
Abstract
Microbial contamination on medical assistive devices has been the major challenge for biomedical industries. The present work is focused on producing patterned surfaces on commercially pure Titanium (cp-Ti) using Micro-Electrical Discharge Machining (Micro-EDM) technique, and the feasibility of patterned surface in restricting bacterial growth. Geometrical patterning in form of micro-holes have been produced on cp-Ti biomaterials with Micro-EDM in two forms, one with 20 µm inter-distance forming a dense pattern and the other with 60 µm inter-distance forming a sparse pattern. The patterned surface establishes the degree of hydrophobicity as 130° and 106° for densely patterned and sparsely patterned surfaces respectively. Further, the effect of bacterial adhesion over the textured cp-Ti surfaces are challenged with model bacteria gram negative Escherichia coli (e.coli) in Luria broth (LB) agar media. The Colony Forming Unit (CFU) count obtained for densely patterned surface compared with that of non-patterned surface reflects 90% reduced bacterial growth. The instances of pattern formation and bacterial growth have been observed with Scanning Electron Microscopy. The enhanced material properties with micro-patterning that combat microbial activities on the biomaterial surface proves its efficacy in adoption for biomedical applications, with significant reduction in bacterial contamination on medical devices or implants, leading toward reduced healthcare risks and issues related to bacterial infections on the biomaterials.
Keywords
Introduction
Hospital acquired infections (HAI) are the most serious threat to the healthcare community and are known to affect about 30% of the global population. 1 These are nosocomial infections proliferate with prolonged usage of microbial contaminated medical devices during the course of clinical procedures. Infections are formed by biofilm formation over the surfaces of biomedical devices such as implants, intravascular devices–joint prostheses and has been categorized among the ten leading cause of mortality and morbidity worldwide. 2 Infection also causes major issues for implantation by limiting osseointegration between the living tissue and implant surfaces. 3 The necessities for high featured biomaterials have been sought to challenge the prevention of nosocomial infections.
Titanium and its alloy have been considered to be an exclusive biomaterial due to its unique mechanical features.4–7 Titanium possesses high specific strength, low-density, and low elastic modulus that results in smaller stress shielding, enabling the material to resemble a healthy bone.8,9 The corrosive resistant nature developed on formation of thin oxide layer over the titanium surface, diminishes aseptic loosening of the implants. Despite of the features, Titanium is prone to get infected with microbial biofilm. Biofilm are generally resistive to antibacterial treatments. Various approaches have been reported for biomaterial’s surface treatment against the bacterial growth with consequent biofilm formation. 10 Researchers have stated about bacteriostatic and bactericidal surface to inhibit the growth by use of antimicrobial film and different coated materials like copper, silver, titanium oxide with varieties of nano particles coating, 11 and other techniques. 12 Though these conventional methods reduce the bacterial activities, but the strength of coating decreases with time and mostly become toxic, this leads to high risks inside the human body and also causes environmental hazards at the time of disposal.13,14 Permanent surface treatment of biomaterial can effectively reduce microbial contamination and can enhance biocompatibility of the material.15,16 Surface treatment modifies the functional properties of the material such as surface energy, wettability of the surface, and other tribological characteristics and is carried out by texturing 17 and coatings. 18 Surface texturing produces roughness over the surface by selective micro patterning and fabrication. 19 The micro-patterned surface has been considered to be more feasible for combating bacterial activities as coating thickness may cause adverse effect on the human cell.20,21 Wettability property of surface material is the combination of surface’s low energy and its hierarchical roughness; it determines the hydrophobicity of the surface. 22 From the Cassie–Baxter theory, 23 texturing micro-nano holes on the surface of a material generates air pockets which leads to a stabilized water–air–solid interface and forms a hydrophobic surface that can be assessed by the measure of water droplet contact angle. 24 Hydrophobic surfaces are known to exhibit antibacterial properties, the morphology of the surface interacts with the cells’ physiological characteristics and controls the growth of bacterial colonization and prevents nosocomial infections. 25 Titanium is a hard and temperature resistive material, its susceptible characteristics depict it to be “difficult to cut” material. 26 Hydrophobic surface can be fabricated on metallic biomaterial by various non-conventional machining techniques like Laser, lithography, embossing, Electric Discharge Machining (EDM), and others.27,28 The transformation from Laser ablated hydrophilic surface to super hydrophobic surface takes time ranging from several days to months.
