
Abstract
At the Magnetic field condition, the surface quality of formed parts can be improved significantly. To investigate the technical advantages of Magnetorheological (MR) fluid as a soft media, eliminate the defects of the parts because of the complex deformation, such as wrinkling, cracking, and over thinning. A new method of sheet deep drawing forming with MR fluid through inverse bulging pre-forming was proposed, which has made the wall thickness distribution more uniform and changed the stress distribution of sheet by changing the rheological property of MR fluid. The theoretical pressure transfer model of MR fluid as media and the configuration model of inverse bulging pre-forming are established. It can be concluded that the relationship between bulge height and load time have been shown consistency compared with experimental results and agree well with the theoretical analysis. And the configuration model have shown good agreement from the experiments results and the numerical results espectively with theoretical results. The uniformity of the wall thickness and the surface quality of the deep-drawn parts are improved significantly with the increase of the inverse bulging height. When the inverse bulging height is about 9 mm, the pre-forming effect is optimal, which provides theoretical guidance and is of much potential to the forming of the and thin-walled complex parts in industry fields.
Introduction
With the increase of proportion of advanced manufacturing technology(AMT) in social production, how to improve the formability of lightweight and low plastic materials, realize lightweight design and low cost manufacturing of products is a new bottle neck, has been taken seriously in aerospace, transportation and other fields.1,2 The soft die forming technology has not only realized the low-cost and high-efficiency manufacturing, but it is also vital to the improvement of surface quality and dimensional accuracy of parts. 3 However, the pressure of hydroforming can only be uniformly distributed on the sheet, and the viscous media needs to cleaning after forming process.4–7, and it is difficult to ensure the reliability of forming method by controlling blank holder force. 8
In recent years, MR fluid has become a bridge to connect the energy field and soft die forming technology because of the special physical property. It has broken the limitation of the traditional flexible media pressure forming and further expanded the application range of MR fluid, and realized intelligent control forming technology by combining magetic field conditions with flexible media creatively. Rösel and Merklein 9 used MR fluid media for the first time in the sheet metal hydroforming as a sealing ring, which increased the forming limit of the sheet. Wang et al. 10 applied MR fluid as soft mold in the bulging forming process. Wang et al.11–13 studied the influence of variable magnetic field conditions on sheet bulge forming performance with MR fluid as a flexible media by changing the loading path, and the effect about the properties of forming media on the deformation behavior of sheet metal under different magnetic fields. The results showed that MR fluid can respond quickly to the change of magnetic field and sheet forming performance was significantly improved. Meanwhile, Wang and Wang 14 established a MR fluid squeeze flow model and obtained the flow stress state of the MR fluid. Wen et al. 15 applied MR fliud to the forming of high-precision pipe fittings, found that the performance of pipe fittings forming by MR fluid is well and the pipe wall is uniform. With the increase of magnetic field strength, the forming accuracy is improved.
The application and researches of pre-forming technology in the field of sheet plastic forming have been favored by scholars, and the hydro-forming technology is the most representative. Singh and Kumar 16 studied the effect of pre-forming and pressure on the quality of deep drawn-parts, and the results showed that too high or too low bulging pressure was not advantage to the forming of parts, and it was easy to crack because of the thinning of the wall thickness. Reasonable pre-bulging pressure was crucial to deep drawing forming. Chen and Xu 17 explored the effect of the pre-bulging height on the forming of the cylindrical part through FEM simulation and experiments, and found that the deformation at the bottom of the formed part and the hardness are increased. Ramezani et al. 18 discussed the factors that affect the inverse bulging pre-forming and optimized the parameters, hoping that the bulging effect played a more important role in sheet hydroforming process. A large number of studies have shown that for lightweight alloys with poor plasticity, such as aluminum alloys, the forming of thin-walled parts with structural features of large deformation often requires extremely high plasticity and toughness of the material, which increases the difficulty of deformation of aluminum alloy materials and limits the range of its application. 19 On the basis of existing researches, the author of this paper proposes a novel process of inverse bulging pre-deformation sheet deep drawing forming with MR fluid, aiming to explore the impact mechanism and break through the technical limitation of the traditional flexible media forming.
Process principle
Adding pre-bulging process at the initial stage of sheet flexible media forming can not only store materials, but improve the forming performance of the sheet according the existing researches.20–22 This paper proposes a method for inverse bulging pre-forming, using a new intelligent material (MR fluid) as a media to transfer the inverse pre-forming pressure and the back pressure of deep drawing forming. Different from the traditional liquid media, which the loads distributed along the normal direction of the sheet uniformly, the rheological properties of the MR fluid is changed under the action of the exteral magnetic field and the effect transfer the pressure can be adjusted quantitatively. The principle of sheet forming with MR fluid is shown in Figure 1.
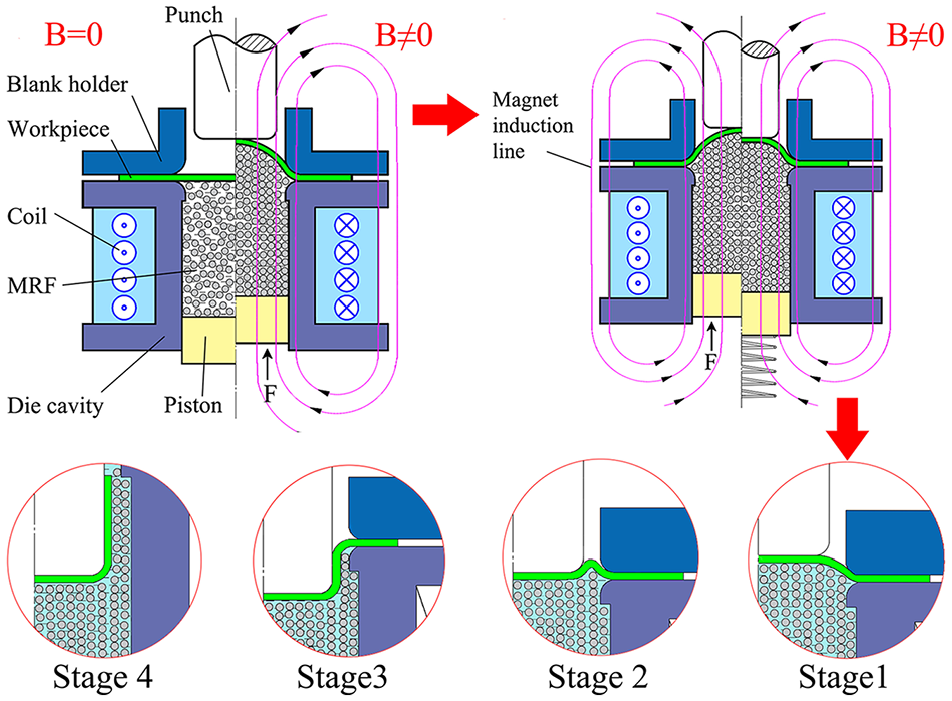
Principle of inverse bulging pre-forming deep drawing forming with MR fluid.
Model establishment and theoretical analysis
Pressure transfer model
MR fluid is a new pressure transfer media for sheet forming, which is impacted by the surface force and volume force during the process of forming according to Li. 23 Ignoring the Brownian force and short-range force generated by the magnetic particles move around each other, in the external magnetic field, they are not only impacted by magnetic force, because their own viscosity and the existence of friction between the particles and the cylinder wall, the pressure will be reduced in the process of transferring. In the process of pre-foming, the piston moves along the z-axis with a certain speed to squeeze MR fluid, and the sheet begin to defomation under the back pressure. The pressure acting on sheet will change with the distance of the force increases accordingly.
In this paper, the MR fluid is regarded as an elastic-plastic body, ignoring the interaction force between the particle chains, it is assumed that the magnetic particles uniformly dispersed in the base fluid are tightly arranged when squeezed under a magnetic field, forming a stable linear structure, and the particle chains are arranged approximately in parallel, the pressure will be transmitted along a chain. During the process, the particle chains first bends in the elastic deformation stage, and the chain structure is destroyed when the force is greater. The magnetic particles flow around under the drive of the base fluid, under the action of the magnetic field, the particle chain is continuously optimized and reorganized, thus forming a more stable cluster structure.
Assuming that the magnetic field in the working area is uniformly distributed, the external field intensity is defined as
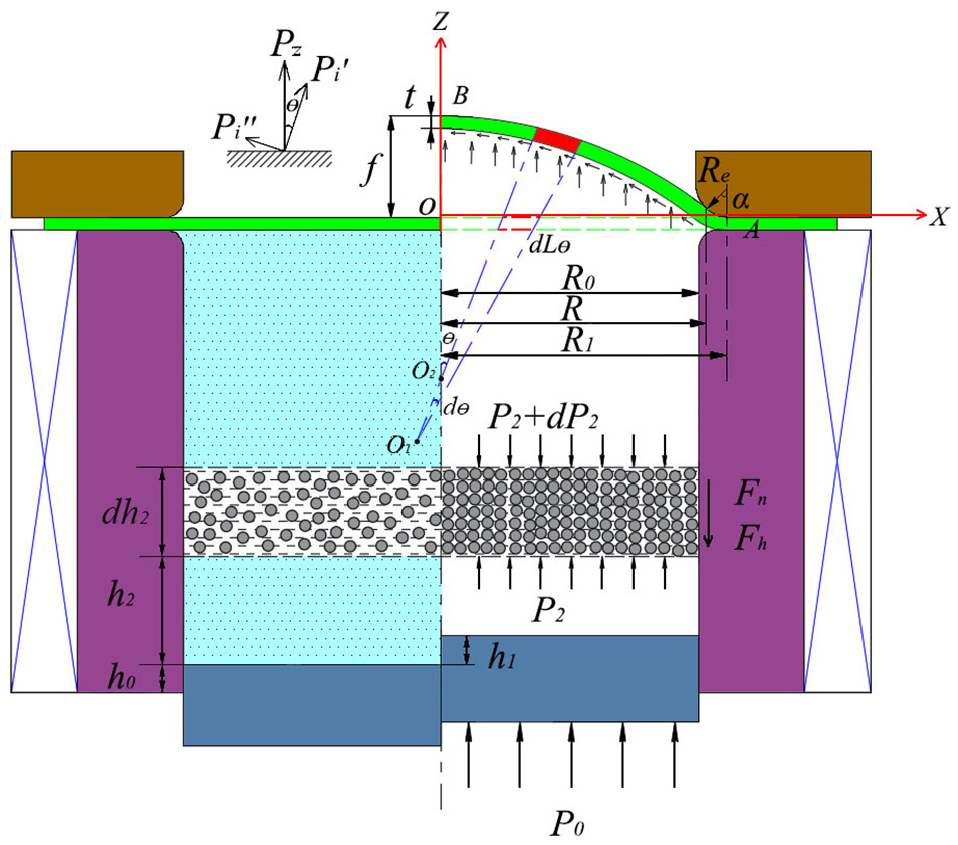
Pressure transfer model with MR fluid media for inverse bulging pre-forming.
According to the Liu et al., 24 the magnetic force of the particle in a magnetic field can be described as shown in equation (1):
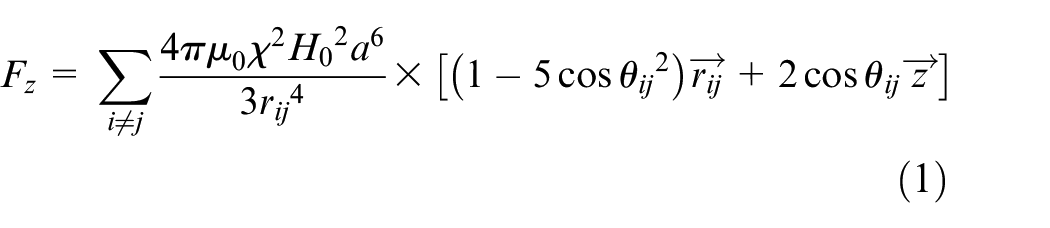
Where
According to the above assumptions, there are boundary conditions of

