
Abstract
In this study, system maintenance and production scheduling are jointly decided to solve the problems of resource idleness and time cost increase due to system maintenance in the processing of production scheduling. Based on the previous research on the integration of scheduling and maintenance of single machine and multi machine, considering the deterioration and economic dependence of each component in the system, a joint strategy of multi component condition-based maintenance combined with production scheduling is formulated. All the maintenance combinations and probability calculation formulas in the production scheduling process are developed using the deterioration state space partition method, and the probability density function and its numerical solution method are derived. A joint decision model is established to minimize the total weighted expected completion time. Finally, taking the KS5 adjustable multi axis tapping machine as an example, numerical experiments were conducted to verify the correctness of the proposed strategy and the established model.
Keywords
Introduction
Production scheduling plays an important role in the manufacturing industry. It mainly studies the problem of rationally allocating limited resources to different processing jobs within a certain period of time. 1 In conventional scheduling, it is often assumed that the system is continuously available. However, in a real production scheduling process, the system deteriorates owing to the influence of the processing object and external environment. When the degradation reaches a certain degree, it leads to system failure and the corresponding production downtime. 2 Preventive maintenance (PM) activities can restore system performance and ensure smooth production scheduling. However, frequent PM will increase the total cost and reduce the enterprise profit. Therefore, the conflict between maintenance and scheduling should be effectively resolved, and the concept of conducting appropriate PM in the production scheduling process is attracting increasing research interest.
In recent years, many scholars have studied the joint optimization problem of system maintenance and production scheduling. Duffuaa et al. 3 formulated a hybrid maintenance strategy of PM and corrective maintenance (CM) for a single equipment, and established a joint model aiming at minimizing the total maintenance cost. Cui 4 also for a single machine, considering the influence of fault uncertainty, in order to minimize the weighted sum of quality robustness and solution robustness, an integrated model of production scheduling and maintenance is established. Liu et al. 5 considered the degradation state and virtual service life of a system; the authors established an integrated model with the minimum total expected cost as the goal. Tambe and Kulkarni 6 studied the same joint optimization problem as Liu et al, 5 and compared the joint optimization model with the model developed using conventional methods. Abdelrahim and Vizvári 7 proposed a branch and bound algorithm to optimize the model. Pan et al. 8 introduced the effective life and the remaining life to describe the degradation degree of the machine. Pandey et al. 9 and Hadidi et al. 10 considered the integration of system maintenance and production scheduling, established a comprehensive model of single machine scheduling and maintenance. Wu et al. 11 and Lee and Cehn 12 used the same type of parallel machine as the research object, and optimized the maximum completion time as the goal to establish an integrated model of parallel scheduling and maintenance. Several studies13–17 have established an integrated model of production scheduling and maintenance for job shop, flow shops, and flexible job shops.
In the previous researches on the integration of scheduling and maintenance, the system is often regarded as a whole, such as the joint study of maintenance and single-machine, parallel-machine and multi-machine scheduling, and the complex structure of the system is often ignored. However, in the mechanical manufacturing industry, many mechanical equipment contain multiple components, such as a group of drilling machine tools composed of multiple bits in a production workshop. Excessive wear or failure of any drill bit will affect the quality of the product and indirectly affect the smooth progress of the scheduling job. Therefore, it is of great significance to study the deterioration status of each component in the system and arranging appropriate maintenance activities for multiple components.
As a result of technological advancement, condition based maintenance (CBM) is gradually used in practice to arrange maintenance activities according to the degradation state of the system.18–20 An opportunistic maintenance (OM) strategy based on the actual deterioration state of components was first proposed by Wijnmalen and Hontelez. 21 Castanier et al. 22 considered a two-component series system as the research object, assuming that when the degradation state of the component is greater than the predefined fault threshold, the component will not fail immediately but continues to degrade to the next detection or maintenance time. Hosseini et al. 23 developed a greedy heuristic local search algorithm based on multi-component maintenance scheduling. Zhu et al. 24 proposed a new CBM strategy for multi-component systems with continuous random deterioration. Zhou et al. 25 proposed an opportunistic PM scheduling algorithm based on dynamic programing for multi-component series systems. Zhang and Zeng 26 focused on multi-component systems under continuous conditions, and established a long-term cost rate model for the same multi-component systems.
The remainder of this paper is structured as follows. Section 2 describes the system characteristics, and the joint strategy. Section 3 introduces the joint optimization model. In Section 4, the degradation state space partition of multi-component systems is described, and the probability and probability density of maintenance requirement combination are derived. Section 5 describes the numerical analysis and example verification. Finally, Section 6 presents a summary of the main conclusions of the study and future outlook.
System description
Problem description and assumptions
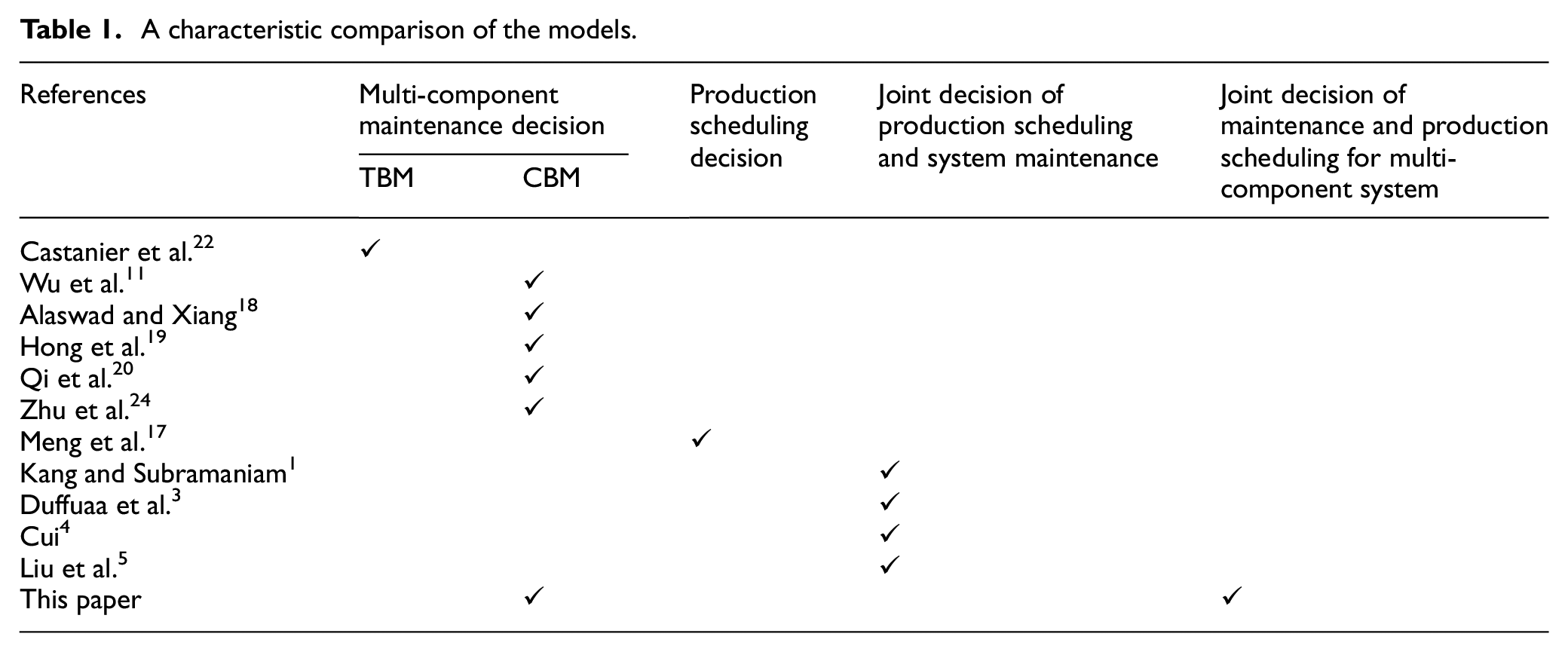
The research object is an identical multi-component series production system, the deterioration state of which is detectable. The degradation of each component will affect the scheduling of the entire system. Conversely, choosing different maintenance activities and job sequences will also influence the degradation of each component. Therefore, it is particularly important to propose a reasonable joint strategy of maintenance and scheduling. The author compares the research of this paper with the existing research, and summarizes it in Table 1.
