
Abstract
Micro eccentric shaft has important application in many high-tech fields because of its small specific gravity, material, and energy saving. The machined surface texture has an indispensable influence on the surface integrity and the final functional capability. However, due to the micro scale and weak rigidity, it is difficult to characterize the surface texture and evaluate the functionality by traditional quantitative parameters. In order to comprehensively realize the surface texture characterization and functional analysis, a mathematical model is established to simulate the surface texture machined with different cutting tools. Then the surface microscopic profile and functional performance of the surface texture are analyzed by amplitude distribution function (ADF) and bearing area curve (BAC), and the surface texture is also evaluated by fractal dimension, which can avoid the negative effects of scale and resolution. Furthermore, power spectrum density (PSD) is utilized to analyze the relationship between the process dynamic state and geometrical specification of the surface texture. The validity of experimental results shown that the microscopic height distribution of surface machined by flat end milling cutter tends to be more random and there are more microscopic geometric features than that of the ball end milling cutter. The machined surface obtained by the flat end milling cutter has better load bearing, wear resistance, and liquid retention capability.
Keywords
Introduction
Micro eccentric shaft can render the conversion of rotary motion and linear motion, which is widely used in micro machinery. Because of the eccentric characteristic of the micro eccentric shaft, the process of machining is very complex, and the machining precision is difficult to guarantee. Turn-milling is suitable for machining micro eccentric shaft, due to small radial force during machining 1 and improved vibration characteristics compared with turning. 2 However, it is difficult to meet the requirements of evaluation length of the traditional surface characterization parameters, due to the small scale of the micro eccentric shaft, which makes it challenging to accurately characterize the actual surface quality.
Characterization of surface texture is an important aspect in the surface quality evaluation of parts. Modeling and simulation of the machined surface have become the research focus to characterize surface topography in recent years. Theoretically, surface topography simulation can be achieved by studying the tool’s motion trajectory and the residual height of the machined surface. During grinding process, Ding et al. 3 reconstructed the measured surface topography of textured monolayer CBN wheels, and the machined surface topography was predicted based on the reconstructed wheel surface topology. In subsequent research, Ding’s group built an ultrasonic vibration plate device for creep-feed grinding4,5 and proposed an analytical model to clarify the generation mechanism of surface topography in tangential ultrasonic vibration-assisted grinding. 6 Dang et al.7,8 clarified the evolutionary process of surface topography under supercritical carbon dioxide-assisted grinding process. For milling process, Zhang et al. 9 realized the simulation of machined surface topography based on cutter dynamic displacement response. In addition, the surface topography prediction model was established considering tool radial runout and axial drift in peripheral milling process. 10 These studies showed that the surface topography can be accurately predicted or simulated in milling and grinding processes.
Turn-milling is different from milling or grinding process in that both the tool and workpiece are rotated simultaneously. For turn-milling process, Yuan and Zheng 11 developed a geometrical model to analyze the influence degree of cutting parameters on surface roughness. Karagüzel et al. 12 studied the form errors of machined surface including circularity, cusp height, and circumferential surface roughness from the perspective of cutting mechanism. Zhu et al. 13 built a mathematical model to characterize the theoretical surface topography based on locus function. Similarly, Döbberthin et al. 14 established a function of surface micro height with respect to cutting parameters and realized the simulation of surface topography obtained by using flat end milling cutter. Overall, simulation of surface texture machined by different cutting tools has been achieved in orthogonal turn-milling. However, most researches model the surface texture from the perspective of the machined surface shape, which has a poor consistency with the actual machined surface. What’s more, few studies have further analyzed the specific microscopic geometrical feature and functional performance of surface texture in orthogonal turn-milling process.
Generally speaking, the evaluation of surface texture includes two aspects. One is to evaluate the surface micro geometric features through some quantitative indexes, and the other is to select reasonable parameters to evaluate the functional properties of the machined surface.
15
The quantitative characterization parameters include not only the two-dimensional (2D) amplitude parameters such as arithmetical mean height
In this paper, a mathematical model is firstly established to analyze the difference of surface texture obtained by different cutting tools. Then, the amplitude distribution function and bearing area curve are used to analyze the functional performance of the machined surface. What’s more, the fractal dimension is applied to analyze the surface texture, which can avoid the negative effects of scale and resolution compared with traditional quantitative statistical parameters. Finally, the spectral performance of surface texture is analyzed by combining power spectral density function with continuous wavelet transform. The characterization and functional performance of the surface texture obtained by different cutting tools are comprehensively analyzed.
Theoretical analysis and experimental setup
The mathematical model of surface texture
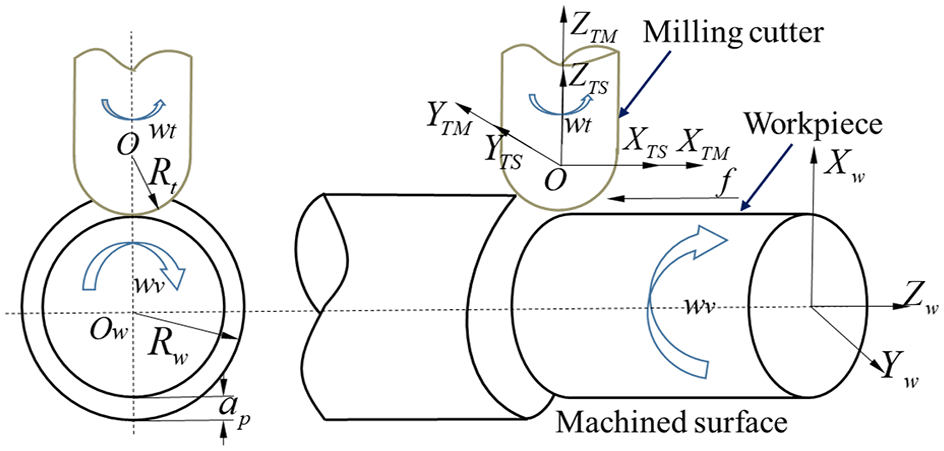
In order to analyze the difference of machined surface obtained by different cutting tools and realize the microscopic surface topography characteristics, the mathematical model of surface texture is first established according to the theoretical model of cutting edge trajectory.32,33 Figure 1 shows the geometric mathematical model of orthogonal turn-milling cylinder with ball end milling cutter. It is assumed that the workpiece is stationary and the tool rotates relative to the workpiece when constructing the model. Taking the ball end milling cutter as an example, the calculation process of the model is as follows:
The mathematical model for machined surface by ball end milling cutter.
