
Abstract
In this article, formability of tailor laminated sheets in single point incremental forming (SPIF) is investigated using forming limit curve (FLC) and maximum formable wall angle determined theoretically and incremental sheet forming tests. Two different sheet materials namely aluminum alloy AA5083 and polycarbonate were laminated in two different configurations, that is, AA5083/PC, and AA5083/PC/AA5083. FLCs were determined for the laminated sheets using deformation instability method and compared to that of the base sheets. It was observed that formability of the laminated sheets was higher than that of the PC and AA5083 sheets for plane strain case. The maximum formable wall angle was determined by varying the wall angle till the onset of fracture through deforming the sheet into square pyramid shapes. Deformation depths at the onset of fracture for the incrementally formed laminated sheets got decreased with the increase of forming wall angle. Optical macrographs of the cross-sections of the deformed laminated sheets with maximum forming wall angles were taken, and variations of sheet thicknesses along the center line of the deformed sheets were compared for the different cases. Higher triaxiality of AA5083/PC/AA5083 sheet results in lower formability compared to AA5083/PC sheet obtained from membrane analysis. Formation of bump structure due to delamination during SPIF of laminated sheets could be avoided using proper selection of tool path.
Keywords
Introduction
Over the past decades, polymeric and metal-polymer laminated sheets have generated considerable interest as potential lightweight materials for structural parts due to lower density, higher specific flexural stiffness, better dent resistance, and better sound and vibration damping characteristics compared to the monolithic metallic sheets. Due to these advantages, metal-polymer laminated sheets are gaining increasing applications in aeronautical, marine, automotive, and civil engineering. Conventional forming processes like compression or injection molding for polymer materials need high temperature and are not suitable for large batch sizes mass production because of high investment cost for equipment and tooling. Due to this, conventional forming methods are not suitable for small batch production and rapid prototyping for polymer sheets. Incremental forming is a die-less technique, which requires a forming hemispherical tool and fixture to clamp the sheet and the desired tool path is given to localized deformation of the sheet using a CNC vertical milling machine or robotic arm. Single point incremental forming (SPIF) is widely used for making a prototype and small batch production of metallic sheets and recently non-metallic sheets like polymeric sheet are also formed by SPIF. Research works carried out on formability polymers, metals and metal-polymer laminated sheets reported in literature in past are discussed in the following section.
Franzen et al. 1 investigated formability of PVC sheet in incremental forming considering different sheet thicknesses, and showed that complex parts with high depths could be successfully formed. Martins et al. 2 investigated SPIF of five types of thermoplastic materials, and analyzed dimensional accuracy and surface quality with different types of defects like crack formation, wrinkling, and springback of the formed sheets. Among these materials, polyethylene and polyamide was found good for parts to be manufacture with large wall angles due to good ductility. Silva et al. 3 investigated formability of polyvinylchloride (PVC) sheets in SPIF using membrane analysis, and it was observed that PVC sheets could be formed into large draw angles and higher forming depths by SPIF. Marques et al. 4 investigated formability of different polymeric sheets, and it was observed that the SPIF could be used for polymer sheet components with large forming depths. The effects of various process parameters were explained by membrane analysis. Davarpanah et al. 5 studied the effects of tool rotational speed and incremental depth on failure modes of PVC and Polylactic acid (PLA) materials in SPIF. The earlier onset of wrinkling was observed for higher rotational speed. High void densities were observed for higher incremental depth in the formed sheets compared to that of the undeformed sheets. Koli and Kumar 6 investigated formability of PVC sheet considering various process parameters such as feed rate, spindle speed, tool diameter, and incremental depth. Higher formability was observed for lower tool diameter, and wrinkling defects in the formed sheet were observed for higher values of feed rate, incremental depth, and rotational speed. Durante et al. 7 investigated SPIF of PC sheets into different shapes such as cone, square, and triangular pyramid considering the effects of process parameters like tool diameter, sheet thickness, and geometry of the workpiece. Three different defects that is, thinning, twisting, and wrinkling were observed during incremental forming of PC sheet. Ambrogio et al. 8 investigated the effects of tool diameter, spindle speed, feed rate, and step depth on formability in hot incremental forming for polymethyl methacrylate (PMMA) thermoplastics. The forming of polymers was observed to be feasible in ISF process with glass transition temperature higher than the room temperature. Deterioration of surface quality of formed parts for higher rotational speed was observed. Bagudanch et al. 9 studied the formability of different polymeric sheet in SPIF process varying rotational speed of tool. Significant increase in formability was observed as increase in rotational speed with glass transition temperature higher than forming temperature for PC and PVC sheet. The failure mode was ductile without necking and twisting for the material as glass transition temperature was higher and very close to process conditions, respectively. Zhu et al. 10 presented a review on effects of different process parameters on forming, deformation mechanism, different failure modes and forming quality as surface finish, and geometrical accuracy for thermoplastics materials in ISF processes. Durante et al. 11 investigated effect of cold rolling process on formability of PC sheet in SPIF process. Decrease in ductility and formability was observed for cold rolled sheet compared to that of parent sheet. Sridhar and Rajenthirakumar 12 investigated the applicability of incremental forming to make products of polymeric sheets, experimentally and numerically. Thickness distribution, percentage thinning, and failure predicted by simulation were in good agreement with the experimental results. SPIF of monolithic metallic sheets of different materials was also investigated considering different processing conditions. Parametric study and multi-objective optimization of formability of aluminum alloy sheet in SPIF were investigated by Maji and Kumar. 13 Theoretically predicted forming limit curves for different aluminum alloy sheets (AA6061, AA5083, AA7075) using deformation instability method14–16 were observed to be higher compared to the experimental values predicted by incremental sheet forming tests as reported by Do et al. 17 Maji et al. 18 also studied the effect of friction stir welding on formability in SPIF process for AA5083 sheet and lower formability of the welded sheet was observed compared to the base sheet material. Asghar et al. 19 developed a mathematical model based on mechanics to improve the dimensional accuracy in SPIF process for sheet metal deformed parts. Adams and Jeswiet 20 presented the design guidelines and developed intermediate models for multi-pass forming. Basak et al. 21 found higher formability for lower tool diameter and step depth, while higher feed rate increased productivity at the cost of surface quality in SPIF of AA6061 sheet. Kathalingam et al. 22 achieved higher formability with good surface finish and less forming time in case of MPIF compared to that of SPIF process. Incremental forming of laminated sheets made of metallic and polymeric sheets was also studied by researchers as discussed below.
Leu 23 studied shear failure of steel/polymer/steel laminated sheet for automobile bumper in single stroke forming using simulation. The process used to manufacture automobile bumpers was found to be suitable. Ding et al. 24 reviewed and presented the different aspects related to fabrication, formability, and recent trends in developments of forming for fiber metals laminates. Better formability for laminates was observed at elevated temperature. Wu et al. 25 investigated the formability using instability mechanism based on Marciniak-Kuczynski method in incremental forming of laminated sheet. Forming limit predicted by model was found to be good correlation with the simulated results. Jackson et al. 26 studied incremental forming of sandwich panels for mild steel faceplates with a polypropylene core (MS/PP/MS), aluminum faceplates with a polypropylene core (Al/PP/Al), and stainless-steel faceplates and a stainless-steel fiber core (SS/SS fiber/SS). Sheet thinning and through-thickness strains were observed for the sandwich panels deformed by SPIF. Liu et al. 27 investigated formability of AA5052/polyethylene/AA5052 sandwich sheet using Nakazima tests and numerical simulation. Formability for AA5052/polyethylene/AA5052 sandwich sheet was observed to be higher than that of the monolithic AA5052 sheet and it increased with increase of polyethylene core layer thickness. Davarpanah and Malhotra 28 examined the effects of incremental depth, metal, and polymer thicknesses on formability and failure modes of metal/polymer laminated sheets during SPIF. The mode of failure was found to be dependent on the metal and polymer sheet thicknesses. Delamination and metal tearing work observed for the laminated sheet with thinner metal laminates, and galling of polymer with delamination and metal tearing were seen for thicker metal sheet. Miranda et al. 29 investigated formability of sandwich composite material composed of two interstitial free steel metal skins and a polymeric core through experiments and simulation. Premature fracture on the skin layer from the punch side was observed in the hole expansion test. Kumar 30 reported formability analyses of different tailored blanks made of metallic and non-metallic sheets in SPIF.
Hassan et al. 31 investigated the effect of pre-rolling temperature on bond strength and formability in SPIF process for steel/steel bilayer sheet. Bond strength and formability was observed to be increased as the pre-rolling temperature increases. Al-Ghamdi and Hussain 32 predicted the through thickness stress-gradient for Cu/steel laminated sheet in ISF process. The tensile strength of deformed laminated sheet was found to be increased due to increase in stress gradient across the thickness of the sheet. Liu and Li 33 investigated formability, thickness variation, forming force, and surface roughness in SPIF of bimetal composite sheet made of copper and aluminum considering different process parameters such as step-down size, feed rate, and tool diameter. Variation of the output parameters for various input process parameters in case of the bimetal composite were seen to be similar to that of the single-layer sheet. Higher formability and forming force were found for Al/Cu than Cu/Al layer arrangement due to stronger Cu on the exterior layer undergoing higher stretching action. Abd Ali et al. 34 investigated the effects of layer arrangement, tool diameter, and step depth on formability of Al1050/SUS304 bimetallic sheet using experiments and FEM simulations. Formability of SUS/Al sheet was found to be higher than that of the Al/SUS sheet for different tool diameters and layer arrangements. The fracture was observed on the steel side for both the arrangement due to the less area reduction in case of SUS compared to the Al layer. Chang and Chen 35 observed an increase in formability of AA2024 and AA7075 sheets in case of three sheet incremental forming (TISF) through investigation of deformation mechanism by membrane analysis and numerical simulation. Better surface quality was obtained for deformed sheet by TISF compared to that achieved in conventional incremental forming process due to indirect contact of sheet and tool. Taherkhani et al. 36 investigated the single and multi-objective optimization of process parameters using genetic algorithm for better dimensional accuracy and good surface quality for manufactured products in SPIF. The accuracy of the model was able to set the proper process parameters for the process. Gohil and Modi 37 reviewed and presented the recent development and summarized the effect of process parameters on performance of ISF process.