A characteristic comparison of the models.
Suppose there are
The system is evaluated after each job is completed, and the corresponding maintenance activities are arranged according to the inspection situation. Before scheduling the first job, component
Joint strategy
We set the OM threshold
When the ith scheduled job is completed:
If the degradation state
If the degradation state
While any component
If the deterioration state of any component is lower than
After any component is maintenance, its state is restored to the “as-good-as-new” condition. Considering that the failure of components will cause serious system damage and render maintenance difficult, it is generally considered that
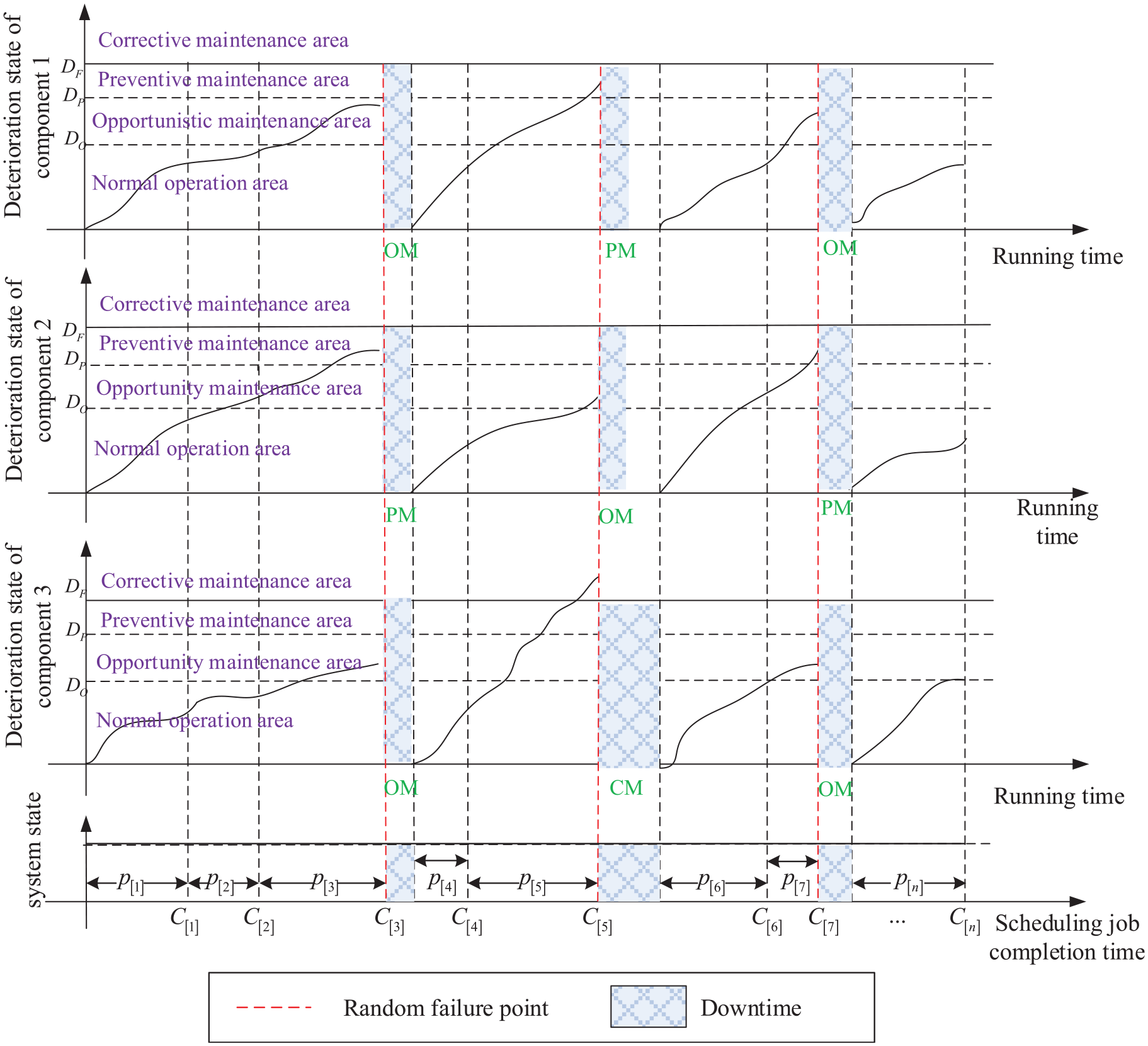
Schematic diagram of joint decision of condition-based maintenance and production scheduling of three-component systems.
In Figure 1,
At time
At time
At time
Joint decision model
The scheduling problem studied herein is the “non-preemptive scheduling” problem. 5 The decision variable xij of the joint decision model is expressed as given in equation (1).



Equation (2) represents the processing time of the job in position





Equation (4) represents the optimization objective to minimize the total weighted expected completion time of processing jobs. Equations (5)–(7) represent the single-machine scheduling constraints of the objective function. The single-machine system can only arrange one processed job or maintenance activity simultaneously, and a certain processed job can only be scheduled in one location at a certain time. Equation (8) represents the value range of maintenance decision variables.