Micro Electric Discharge Machining (Micro-EDM) is the non-conventional micro-machining technique used to engineered micro-patterns on tough material like Titanium and is economically viable, thus it is used predominantly to machine Titanium for biomedical applications.29,30 EDM is performed in different mode like Wire-EDM, die-sink EDM, additive or powder mixed EDM, and Micro-EDM.31–33 The super hydrophobic surface with contact angle 160° has been obtained by the fabrication of 3-D mushroom like micro features using Micro-EDM in Teflon coated steel surface. 34 Wire EDM has been adopted to generate sinusoidal type pattern on stainless steel surfaces obtaining contact angle 157°, but due to the nature of the wire EDM, such concepts are intrinsically limited to fabricate swept surfaces that are anisotropic. 35 Micro-pattering with optimized process parameters of EDM (Peak current and Pulse duration) have been performed to obtain the contact angle of nearly 160° for verifying the wetting mechanism. Water repellent surface of contact angle of 115° on a Ti6Al4V alloy has been established by reverse micro-EDM and the 50 mm diameter micro-pillared tool electrode manufactured by laser processing, involving process in two-steps with an extravagant system. 36 Powder mixed EDM with magnetic and hydroxyapatite have been demonstrated respectively to enhance biocompatibility on a micro-patterned surface.37,38 The present research work has been focused on micro-patterning over the commercially pure Titanium (cp-Ti) biomaterial surfaces to induce hydrophobicity properties and combat microbial activities on patterned surface. The research gap lies in generation of hydrophobic surfaces; hydrophobicity is obtained by surface treatment that modifies the functional properties of the material and carried out by texturing and coatings. Thus, for generation of hydrophobicity on titanium by surface coating has been limited in various ways. Therefore, surface texturing is the challenging for hard material like titanium and further testing the surface for biocompatibility. This work is focused on micro-texturing of cp-Ti using Micro-EDM process, and the patterns produces hydrophobicity on the surface material that has been tested with model bacteria gram negative Escherichia coli (e.coli) for confirmation of the efficacy of patterned surface in reduction of bacterial growth.
Materials and methods
Selection of biomaterial
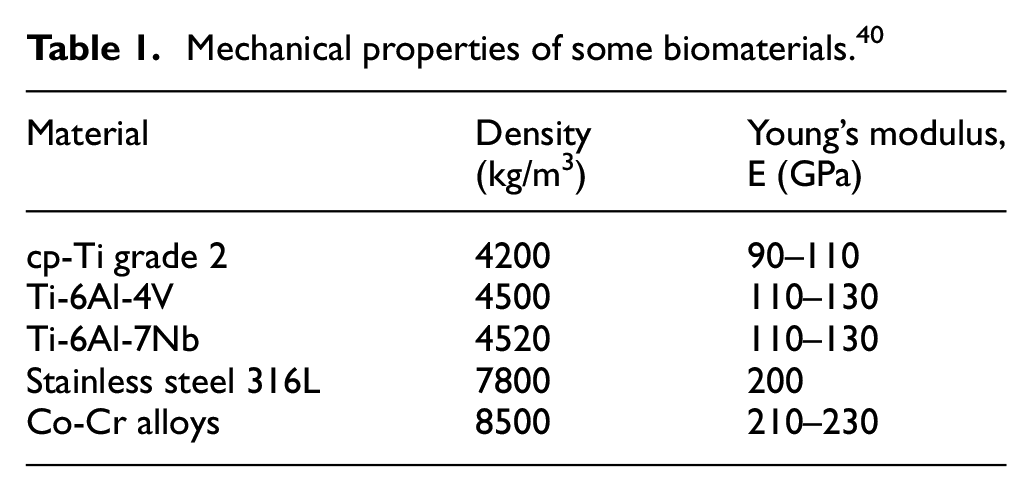
Materials such as stainless steel, cobalt alloys, magnesium alloy, titanium and titanium alloys, and others have been in use for manufacturing biomedical devices. 39 Titanium and its alloy have significant use as surgical material due to their high degree of compatibility with bone and surrounding living tissue.4,9 The thin passive oxide layer formed on the materials’ surface makes it corrosion resistive which mitigates aseptic loosening of the implants. 5 The young modulus of bone is nearly 20 GPa and of commercially pure titanium (cp-Ti) is about 100 GPa 40 ; though nearly five times more but much less than other materials as depicted from Table 1. The low elastic modulus results in smaller stress shielding and induces a faster bone regeneration capability.4,9 The most commonly used biomaterial for biomedical implants are cp-Ti (Grade 2) and Ti-6Al-4V alloy (Grade 5). 5
Mechanical properties of some biomaterials. 40
Owing to the properties, cp-Ti Grade 2 has been adopted as the base material for micro-texturing in the present work. The material has been considered as work piece electrode at the time of machining.
Micro-electric discharge machining laboratory set-up
Micro-EDM is one of the advanced machining techniques for producing miniaturized products. 41 The process is derived from conventional EDM with scaled down modules based on generation of thermo-electric energy. It is a non-contact type method of machining where materials are removed from the work-piece using rapid generation of short pulse electric spark discharge, without any exertion of mechanical force from the tool toward the work-piece, that results in formation of micro craters less than 50 μm. 42 The technique simplifies machining of hard and temperature resistive materials without any tool breakage.
The system consists of two conducting electrodes of opposite polarities, tool and the work-piece. The operation require a pulse generation unit that produces a current discharge between the tool and work-piece. In the present work, in-house developed Capacitance based discharging circuit with precise controlled pulse generation controller has been designed to regulate the pulsed electric discharge. A tungsten carbide tool electrode of 200 µm diameter has been used to create craters over a cp-Ti work-piece electrode. The tool and the work-piece electrodes are connected to negative and positive polarities of the capacitance of the discharging unit respectively.