Figure 2 shows the magnetic fluid unit. Assuming that the number of particle chains is

The equation (4) is shown:

In which
It can be concluded that:

Where
Equations (2) and (5) can describe the whole magnetic force of

According to Stokes viscosity formula, the viscous resistance of magnetic fluid in micro element is as follows:

Where
Under the action of weak magnetic field, the gravity of the particles can not be ignored, it can be shown as:

Where
The friction between the particles and the inner wall of the cavity is assumed to be in accordance with Coulomb’s rule:

Where
According to the above conditions, assuming that the initial height of the piston is

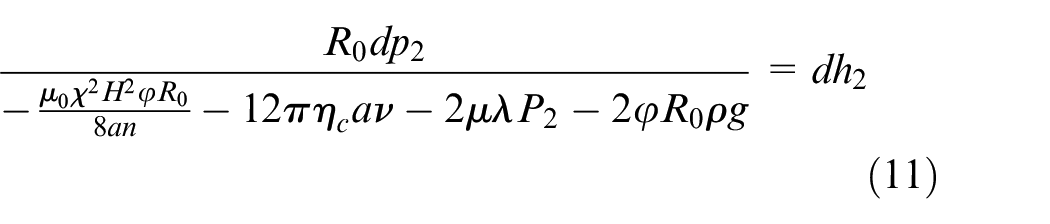
Combining equations (2)–(10) and simplifying equation (10)
The boundary conditions of

Meanwhile, both sides of the equation (11) are integrated:

Under the condition of certain magnetic field strength and MR fluid,
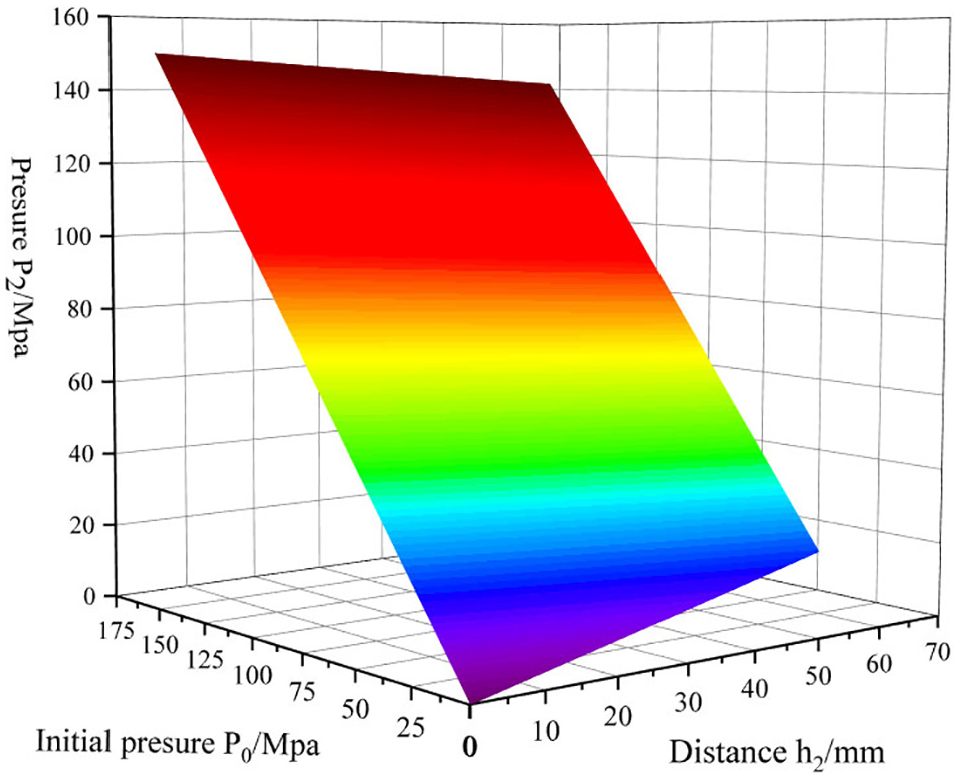
Effect of initial pressure and pressure transfer distance on value of forming pressure.
Inverse bulging pre-forming model
In order to explore the effect of pre-forming on the deep drawing formability of thin-walled components, it is necessary to analyze the stress state of sheet after inverse bulging foming, the model is showed in Figure 4. Taking the pre-formed element body in the plane rectangular coordinate system for analysis, point
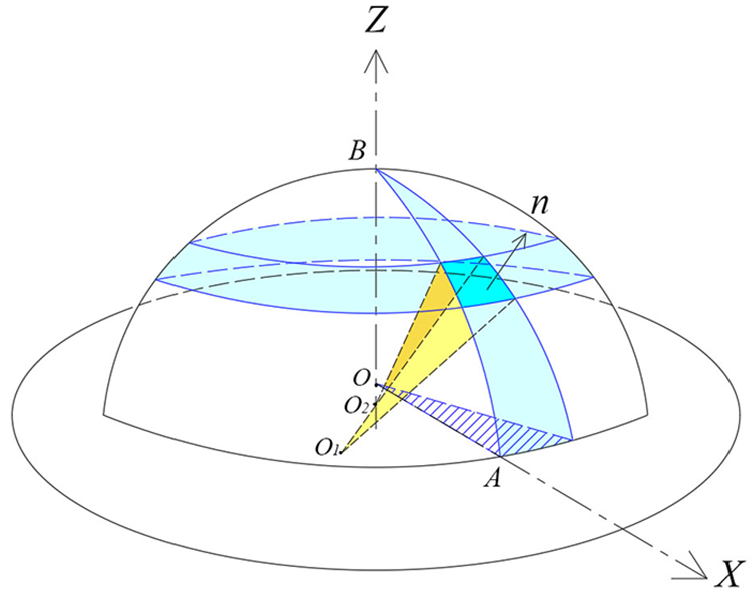
Pre-forming shell model.
It is assumed that the piston moves up at the velocity