The coordinates of any point on the helical edge of the ball end milling cutter under the tool static coordinate system

Where
During the cutting process, the angle between the ith blade and the XTS-axis at any time can be expressed as equation (2), so the coordinate value (U, W, V) of any point on each helical edge under the tool motion coordinate system


Where
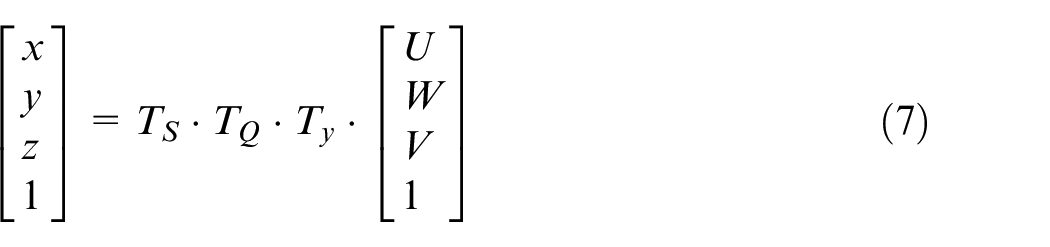
In the next step, for any point on the cutting edge, the transformation of the coordinate from the tool motion coordinate system
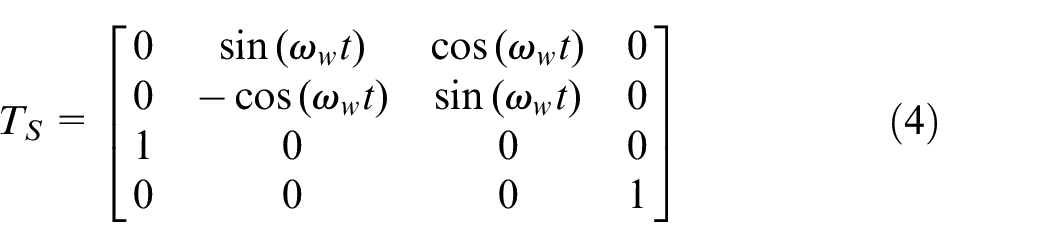
The coordinate origin of the tool static coordinate system

Where
When considering the kinematic error of machine spindle, the transformation matrix of ball end milling cutter center in the workpiece coordinate system
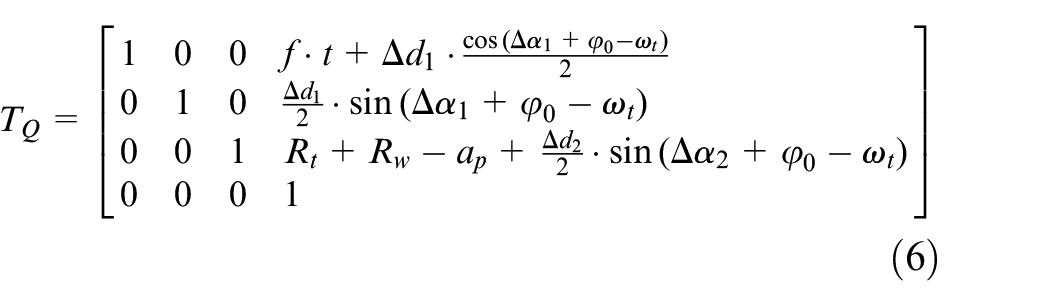
Where
For flat end milling cutter, the coordinates of any point on the face edge in the tool static coordinate system

Where t represents the distance from the point on the face edge to the axis ZTS, and

On this basis, the cylindrical workpiece was meshed along the axial and circumferential direction. In order to simulate the surface texture, the machined surface, the cutting edge of the tool and the machining time were discretized. The coordinate points of the cutting edge in the workpiece coordinate system were compared with the corresponding coordinate points of the machined surface at different time to determine whether the tool has cut into the workpiece. Then the residual height on the workpiece surface was calculated. Finally, the 3D surface texture can be obtained according to the residual height of the machined surface. On the basis of the cutting edge trajectory model, the surface texture can be predicted using the simulation software MATLAB R2018b. The flowchart of the simulation process is shown in Figure 2.
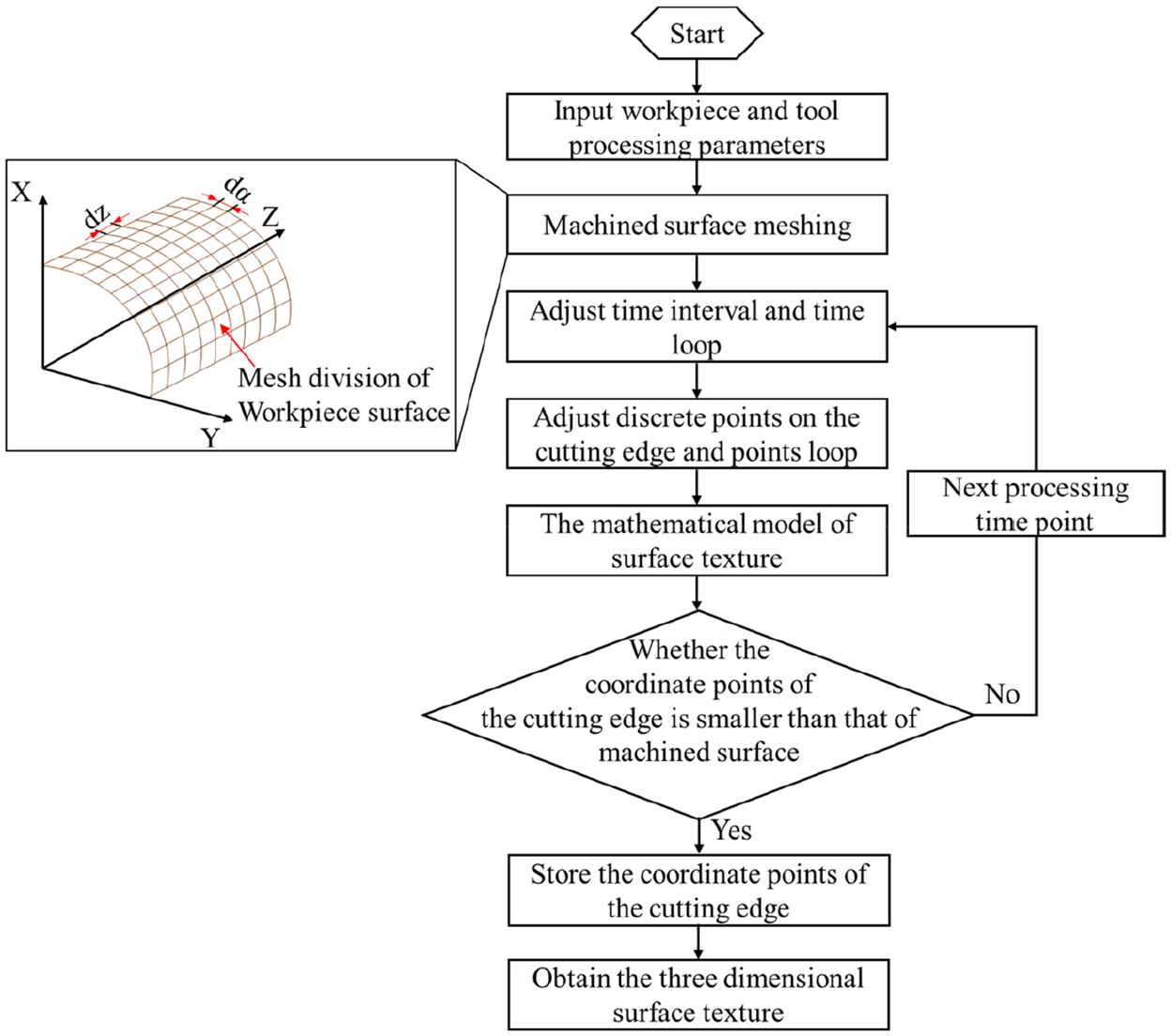
Flowchart of the simulation process.
Statistical analysis functions
Normally, specific machining process corresponds to a certain surface with specific microscopic geometrical feature and functional performance. What’s more, when the value of surface roughness is greater than 0.1 μm, the evaluation length should be greater than 4 mm to ensure the validity of the result. The size of micro eccentric shaft is difficult to meet the requirement of the evaluation length as shown in Figure 4, so it is insufficient to characterize the surface texture just with traditional quantitative parameters. Therefore, other functional statistical parameters are needed to characterize the surface texture and perform functional analysis. Amplitude distribution function is the commonly used to describe the probability distribution of surface micro height and characterize the geometrical features. In addition, the bearing area curve has a superior performance in assessing the wear resistance, load-bearing, and lubricant or oil retention capacity of the machined surface. The original surface profile and corresponding functional statistical parameters are shown in Figure 3 and Table 1, respectively.