Based on the above literature review the following objectives have been set for the present investigation. Formability of tailored laminated metal and polymer sheets with different combinations are investigated through prediction of forming limit curves and maximum formable wall angles and compared to that of the individual sheets. Deformation mechanism of tailored laminated sheet in SPIF process is investigated using membrane analysis. Thickness variation and different failure modes for the deformed sheet of tailored laminated sheet by SPIF are also studied.
Experimental work
This section describes the sheet laminations process to prepare metal-polymer laminate, tensile testing of the laminated sheet samples, and incremental sheet forming tests of the laminated sheets.
Aluminum alloy AA5083 (M) and polycarbonate (P) sheets were laminated using neoprene adhesive (3M Scotch-weld 1300) to produce tailored laminated sheets into two configurations of metal/polymer laminates, that is, AA5083/PC (M/P) and AA5083/PC/AA5083 (M/P/M). Surfaces of both sheet materials were cleaned using methyl ethyl ketone and after that, the adhesive was applied on both the cleaned surfaces before the lamination. The sheets after application of adhesives were kept under uniform load for about 24 h to get the materials joined properly. Similarly, tailored laminated M/P/M sheets were also produced keeping PC material in between two layers of metallic AA5083 sheets. Laminated M/P and M/P/M sheets are shown in Figure 1(a) and (b), respectively. The polycarbonate (P) sheet of 1.5 mm thickness and aluminum alloy AA5083 sheets of 1 mm thickness were taken in this study.
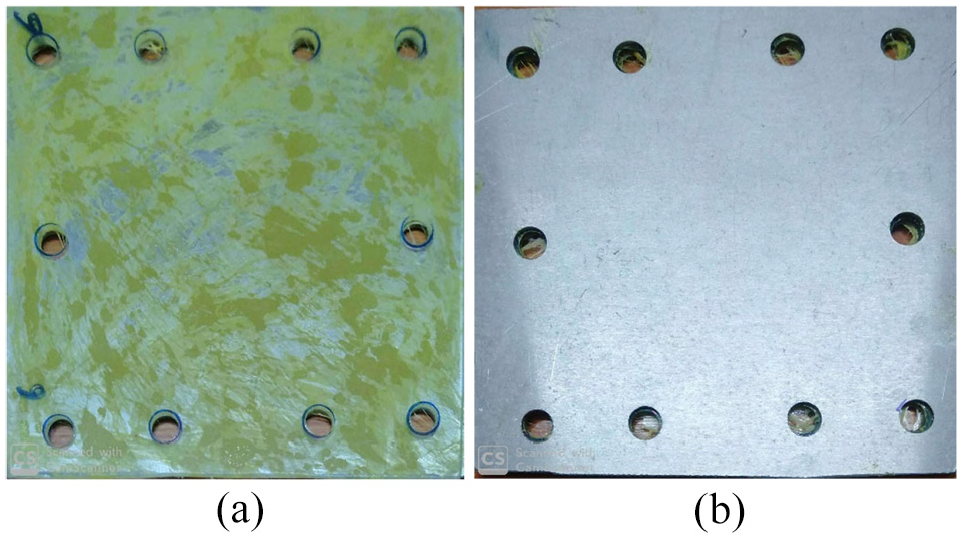
Laminated sheets: (a) M/P and (b) M/P/M.
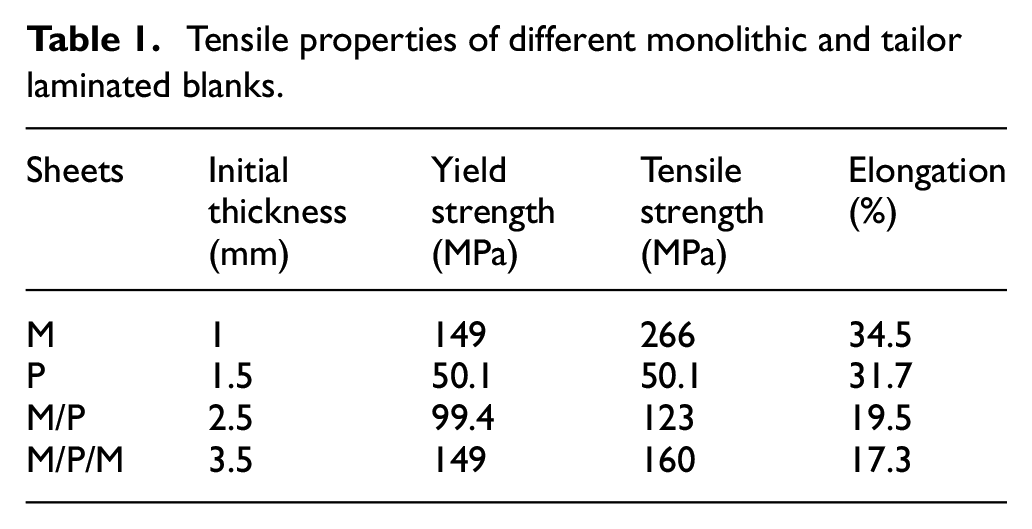
The tensile test samples were fabricated after laminating the sheets as shown in Figure 2(a), and tensile tests were performed in a tensile testing machine (Model: H50KS, Make: Tinius Olsen) with a cross-head speed of 1 mm/min at room temperature. The fractured samples after the tensile test are shown in Figure 2(b). The mechanical properties of monolithic polymer, metallic, and tailored laminated sheets are presented in Table 1.
Tensile properties of different monolithic and tailor laminated blanks.
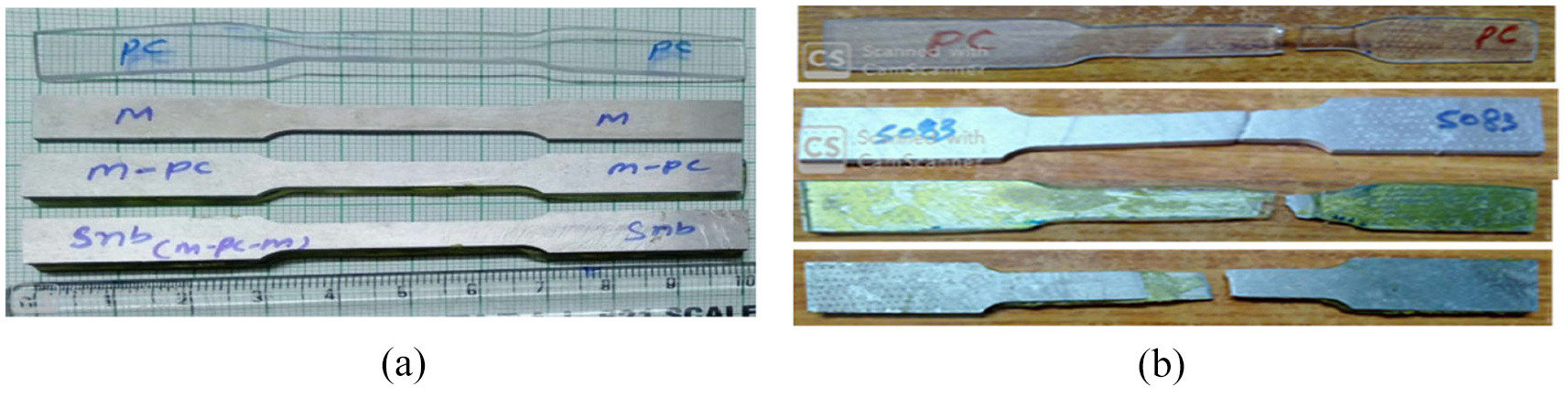
Tensile test specimens: (a) before and (b) after fracture for P, M, M/P, and M/P/M sheets.
The required fixture setup was fabricated for clamping and incrementally forming the sheets. Experiments on SPIF of tailored laminated blanks (TLBs) were performed in a three-axis vertical CNC milling machine (Model No.-BMV 35 T12, Make-BFW). The experimental setup and tool used for the experiments are shown in Figure 3. Formability of the monolithic and laminated sheets was determined in terms of forming limit curves (FLCs) experimentally and theoretically. FLCs represent the plot of major and minor limit strains up to which a material can be deformed without any failure or necking. FLCs were determined for M, P, tailor laminated M/P and M/P/M sheets after deforming the sheets into square pyramid, two-wing and four-wing stars shapes
36
to get limit strains varying from plane strain to equibiaxial stretching modes. The values of input process parameters, that is, 6 mm tool diameter, 0.25 mm incremental depth, 1000 rpm rotational speed, and 500 mm/min feed rate were set for the incremental sheet forming tests. The sample surfaces were screen printed of 1 mm diameter circular marks uniformly before ISF tests. Major and minor diameters of the deformed sheets near fracture zone after SPIF process were measured using the ImageJ software and corresponding major and minor strain values were calculated using logarithmic strain as
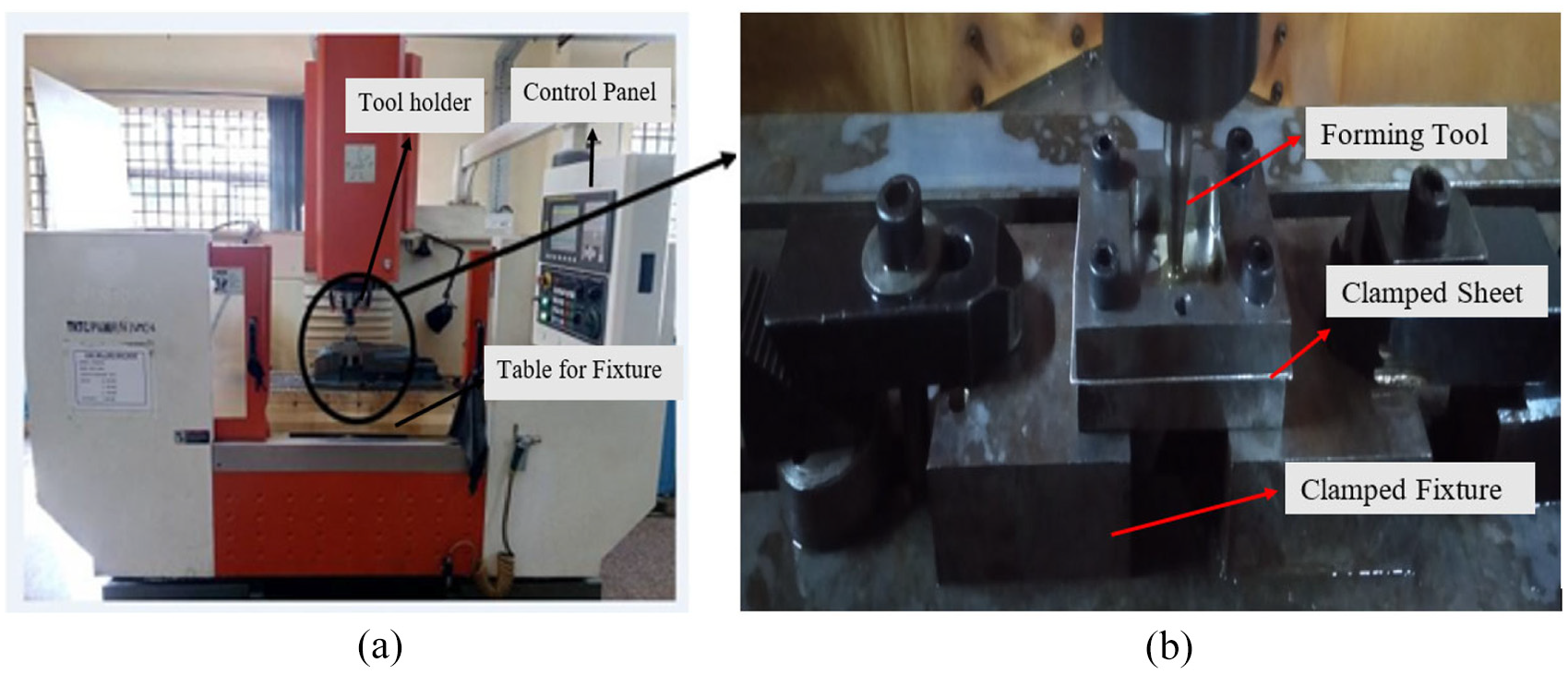
Experimental setup (a) CNC vertical milling machine, and (b) tooling.