where
As the deterioration state of the components during
Degradation state space partition and probability calculation
State space partition and probability
Figure 2 shows the degradation process of component
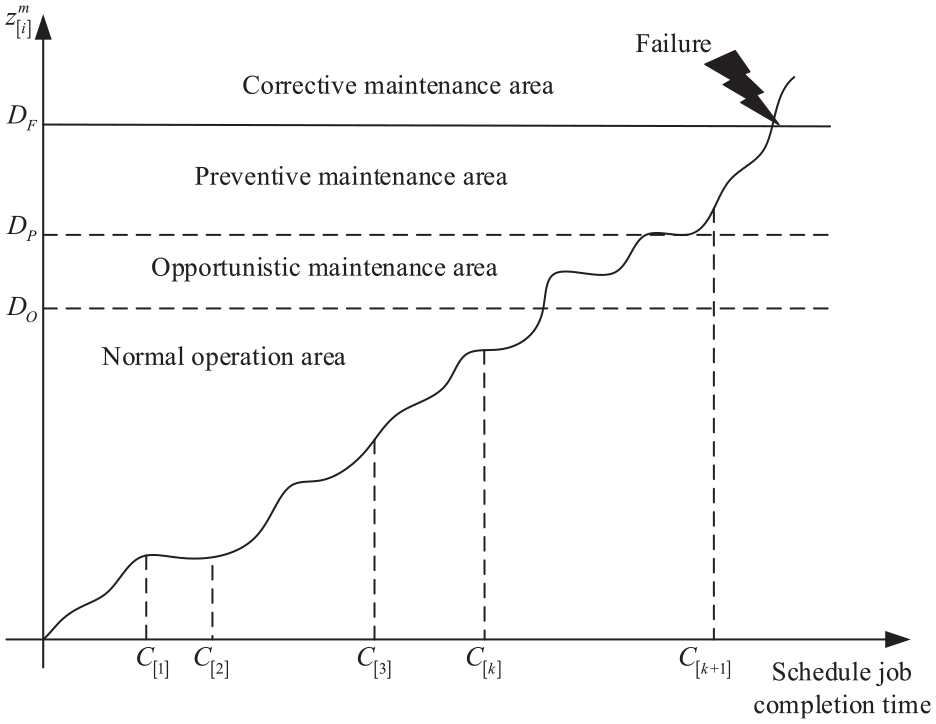
Schematic diagram of the deterioration process of component
Zhang and Zeng
26
proposed a degradation state space partition based on periodic maintenance. The present study also applies this idea and combines it with the production scheduling problem; we propose the degradation state partition and probability calculation formula of a single component, two-component, and three-component system when the
In a production system composed of
Therefore, the probability
(1) When
where


(2) When
Derivation of joint probability density function
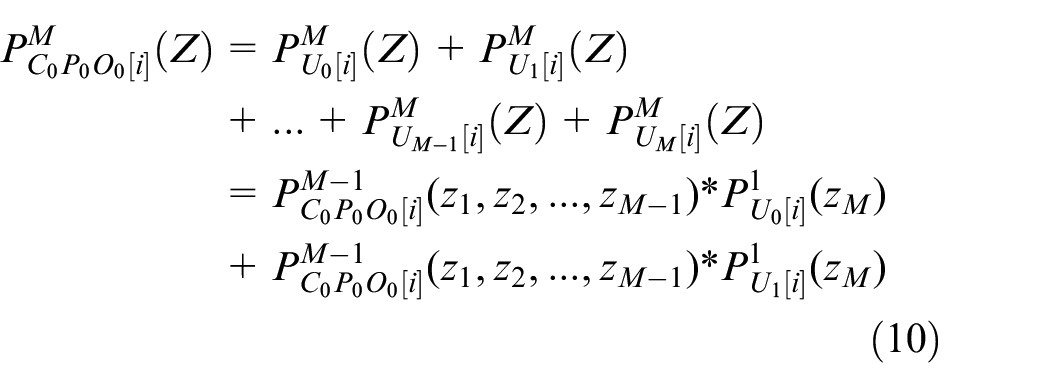
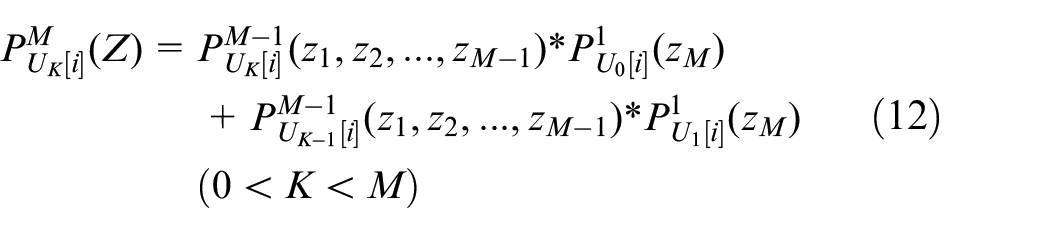
The joint probability density function of the system is a product of the probability density function of the degradation state of each component expressed as equation (15).

To obtain the probability density function of the system when the
Case 1: The remaining
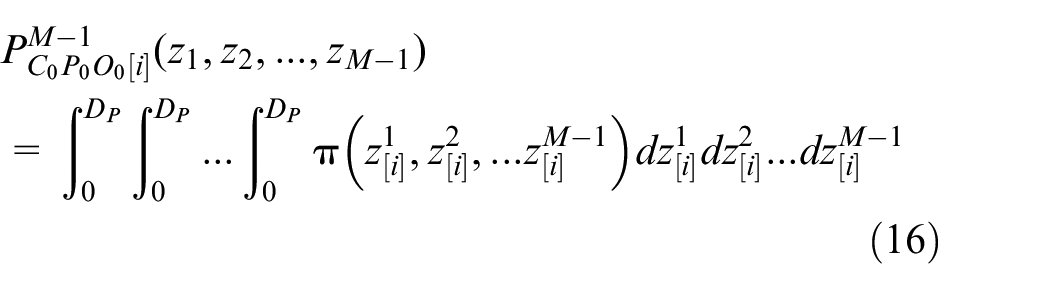
We assumed that the degradation state of component
1. The probability that component
2. When the (i − 1)th scheduled job is completed, component

In summary, when the (i − 1)th scheduled job is completed, the remaining
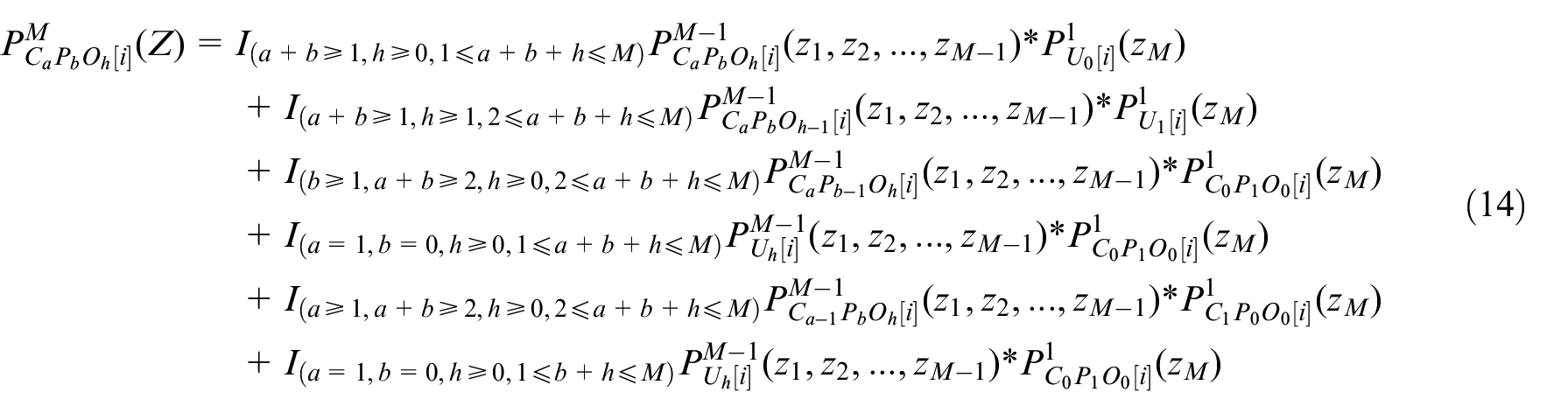
Case 2: At least one of the remaining
According to the above analysis, the probability density function is expressed as equation (21).
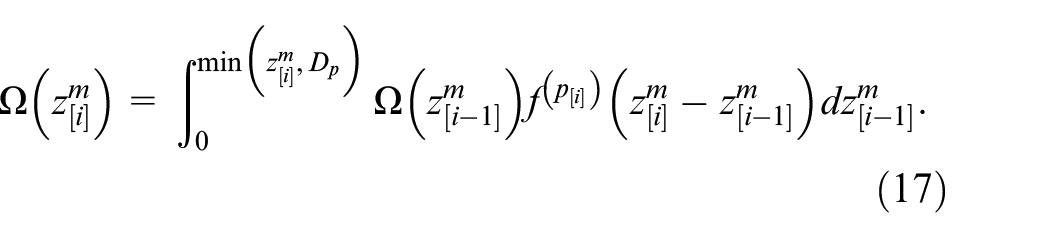
Numerical solution
Equation (21) is combined and simplified to obtain equation (22).