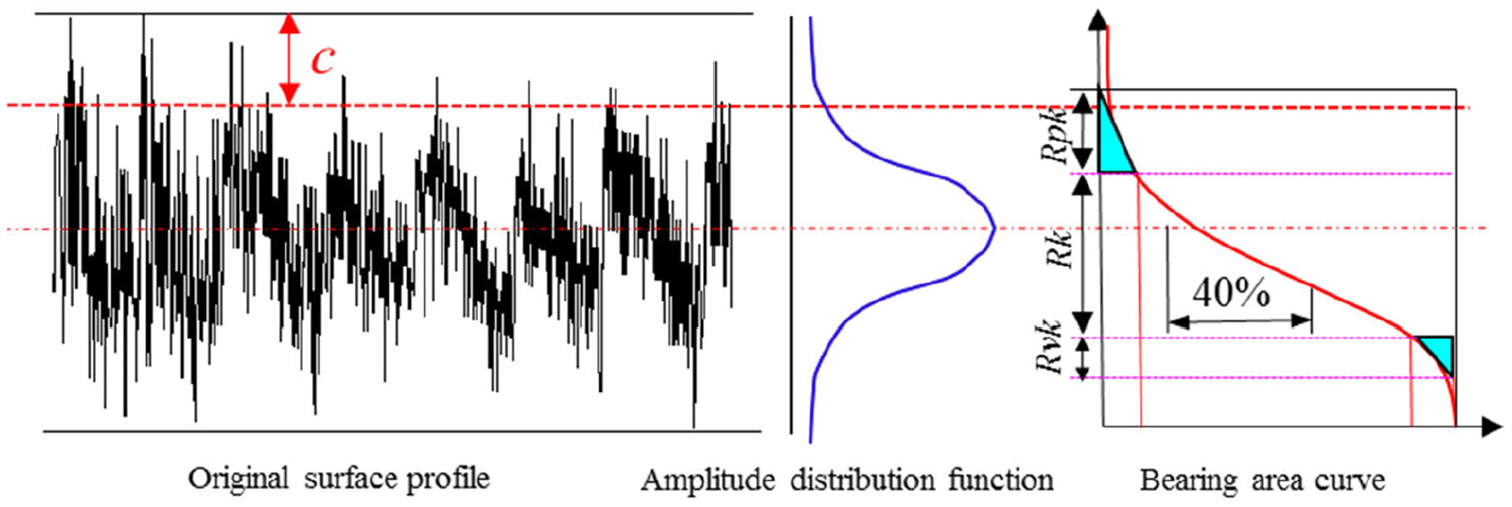
The 2D surface profile and corresponding ADF and BAC.
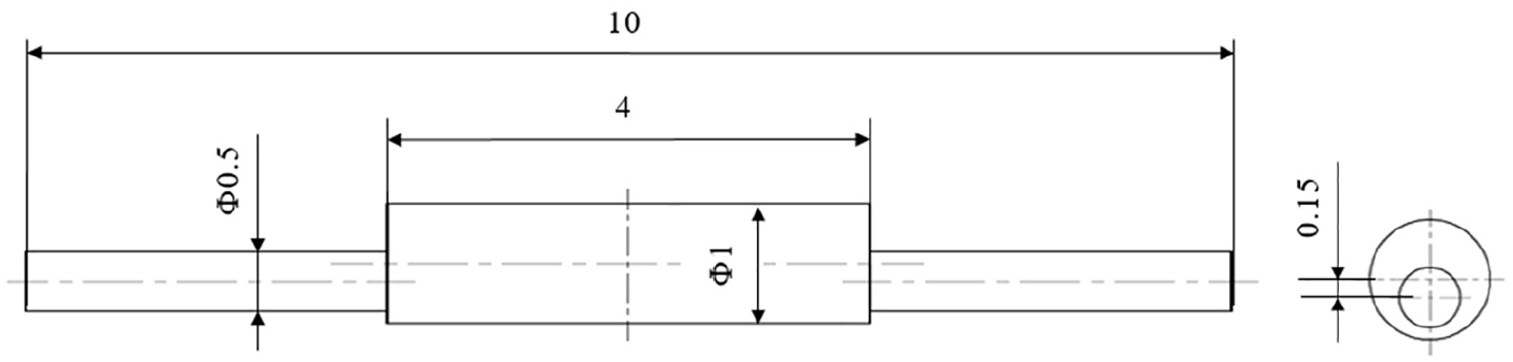
The size information of the micro eccentric shaft.
In addition, considering the fractal dimension is an independent parameter for scale, which is not affected by the sampling length, box fractal dimension is introduced in this paper to evaluate the surface quality. 36 The detailed implementation process of the box fractal dimension can be referred to our previous research. 37
Spectral analysis methods
The machined surface contains a lot of dynamic frequency information, such as the trajectory of the tool path and machine vibration, but the time-dominant quantification parameters are lack of the quantitative spectrum analysis. Therefore, power spectral density (PSD) and wavelet analysis are combined to analyze and evaluate the frequency structure of the machined surface. The PSD method can obtain the frequency structure characteristics of the spatial wavelength from the surface micro-contour and reflect its distribution. PSD is calculated from the surface micro-contour data, as shown in equation (10):

Where f represents the spatial frequency, L is the sample length, and z(f, L) is the Fourier transform of the two-dimensional contour data z(x), the expression of which is shown in equation (11):
To clarify the effect of various frequency characteristics on the surface texture, it is necessary to analyze the multi-scale property of the machined surface. Wavelet transform can be utilized to analyze the multi-scale property of surface topography, 27 due to the flexible time-frequency resolution. Wavelet transform generally includes continuous wavelet and discrete wavelet. Continuous wavelet transform (CWT) is capable of arbitrarily extracting the frequency characteristics of the original machined surface texture compared with discrete wavelet. Therefore, the CWT is used to analyze the two-dimensional surface contour and its expression is shown in equations (12) and (13):


Where
When using the CWT to analyze the surface texture features, the wavelet basis function and scale factor



Where,
Experimental setup
The micro eccentric shaft with aeccentricity of 0.15 mm was machined through self-centering three jaw chuck with gasket, as shown in Figure 4. The material of the workpiece is 310S stainless steel and the properties are shown in Table 2.
Main physical properties of 310S stainless steel.

Figure 5 and Table 3 show the micro milling cutters used in the paper and the corresponding technical parameters, respectively.
Specific parameters of micro milling cutter.

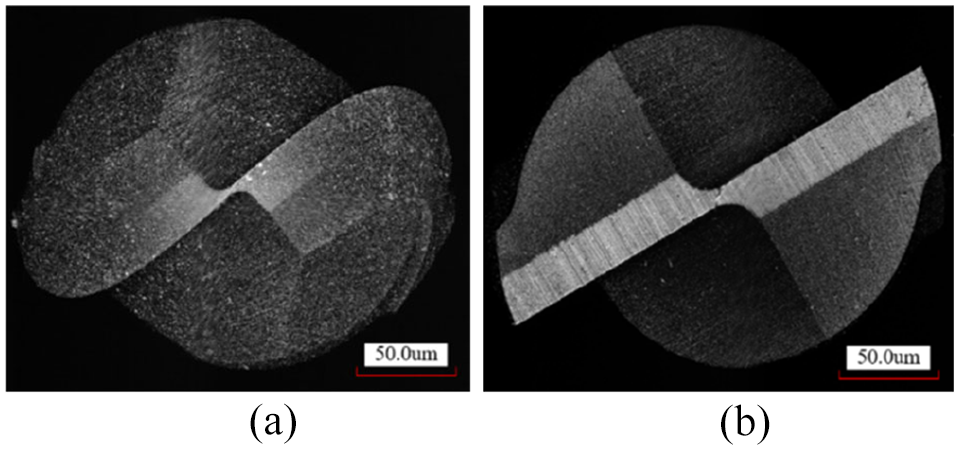
The micro milling cutter: (a) micro ball end milling cutter and (b) micro flat end milling cutter.