Where,

Sheet can be divided into free deformation area and flange area, in the process of sheet inverse bulging pre-forming, the sheet in flange area is undeformed, and it is mainly affected by normal force and shear stress in the free deformation zone. The outline of the section can be described by parabolic formula, while the stress-strain state of the sheet is determined by the height of inverse bulging
It is assumed that the relationship between bulging height

In order to calculate, take quadratic polynomial as shown in equation (17):

Substituting point


Where
The equation of the parabolic surface is expressed as:

The volume of the space enclosed by the parabola after inverse expansion and pre-forming can be expressed as:

By substituting equations (14), (15) and (20) into equation (21), the following results are obtained.

When the loading speed
By substituting equations (22) into (18), the distribution of section height along radial distance at deformation time can be expressed by the equation (23). Therefore, the shape change trend of the pre-bulging part can be determined according to the loading time.

Stress analysis
In order to explore the influence of the pre-forming amount of inverse bulging on the drawing performance of thin-walled parts, it is necessary to analyze the stress state of the sheet after inverse bulging deformation. An infinitesimal element select from the deformation zone of the shell for stress analysis, as shown in Figure 5. We can hypothesise that the thickness of the sheet in deformation area is thinned uniformly, the thinning amount at the time

It is assumed that the pressure along the x-axis is

The above-mentioned pressure

From the above analysis, it can be seen that the sheet in the deformation zone is deformed under the action of the comprehensive force, and the tangential force and the normal force can be expressed as follows:

Where
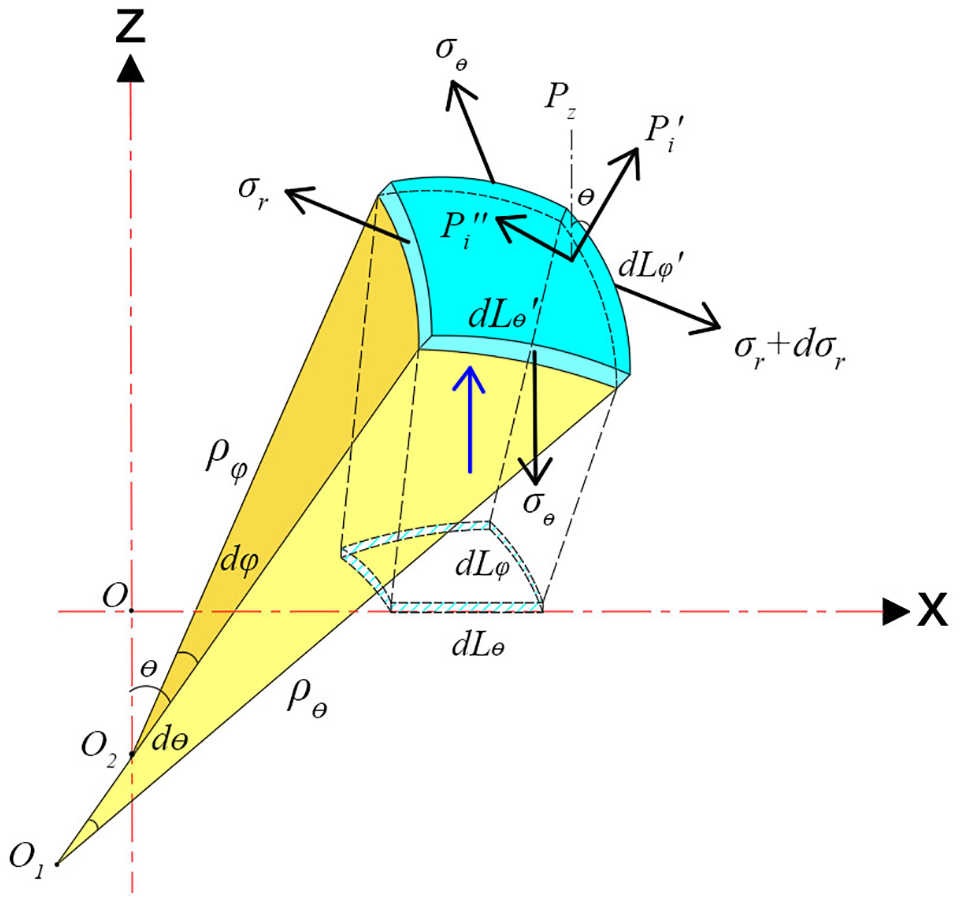
The modle of element for analysis.
Referring to Figure 5, the regional equilibrium equation in the z-axis direction is denoted as:
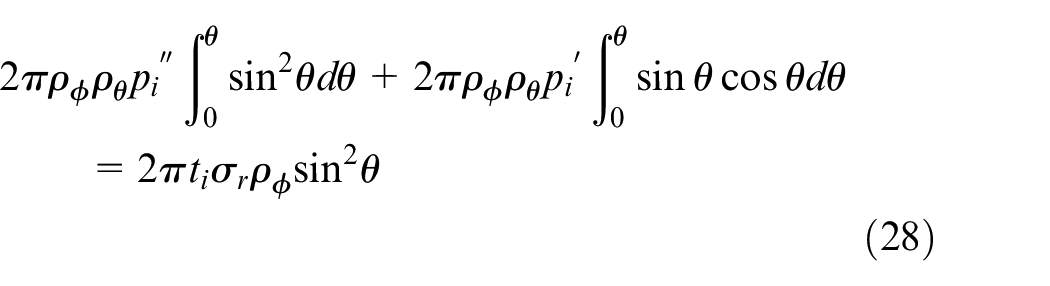
It can be obtained from equation (28) that:

Where:
Based on the classical membrane theory for thin shells, 21 there are:

Where


Where


The circumferential stress

According to Mises yield criterion, the equivalent stress can be expressed as:

By Substituting equations (24), (29) and (36) into equation (37), it can be concluded that:
Where,