Deformation instability method
In this section, theoretical predictions of forming limit strains and forming limit curves in SPIF using deformation instability method is explained. In SPIF process, deformation takes place in tool-sheet contact zone (CZ) and adjacent wall of tool-sheet contact zone called as neighboring noncontact zone (NZ), indicated by “A” and “B,” respectively as indicated in Figure 4. In CZ, the sheet is stretched and bent around the tool and deformation occurs due to combined stretching and bending action during the process. Two forces, namely forming and supporting force are acted in region A and B denoted by
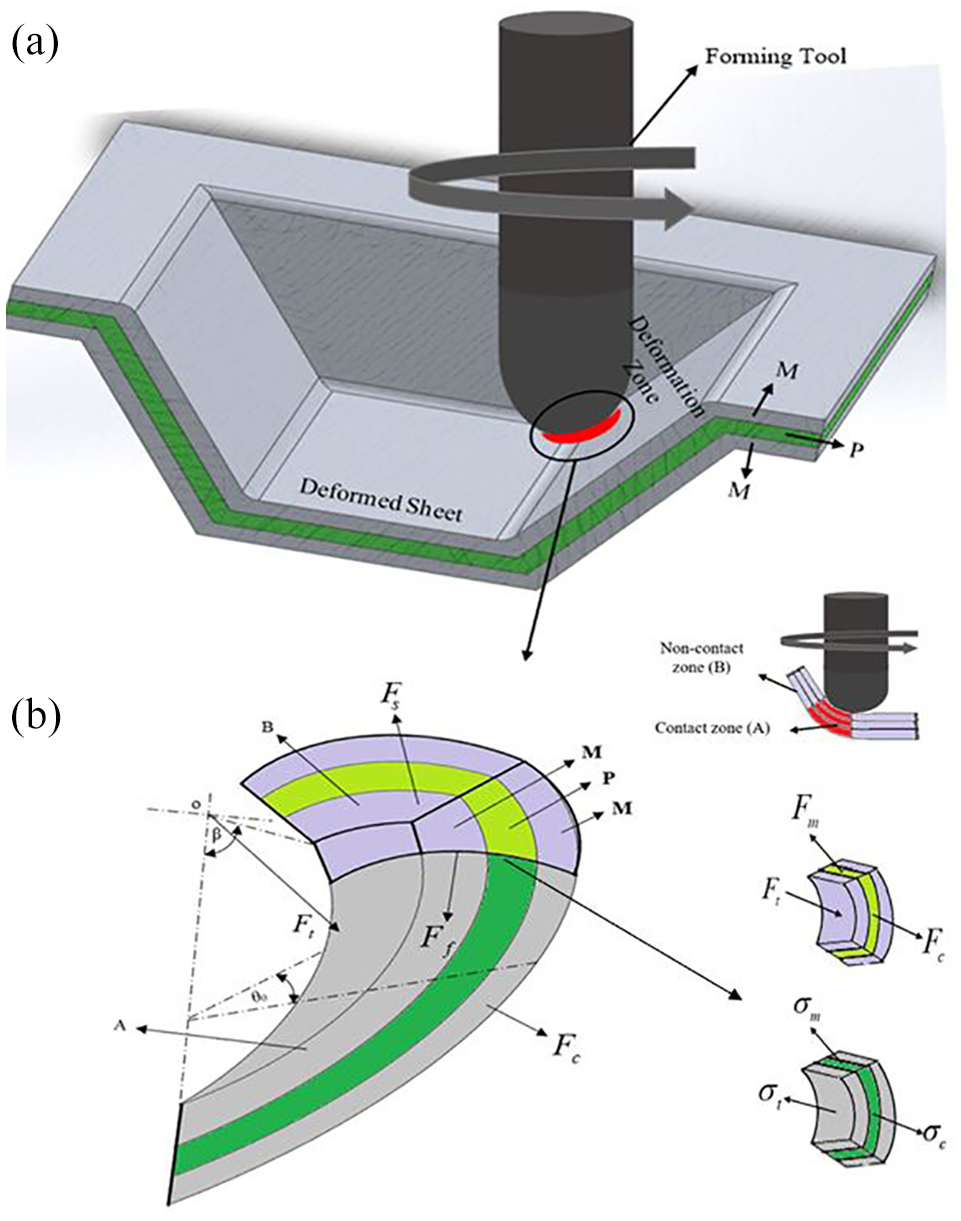
Schematic for SPIF of: (a) tailor laminated sheet and (b) forces acting on the element.
The deformation is stable if the forming force induced by CZ is balanced by the sufficient supporting force of NCZ and material deforms elastically. If forming force becomes more than the supporting force then material of NCZ reaches the yielding strength, it begins to deform plastically as the tool progresses downward. Plastic instability occurs in NZ, when forming forces becomes higher than the supporting forces as the deformation progresses which results into the thinning of material in the NZ, high-stress accumulation and necking or fracture of the sheet material. The detail methods for calculation of forming and supporting forces in SPIF of monolithic sheets have been reported by authors.15,16 The friction and shear effect along the circumferential direction, elastic deformation in the NZ due to tool movement, and material anisotropy are neglected in this method.
The schematic of the deformation and forces acting on an element in SPIF of M/P/M sheet is shown in Figure 4. Forming force is calculated using the force equilibrium equation along thickness direction considering an element in the tool-sheet contact zone A. In an element in the CZ, the acting forces (
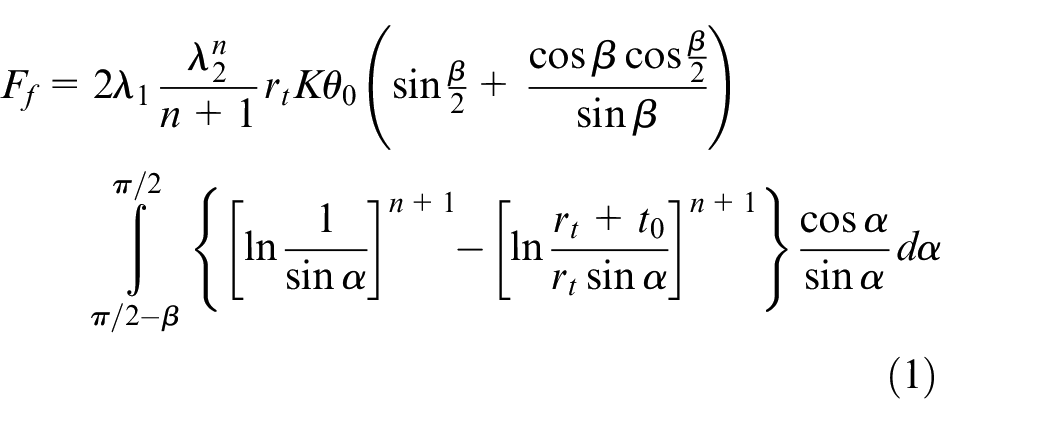
where K and n are strength coefficient and strain hardening exponent for materials, rt and t0 denote tool radius and initial sheet thickness, β denotes the forming angle,

The plastic instability criterion (
In CZ during SPIF, two types of deformation modes namely plane-strain and equi-biaxial stretching takes place depending on the amount of circumferential contact angle. Plane strain and equi-biaxial deformation occur if the circumferential contact angle is small and large, respectively. Material properties of sheets such as strength coefficient and strain hardening exponent are obtained using Hollomon’s power law from the fitted true stress-strain curve. A tool radius of 6 mm with different thicknesses of monolithic and tailor laminated blanks are used to get limit strains for plane strain and equi-biaxial stretching mode of deformations using the DIM.
Membrane analysis of tailored laminated sheet
Deformation and formability of TLBs were also analyzed using membrane analysis which is the extension of the previous work of Silva et al.
3
Sheet materials are deformed due to stretching by membrane forces acting between the tool-sheet contact area and the part of the sheet ahead of sliding tool in SPIF process. Plane strain and equi-biaxial stretching modes of deformation were observed during the SPIF process for flat and rotationally symmetric surfaces and corners, respectively. In SPIF process, shell elements are subjected to normal forces, shear forces, and bending moments. Assuming axial symmetry, low friction and bending moment were neglected in membrane analysis.