To simplify the expression, let

Referring to the solution methods by Fredholm integral formulas, the orthogonal approximation rule of equation (24) is applied to equation (23), and
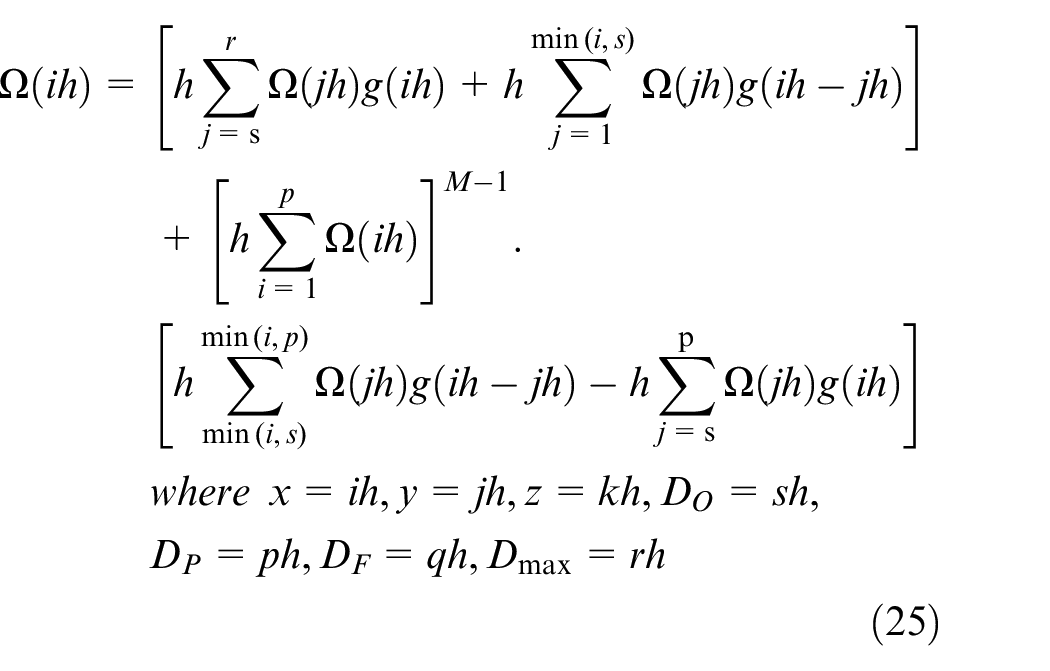
Rewrite the required probability density function into a matrix form and express it as equation (26).

The definition of
Numerical experiments
Let us consider the KS5 type adjustable multi-axis tapping machine as an example; it contains several identical and independent taps with the same distribution. Zhang and Zeng
26
and van Noortwijk
27
mention that Gamma processes are often used to characterize continuous wear processes such as wear, fatigue, and a degrading health index. The degradation of multiple taps in the tapping machine conforms to the degradation process of non-negative increment – stable and monotonically increasing. It can be approximately characterized by the Gamma process, so it is assumed that the degradation increment is a Gamma distribution. Any tap can undergo continuous wear accumulation degradation during the scheduled process. Let the degradation follow a Gamma process with
A genetic algorithm was used to optimize the joint model. The operation parameters were defined as follows: population size: 25; crossover probability: 0.8; mutation probability: 0.1; generation gap: 0.8; maximum genetic generation: 100; and number of simulations: 20.
Design of genetic algorithm
The design of genetic algorithm coding
The decision variables of production scheduling and maintenance threshold are uniformly coded into one-dimensional fixed length chromosome with growth degree of
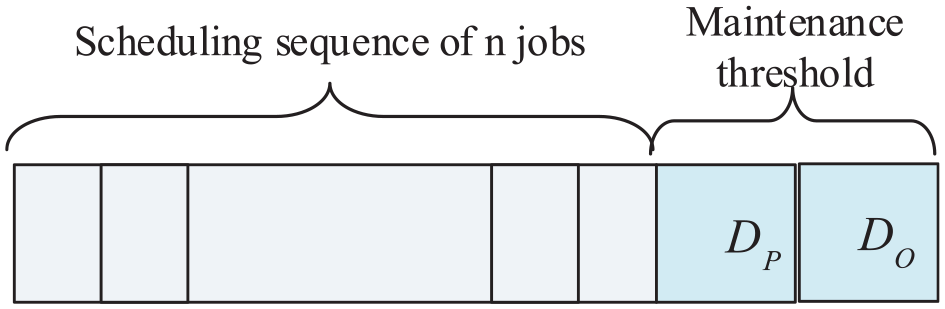
Encoding of genetic algorithm.
For the processing sequence, the natural number encoding of
Design of genetic operators
(1) Selection operator: select chromosome by roulette.
(2) Crossover operator:
Create a random number from the interval (0, 1). If the random number is less than the set crossover probability, randomly select two chromosomes and perform the crossover operation.
For the first to nth bits, the single-point crossover method is adopted. For the last two preventive maintenance thresholds and opportunistic maintenance thresholds, arithmetic crossing method is used. For

For

where µ is a constant in the range of (0, 1). The diagram of cross operation is shown in Figure 4.
(3) Mutation operator:
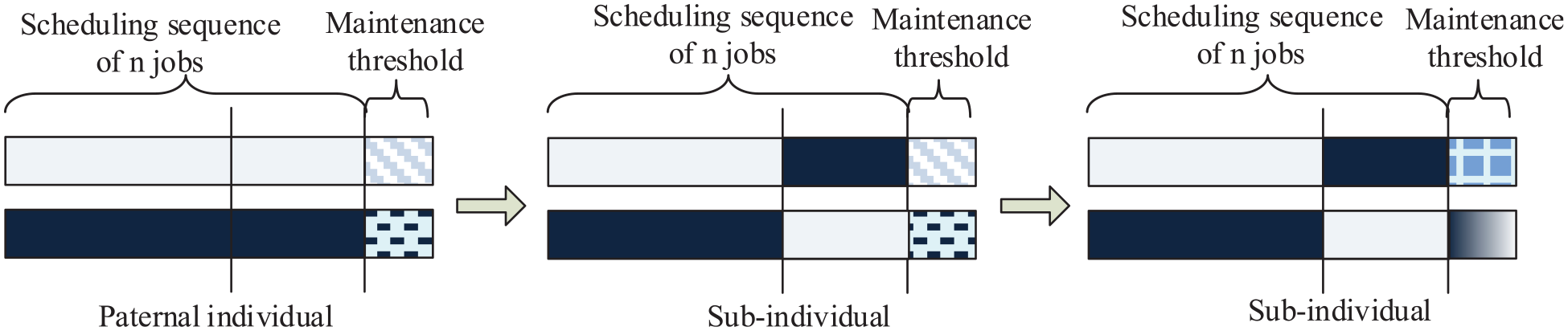
The crossover operation of genetic algorithm.
Create a random decimal from the interval (0, 1). If the decimal is lower than the set mutation probability, the current chromosome will be mutated.