Micro-EDM set-up for the present work has been developed in-house to operate in the laboratory environment based on three motorized stages from Holmarc Pvt. Ltd. of resolution 1 µm each, operational along the vertical axis and the horizontal plane. As schematically represented in Figure 1, the developed Micro-EDM experimental set-up has a tool electrode mounted along Z-axis on one of the motorized stage for vertical actuation. The work-piece electrode is placed on a bench-vice attached to the horizontal stages for actuation along X and Y axes using other two motorized stages. The work-piece and tool electrodes have been connected to positive and negative polarities of the discharging unit respectively. A Digital Phosphorous Oscilloscope (DPO) from Tektronix DPO7104 is used to monitor the discharge feedback across the electrodes. The process parameters have high influence on the performance parameter. The capacitance (0.1 μF), time-on pulse duration (90 μs), and the supply voltage of 30 V have been considered as the optimized process parameters to produce micro holes (craters) of 20 μm diameter. The three axes movement of the motorized stages have been actuated using L298 DC Motor Driver (STMicroelectronics) controlled by Arduino Uno controller.
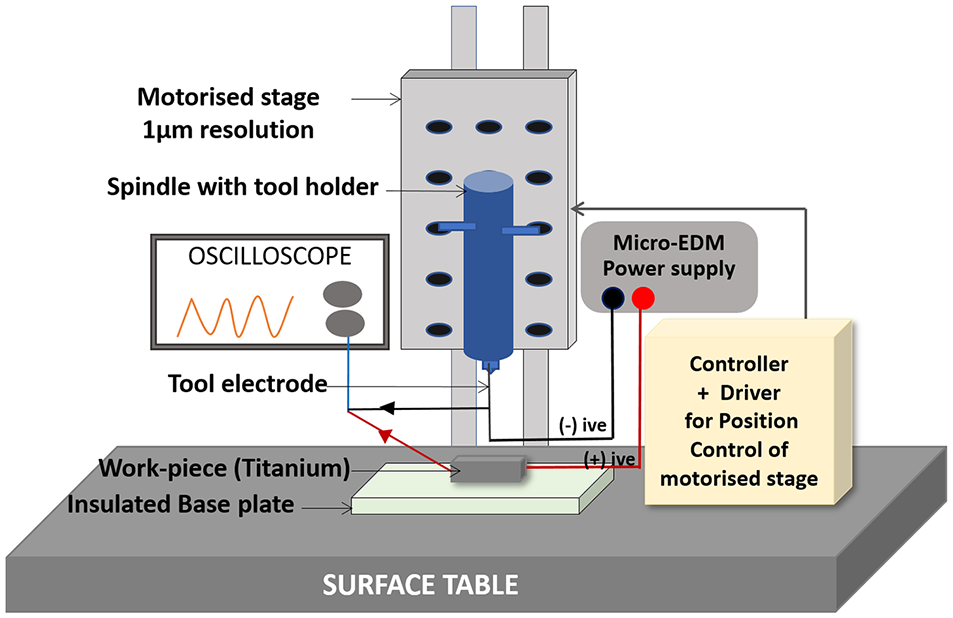
Schematic representation of the Micro-EDM set-up.
Model bacteria and chemicals
Escherichia coli (e.coli) are non-spore forming, gram negative, rod shaped bacterium of size 1–2 µm, generally motile by peritrichous flagella. A non-pathogenic strain, e.coli MTCC-430 has been used in the present work as a model bacterium to characterize the effect of bacterial colonization over textured and non-textured Titanium surfaces. Luria Bertani (LB) Agar obtained from HiMedia Laboratories, has been used as a broth acting as a nutritionally rich medium for the culture and growth of e.coli bacteria. Phosphate buffer saline (PBS) obtained from Fluka® Analytical, has been used as a water based salt solution to maintain the constant pH of the medium. Agar, from Merck & Co., and Milli-Q water of Cell culture grade has been used throughout the experiment. Chloroform, ethanol, and other reagents used in the experiment has been of high analytical grade.
Experimental procedure
Surface patterning using Micro-EDM
Three cp-Ti samples 10 mm × 10mm and thickness 5 mm have been used for geometrical patterning. The top surfaces of the cp-Ti samples have been mechanically ground with aluminum oxide wheel and polished with 320–2000 grit size emery paper. Mirror like surface of roughness 0.4 µm have been achieved using a mixture of colloidal silica (OP-S) and distilled water through cloth polishing. The top polished surfaces of three samples have been subjected to micro-texturing using the in-house developed Micro-EDM set-up.
Tungsten Carbide (WC) tool electrode has been mounted with the vertically operating motorized stage attached with tool holder along the Z-axis of the Micro-EDM set-up and has been subjected for vertical deflection with precisely controlled movement of the stage. The work-piece (cp-Ti samples) have been placed and fixed horizontally one after another on top of the bench-vise exposing the polished topography. The movement of the work-piece in horizontal plane (X and Y axes) has been controlled by another two motorized stages operating along the two axes. For machining, the tool electrode is advanced toward the work-piece and discharge occurring with spark within the electrodes is analyzed by the voltage drop on DPO, consequently materials get removed along with formation of micro craters over the work-piece of diameter round about 20 μm. Thereafter, the tool is retracted back and the work-piece is subjected to move along the X-axis with 20 μm displacement, and the tool is again advanced toward the work-piece in the vertical direction to form another crater. Similar repetitive procedure is carried out along the X and Y axes in order to obtain an array of craters as shown in Figure 2 on the top exposed surface of the first cp-Ti sample, maintain the inter-distance gap of 20 μm between the two craters, and forming a dense pattered surface. Similar repetitive procedure has been carried out on second cp-Ti sample for generating sparsely patterned surface with a controlled movement of the motorized stages in the X and Y axes with 60 μm inter-distance. The third cp-Ti sample has been left non-textured. A pictorial view of the cp-Ti work-pieces on Micro-EDM set-up is depicted in Figure 3.The textured surface material of the three cp-Ti samples have been further analyzed for surface characterization using Field Emission Scanning Electron Microscopy (FESEM, Zeiss Sigma 300, Carl Zeiss) and the images obtained are represented in Figure 4.