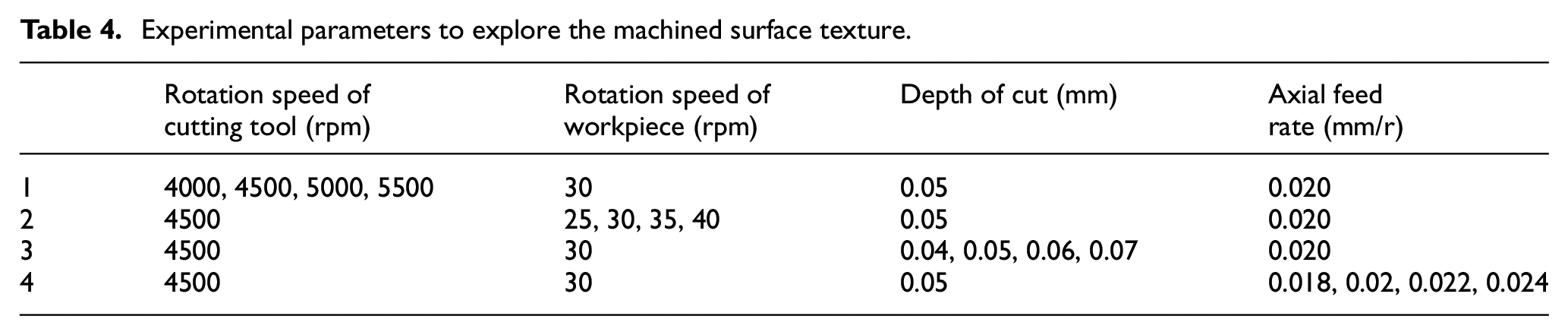
CNC turn-milling machining center KNC-50FS was used to machine the micro eccentric shaft. The machined surface texture was measured by KEYENCE VK-100 confocal laser scanning microscope, as shown in Figure 6. Based on the cutting parameter range recommended by the tool supplier, the cutting parameters were determined by trial tests, as shown in Table 4.
Experimental parameters to explore the machined surface texture.
Turn-milling and measuring process.
Results and discussion
The simulation and experimental results of surface texture
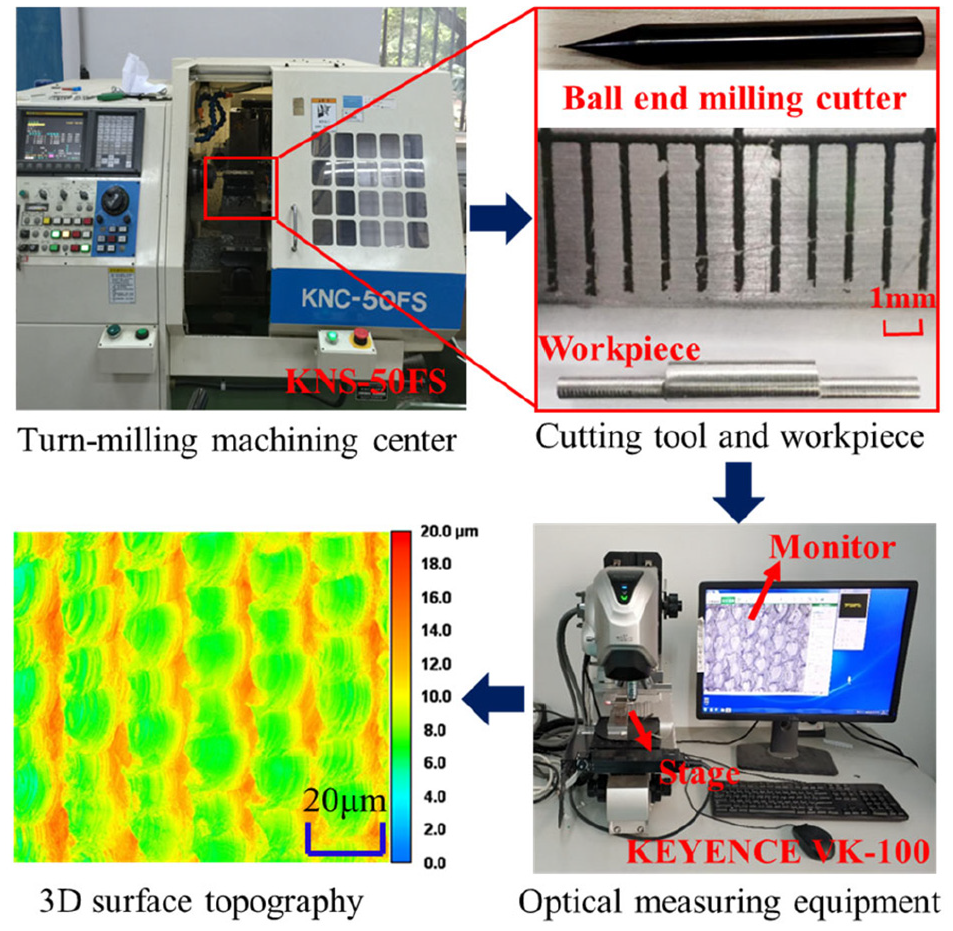
At a rotation speed of cutting tool of 4000 r/mm, a rotation speed of workpiece of 30 r/mm, a depth of cut of 0.05 mm, an axial feed rate of 0.02 mm/r, the simulation results and experimental results of surface texture profile with different cutting tools are shown in Figure 7. The surface texture profiles of simulations and experiments are in good agreement, which confirms that the mathematical model is effective for surface morphology simulation. In addition, it is worth noting that there is a large difference in the height of surface texture profiles of simulations and experiments. According to the mathematical model established in section 2.1, the most obvious difference lies in the contact form of different tools and workpiece, as shown in equations (1) and (8). The position angle mainly reflects the different contact form and the maximum position angle directly determines the contact range of the tool and workpiece. The maximum position angle of ball end milling cutter is

Surface texture profiles with different cutting tools: (a) the simulation results of surface texture of flat end milling cutter, (b) the simulation results of surface texture of ball end milling cutter, (c) experimental results of flat end milling cutter, and(d) experimental results of ball end milling cutter.
If the inequality holds, only the face edge of flat end milling cutter is in cut. Thus, it can be inferred that only the face edge is in cut for flat end milling cutter, and the maximum position of flat end milling cutter is Rt. Therefore, from Figure 7(a) and (b), it can be seen that the height of surface profiles of ball end milling cutter is directly related to cutting depth, but the simulation results of the flat end milling cutter have no direct relationship. What’s more, different deformation, material flow direction, residue distribution, and hardness values of workpiece all affect the surface quality of micro structures. 33 Finally, the workpiece shows different surface texture profiles and residual heights. The surface texture obtained by the flat end milling cutter is arranged in wavy stripes, and there are many sharp peaks formed on the surface. The surface texture obtained by the ball end milling cutter is arranged in a spiral shape (ring-shape pit) and many small peaks appear on the edge of ring-shape pit. Therefore, it is of great significant to analyze the dynamic characteristics and functional performance of different surface texture.
Surface texture characterization and functional performance analysis
As can be seen from Figure 7, there is a clear difference in the height of the surface microscopic profile. The analysis results of different cutting tools under intermediate level combination of cutting parameters are shown in Figure 8, and the statistical parameters of the ADF under all cutting parameter combinations are shown in Figure 9.