Equations (29), (36) and (38) are the expressions of radial stress, circumferential stress, and equivalent stress of element after ieverse bulging pre-forming. According to the boundary conditions obtained from experiments, the stress state of shell deformation can be obtained by the above formulas.
Finite element analysis of preform stress and strain
The finite element model of the inverse bulging pre-forming process was established by using Dedorm-2D software, as shown in Figure 6. Considering the axisymmetric properties of the formed parts, the 1/2 model was used for calculation and set as symmetrical boundary conditions. The punch, blank holder, die and piston are set as rigid body, the sheet and the MR fluid are set as plastic bodies, and the sheet is divided into 750 units, MR fluid is divided into 5000 units. Assuming that the 5052 aluminum alloy sheet follows the law of strain hardening
Finite element analysis model of MR fluid inverse bulging forming.
During the inverse bulge forming process, the upward speed of the piston is 1 mm/s, and boundary constraints are added to the sheet and the MR fluid plastic body in the
Figure 7 is diagram of the equivalent stress and equivalent strain distribution of the sheet after bulging under different pre-forming conditions. It can be seen that the equivalent stress and equivalent strain of the sheet in the flange area after pre-forming are evenly distributed, and the increase in height does not change much. The areas with large plastic deformation are mainly oncentrated in fillet area, bulging area and convex top area, and as the pre-formed height increases, the equivalent stress and equivalent strain of the corresponding area increase. With the increase of the pre-forming height, the equivalent stress and equivalent strain gradient of the sheet in the deformation area increase continuously along the thickness direction, and the maximum equivalent stress and equivalent strain begin to move to the center of the bulging area. The sheet is in a two-way tensile stress state, and plastic deformation occurs with the flow of the MR fluid media and the sheet plastic deformation area in the convex top zone is continuously expanding. When the inverse bulging height is 11 mm, the maximum equivalent strain and the maximum equivalent stress is located on the outer surface of the highest point of the sheet bulging area.
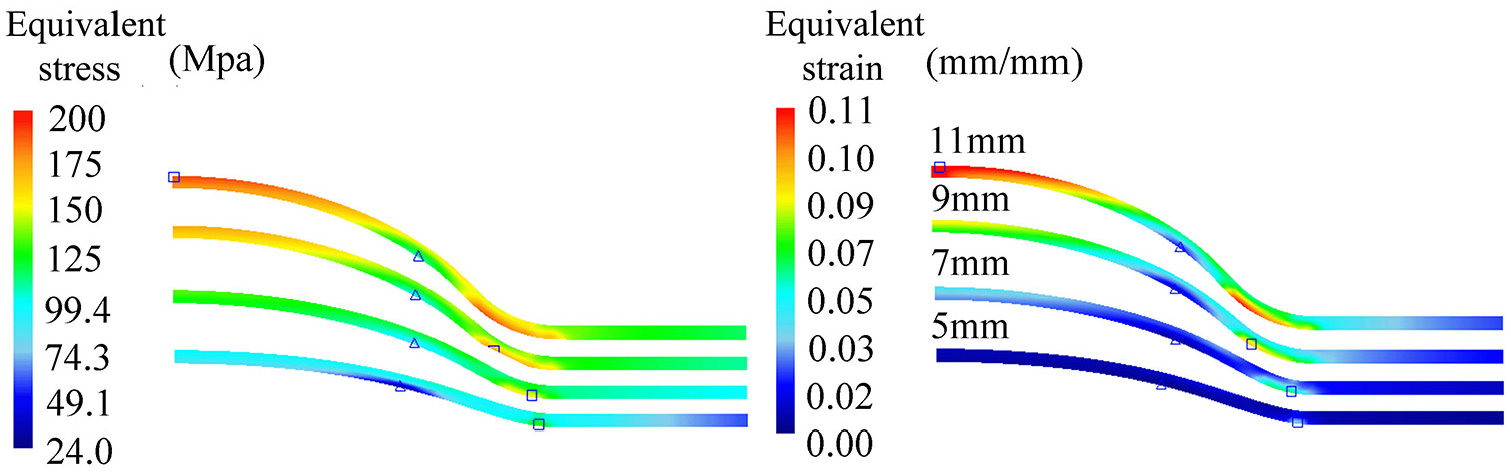
Equivalent stress and equivalent strain distribution.
Process experiment
Research approach
The 5052 aluminum alloy sheet used in this experiment has good properties, while the cylindrical parts formed by the traditional drawing process face the problems of large deformation degree of each deformation area and uneven wall thickness distribution.25–27 In general, sufficient deformation is required to homogenize its performance during forming. In order to further explore the influence of the pre-forming process on the final forming performance of parts in deep drawing, the bulging pre-forming experiments with inverse bulging heights of 5, 7, 9 and 11 mm were carried out respectively. On this basis, in order to facilitate comparative analysis, the general deep drawing experiment of 5052 aluminum alloy sheet and the deep drawing experiment of MR fluid-assisted sheet were carried out at the same time. The experiments of cylindrical parts was carrid out to explore the effect of pre-forming process on the final deep drawing of parts, as shown in Figure 8. The experiment was performed on SPV hydraulic press with loading speed of 3 mm/min, the device for deformation is mainly composed of punch, die, blank holder, magnetic control unit and back pressure unit. Wrap the coil around the outside of the die, and then connected with the power supply device form a controllable magnetic to provide the external magnetic field for forming. The diameter of the formed flat-bottomed cylindrical part is d = 40 mm, the diameter of the aluminum alloy circular slab used in the experiment is D = 85 mm, the drawing ratio is 2.125, and the sheet thickness t = 1 mm. According to the study on the constitutive relationship of MR fluid by Wang et al., 12 the experiment selected the solid content of MR fluid as 56%, which corresponds to the flow stress parameter of MRfluid set in the finite element analysis. The current adjustment range is 0–5 A, and the corresponding magnetic field induction intensity range is 0–0.1 T, and working area generates an approximately uniformly distributed uniform magnetic field. In order to give full play to the rheological properties of the MR fluid, the greater of the intensity of the magnetic field within the adjustable range of the experiment is, the more conducive to the improvement of the parts forming performance. Therefore, the current intensity in the experiment is 5 A and the magnetic field intensity is about 0.1 T.
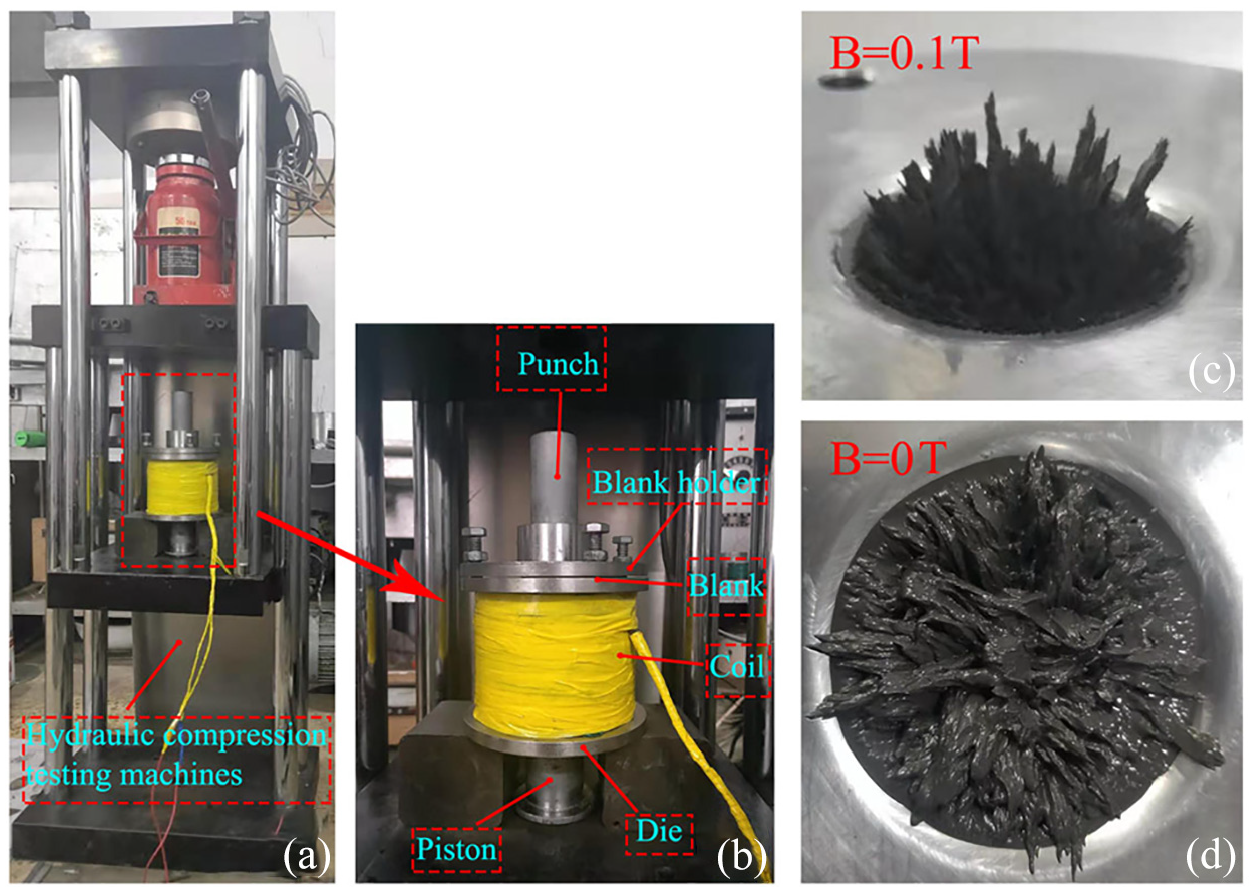
Experimental equipment: (a) experiment platform, (b) forming device, (c) B = 0.1 T, and (d) B = 0 T.
Formed specimen
Table 1 shows the chemical composition of the 5052 aluminum alloy sheet used in the experiment. The flat-bottomed cylindrical parts conducted under different forming conditions are shown in Figure 9, and Figure 9(a) shows the inverse bulging pre-forming parts under different preforming heights, Figure 9(b) shows the deep-drawn parts conducted under different forming conditions.
5052 composition of aluminum alloy wt%.