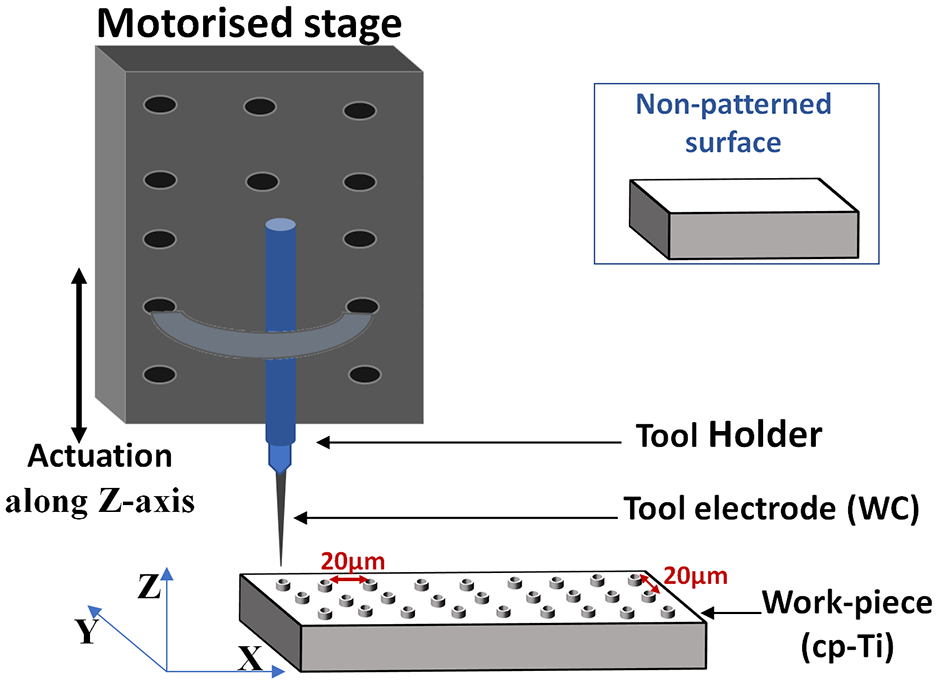
Schematic representation of Micro-EDM based texturing on cp-Ti.
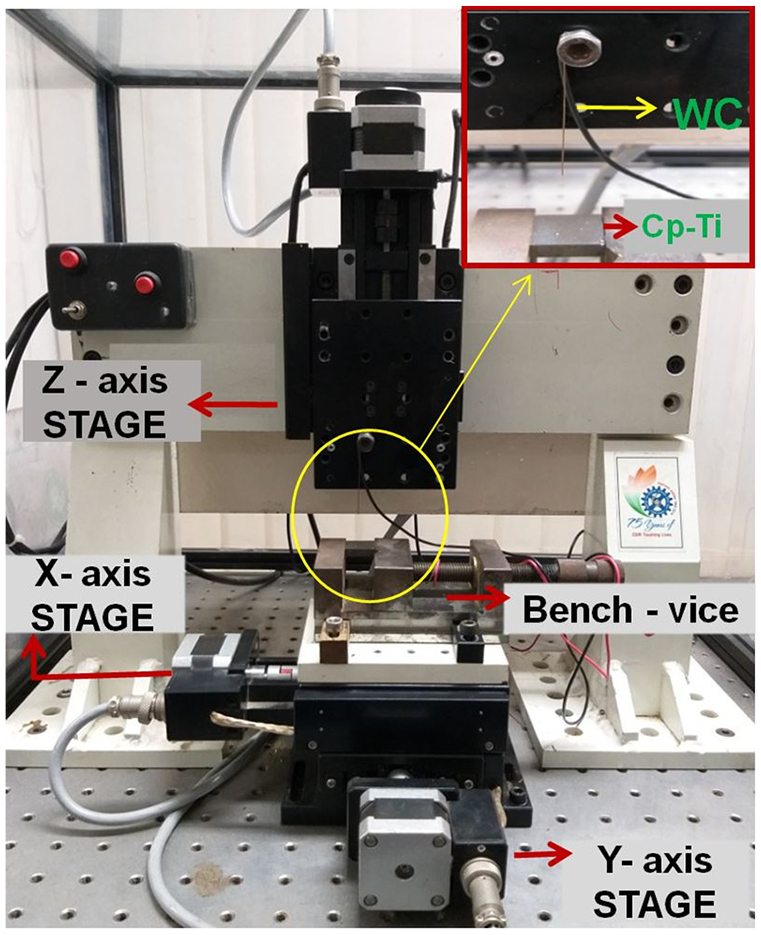
Pictorial view of micro-patterning on cp-Ti using Micro-EDM laboratory set-up.