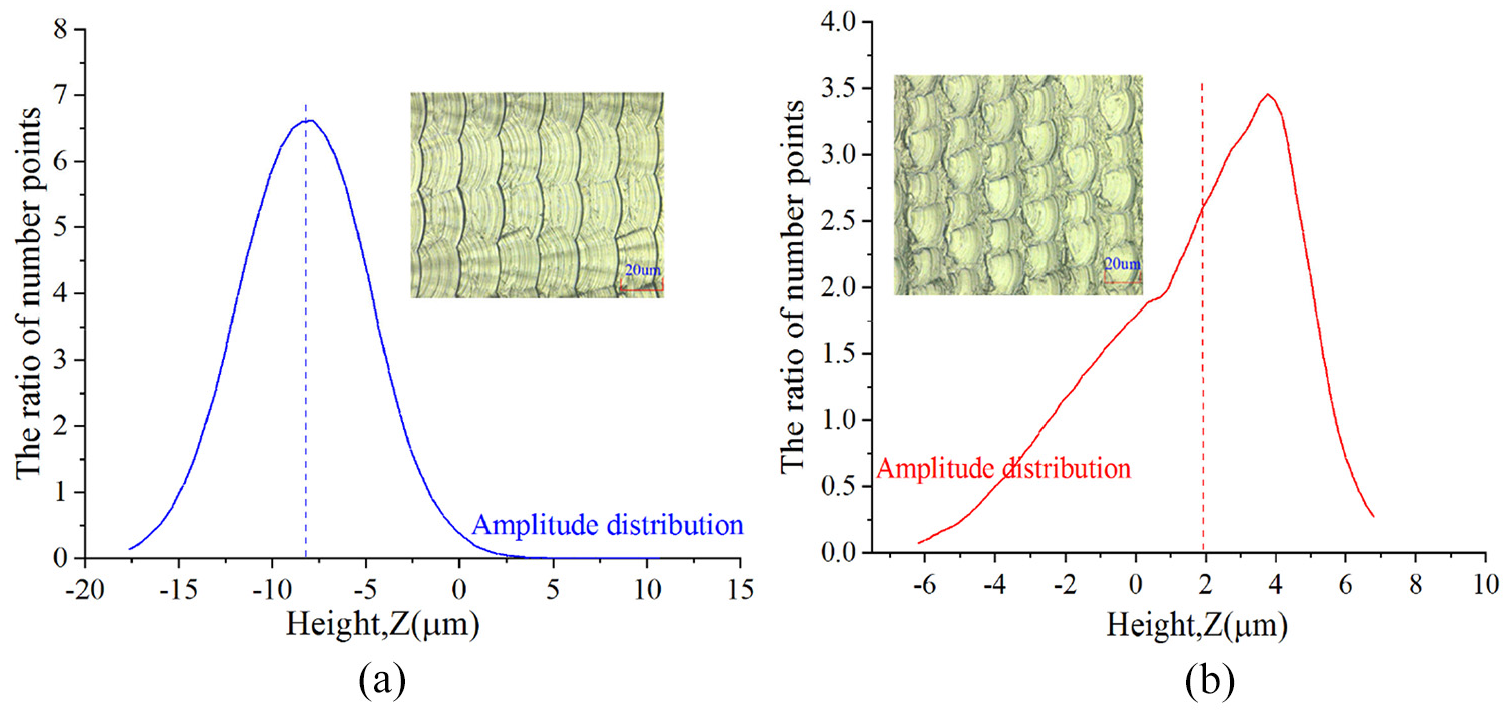
ADFs under different cutting tools: (a) the ADF of flat end milling cutter and (b) the ADF of ball end milling cutter.
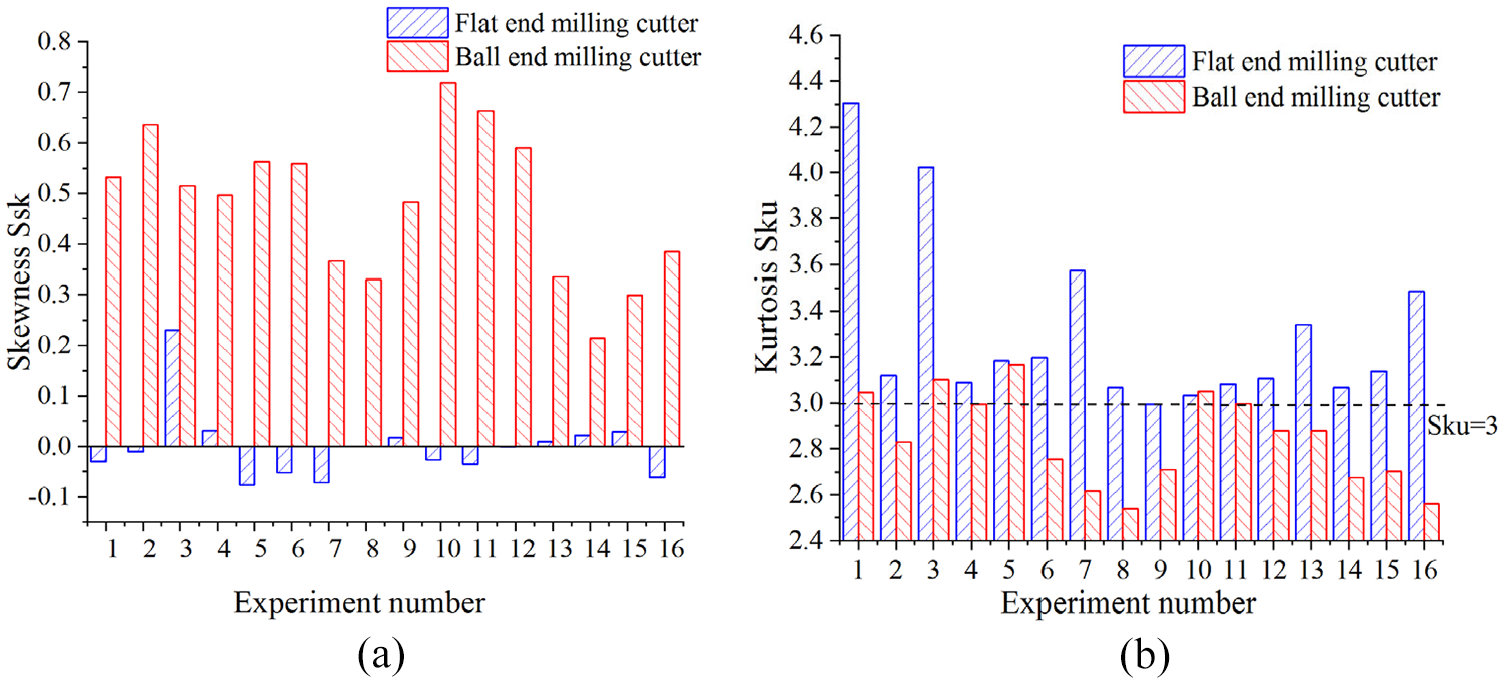
Statistical parameters of the machined surface: (a) the values of skewness and (b) the values of kurtosis.
As shown in Figures 8 and 9(a), when machining with flat end milling cutter, the skewness values of the surface are approximately zero, which means that the microscopic height distribution of the surface is much closer to Gaussian distribution and the surface texture tends to be more random (more micro geometrical features). The ADF of the machined surface obtained by the ball end milling cutter are positively deviated from Gaussian distribution, which indicates that the surface height region above the mean line has a higher probability density. In addition, the leptokurtic surface has a high Sku value (>3), while the platykurtic surface has a low Sku value (<3). Thus, it can be inferred from Figure 9(b), there are more sharp peaks on the surface machined by flat end milling cutter, which corresponds to the previous research 11 and the simulation results, as shown in Figure 9(a).
Conventional surface texture evaluation parameters are rarely associated with functionality-related performance. It is necessary to propose functional statistical parameters to characterize the corresponding functionality-related performance of the machined surface. In general, different microscopic height of the surface texture corresponds to different performance of the part. Therefore, the functional performance of the surface texture is evaluated through the bearing area curve (BAC), as shown in Figure 10.