Optimization process of genetic algorithm
The algorithm flow is shown in Figure 5:
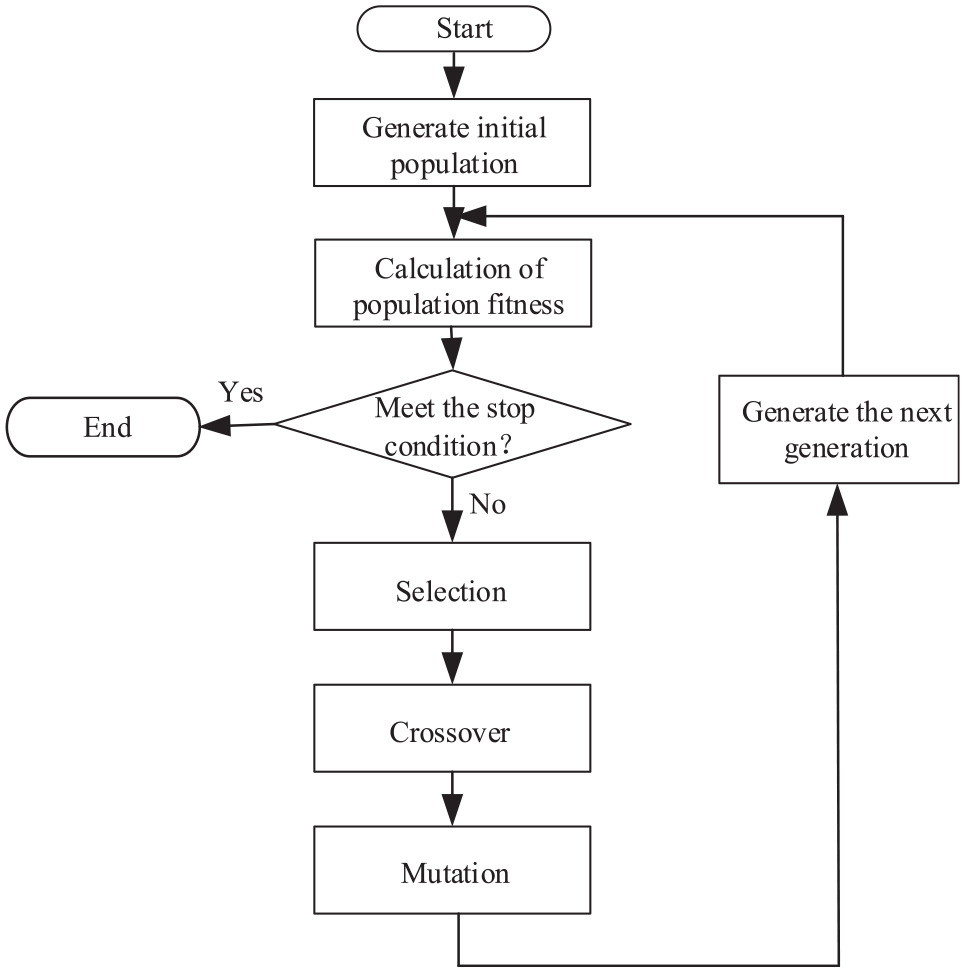
Flow chart of genetic algorithm.
Correctness analysis
In this paper,
values corresponding to different degradation parameters.
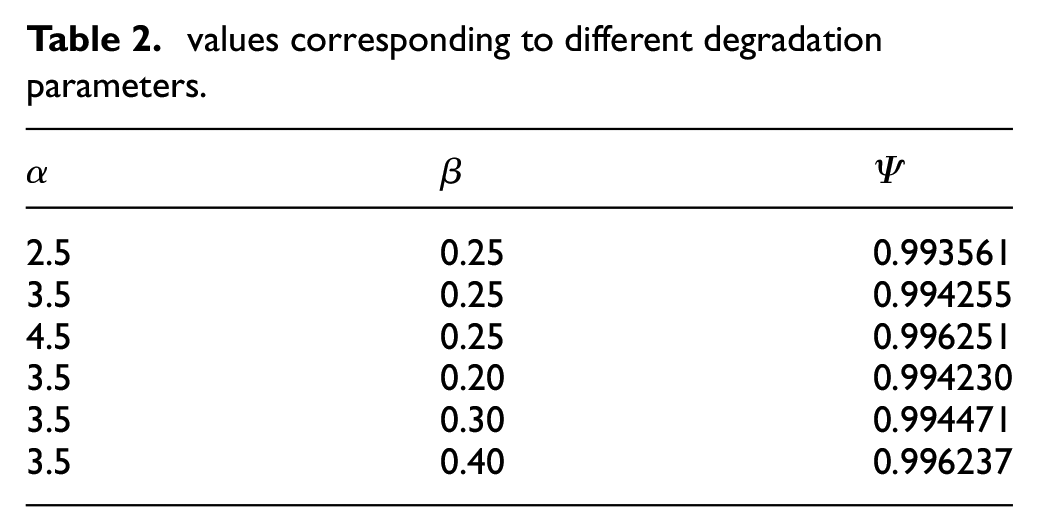
For the multi-component system with
That is, the integral of
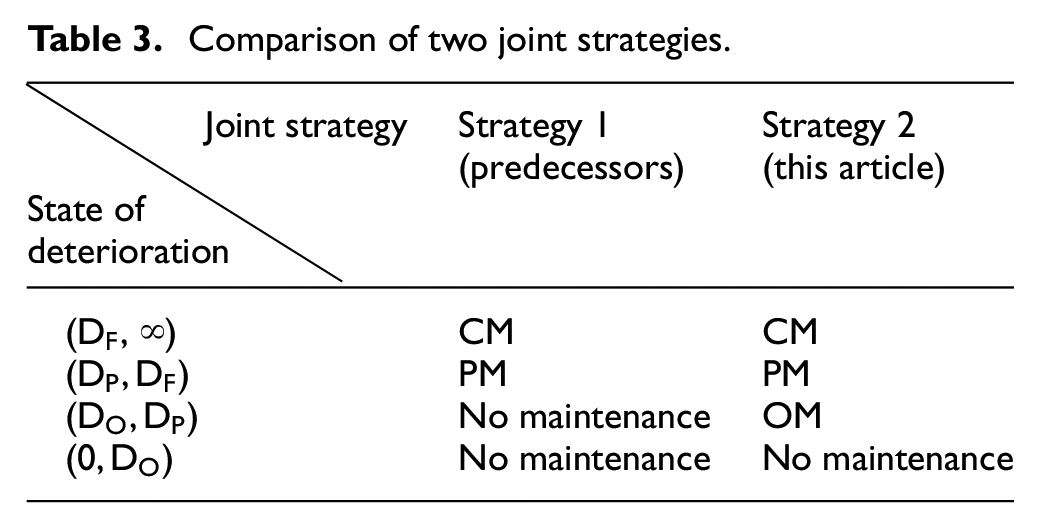
Effectiveness analysis
In the previous joint research on maintenance and production scheduling, the maintenance strategy combining PM and CM was often used. OM was not considered during the entire scheduling process, and this strategy was defined as a joint strategy 1. The joint strategy of multi-component condition-based maintenance and production scheduling established in this paper is defined as joint strategy 2. The comparison of the two strategies is shown in Table 3.
Comparison of two joint strategies.
Comparison of results of two joint strategies for the same job scale
In order to compare the advantages and disadvantages of the two strategies and show the effectiveness of the model built in the joint strategy 2 of introducing OM in this paper, the processing time and weights of scheduled jobs that match the degradation parameters in the Gamma distribution are randomly generated as shown in Table 4. Set it to obey the uniform distribution of 1∼7 and 1∼10 respectively, and carry out numerical experiments under the same and different job scales.
Scheduling job processing time and its corresponding weight.
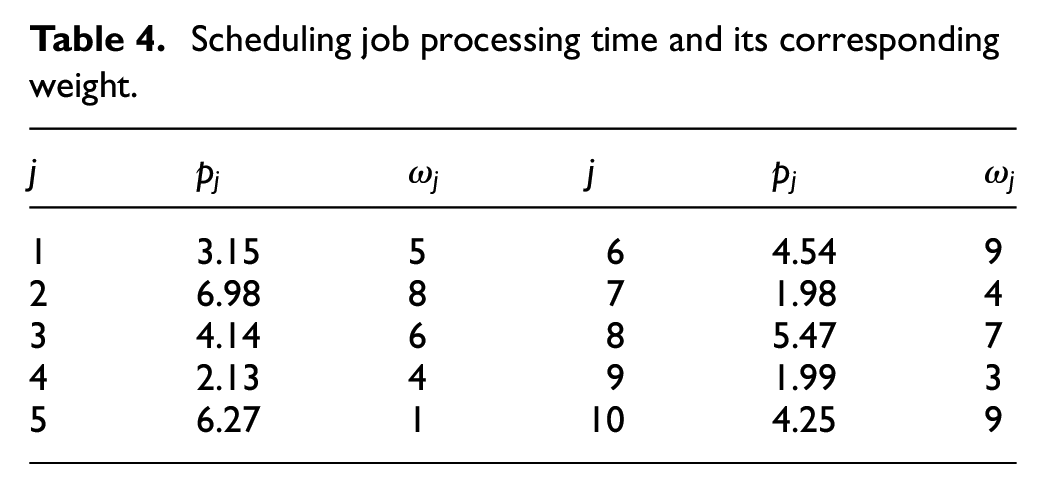
Taking the processing time and the corresponding weight of the scheduled job in Table 4, the results obtained after the optimization of the two joint strategies are shown in Table 5.