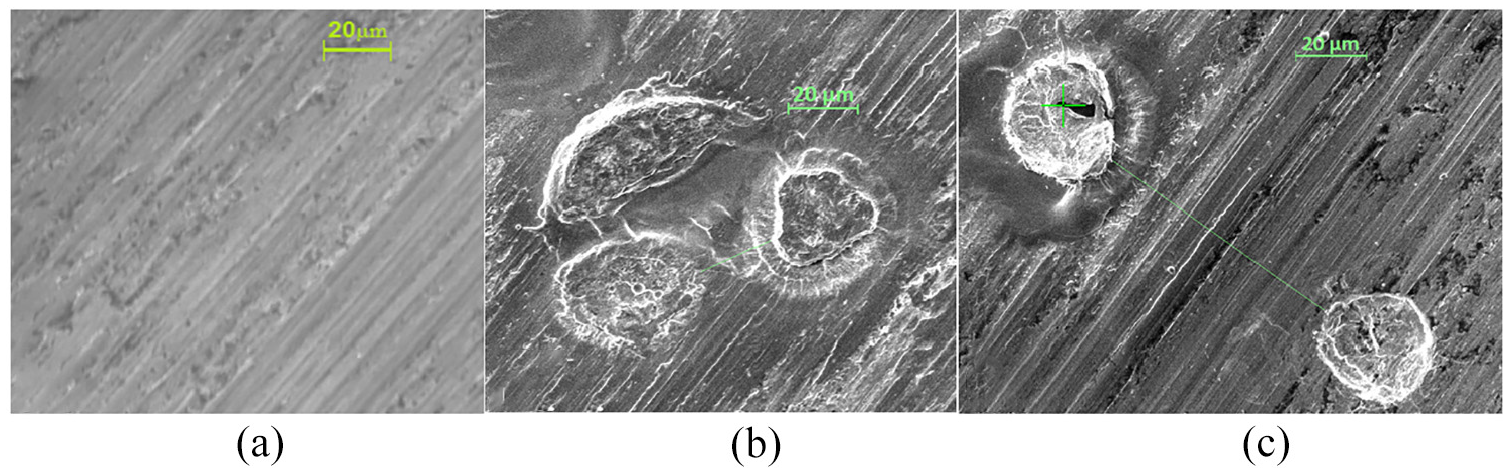
SEM images of cp-Ti surfaces (a) non patterned, (b) densely patterned, and (c) sparsely patterned.
Surface wettability analysis
Sessile drop method has been adopted to determine the wettability property of the textured titanium surfaces. The preferential wetting of the surface has been analyzed by the measure of water droplet contact angle. 43 The contact angle is measured using an optical subsystem, the instrument goniometer (Attension theta, Biolin scientific) to capture the profile of deionized water on the three cp-Ti samples. The measurement has been carried out at room temperature. The water droplet of volume 4.11 µl has been dispensed with a micrometric syringe over the samples. The water droplet contact angle has been measured and analyzed using high resolution cameras and software of the goniometer.
Bacterial culture and assay on patterned surfaces
The three cp-Ti patterned surfaces have been cleaned with chloroform, sterilized by 70% ethanol, autoclaved at 121°C with further sterilization under UV light in a laminar air flow and then bonded to petri dishes immersed in 5 ml Phosphate Buffer Saline (PBS) inoculated with 0.1 ml bacterial solution; to be incubated at 37°C, 120 rpm allowing bacterial adhesion on the surfaces for 8 h. Further, they have been washed with PBS for removal of non-adherent bacteria, and immersed in fresh LB broth and left for incubation at 37°C for 24 h. Post incubation, patterned cp-Ti surfaces have been set for enumerating Optical Density and measure of Colony Forming Units (CFU). The Optical Density of the bacterial suspension has been recorded at 600 nm wavelength using Digital Photoelectric Colorimeter (SYSTRONICS μC Colorimeter 115). Further, for quantification of viable adherent bacteria, surfaces have been subjected to sonication for 3 s in 10 ml of 0.9% saline solution, and 0.1 ml of the solution have been cultured in LB-agar media following spread plate method. The LB-agar plates have been incubated at 37°C for 24 h and further have been used for counting the CFU.
Results
The assessment of hydrophobicity and anti-bacterial properties on the three patterned cp-Ti surfaces have been performed using the results obtained from the Contact Angle measurement method and the CFU counts for each surface. Figure 4 represents the SEM images of the three cp-Ti surfaces. Figure 4(a) signify the smooth or non-patterned surface, and the craters formed post Micro-EDM based texturing on the densely patterned (Figure 4(b)) and sparsely patterned (Figure 4(c)) surfaces. From the SEM images, the produced craters are observed to be of nearly 20 μm diameter on both patterned surfaces. The distances between two craters are obtained as 20 and 60 μm respectively for densely patterned and sparsely patterned surfaces in affirmation with the array design. Traces of heat affected zone in the material occurred during machining process is also observed in Figure 4(b). For wettability analysis the contact angle measurement process for each patterned cp-Ti surface has been performed for a continuous duration of 10 s at a frequency of 10 Hz. The similar procedure has been performed for 10 numbers of trials for each patterned cp-Ti surface and the mean of contact angles as obtained are indicated in Figure 5. For the polished non-patterned surface, the contact angle obtained is 86°, and the contact angles observed for sparsely patterned and densely patterned surface are 106° and 130° respectively indicating the hydrophobicity of the patterned surfaces. A higher water contact angle obtained on the densely patterned surface in comparison to the sparsely and non-patterned surfaces indicates the higher susceptibility of the cp-Ti material to micro and nano patterning.