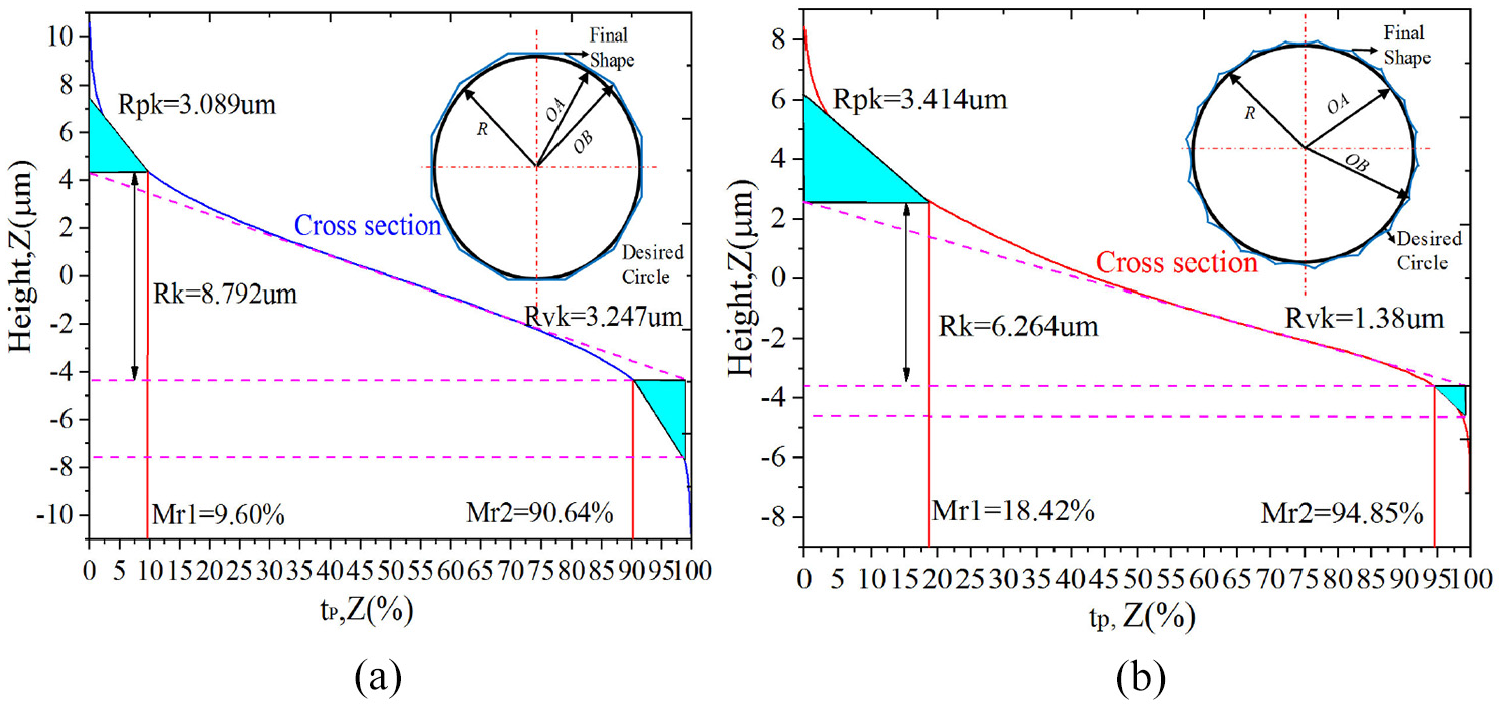
BAC under different cutting tools: (a) the BAC of flat end milling cutter and (b) the BAC of ball end milling cutter.
Functionally, reduced peak height
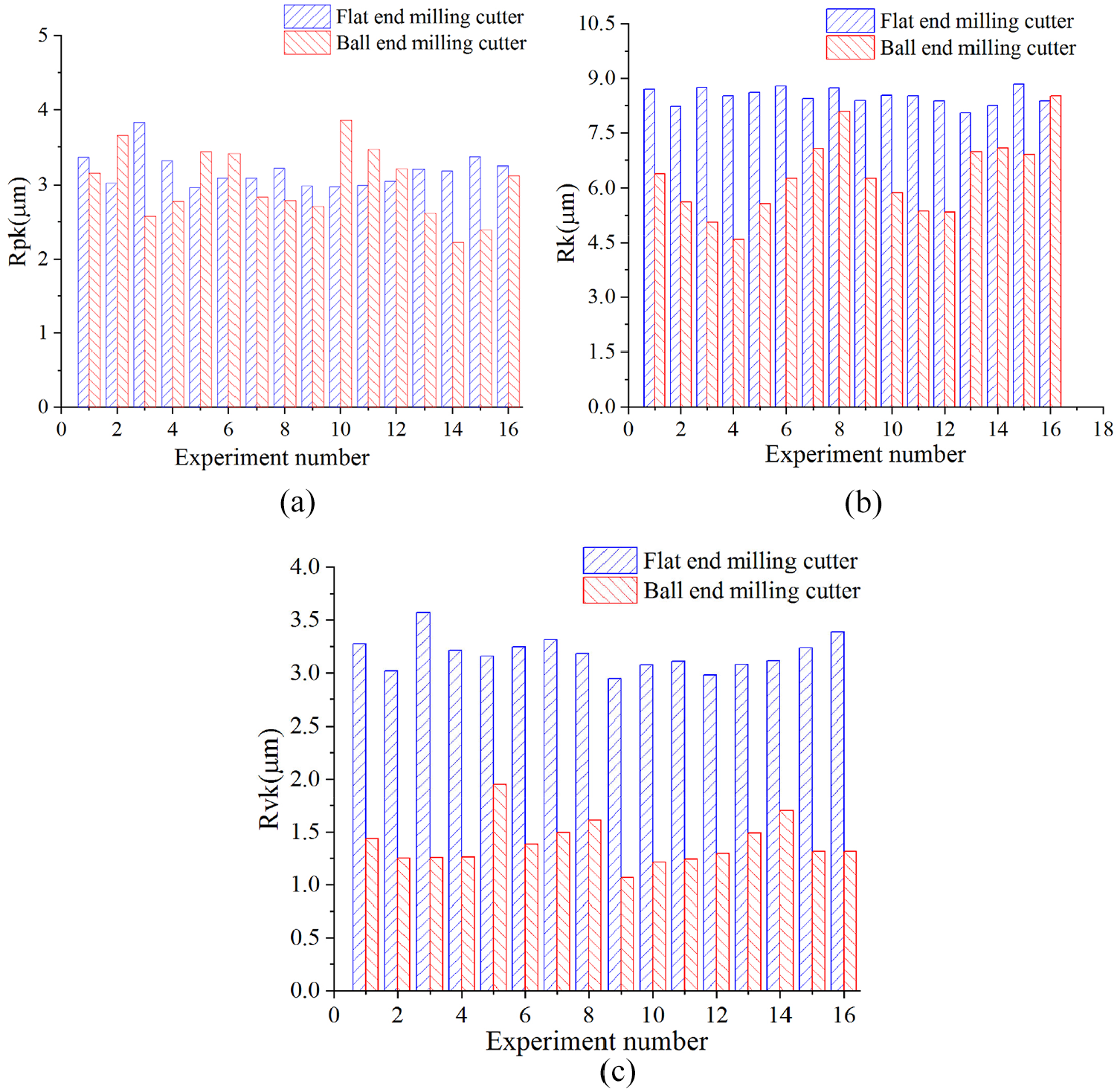
Functional statistical parameters under all cutting parameter combinations: (a) the values of
As shown in Figure 11(b) and (c), values of
Considering that micro eccentric shaft belongs to micro-small parts, the surface texture is often affected by the scale or resolution. Therefore, the surface texture is analyzed by the fractal dimension, as shown in Figure 12.