Optimization results corresponding to the two joint strategies.
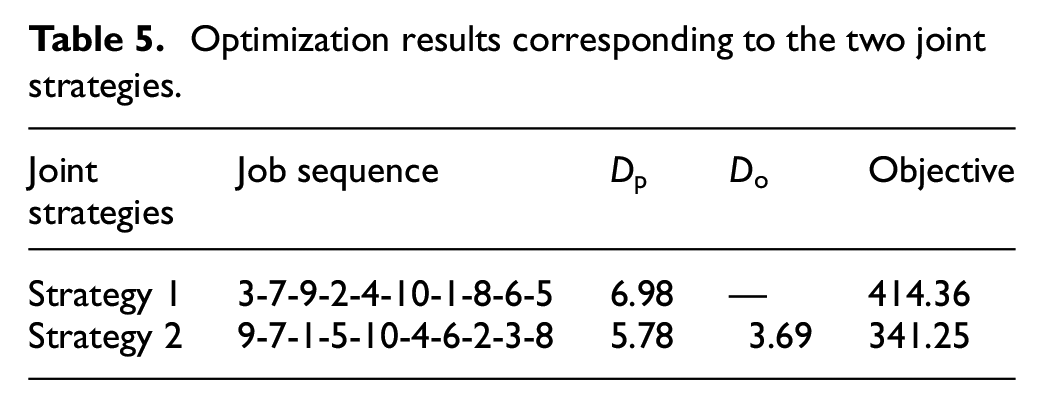
According to the experimental results in Table 5, the objective obtained by using joint strategy 2 in this paper is 341.25, which is 73.11 lower than the objective of 414.36 obtained by joint strategy 1, and the weighted expected total completion time is significantly reduced, which proves the effectiveness of joint strategy 2.
The optimization process of genetic algorithm based on joint strategy 2 is shown in Figure 6.
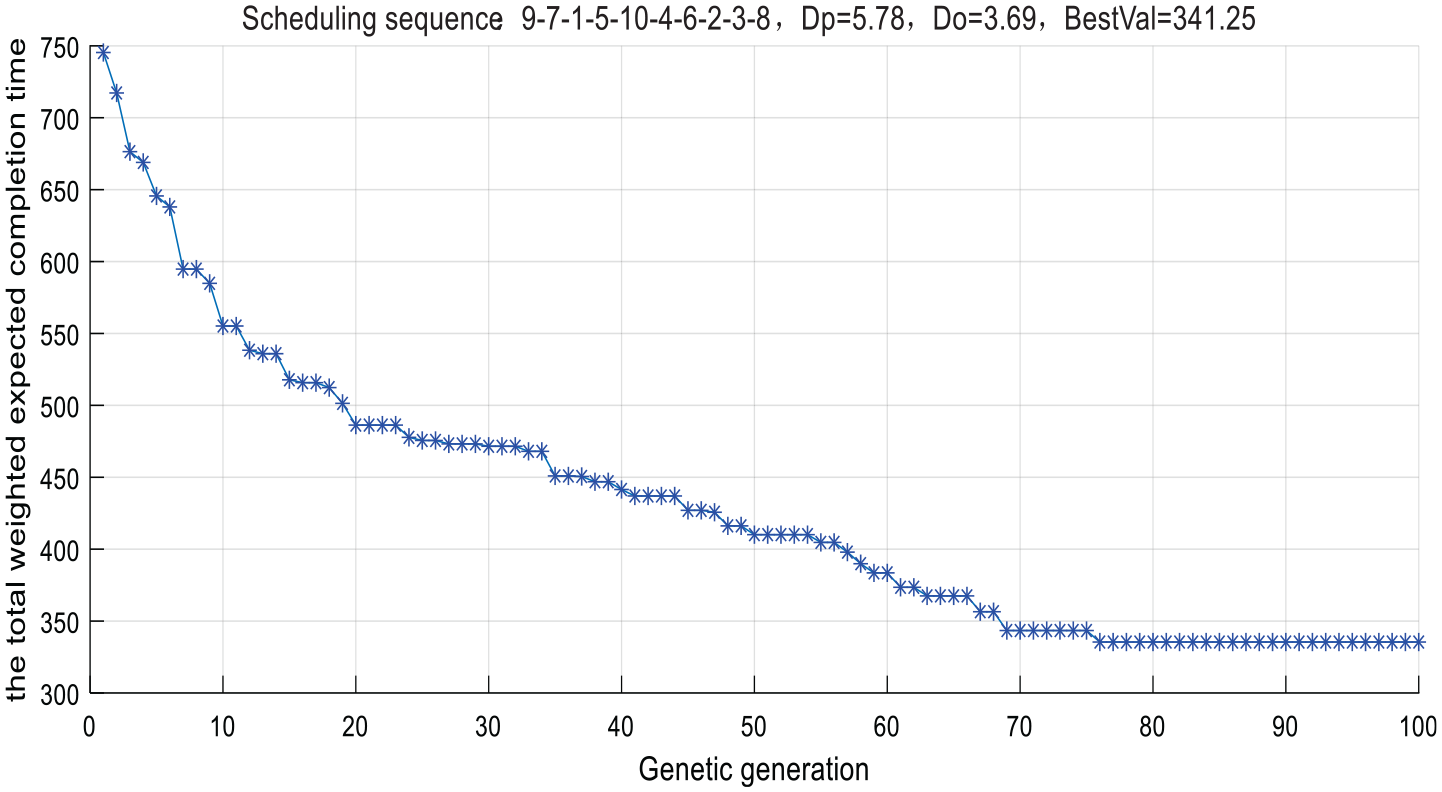
Schematic diagram of genetic algorithm optimization process.
Comparison of results of two joint strategies under different job scales
In order to show that the model established in this paper is still effective under different job scales, the number of components is set as
Optimization results under different job scales.
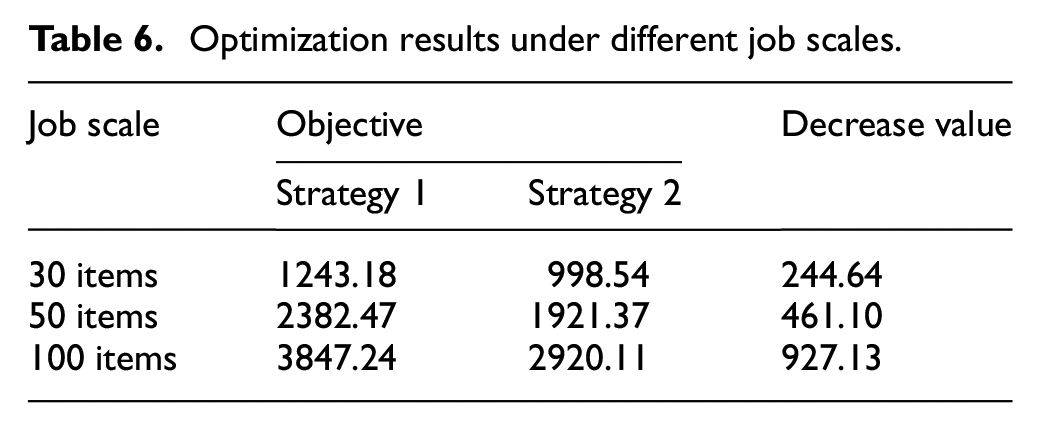
According to the data in the table, it can be seen intuitively that as the scale of the job gradually increases, the total completion time decreases gradually. When there are 30 scheduled jobs, the optimization result of modeling according to joint strategy 1 is 1243.18, and the optimization result of the model built according to joint strategy 2 under the same conditions is 998.54, which is 244.64 lower than strategy 1. It can be seen that the objective of the optimization model built with joint strategy 2 is better, and when the scale of the job is expanded, the objective reduction effect is more significant.