3
No strain hardening effect (rigid perfectly plastic) was considered for the material. Materials were assumed to be isotropic. Two components of stresses are acting due to friction at tool-sheet CZ, meridional component due to step or incremental depth and circumferential component due to circumferential feed and rotation of tool given as
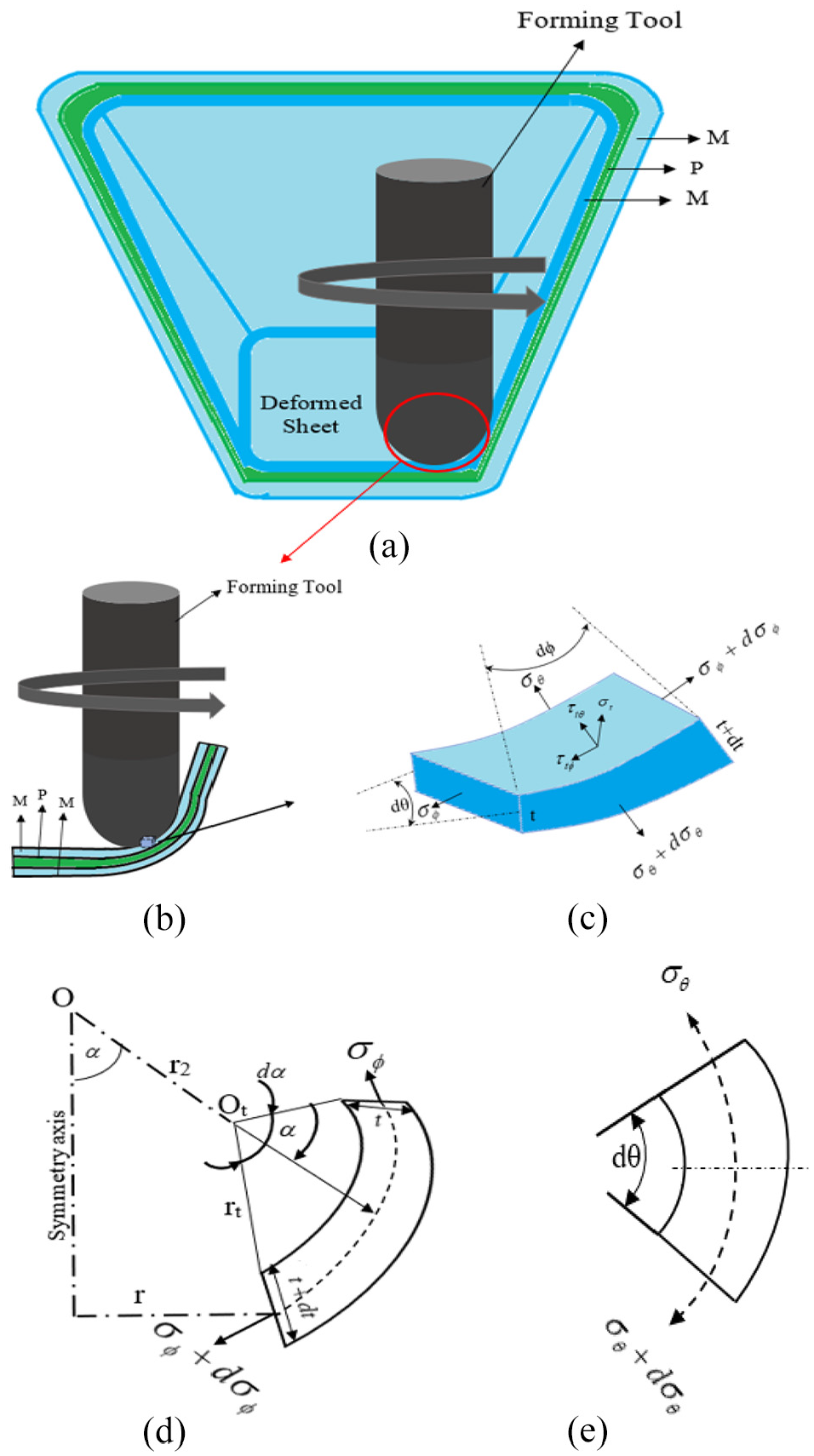
SPIF of TLB: (a) schematic, (b) exaggerated view of deformation zone, (c) stresses acting on the element, (d) axial meridional view, and (e) axial circumferential view.
Stress triaxiality (ratio of hydrostatic stress equivalent stress) to was represented as equations (3) and (4), for monolithic metallic and polymeric sheet, respectively following the Silva et al. 3


where
Force equilibrium along thickness direction for M/P blank is expressed in equation (5).
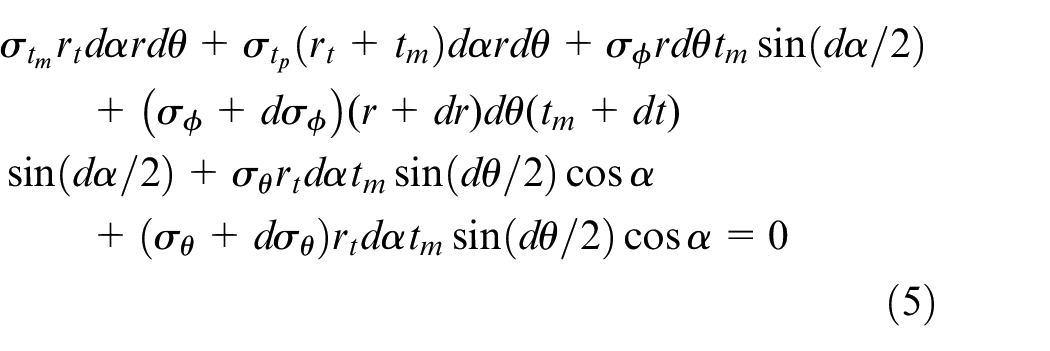
After neglecting higher order terms and taking

Similarly, force equilibrium along thickness direction for M/P/M blank is written in equation (7).
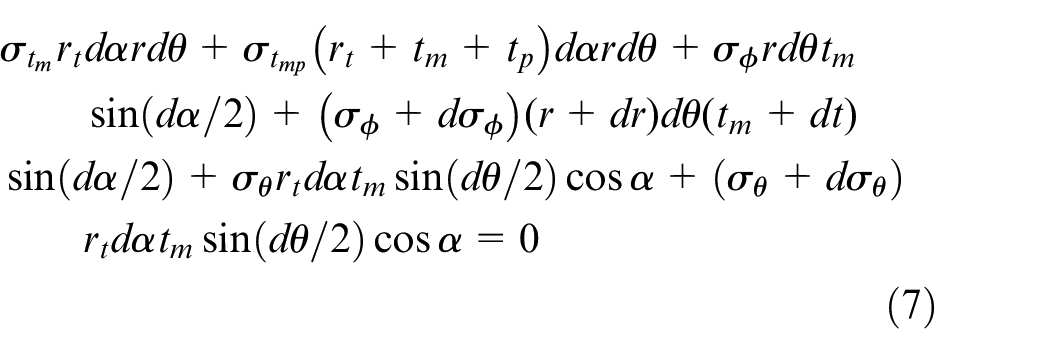
After neglecting higher order terms and considering

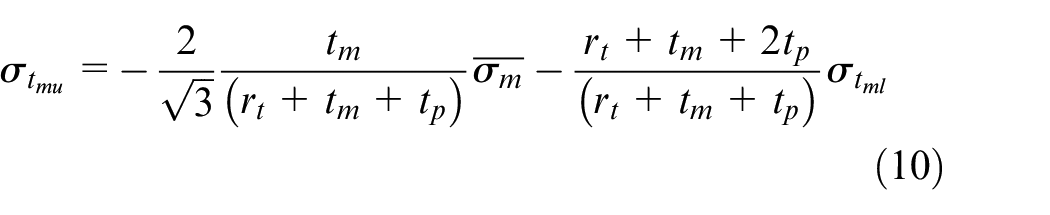
Stress components in meridional direction, through thickness shear due to lower and upper sheet on middle polymeric sheet were calculated following the derivation as in Chang and Chen 35 Meridional stress, through thickness stress under the tool on the middle polymeric sheet due to upper and lower metallic sheets were expressed in equations (9)–(11), respectively.


Relation between the circumferential stress with meridional and thickness stress was expressed in equation (12) and hydrostatic stress acting on the polymeric sheet was expressed in equation (13).


Stress triaxiality

Stress triaxiality values in the polymeric sheet for M/P and M/P/M blanks were calculated as given in equations (15) and (16), respectively.
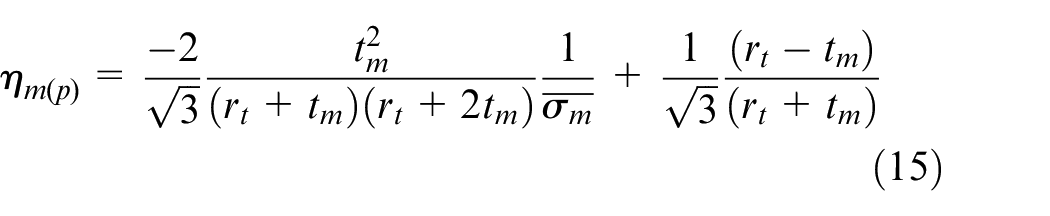
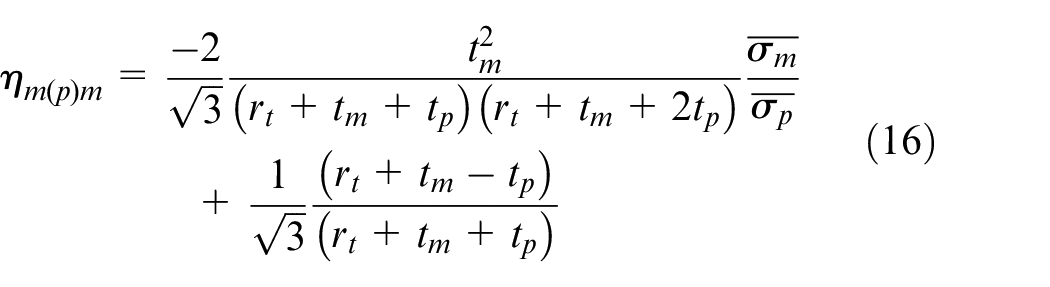
where
Results and discussion
Formability of tailor laminated blanks M/P and M/P/M were investigated using the forming limit curve (FLC) and maximum formable wall angle in SPIF and compared to that of the individual M and P. Fracture depth of deformation for different wall angles was also presented for all the sheets. Thickness distribution for the TLBs along the deformed depth was measured and compared with theoretical thickness variation obtained using the sine law.