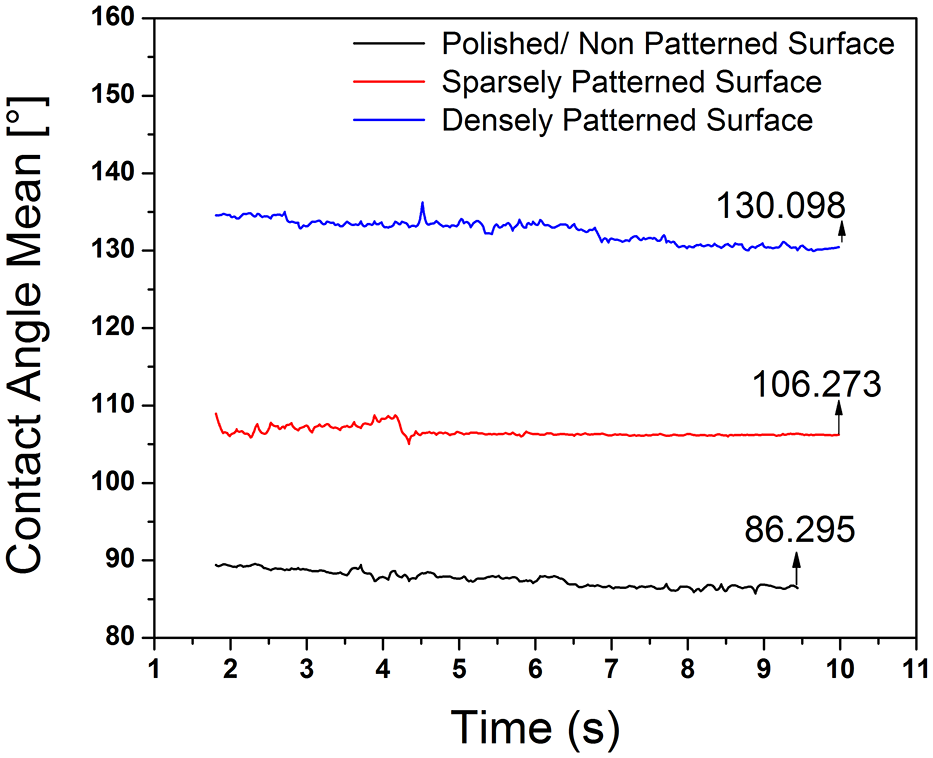
Measurement of water droplet contact angle on three cp-Ti surfaces.
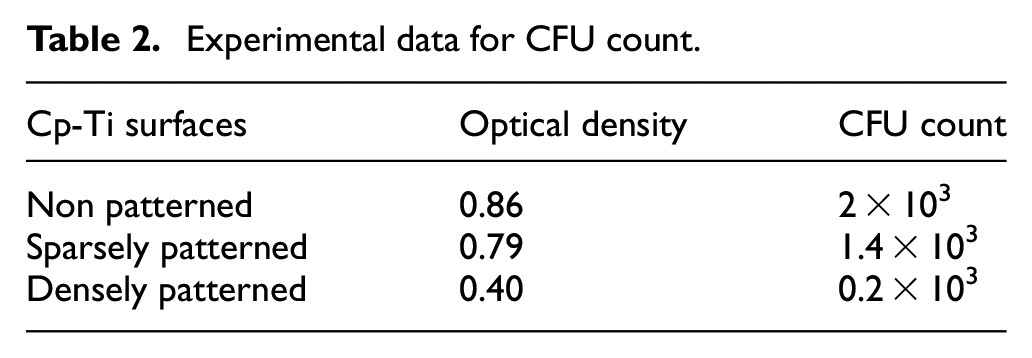
The three patterned cp-Ti surfaces have been further tested for anti-bacterial colonization. Highest number of viable-adherent bacteria with 2 × 103 CFU count has been obtained on the non-textured surface as listed in Table 2. The CFU counts for sparsely patterned surface and densely patterned surfaces have been obtained to be 1.4 × 103 and 0.2 × 103 respectively indicating a significant reduction in bacterial adhesion on the patterned surfaces, with nearly 30% reduction on sparsely patterned surface and 90% reduced bacterial growth on densely patterned surface. The optical density of cultured LB media observed at 600 nm wavelength showed highest of 0.86 for non-patterned surface and lowest of 0.4 for densely patterned surface. The growth of bacteria on the LB Agar plates and the corresponding SEM images for densely patterned, sparsely patterned and non-patterned surfaces are depicted in Figure 6(a) to (c).
Experimental data for CFU count.