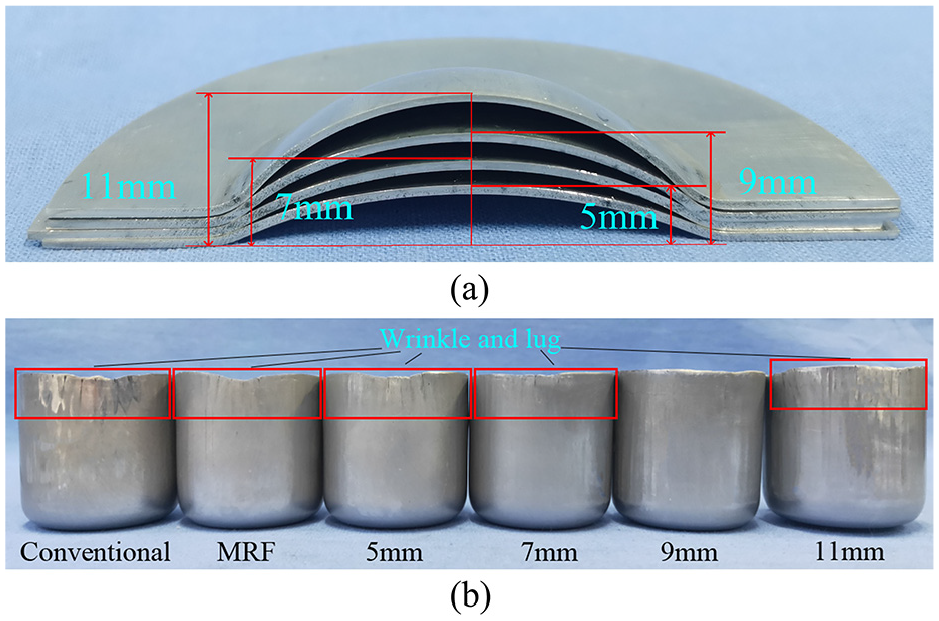
Comparison of experimental results: (a) inverse bulging pre-forming parts and (b) deep-drawn parts.
Discussion and analysis of the results
Inverse bulging pre-forming loading time
In the inverse bulging pre-forming stage, the sheet in flange area will not flow due to the constraint of blank holder. The sheet follows the principle of volume invariability, and the sheet in deformation zone mainly relies on thickness thinning to compensate for the increase of surface area caused, and excessive inverse bulging height will affect the quality of final deep-drawn parts. In order to obtain the required height accurately, it is necessary to determine the loading time in the pre-forming stage. The theoretical formula of the design is derived, and concluded that the height
Figure 10 shows the relationship of the experimental and theoretical values between loading stroke and time under different inverse bluging heights. It is found that the loading time of experiment is more than the theoretical result, this is decause of the change of the physical states in process such as compaction, bending, fracture and recombination of magnetic particles were neglected in the loading forming, which resulting in the theoretical result is too small. The error less than 10.5%, and decreases gradually with the increase of bulging height, which because that the magnetic particle chain structure is compacted in the process of force transfer, the yield stress is increased and compression strengthening effect has occurred, the chain structure formed is more compact and stable. The theoretical model can be used to predict the loading time of inverse bulging pre-forming. However, as the degree of extrusion increases, the particle chain structure with lower stability will be rearranged and combined, resulting in an increase in the difference. Through the above analysis, it can be known that within the allowable range of error, the theoretical model derived from the derivation can effectively predict the loading time required to reach the pre-forming height.
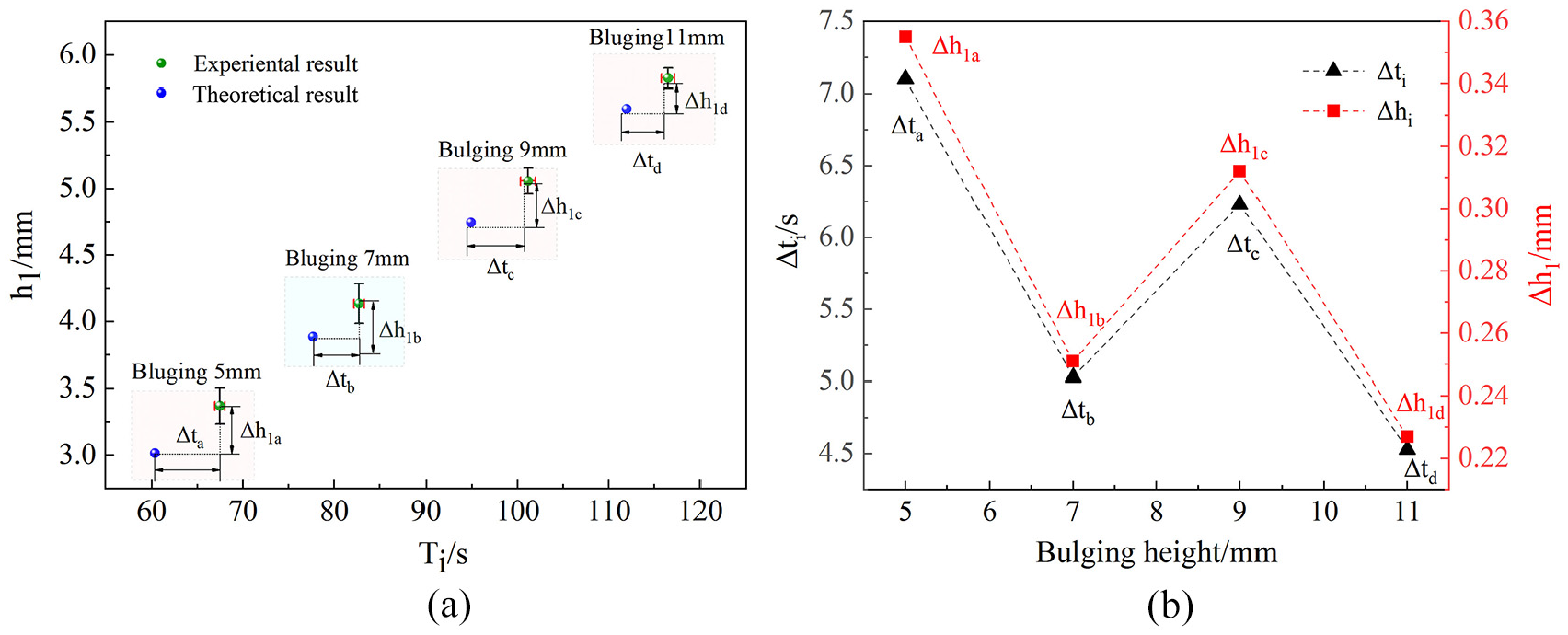
Comparison of theoretical loading time value and experimental value when reaching the target pre-forming height:(a) theoretical loading time value and experimental value and (b) difference value.
Shape and wall thickness distribution of preformed parts
The inverse bulging pre-forming process plays a role in gathering materials and adjusting deformation coordination, and reasonable inverse bulging pre-forming height is very important to the deformation behavior of deep-drawn parts. Futhermore, this experiment uses the Bauschinger effect to strengthen the deformation of the sheet effectively, which improves the overall forming performance and quality of the parts. To study the changes in the shape and size of the components after the bulging and pre-deformation of the MR fluid assisted sheet, and accurately control the height of the pre-forming, which can effectively avoid insufficient or excessive deformation and improve the forming efficiency. Figure 11 shows the analysis of the theoretical analysis results, numerical simulation results and experimental results of the shape and size changes of inverse bulge forming components under different conditions.