Formability analysis
The true stress-strain curves of the TLBs that is, M/P and M/P/M along with the monolithic metallic and polymeric sheets are shown in Figure 6. Strength coefficient and strain hardening exponent were obtained from the fitted true stress-strain curves using Hollomon’s power law of the sheets as shown in Figure 6 and Table 2.
K and n values for M, P, M/P, and M/P/M using Hollomon’s power law.
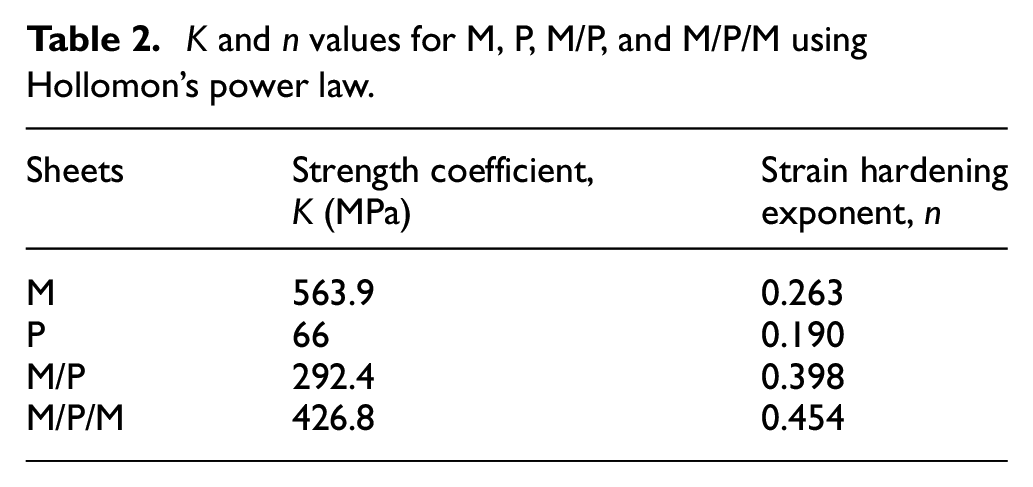
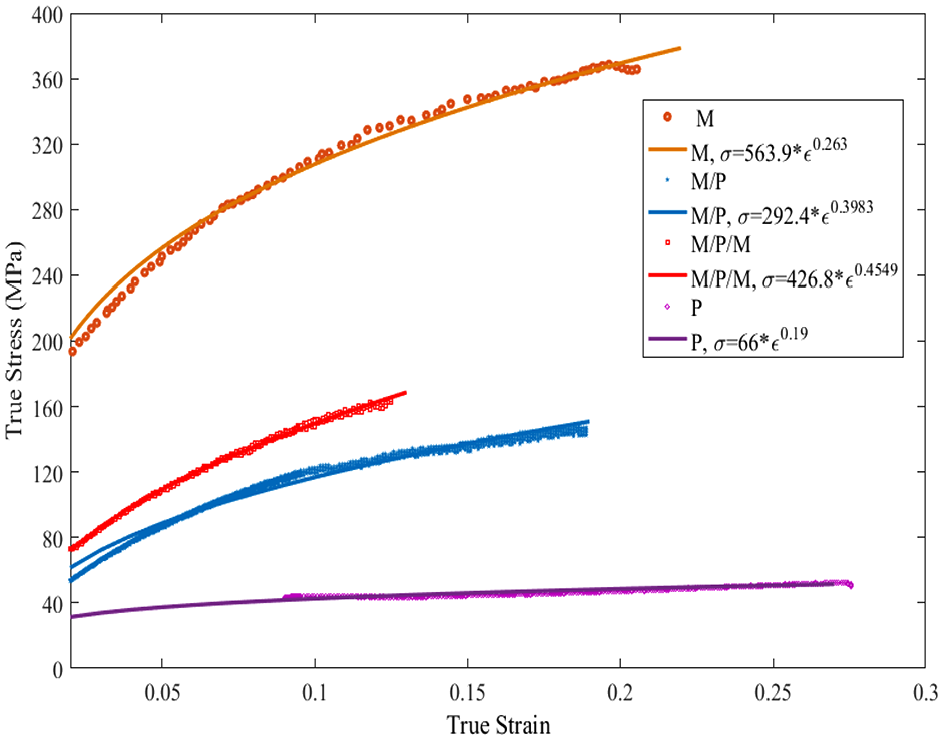
True stress-strain curves with the fitted curves for M, P, M/P, and M/P/M sheets.
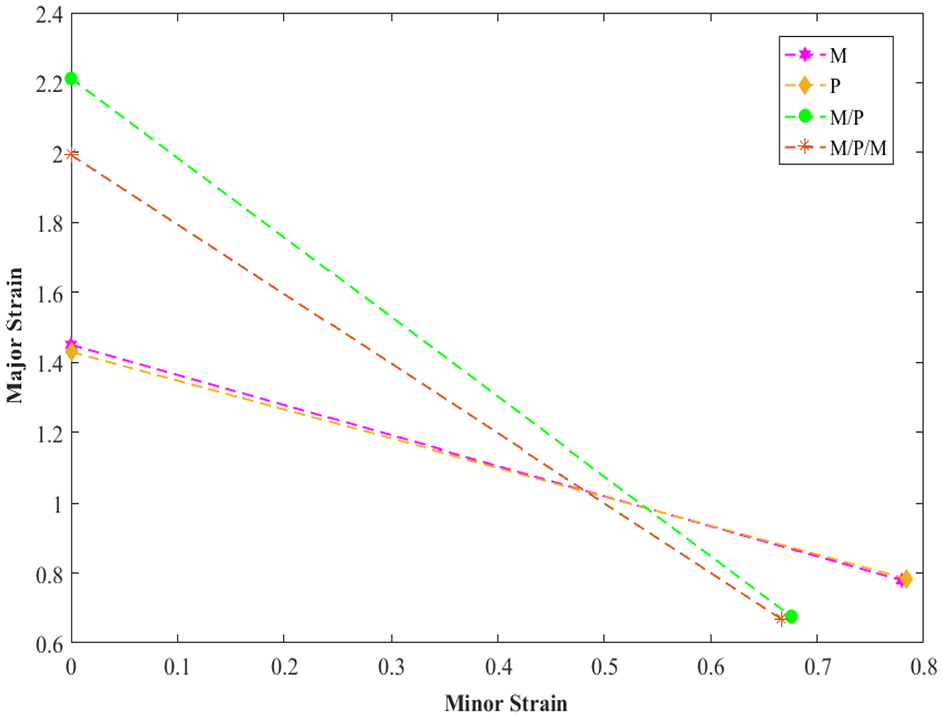
The TLBs were deformed into two wing and four wing star shapes 17 to obtain plane strain and biaxial deformation modes. The deformed samples into four wing star shapes are shown in Figure 7. The deformed samples in ISF tests were measured using ImageJ software to obtain the limit strains values in SPIF. Experimental FLCs for all the sheets are plotted in Figure 8. Limit strains are expressed as different dotted points and corresponding fitted FLCs lines as shown in Figure 8. Higher FLCs was observed for M while lowest for P material for the combinations due to higher ductile nature for metallic sheet compared to that of the polymeric sheet.
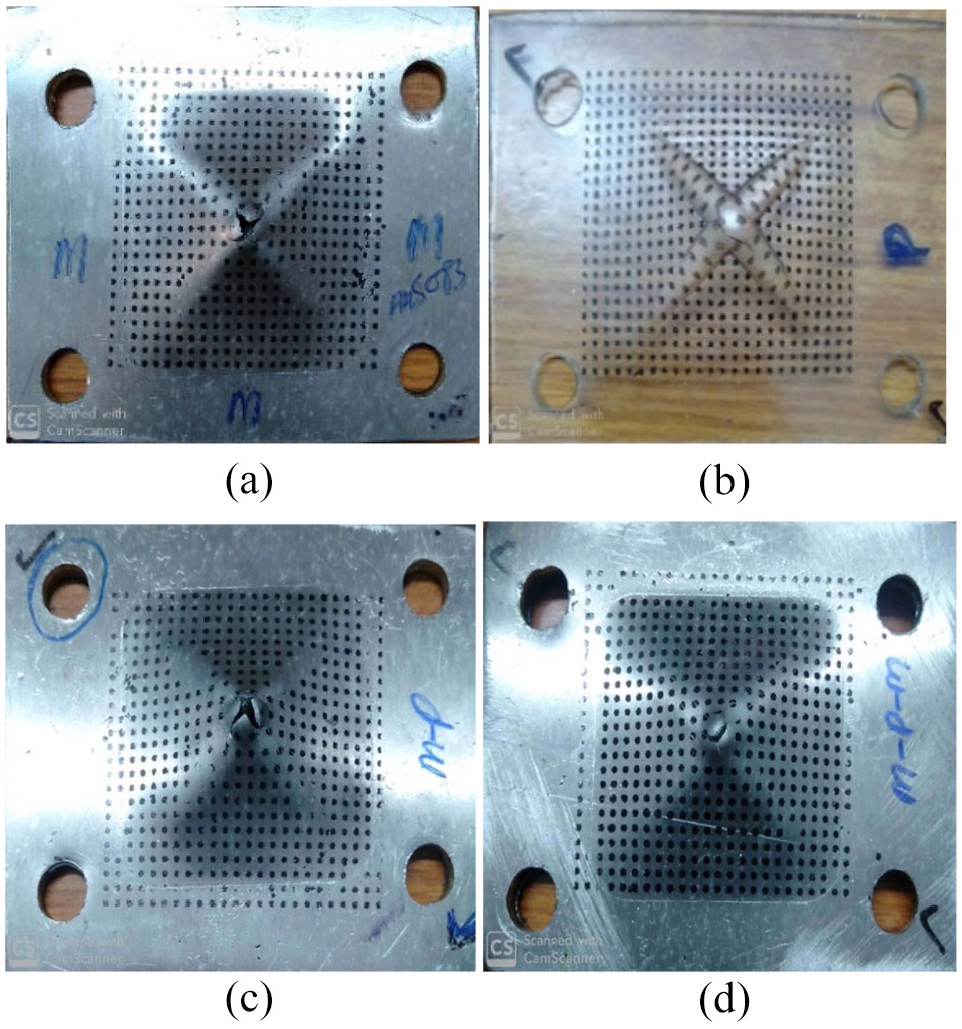
Deformed samples for FLC prediction: (a) M, (b) P, (c) M/P, and (d) M/P/M sheet.