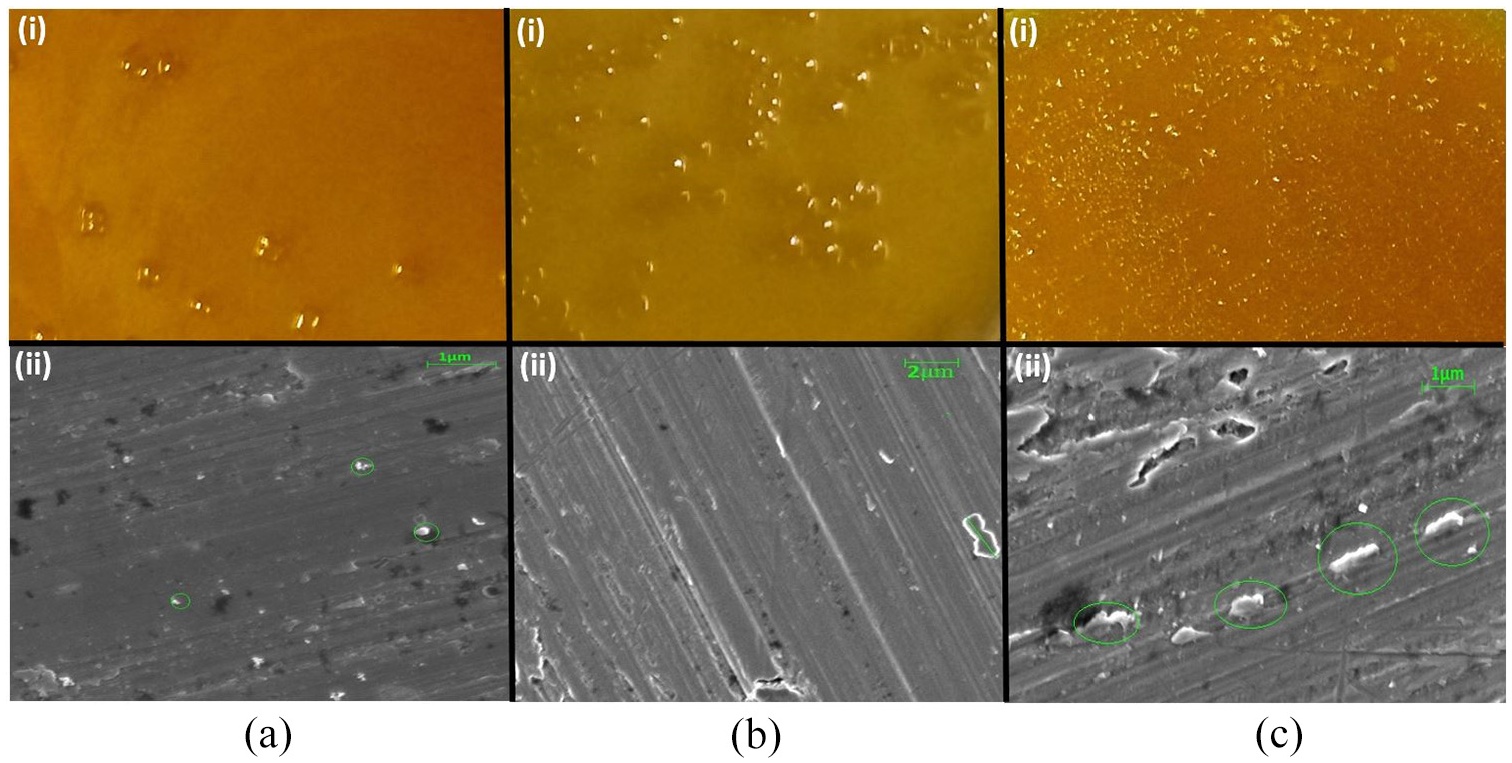
Images marked with (i) represents bacterial growth in LB Agar plates, and marked with (ii) represents SEM images of bacterial colony for (a) densely patterned surface, (b) sparsely patterned surface, and (c) non-patterned surface.
The SEM images obtained for the patterned surfaces after bacterial growth confirmed reduction in bacterial adherence Figure 6(a) and (b). The non-patterned surface showed viable bacterial growth in agreement with the CFU count, Figure 6(c(i) and (ii)).
Discussion
The present work demonstrates application of Micro-EDM process to precisely machine hard and temperature resistant materials for enhanced biomedical applications. Cp-Ti is considered in this work owing to its matching properties with human bone and being the most recognized metal based biomaterial used for development of biomedical implants. Compared with other machining technology such as laser machining, lithography, or other conventional EDM method, Micro-EDM is a highly advanced, cost effective, and single step direct machining method which significantly eliminates requirement of chemical coatings or other additional phases for electrodes treatment. In the present work, dry EDM process has been utilized, in which air act as the dielectric medium between tool and work-piece electrodes. Dry EDM is a modified EDM procedure which uses gas as a dielectric medium, and conducts the process in gaseous atmosphere instead of liquid (or hydrocarbon oils and deionized water). It has been studied from Kunieda et al. 44 that the tool wear ratio is almost zero for any pulse duration of EDM in air medium; hence very precise machining shape is obtained. In Dry EDM, gas in form of air, oxygen, helium, nitrogen, and argon plays the role of dielectric in the machining region and has higher effective pulse frequency and shorter relative motions between electrodes than the conventional EDM. The gas in between the conducting electrodes removes melted material from the working gap at the time of spark discharge and flushes away the debris particles with cooling down the spark discharge region that is, the inter electrode gap during the pulse interval, so that it assures the recovery of the dielectric strength for the next spark. This process is advantageous as better flushing condition by gaseous dielectrics increases the effective pulse frequency and decreases the relative tool wear. Thus it produces high aspect ratios and precise uniform array of micro holes. 45 The present work required repeated machining to produce uniform array of micro-holes. Thus to maintain precise tool tip after every discharge and uniform hole after machining, it has been necessary to perform the experiment in dry medium. Air medium also had an advantage of reduced environmental pollution and health hazards caused by the hydrocarbon oils.