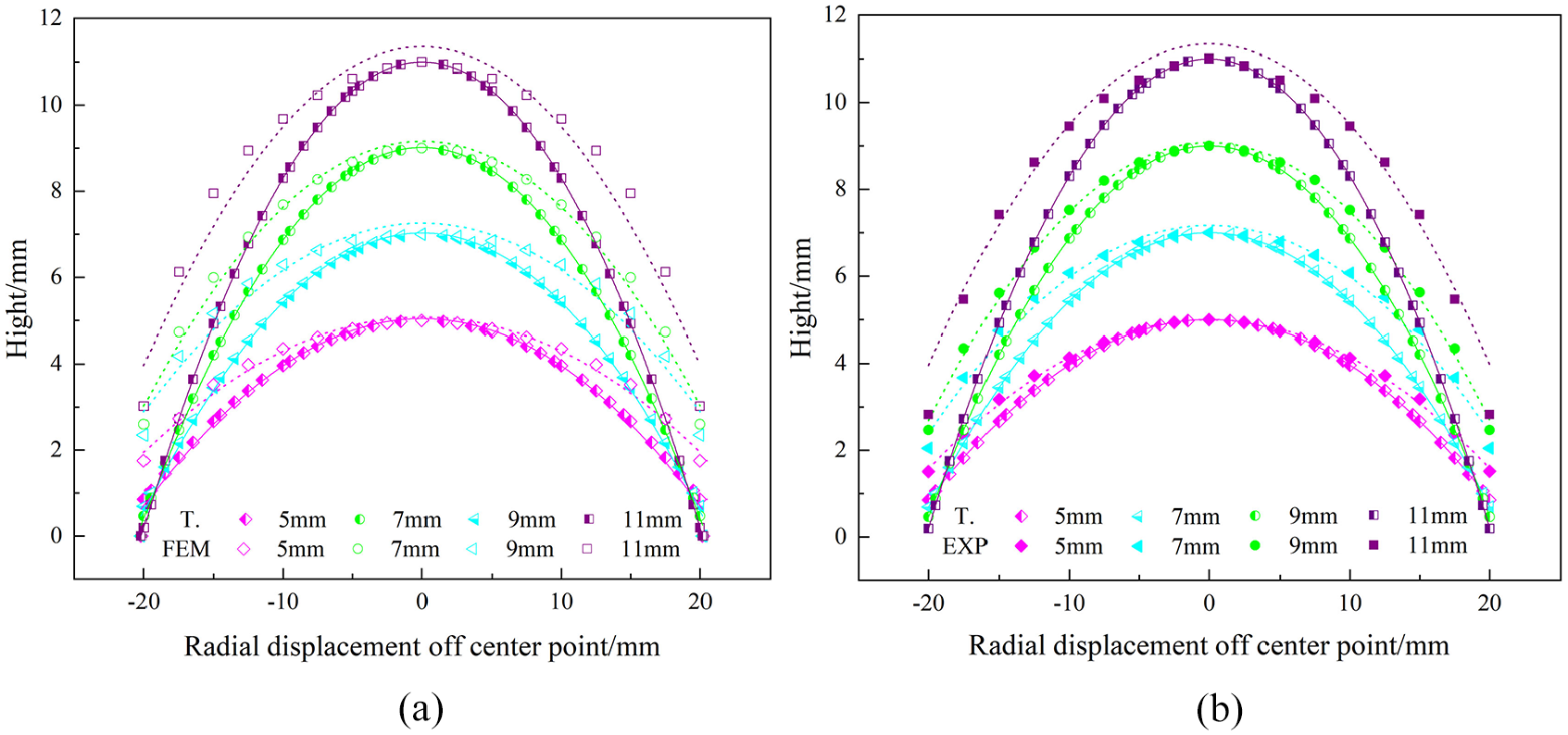
Shape and size of pre-forming parts under different conditions: (a) comparison of theoretical results and simulation results of sheet metal configuration and (b) comparison of theoretical results and experimental results of sheet metal configuration.
According to equation (18), it can be seen from Figure 11 that the theoretical result is conform to the deformation trend of sheet in the stage of inverse bulging pre-forming basically. In order to further verify the reliability of the theoretical results, the experimental results and simulation results of configuration of sheet under different pre-forming conditions are compared with the theoretical results, as shown in Figure 12. The contour curve of the results of theoretical are in good agreement with the experimental results with the increase of distance. When the inverse bulging height is 5 mm, the theoretical model is very accurate for the inverse bulging forming. However, the theoretical calculation results are generally less than the simulation results and experimental results with the increase of the inverse bulging height, where the points is farther away from the axis. This could be explained that the complex stress state of MR fluid was not taken into account, the process of inverse bulging pre-forming was under the coupling action of multiple physical field, and the rheological properties of MR fluid was ignored. Under the action of external magnetic field, MR fluid behaves as a solid and its flow state is different from the liquid or other media. In the magnetic field, the magnetic particle chains are extruded by the piston and as a force transfer media, then magnetic particle chains were breaken and recombined to form a stable cluster structure continually. Different parts of sheet are in different levels of pressure because the force transfer effect of particle chains is different, which result in the degree of deformation is greater than the theoretical result. The theoretical model can be used to predict the deformation of sheet in the pre-forming process because of its high consistency with the experimental data. After the theoretical model is compared with the test results and the simulation results, the consistency of the change trend is relatively high, and it can be used to effectively predict the deformation of the sheet during the pre-forming process.
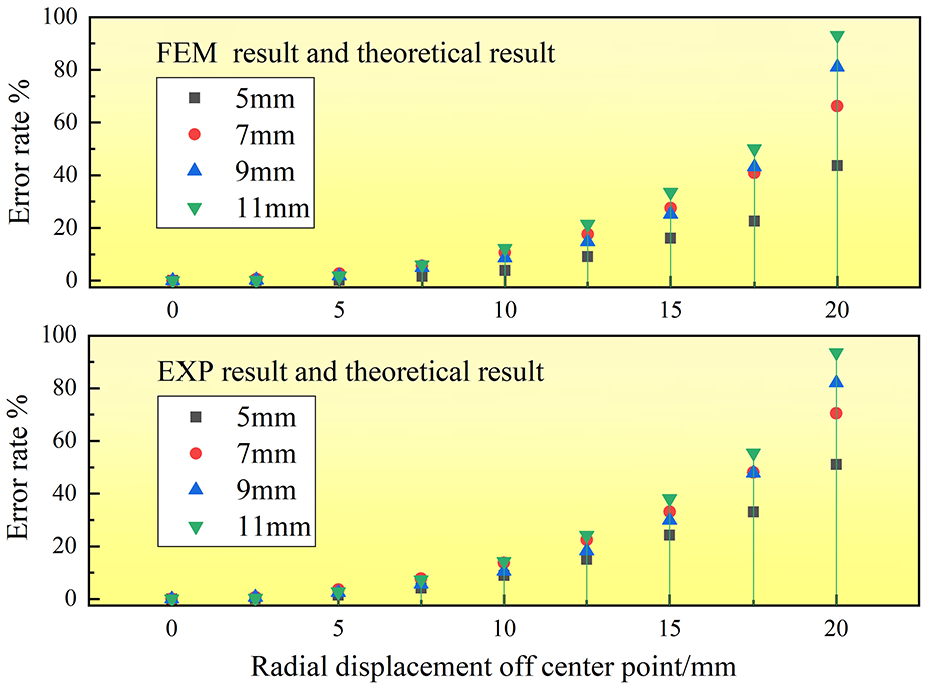
Errors of theoretical analysis results, numerical simulation results and experimental results.