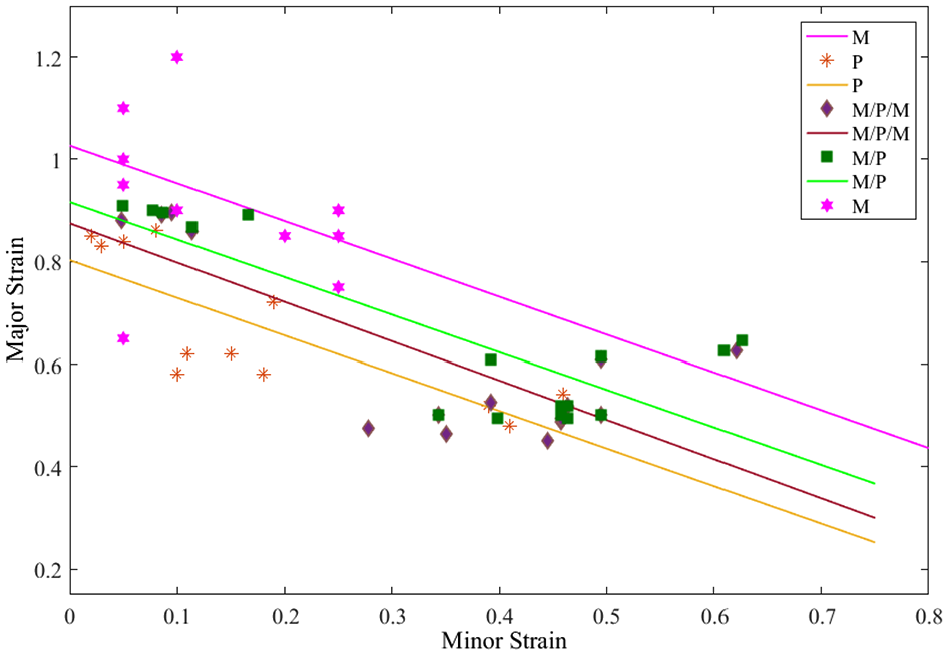
Experimental FLCs for M, P, M/P, and M/P/M sheet.
FLCs of monolithic sheets and TLBs were also predicted theoretically using DIM method. The calculated critical wall angles and limit strains for the blanks are shown in Table 3. Theoretical FLCs are shown in Figure 9. Theoretically predicted FLCs for AA5083 using deformation instability method was observed to be higher compared to experimental FLCs for the blanks.
Critical wall angle and limit strains using DIM.

Theoretical FLCs for M, P, M/P, and M/P/M sheet.
The polymeric P, metallic M, tailored laminated M/P and M/P/M blanks were incrementally deformed in the square pyramid shape with 55° wall angle as shown in Figure 10. The initial working dimensions for deformation of the sheets was considered as 72 mm × 72 mm which got deformed by varying the wall angle according to tool-path and a 20 mm × 20 mm was kept undeformed. To determine the maximum formable wall angle for the material, wall angles were gradually increased till fracture. P material was deformed starting from 55° wall angle with an interval of 2.5°. The material got fractured for a 60° wall angle at a depth of 12.5 mm but successfully deformed for the 55° wall angle for P material as shown in Figure 10. Similarly, maximum formable wall angle for metallic sheet M was formed to be 60°. Laminated and sandwich sheets were also deformed at a 55° wall angle. The different modes of failures were observed at the tool-sheet contact surface of the TLBs without any defect on the outside surface of M material shown in Figure 10(c) and (d).
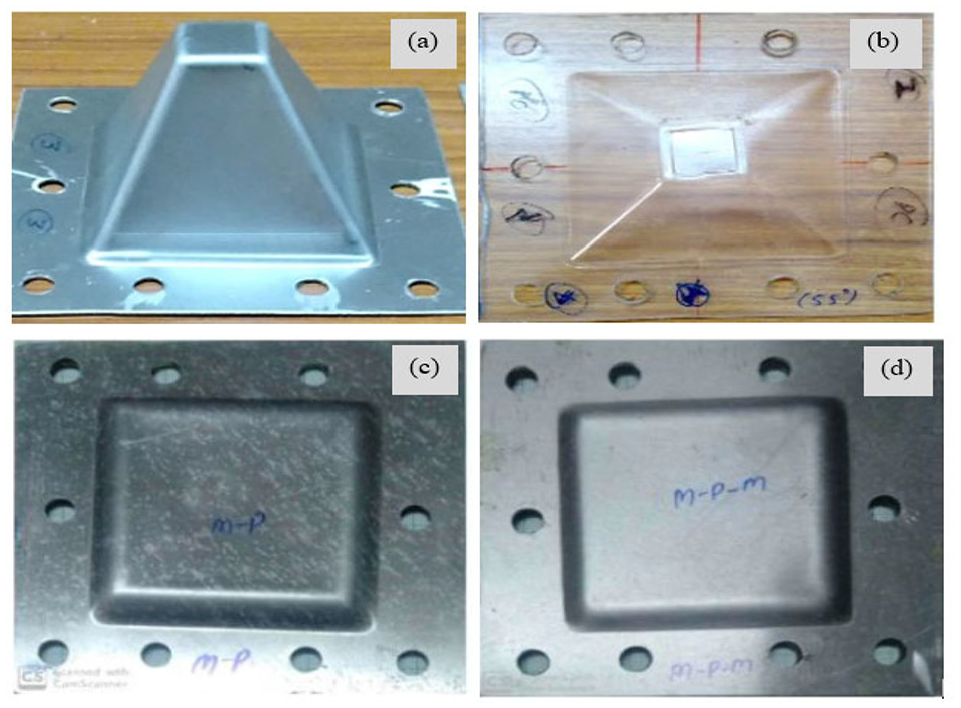
Deformed samples height for (a) M, (b) P, (c) M/P, and (d) M/P/M sheets for wall angle of 55°.
Deformed depths upto failure or fracture for different wall angle of M, P, M/P, and M/P/M sheets in SPIF process are shown in Figure 11.
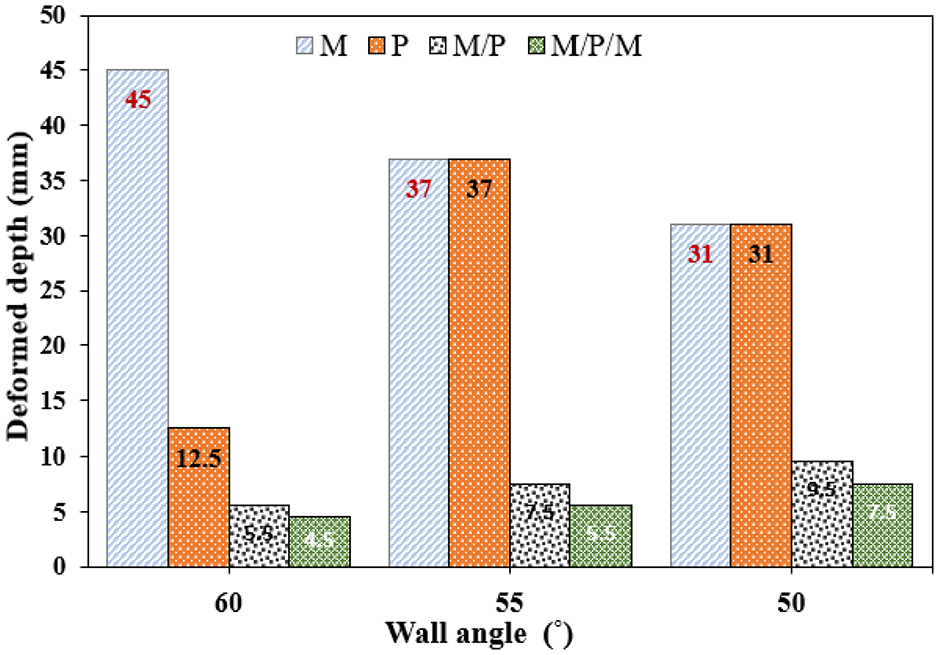
Wall angle versus deformed depth for M, P, M/P, and M/P/M sheets.
Stress triaxiality ratio values for the laminated M/P and M/P/M blanks were calculated layer wise and average values were taken as explained in page no. 15 of the revised manuscript. Comparison of stress triaxiality ratio for M/P and M/P/M sheet are shown in Figure 12. The calculated triaxiality value was higher for M/P/M sheet compared to that of M/P sheet due to additional pressure caused by lower sheet which increased hydrostatic pressure and increased triaxiality ratio. Higher triaxiality ratio for M/P/M sheet compare to that of the M/P sheet caused lower formability for M/P/M sheet.
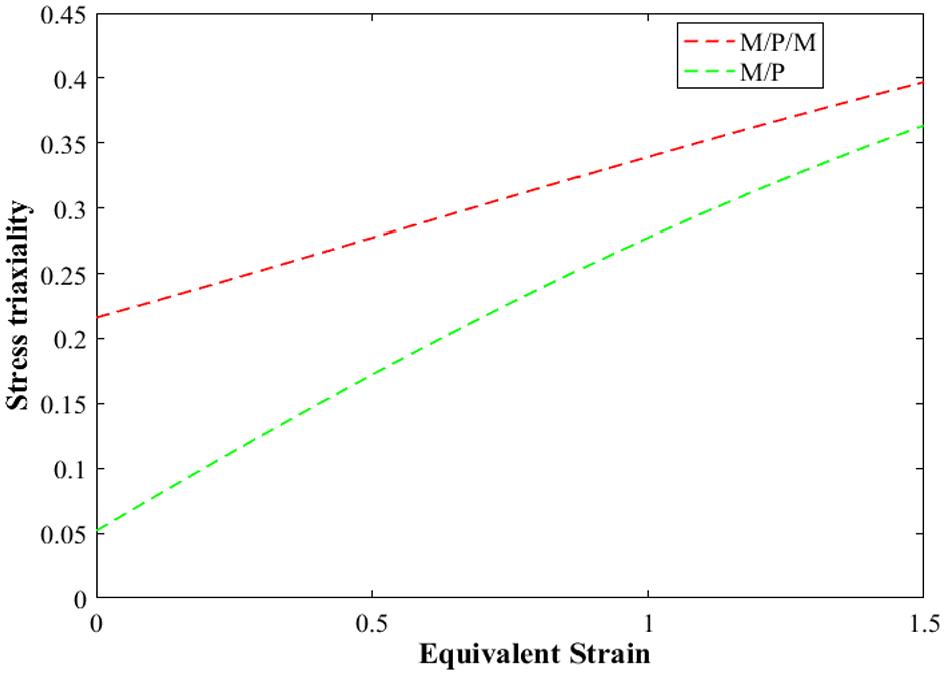
Comparisons of stress triaxiality for M/P, M/P/M.