At the same time, the author gives the trend graph of the optimization time of genetic algorithm to the change of job scale when the number of components is constant, as shown in Figure 7.
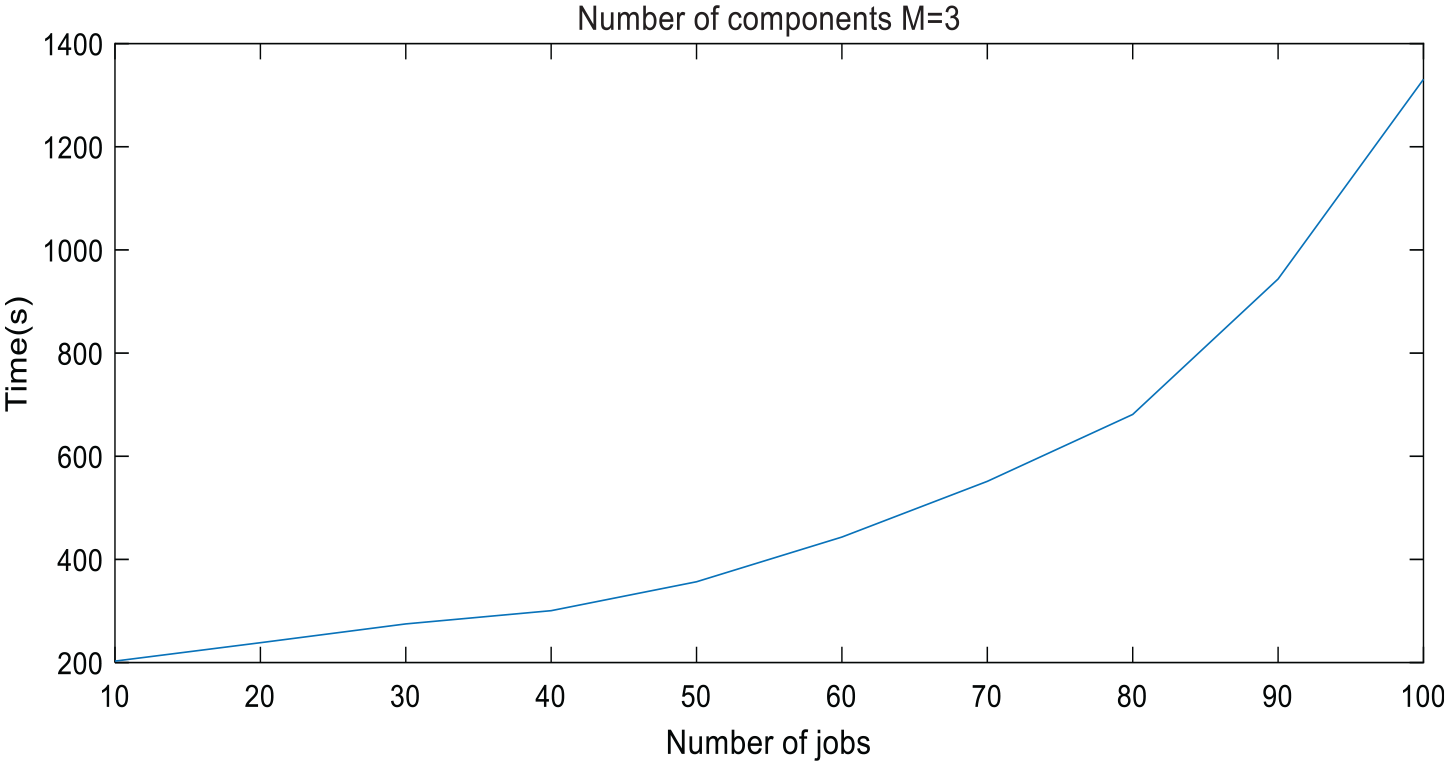
The impact of the change in the number of jobs on the running time.
Comparison of the results of the two joint strategies under different number of components
When the job scale is set as
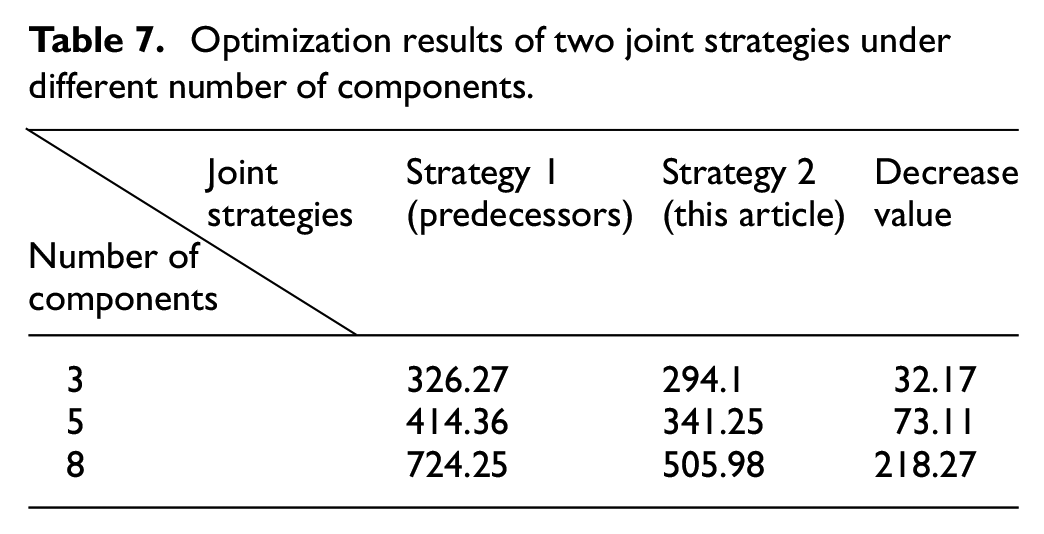
Table 7 shows the objectives corresponding to the two joint strategies under different number of components. When
Optimization results of two joint strategies under different number of components.
The author gives a trend graph of the optimization time of genetic algorithm with the number of components when the job scale is unchanged, as shown in Figure 8.
