can be considered (e.g. the costs Cpoor qual and Cinsp can be minimized). Besides, according to equation (6), the performance measure ROII can be derived for each alternative. In detail, the obtained performance measures are ROIIA1=1.28%, ROIIA2=1.46%, ROIIA3=1.10%.
The comparison shows that A1 is to be preferred in case of minimization of total costs and quality costs. On the other hand, A3 is the alternative that minimizes poor-quality costs, although it has the highest inspection costs. On the other hand, by considering the ROII, A2 is to be preferred as it is the most efficient and profitable compared to the other alternatives.
In order to highlight the advantages of the proposed method, the approach proposed in this study is compared with a model well-known in the scientific literature and commonly adopted by researchers and practitioners to assess per-unit cost in LPBF processes. In particular, the model used is the one proposed by Rickenbacher et al., 22 as it is a general model, suitable for parts with different geometries included in the same build, that extended previously presented formulations. 41 Such a model was also recently extended in the study of Colosimo et al. 13 to evaluate the impact of scrap fractions and in-situ monitoring performances on production costs. In the model, the cost components considered are the material and manufacturing costs, including pre-processing, processing, and post-processing. 22 Thus, the costs related to potential assembly operations and the costs associated with quality-related steps (costs of quality inspections, poor-quality, and necessary repair actions) are not taken into account. By equation (7), the following cost-per unit is obtained (regardless of the inspection alternative adopted):

Figure 6 shows a schematic comparison of per-unit costs obtained applying the Rickenbacher et al. 22 model and the novel model proposed in this study. The difference between the two models is particularly marked for the inspection alternative A3, which has the highest quality-related costs (i.e. 31.69 € vs 14.40 € of A1 and 23.37 € of A2). Consequently, the per-unit cost obtained by the traditional model is more than 2.5 times lower than the one derived by the novel model when performing the inspection A3 (i.e. 18.56 € vs 50.26 €). In light of these findings, the new model enables designers to make more accurate and structured decisions on cost-effective design and inspection planning.
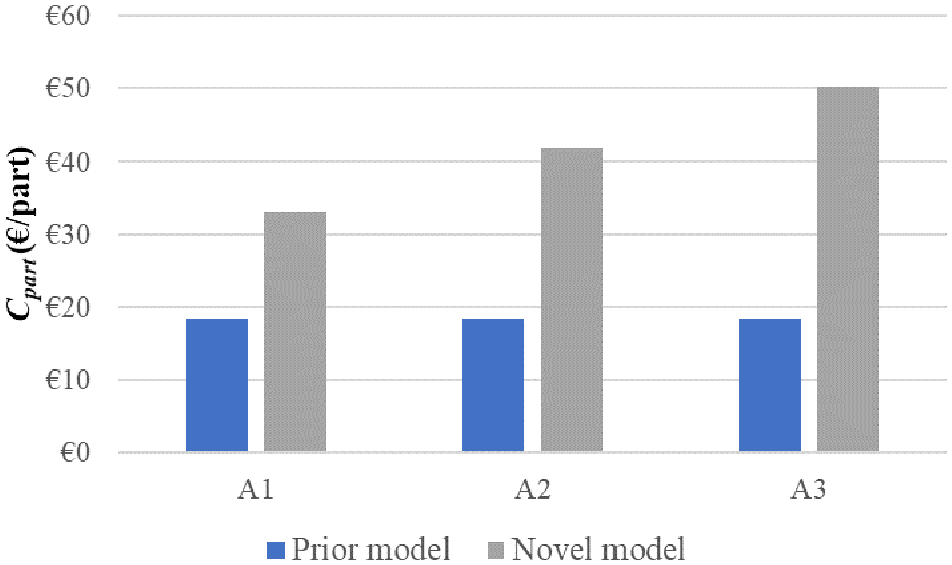
Comparison of the inspection alternatives A1, A2, and A3 by using a prior model commonly adopted for LPBF processes 22 and the novel model proposed in this study.
Conclusions
Although several cost models in the literature quantify product per-unit cost, accounting for both direct and indirect costs, quality-related costs are often overlooked. In order to fill this gap, this paper presents a more comprehensive cost model allowing for the assessment of the economic performance of manufacturing inspections. The costs of quality-related steps, including inspection costs, costs of necessary operations, and costs of poor-quality due to inspection errors, are integrated into the model with production costs (material and manufacturing costs). Furthermore, the Return On Investment of Inspections (ROII), representing a novel performance measure depicting the profitability of product inspections, is proposed. This novel cost model and the ROII can be useful decision-supporting tools for designing and selecting alternative quality inspections. Thanks to its ability to include the different quality characteristics (output variables) of the parts under consideration, the proposed approach may be especially beneficial in low-volume productions, characterized by a high level of customization and complexity, and multi-variant products, that is, products with altered configuration. 42 Indeed, the cost model allows for flexible adaptation and transfer to products with different features, after appropriately tailoring the model variables’ estimates to suit the specific case. An application case concerning a low-volume production in the AM field shows that the novel cost model and the ROII measure can effectively support and guide company decisions toward desired goals (e.g. minimization of total costs, minimization of poor-quality costs, or maximization of the return on investment of inspections) when alternative quality inspections can be adopted. A comparison between the proposed model and a well-known cost model from the literature (Rickenbacher et al. 22 model), on a real case study, is also presented.
The proposed approach has some limitations, which are briefly summarized below:
As a first approximation, it is assumed that the probabilities of occurrence of defects and inspection errors related to different output variables are independent. Although this assumption may be reasonable in most applications, future research efforts should account for and overstep it.
The estimation of cost model variables may not be straightforward. However, prior knowledge of the production process and historical data can help overcome (at least in part) this limitation.
Further developments can be devoted to analyzing the combination of different inspections in manufacturing systems characterized by more complex architectures (e.g. multi-stage manufacturing systems).
Footnotes
Acknowledgements
The authors thank Dr. Flaviana Calignano for supporting the definition of samples geometry and the selection of process parameters.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work has been partially supported by “Ministero dell’Istruzione, dell’Università e della Ricerca,” award “TESUN- 83486178370409 finanziamento dipartimenti di eccellenza CAP. 1694 TIT. 232 ART. 6,” and by FCA-POLITO-2018 Project “Quality control of surface mechanical properties and topographical features of manufacts by Additive Manufacturing.”