Thickness variations of the TLBs that is, M/P and M/P/M were measured using an optical microscope as shown in Figures 13 and 14, respectively. Higher thickness reduction was observed on the tool-sheet contact side sheet while less thickness reduction on outside sheet for M/P sheet. Similarly, large reduction in sheet thickness for tool-sheet contact side was observed while less reduction of thickness for intermediate polymeric and bottom metallic sheet for the M/P/M blank.
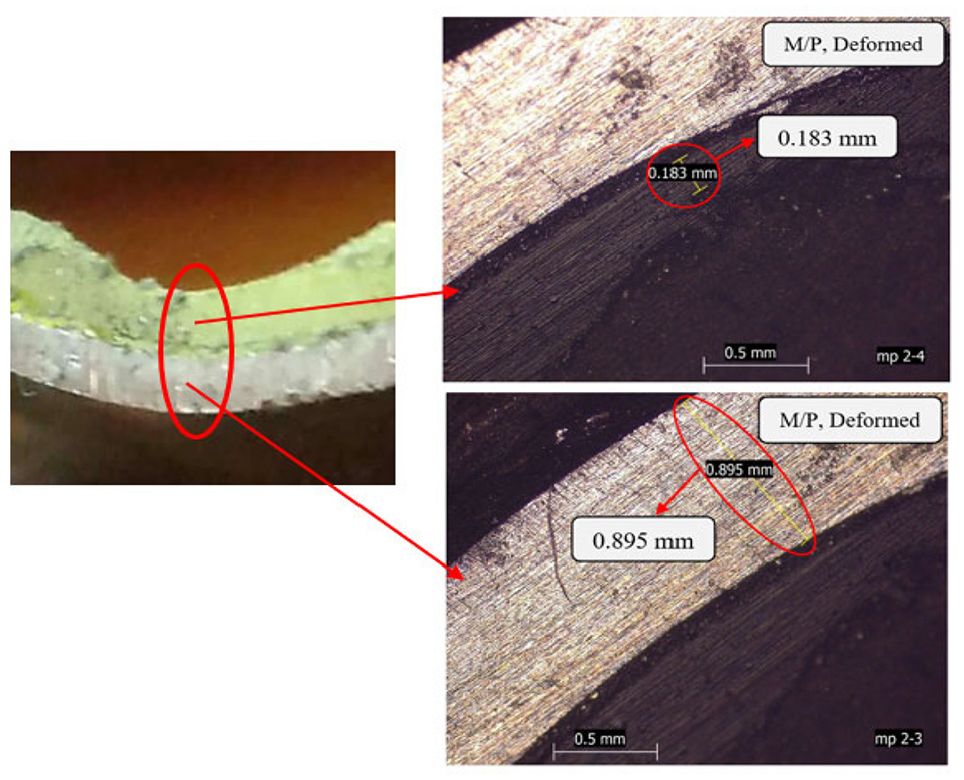
Measured thickness using optical microscope for tailor laminated M/P sheet after forming.
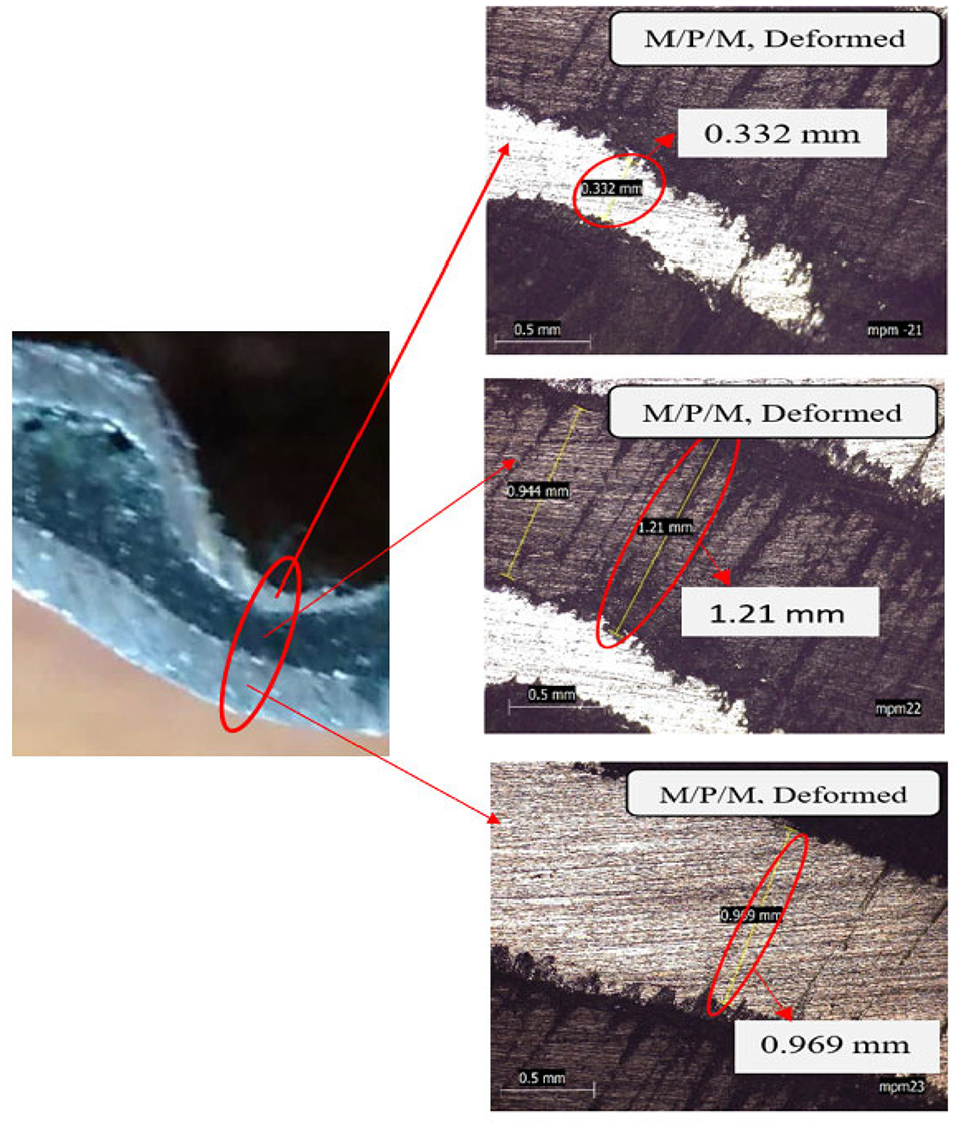
Measured thickness using optical microscope for tailor laminated M/P/M sheet after forming.
Thickness distributions for the sheet materials along the depth were measured at an interval of 5 mm using a digital Vernier caliper after cutting the deformed sheets along the center of the deformed sheets. Theoretical thickness variations were calculated using the sine law as given by
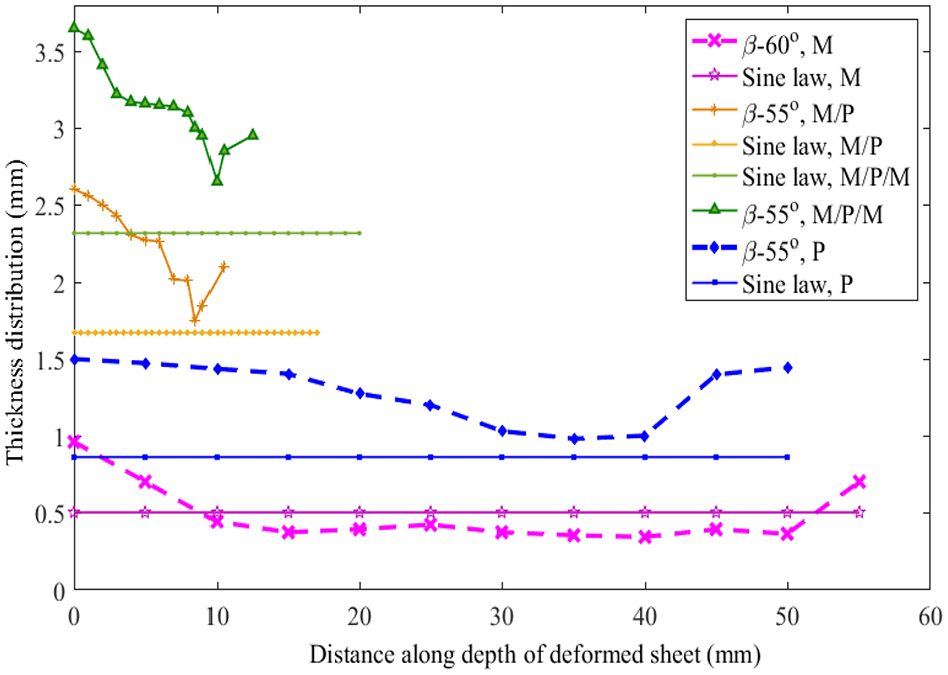
Theoretical and experimental thickness distribution along the deformed depth for monolithic and laminated blanks.
Failure analysis
Monolithic metallic and polymeric sheets got fractured at the corner of the deformed sheet due to thinning and instability in meridional stresses. Different modes of failures such as twisting in polymeric sheet, bump structure, delamination, wrinkling, and tearing were observed in the case of deformed sheets of tailor laminated M/P and M/P/M blanks in tool-sheet contact side as shown in Figure 16. Tearing in the metallic sheet contact with the tool was observed at CZ along the circumferential direction for both M/P and M/P/M sheet during the process due to thinning of sheet beyond safe limits.