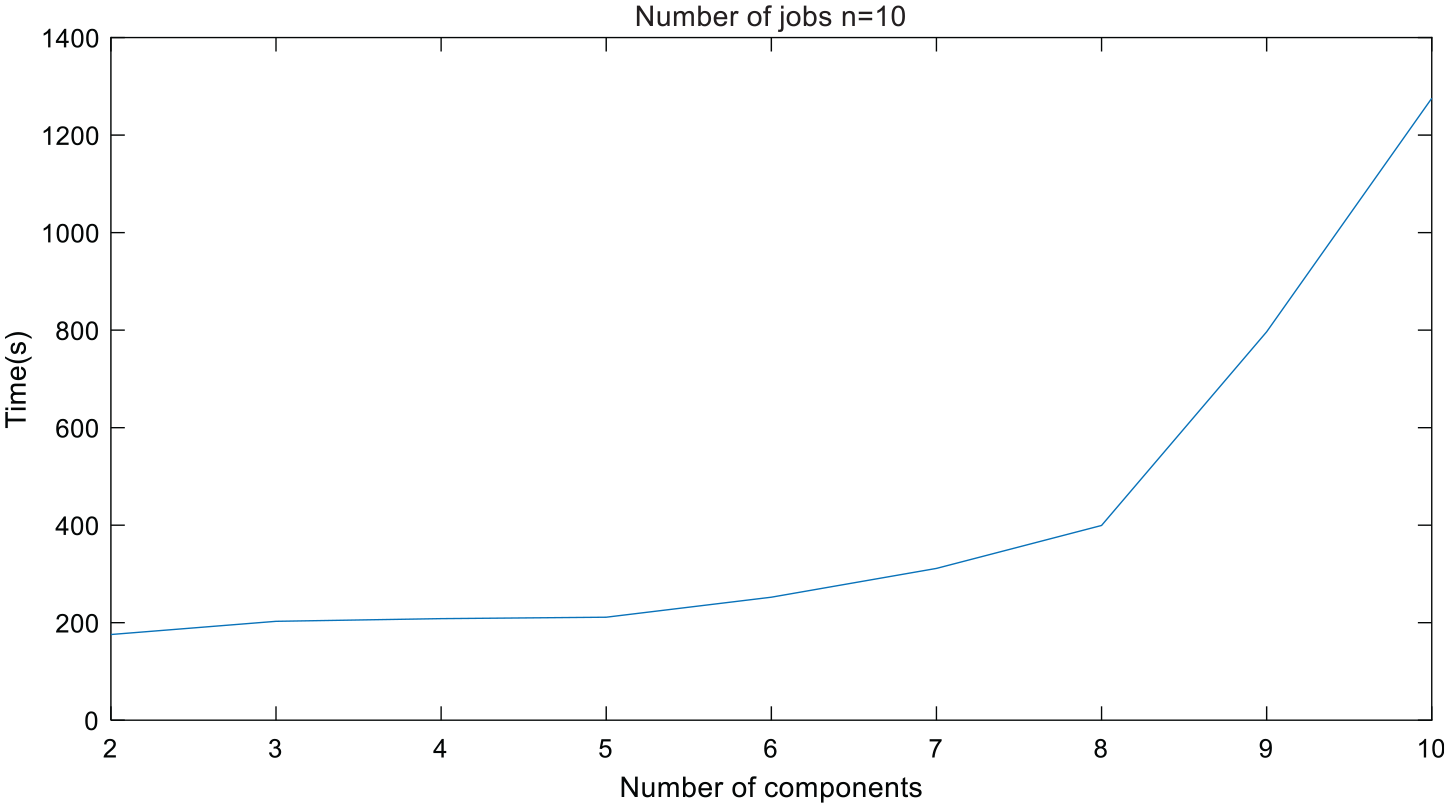
The impact of the change in the number of components on the running time.
Sensitivity analysis
In the numerical experiments, different parameter values will have different effects on the results of the objective function. The sensitivity of the model is analyzed from the following aspects: ratio
Influence of the change in
on experimental results
Set the job scale
Effect of
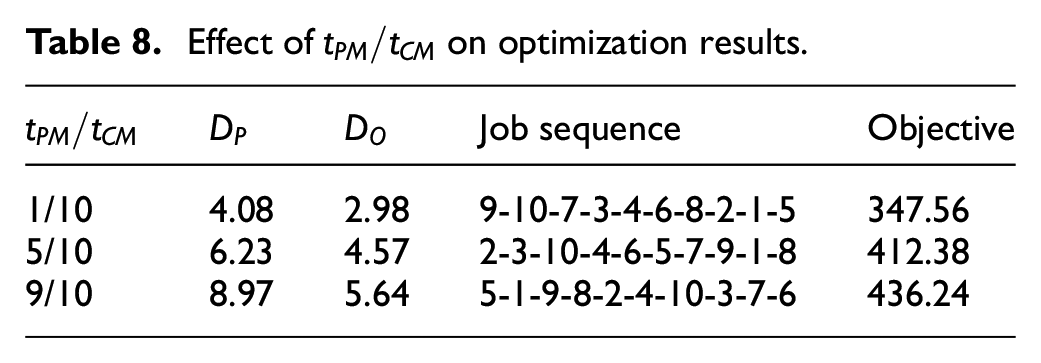
When the ratio of PM time to CM time is 1/10, that is, the time spent on PM is much less than the time of CM, and the obtained PM threshold is small, and a lower PM threshold will increase the probability of PM of components, and then improve the availability of the system.
When the ratio of PM time to CM time increases to 5/10 and 9/10, the objective also increases to 412.38 and 436.24. Especially, when the ratio is 9/10, the time of PM and CM is close, and the PM threshold is increased to 8.97, which reduces the frequency of PM and adjusts the job sequence accordingly, which makes the experimental results better.
Effect of
on experimental results
The parameter
Effect of
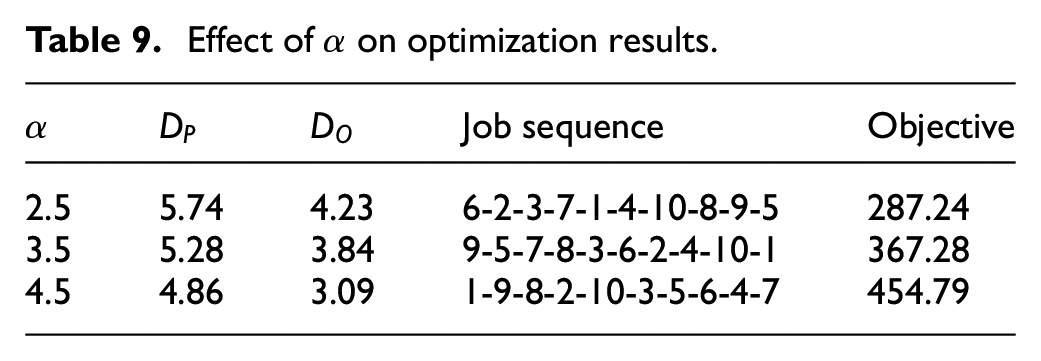
A comparison of the optimization results corresponding to different values of
Conclusion
This study focused on the problem of idle resources and time cost increase caused by system maintenance in the process of production scheduling. We investigated the joint decision-making of condition-based maintenance and production scheduling for multi-component systems. For the multi-component system with economic relevance, an integrated condition-based maintenance strategy combining OM, PM, and CM was adopted. The maintenance combinations of the system in the scheduling process were expressed using the degraded state space partition method, the general probability calculation formula under the corresponding situation was obtained, and the probability density function was derived. A joint optimization model of multi-component condition-based maintenance and production scheduling was established to minimize the total weighted expected completion time. Finally, a numerical analysis of the model was carried out, and the effectiveness of the model was verified by comparing the optimization results of different joint strategies and sensitivity analysis of parameters.
The research presented in this paper is mainly aimed at joint modeling and optimization of condition-based maintenance and production scheduling of the same multi-component system. The strategy can be extended to different multi-component maintenance.
Footnotes
Appendix A
This paper presents the system degradation state partition and probability calculation when the ith scheduled job is completed and the number of components in the system is
Figure A1 shows the degradation state partition diagram of a single component system when the nth scheduled job is completed. The ordinate in the graph represents the deterioration state of the components when the scheduled job is completed, and the probability calculation formula is given in equations (A1)–(A3).
Figure A2 shows the degradation state space partition of a two components system after completing the ith scheduled job. The abscissa in the graph represents the deterioration state of component 1 when the ith scheduled job is completed, and the ordinate represents the deterioration state of component 2 when the ith scheduled job is completed. The probability calculation formula of each maintenance combination is expressed in equations (A4)–(A11).
Figures A3 show the degradation state space partition of a three-component system after the completion of the ith scheduled job. The x, y, and z axes in the graph represent the deterioration state of components 1, 2, and 3, respectively when the ith scheduled job is completed. The calculation formula of maintenance combination probability is expressed as given in equations (A12)–(A27).
Appendix B
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The Natural Science Foundation of Shanxi Province, China(No. 201801D121166); Program for the Philosophy and Social Sciences Research of Higher Learning Institutions of Shanxi (Grant No. 201801032); The PhD Research Startup Foundation of Taiyuan University of Science & Technology (Grant No. 20202028, 20202027).