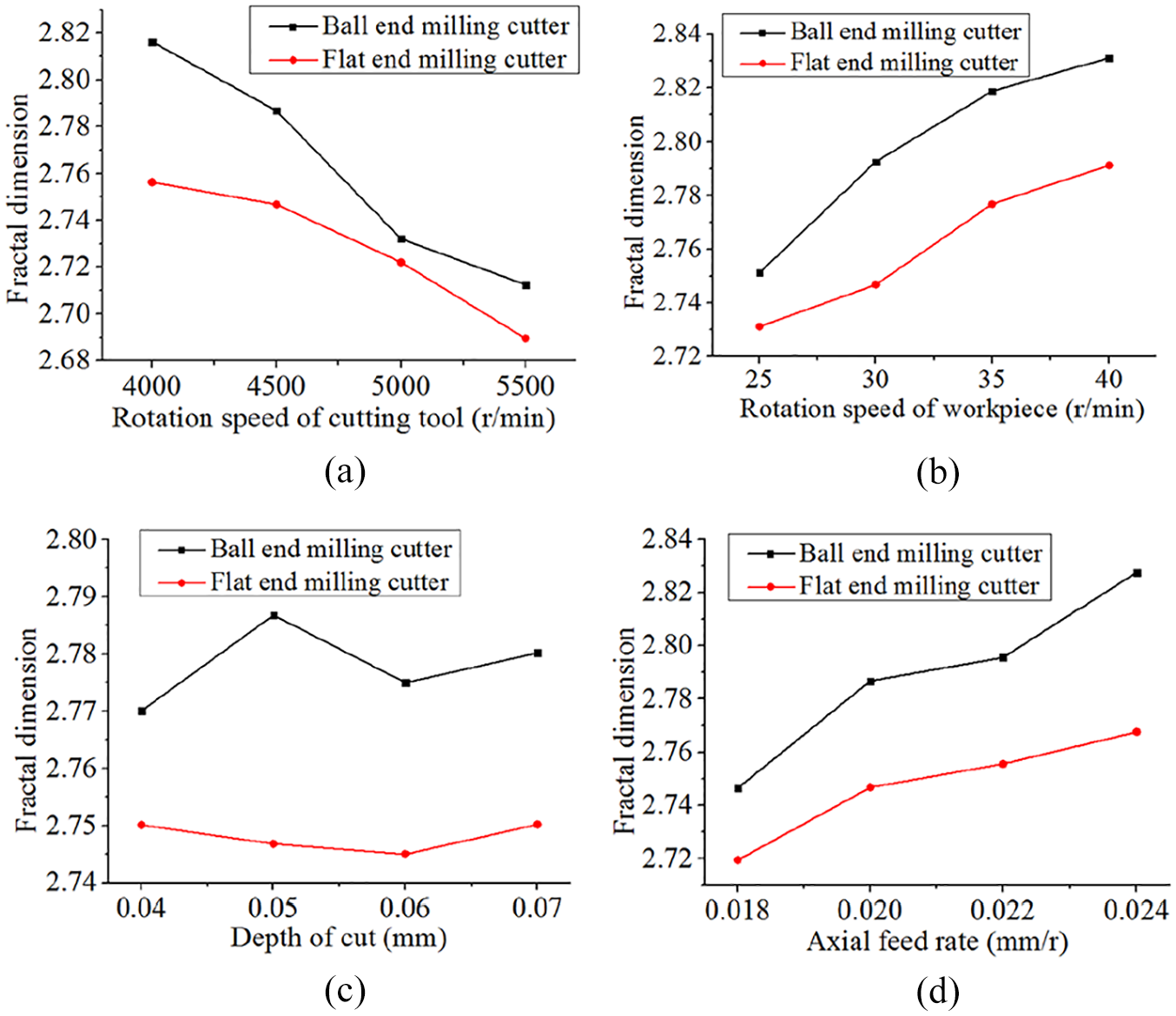
The relationship between cutting parameters and fractal dimension D: (a) the relationship between n1 and D,(b) the relationship between n2 and D, (c) the relationship between ap and D, and (d) the relationship between f and D.
It can be found that the value of the fractal dimension obtained by the ball end milling cutter is slightly larger than that of the flat end milling cutter. This suggests that the micro profile obtained by the ball end milling cutter is more regularity, while the profile morphology of the flat end milling cutter is more complex, and the surface profile has overall fluctuation.
Spectral analysis of the surface texture
Traditional surface evaluation parameters can’t explain the exact relations between process dynamic state and geometrical specification of the machined surface, 41 so the functional parameter PSD is introduced to study the spectral properties of the machined surface. The spectrum analysis process of surface texture is similar for each set of cutting parameters. Therefore, the cutting parameter combinations under variable axial feed rate are selected for analysis, as shown in Figure 13.
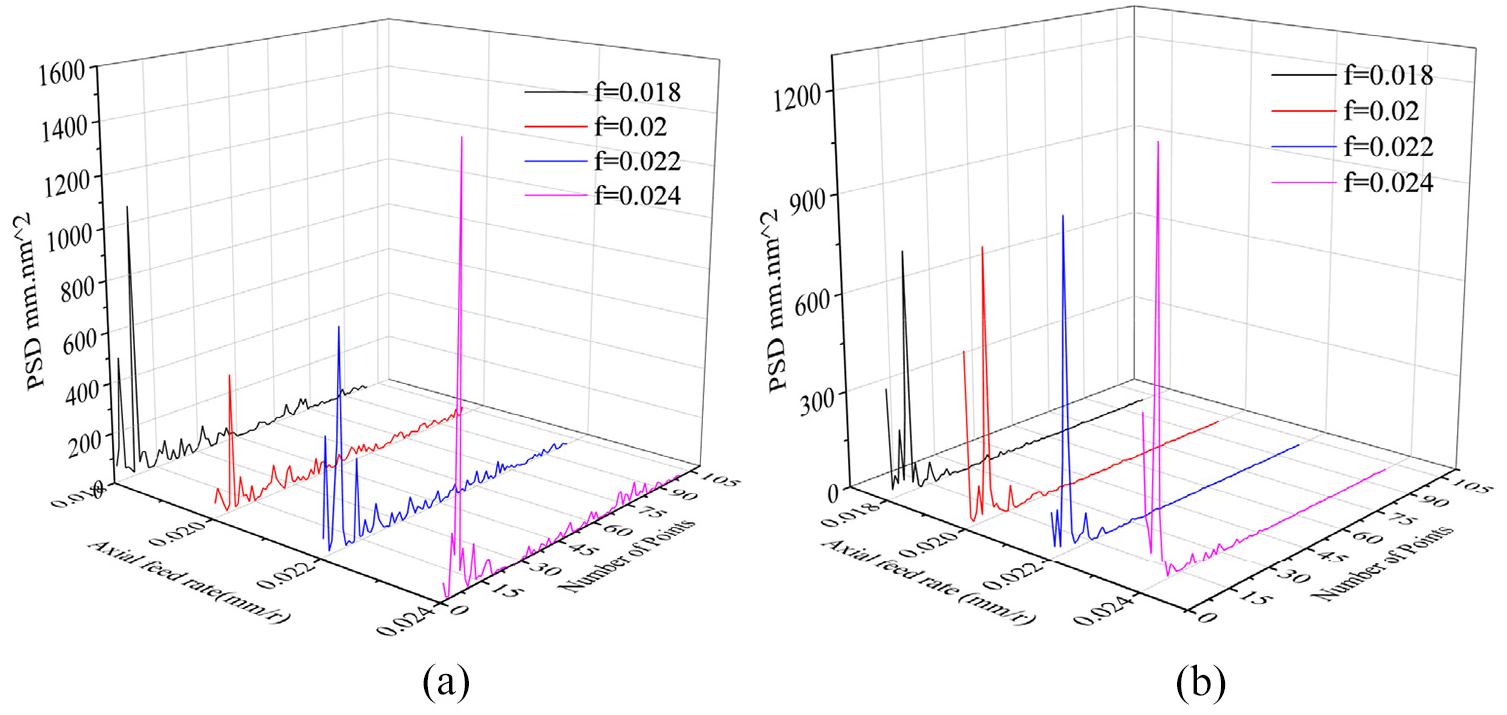
PSD analysis results under different cutting parameters: (a) PSD analysis results of flat end milling cutter and(b) PSD analysis results of ball end milling cutter.
As can be seen from Figure 13, in addition to the vicinity of the peak, the PSD curve of the surface obtained by the flat end milling cutter fluctuates in a zigzag manner, and the PSD curve of the surface obtained by the ball end milling cutter is relatively flat. It shows that the surface texture obtained by the flat end milling cutter has more micro geometrical features than that of the ball end milling cutter, which is consistent with the results of Figure 11(a) and the chatter is slightly larger in the orthogonal turn-milling process. Furthermore, both of the PSD have a dominant spatial frequency, which indicates that the surfaces have periodic microscopic structure, as shown in Figure 7.
From the results of PSD analysis, there are three apparent actual frequency characteristics corresponding to the surface obtained by different cutting tools, as shown in Figure 14. Furthermore, Continuous wavelet analysis can remedy the shortcoming of PSD in analyzing the continuity of frequency features, so the wavelet coefficients are extracted from the actual frequency characteristics using continuous wavelet analysis (CWT), and the frequency components are determined. The effect of cutting parameters on the microscopic profile is mainly reflected by the wavelength and amplitude of frequency characteristics. Corresponding to the flat end milling cutter, the frequency characteristic of 0.0092 μm−1 is the main factor affecting the surface texture. Similarly, the frequency characteristic of 0.0184 μm−1 is the main factor affecting the surface texture for ball end milling cutter, as shown in Figure 15. In addition, intermediate frequency characteristic is the most important factor to reflect the influence of cutting parameters and cutting vibration.