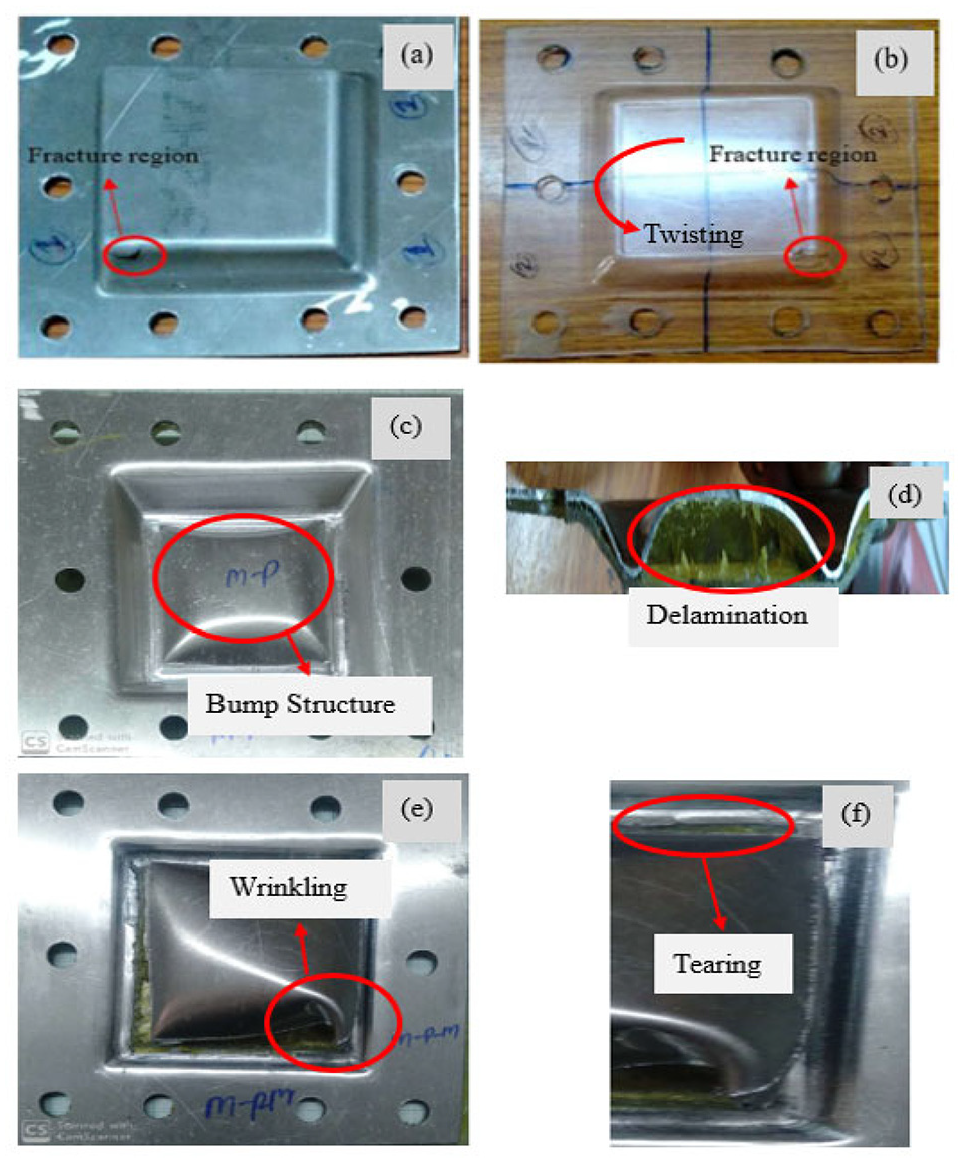
Failure modes in SPIF of different sheets: (a) M,(b) P, (c and d) M/P, and (e and f) M/P/M.
Delamination and bump structure failures can be reduced using discontinuous tool-path as shown in Figure 17. Forming depth increases for deformed sheet using the discontinuous tool path for the M/P and M/P/M sheet, compared to that with continuous tool path.
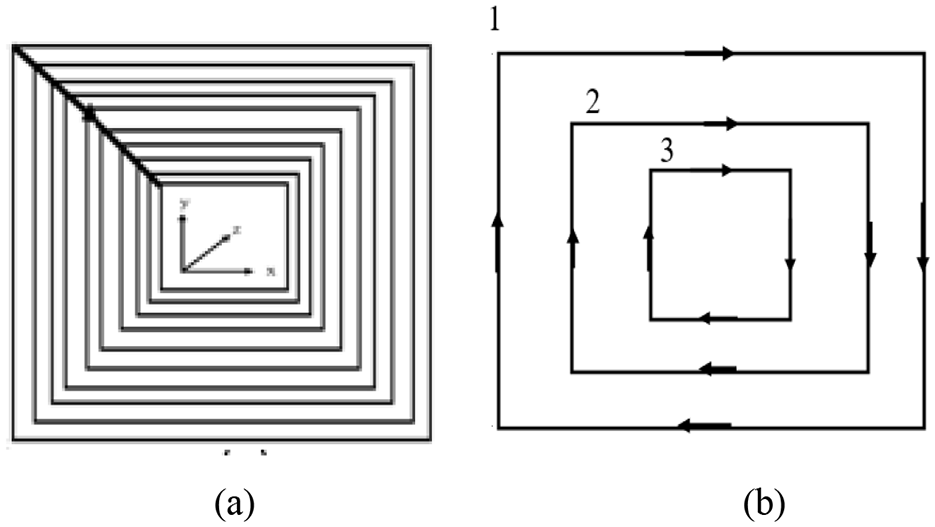
Tool path of SPIF of TLBs: (a) continuous and (b) discontinuous to reduce different failures.
Deformed M/P and M/P/M sheets using discontinuous tool-path is shown in Figure 18. Discontinuous tool path without overlapping, avoid the delamination tendency during the deformation of sheet and multiple passes gives the smooth thickness distribution and surface quality of deformed TLBs.
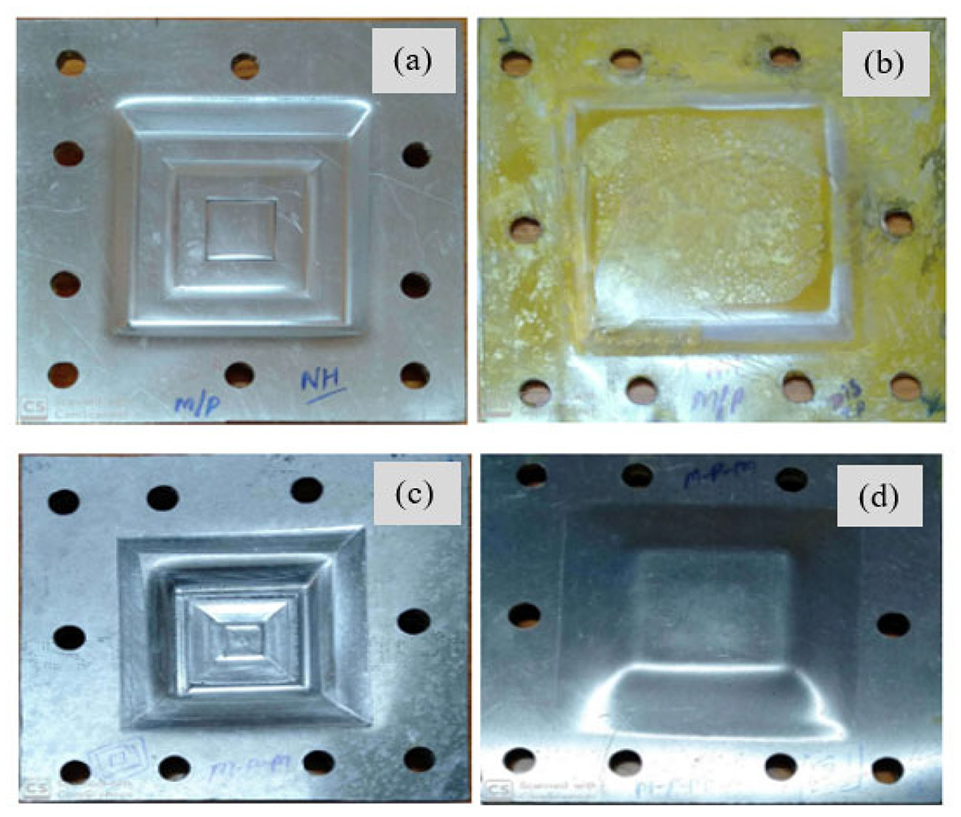
Deformed (a and b) M/P and (c and d) M/P/M sheet with discontinuous tool path.
Conclusions
Forming limit curves and maximum formable wall angles were predicted theoretically and experimentally in SPIF for tailored laminated metal/polymer and metal/polymer/metal sheets. Deformation mechanics and failures are also analyzed using membrane analysis and optical macrographs of the cross sections of the deformed blanks. Following are some conclusions made from these investigations.
Formability in terms of FLC was observed higher for monolithic metallic sheet compared to that for polymer sheet. Formability for tailored laminated metal/polymer/metal and metal/polymer sheet was observed in between monolithic metallic and polymer sheet.
Formability of metal/polymer was seen to be higher compared to that of metal/polymer/metal sheet for plane strain case in SPIF process. Stress triaxiality of M/P/M sheet was higher than that of M/P sheet due to the pressure applied from lower sheet that increased hydrostatic pressure and decreased triaxiality ratio. Higher triaxiality ratio of M/P/M sheet compared to that of M/P sheet resulted in lower formability for M/P/M sheet.
Maximum formable wall angle was found to be 55° and 60° for monolithic polymer and metallic sheets with depth of deformations of 37.5 and 45 mm, respectively in SPIF process while depth of deformation was observed to be 9.5 and 7.5 mm for tailored laminated metal/polymer and metal/polymer/metal blanks, respectively for a forming wall angle of 50°.
A sharp decrease in the thickness distribution for deformed sheet in SPIF was observed for both tailored laminated blanks compared to both monolithic metallic and polymer sheets.
Formation of bump structure due to delamination and tearing failure were seen to get reduced for tailored laminated blanks by utilizing discontinuous tool-path compared to the conventional continuous tool path in SPIF process.
Footnotes
Appendix
Acknowledgements
The authors gratefully acknowledge the support of Mechanical Engineering Department of NIT Patna, India for successfully conducting this research work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.