The air medium Micro-EDM process has been adopted for development of patterned surfaces on cp-Ti material in two forms, namely densely pattered and sparsely patterned. From the experimental results it has been observed that the Micro-EDM based patterned cp-Ti surfaces exhibit notable hydrophobic properties with antibacterial activities and higher resistance to bacterial colonization and attachment as compared to a non-patterned surface. It has been observed that surface treatments of materials modify its functional properties such as surface energy, wettability of the surface, and other tribological characteristics. Surface texturing produces roughness over the surface by selective micro patterning and fabrication, those can have a permanent surface treatment. The physical changes on surface roughness and topography after Micro-EDM patterning on the cp-Ti material surfaces leads to change in the surface physiochemical properties (hydrophobicity), and thus the antibacterial activities of the patterned surfaces have been enhanced. In the present work, contact angle measurements have been adopted for hydrophobicity analysis of the surfaces and a raise in the contact angles have been observed with increase in the density of the surface patterning, favoring hydrophobicity of the surfaces and reduced bacterial attachment. A significant reduction in bacterial adhesion on the patterned surfaces, with nearly 30% reduction on sparsely patterned surface and 90% reduced bacterial growth on densely patterned surface have been obtained with the CFU counts performed.
The pre-determined positions for the array of craters developed in the present work are uniformly fed by an in-house developed controller attached with the Micro-EDM set-up. With the present working process, the spacing between craters may get slightly deviated from the desired dimensions due to overcut formation and re-solidification of molten material. That may lead to the formation of recast layer as observed in the SEM image in Figure 4(b). Aligning with the aim and objective of the present work, the major consideration has been determination of features (inter-distance gap and diameter) of micro-patterns formation. Thus the formation of the recast layer has not been analyzed in the present work. As the future prospect of the work, analysis and rectification of the formation of recast layer with further optimized process parameters of Micro-EDM shall be performed.
Further, the attachment of e.coli bacterial cells to the patterned and non-patterned cp-Ti surfaces have been studied. Surface roughness due to micro-patterning leads to surface hydrophobicity and consequently bactericidal effect has been determined by the surface topography. The hydrophobicity of the surfaces evaluate the wetting property and bacterial adhesion to the patterned surfaces. According to Cassie–Baxter’s phenomena, hydrophobicity (measured with contact angle of water droplet) increases with production of microstructures, as air gets trapped in the gaps to form a layer of air cushion and supports the water droplets. Thus higher the hydrophobicity of the surfaces, lower the bacterial adhesion. Owing to the generated hydrophobic property of the patterned cp-Ti makes the material more suitable for development of various biomedical devices including surgical tools and implants with enhanced biocompatible properties.
Further, the work can be extended for better optimization of the machining process parameters of Micro-EDM for enhanced selective pattern formation, for obtaining super hydrophobic surfaces on commonly used biomaterials; for surgical tool and implants to inhibit bacterial adherence and prevention from bacterial infectious diseases or the HAIs.
Conclusion
Present work investigated the advantages of micro-patterning on commercially pure Titanium (cp-Ti); a biocompatible and most commonly used material for diverse biomedical application. The emerging technique of Micro-EDM based machining, developed in-house for laboratory operation, has been adopted for patterning the hard and temperature resistive material surface in two forms, one with densely patterned and another with sparsely patterned. The two patterned surfaces have been examined and compared with a polished non-patterned surface, for formation of hydrophobicity using contact angle measurement technique and anti-bacterial resistivity with e.coli bacterial culture. The observed contact angles, of 130° and 106° for densely patterned and sparsely patterned surfaces respectively, as compared with 86° of the non-patterned surface confirmed the enhanced hydrophobicity of the material with higher gradation of the micro-patterning. The bacterial growth on the patterned surfaces has been observed and evaluated with the extent of colonization of gram negative e.coli in LB Agar media. The CFU count reflected 90% reduction in bacterial growth on densely patterned surface. The patterned surfaces and the extent of bacterial growth on them have been analyzed with SEM images. The experiments showed that higher values of contact angle have a strong influence on resistance to bacterial growth, thus textured surfaces reduce bacterial growth and can conflict microbial activities. It has also been realized that imparting antibacterial properties on any biomedical devices depends on the geometrical patterns and selective manufacturing technique.
With its efficient performance the present machining methodology of Micro-EDM can be further effectively used for applications in texturing surfaces of most commonly used materials for surgical tools and biomedical implants. The generated hydrophobicity and anti-bacterial features on patterned surfaces, leads to reduction in bacterial contamination on medical assistive devices and implants, and may help largely in reducing hospital acquired infections and prevent prolonged hospitalization due to it.
Footnotes
Acknowledgements
The authors would like to acknowledge Dr Pankaj B Agarwal, Principal Scientist, Council of Scientific & Industrial Research (CSIR) – Central Electronics Engineering Research Institute (CEERI), Pilani, India, and his team for providing the contact angle measurement facility to carry out the research work. The authors would also like to thank Central Research Facility, CSIR – Central Mechanical Engineering Research Institute (CMERI) for the SEM images. The authors like to acknowledge Dr. Soumen Mandal, Senior Scientist and Dr. Swapan Barman, Senior Principal Scientist, CSIR-CMERI, for the facilities provided toward experimental procedures. This paper is an outcome of Doctoral research work, Academy of Scientific & Innovative Research (AcSIR). Authors acknowledge Department of Science and Technology, Govt. of India, funded project GAP 213212 (SMART Foundry 2020), for assistance provided towards utilizing central research facilities.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.