As shown in Figure 13(a), analyzing the thickness of sheet in the deformation area of the inverse bulging pre-forming parts. With the increase of the inverse bulging height, the wall thickness near the center axis is thinned, when the bulge height is 5, 7, 9, 11 mm, the experimental results are in well agreement with the FEM simulation results, and the maximum error between them is less than 0.6%. However, when the bulge height is 11 mm, the wall thickness of the measured part is seriously reduced, which is quite different from the simulation results, this phenomenon can be explained with the extrusion strengthening effect of MR fluid. With the increase of inverse bulging height, the strength of MR fluid along the direction of magnetic field increased gradually, which result in the trend of wall thickness thinning is serious. Comparing the experimental results and numerical simulation results of the shape and size of the preform after the experiment, as shown in Figure 13(b). The contour curve of the central area basically coincides, and the theoretical configuration began to deviate at the distance 7.5 mm away from the axis, and the deviation between the numerical simulation results and the experimental values increases slightly in the area of 15–20 mm, but it is not more than 10%. In recent years, magnetic fluid has only been used as a force transmission media in the field of sheet plastic forming. Therefore, the complex multi-field coupling theory and simulation model construction of sheet magnetic media forming is still in the process of continuous improvement. On the whole, the error is also within an acceptable range.
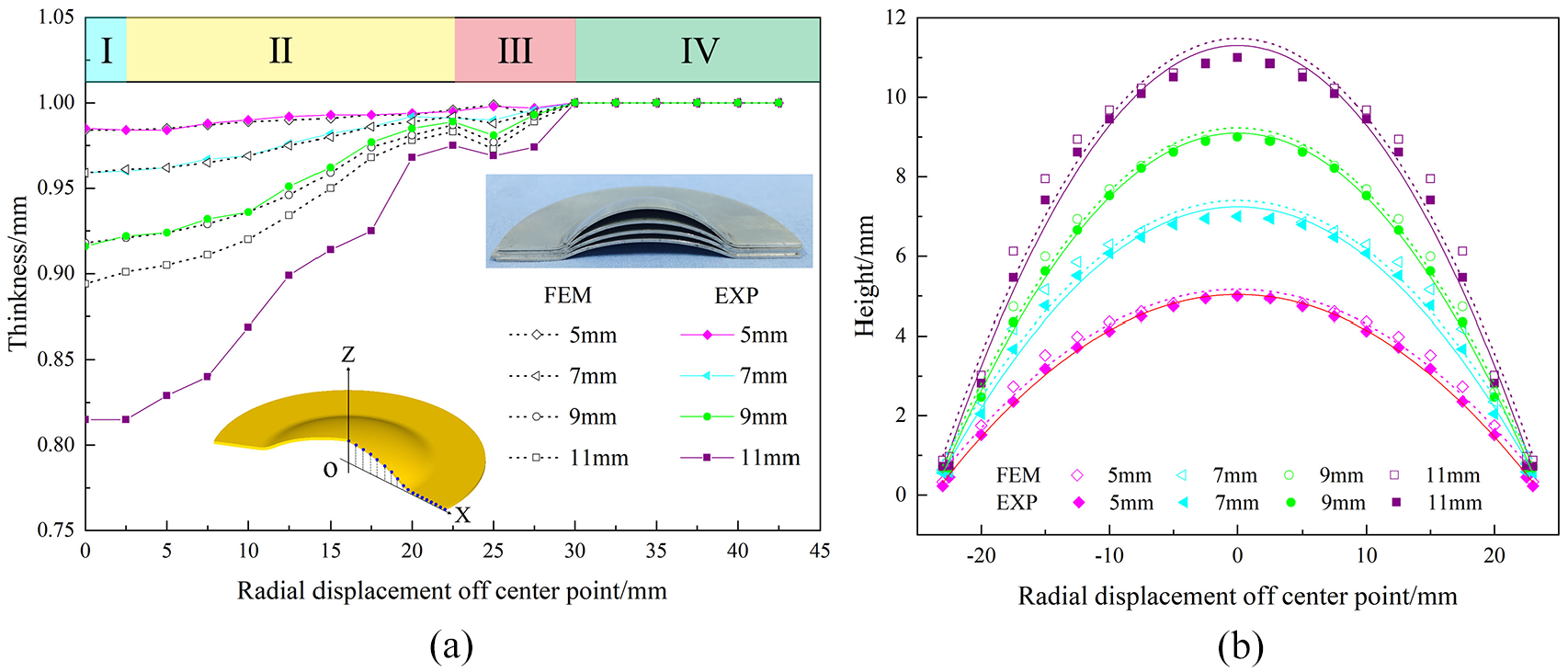
Component shape and wall thickness under different inverse bulging pre-forming conditions: (a) wall thickness distribution (b) shape size.
Analysis of formed parts
The thickness of the sheet in the deformation zone will be reduced with inverse bulging pre-deformation, too large or too small inverse bulging height is not conducive to the follow-up forming, so it is necessary to analyze the wall thickness distribution and surface quality under different forming conditions to determine the reasonable bulge height. In order to obtain the influence degree of different pre-deformation conditions on the wall thickness distribution, one-way analysis of variance was was used to analyze the wall thickness distribution of the formed part under the conditions of no inverse bulging, inverse bulging height of 5 mm, inverse bulging height of 7 mm, inverse bulging height of 9 mm, and inverse bulging height of 11 mm. The one-way analysis of variance data is shown in Table 2, and the analysis results are shown in Table 3. From the analysis results in Table 3, we can see that F = 277.80349 > F0.05, so the degree of pre-deformation has a significant influence on the uniformity of the wall thickness distribution of the cylindrical parts.
One way ANOVA data sheet.