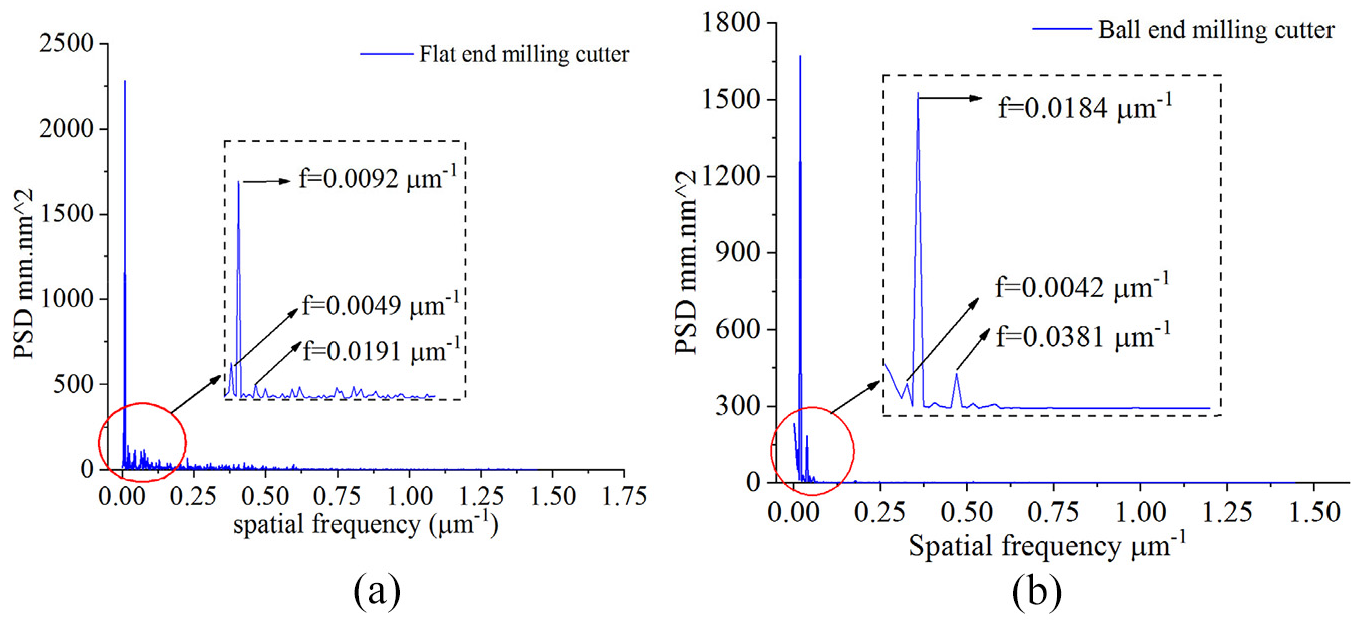
PSD analysis under different cutting tools: (a) PSD analysis of flat end milling cutter and (b) PSD analysis of ball end milling cutter.
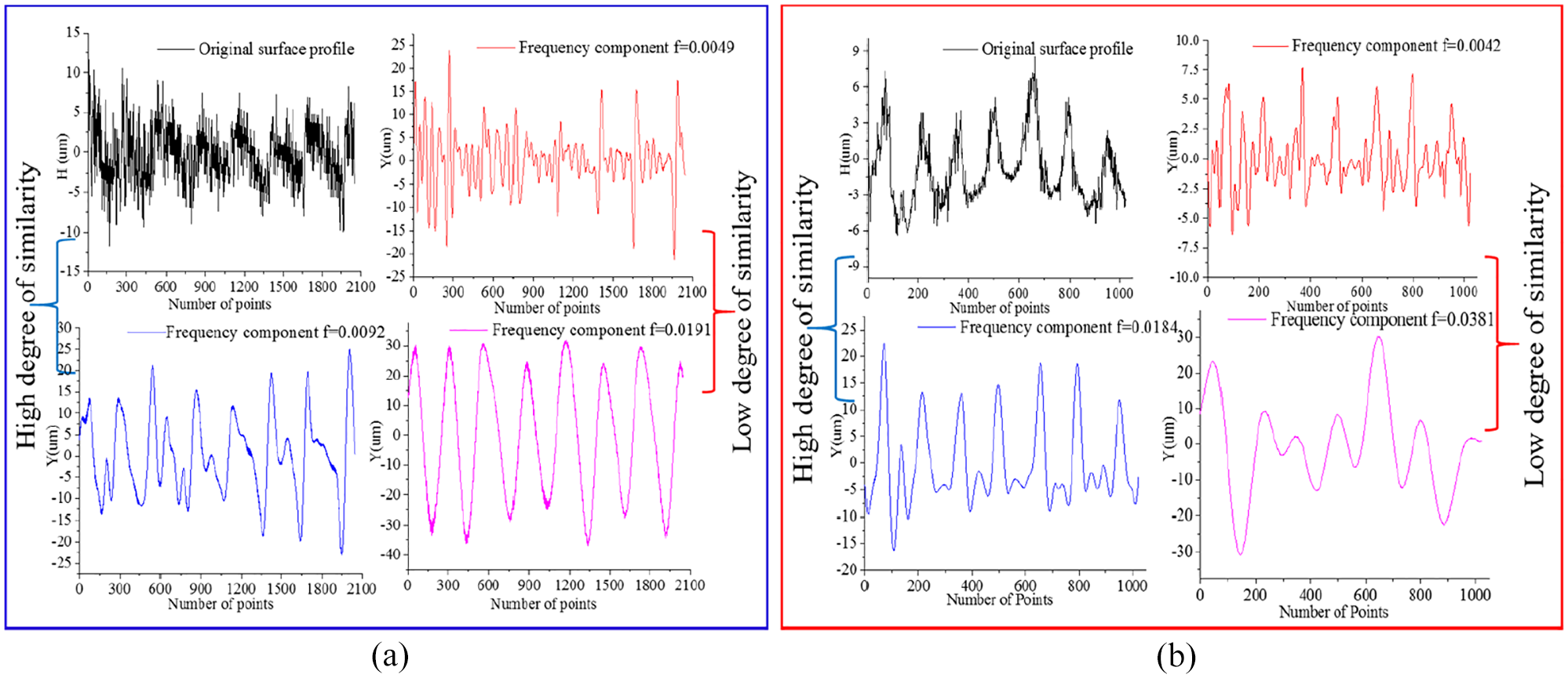
Wavelet analysis results under different scale factors: (a) CWT analysis of flat end milling cutter and (b) CWT analysis of ball end milling cutter.
Conclusions
Surface texture characterization plays an important part in describing surface micro geometrical features and determining surface functionality-related properties. In this paper, the surface texture obtained by different cutting tools during turn-milling of micro eccentric shaft is analyzed from the perspective of functional characterization parameters and statistical functions. The main conclusions can be summarized as follows:
The simulation of surface texture was carried out based on the theoretical model of the cutting edge trajectory model. The simulation results are in good agreement with the experimental results, which gives a satisfactory prediction of the real surface texture;
The microscopic height distribution of the surface machined by flat end milling cutter is much closer to Gaussian distribution, and there are more microscopic geometric features than that of the ball end milling cutter;
Compared with ball end milling cutter, the machined surface obtained by the flat end milling cutter has better load bearing, wear resistance, and lubricant or oil retention capability based on the BAC-related functional statistical parameters;
The influence of cutting parameters and vibration on machined surface can be reflected by intermediate frequency characteristic during machining process.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by “National Key Research and Development Program of China (2018YFB2002202)” and “National Natural Science Foundation of China (52075040, 52175376).”