One-way ANOVA.

Taking 23 measuring points which are distributed in the section of the deep-drawn part, the wall thickness distribution of the deep-drawn parts with different forming conditions are measured as shown in Figure 14(a). The formed parts is divided into three areas: straight wall area (measuring points 1–6), die radius area (measuring points 6–9) and bottom area (measuring points 9–12). The trend of wall thickness distribution is roughly the same because the section of the parts are symmetrial. It can be seen from Figure 14(a) that the wall thickness distribution of conventional deep drawing parts is extremely uneven, thickness of the straight wall near the corner of the die increased seriously and at the punch corner decreased rapidly, and the maximum thinning rate by 10.1%. However, the wall thickness on the bottom area has little deformation. As shown in Figure 9(b), the cup mouth area of the cylindrical parts is wrinkled sevely and the surface quality is poor.
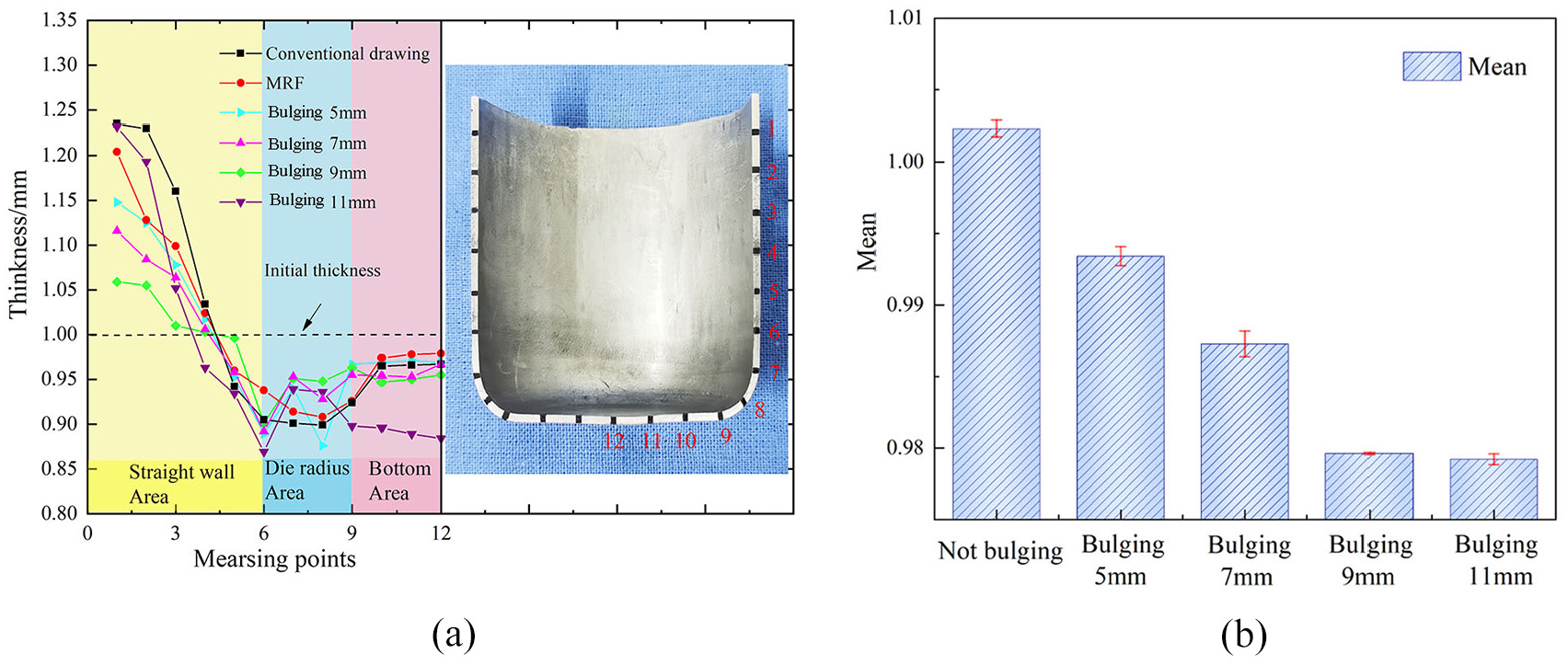
Wall thickness distribution of final formed parts under different conditions: (a) wall thickness distribution and(b) average wall thickness.
The use of MR fluid assisted deep drawing can better improve the unevenness of the wall thickness distribution, Figure 14(a) showed that the wall thickness thickening in the straight wall is suppressed, the wall thickness thinning in the fillet area is reduced, of which the maximum thinning rate is reduced to 9.2%. The material in the bottom area almost does not flow and the thickness remains basically unchanged. Figure 9(b) showed that the surface quality of the cup mouth and the wrinkle defect are improved well, this is because the sheet at the corner of the die will be bended and straightened when it flows into the cavity during the conventional drawing process. The sheet is not easy to occur the plastic deformation under the bidirectional tensile stress state, because the large friction between the sheet and the inner wall of the cavity. The thickness strain of the transition area between the straight wall and the die fillet is obvious, and the wall thickness is reduced seriously during the forming process. MR fluid was used as a force transfer media under the assistance of back pressure unit, the wall is deformed under the combined action of tensile stress and compressive stress. With the increase of the external pressure, the direct action pressure on the side wall and bottom of the part will also increase. The circumferential compressive stress of the sheet in the flange area will decrease, and the wrinkle and crack trend will be restrained. Meanwhile, larger back pressure can force the sheet to stick to the punch, increaseing the perfomance of the deep-drawn parts.
As shown in Figure 14(a), the wall thickness of deep-drawn parts with different inverse bulging pre-forming heights is analyzed. The wall thickness distribution tends to be uniform gradually with the increase of inverse bulging pre-forming height. When the inverse bulging height is 5 and 7 mm, the wall thickness thickening phenomenon in the straight wall area was slowed down, and the extreme point of wall thickness thinning in the fillet area moved up from the punch fillet to the straight wall area, the deformation of the bottom area increased obviously. It is found from Figure 14(b) that the surface quality of the formed parts are improved greatly with the increase of height.
When the inverse bulging height is 9 mm, the wall thickness distribution is the most uniform and the surface quality is the best, which has no wrinkle defect occured. This is because under a certain cavity pressure, the material in the deformation zone has gone through four stages of bulging, press down, flatten, the soft drawnbead is formed. The forming of soft drawbead controls the flow state of the material and changes the stress state of the material and reduces the circumferential stress. Meanwhile, the sheet undergoes the process of bending and inverse bending when it flows into the cavity after inverse bulging forming, which leads to work hardening effect and significant plastic strengthening effect. The drawbead effect is more obvious with the higher of the inverse bulging height, the tensile stress is increased correspondingly and the sheet is easilier to flow into the cavity. We can find that reasonable inverse bulging pre-forming height can eliminate wrinkle and other defects effectively, improve the bottom deformation and the forming quality of parts.
However, when the inverse bulge height increased to 11 mm, the wall thickness variance increases to 0.014. As shown in Figure 14(a). The wall thickness of the straight area extremely thinned point appear at measuring point 6, where the wall thickness reduction rate is 13.1%. According to the analysis, the sheet in the deformation area will be excessively thinned and the surface area will be increased because of the excessive high inverse bulging height, which will result in the enrichment of material in the deformation area, the bottom of the part will be thicken after deep drawing. Moreover, the plastic strengthening effect of the sheet is weakened, and the tensile stress is reduced because of the excessive thinning of the wall thickness.
Conclusion
In this paper, a new method is proposed to improve the formability of the deep-drawn parts by adding inverse bulging pre-forming process. This process has considered the comprehensive advantages of the MR fluid as soft-tool forming media, whose rheological property is controllable. The forming property of deep-drawn parts has improved by the increase of the pre-deformation amount at the initial stage, which is difficult for other methods of soft-tool forming. And the machining accuracy and surface quality quality of parts can also be improved.
The theoretical model of MR fluid for transfering pressure is established, and the rule of pressure transmission during the process of pre-deformation are revealed. This model considers the coupling effect of surface force and volume force in the process of force transfer. When the magnetic field intensity and composition of MR fluid are constant, the pressure
The relationship between the pre-deformation height and the loading time can been concluded from the theoretical formula. The results from configuration model in the process of inverse bulging pre-forming were compared with the results obtained from experiments and numerical respectively, it can be concluded that the error is less than 10%. The reliability of the model has shown good agreement at a satisfactory level, and it can be used to predict the inverse bulging height and configuration of sheet in the predeformation process.
The experiment results show that under the magnetic field codition, the wall thickness distribution more uniform with the increase of the inverse bulging height. The extreme point of thickness thinning in the bottom is transferred to the straight wall area, and the formability and surface quality of the parts are improved significantly. It is worth noting that too high inverse bulging height will lead to excessive thinning, which result in the formability decreases. When the inverse bulging height is about 9 mm, the pre-forming effect is the best and the wall thickness variance is reduced to 0.002, no wrinkle and lug defect on the surface of the parts.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Key Laboratory of Micro-systems and Micro-structures Manufacturing of Ministry of Education, Harbin Institute of Technology (2020KM005) and the Fundamental Research Foundation for Universities of Heilongjiang Province (LGYC2018JQ011).