
Abstract
Energy utilisation is one of the global trending issues. Various approaches have been introduced to minimise energy utilisation especially in the manufacturing sector, which is the largest consumer sector. One of the approaches includes the consideration of energy utilisation in the Assembly Line Balancing (ALB) optimisation. This paper reviews the ALB with energy consideration from 2012 to 2020. The selected articles were limited to problems solved using meta-heuristic algorithms. The review mainly focusses on the soft computing aspect such as problem variant, optimisation objectives, energy modelling and optimisation algorithm for ALB with energy consideration. Based on the review, the ALB with energy consideration was able to reduce energy utilisation up to 11.9%. It was found that the contribution in future ALB with energy research will be human-oriented, either social factor consideration in optimisation or energy utilisation modelling for workers. In addition, the effort to introduce an algorithm with efficient performance must be pursued because ALB problems have become more complicated. The findings from this review could assist future researchers to align their research direction with the observed trend. This paper also provides the research gap and research opportunities in the future.
Introduction
Line balancing activity can be considered as one of the important issues in managing and designing an assembly line. 1 Line balancing can be defined as a strategy that is applied to achieve a well-balanced operator quantity and machine time towards a matchable production cycle time. Assembly Line Balancing (ALB) can be defined as understanding the arrangement of jobs in the entire production line in their specific workstations to determine the capability of achieving an intended target. An assembly layout that equally balances the cycle time across the stations can be assumed as a successive production line and lean management system. Most researchers study the possibility to achieve cycle time reduction and workstation minimisation by applying various methods in the ALB problems. 2
ALB can be beneficial in many ways. It can be used to avoid overburdening in any machine and manpower while some of them are on idle. 3 Line balancing has also been proven to reduce inventory and waiting time for waste balancing all the cycle time per workstation. 4 A well-balanced assembly line is flexible and stable to adapt to any changes that occur internally and externally. It is also easier for the organisation to upgrade its production line to cater to the upgraded output capacity. Additionally, profit generation is higher and the production cost is lower if the machines are fully utilised while none of the operators are paid for idle standing. 3
One of the objectives of ALB application on the production line is to reduce the number of workstations and balance the activity per station by carrying it forward to the other workstations. 5 The ALB problems can also be applied for any study to minimise the number of workers needed on a production line. 6 Numerous studies preferred the adoption of ALB problems in reducing their cycle time per workstation. 7 Another objective of line balancing is to amplify the workload smoothness per station. 8 Ergonomics study of manpower can also be regarded as one of the objectives of ALB because it brings a positive impact on safety performance. 9 Apart from the above mentioned ALB objectives, current researchers have conducted ALB with the aim to minimise energy consumption in the production line. The ALB with energy consideration is a relatively new problem variant in ALB.
According to the International Energy Agency (IEA), the industrial sector is the second largest energy consumer in 2018 (28.5%) after the transportation sector (29%). 10 Various efforts have been taken by the industrial sector as one of the main energy consumers to reduce carbon emission. In the manufacturing sector, the campaign to utilise energy efficient technology is massively promoted such as energy saving lighting, variable speed controller, motor and cooling/heating system. 11
Manufacturing layout design also plays an important contribution to energy utilisation. 12 In a past study, the manufacturing layout was designed by optimising the location of facilities such as pump, heat exchanger and cooling tower. 13 This approach led to the reduce in energy losses during transportation. Meanwhile, other study also reduced the energy by optimising the location of industrial robot to maximise the reachability and process performance. 14 This approach could reduce unnecessary robot joint movement, and finally reduce energy utilisation.
On the other hand, some researchers reduced the energy consumption by designing the production layout to minimise material flow. The short material flow contributed to less energy to move the materials and products. 15 Another energy saving strategy in manufacturing layout is by re-balancing the job/task load in the workstation. It can contribute to lesser machine/tool number, and maximise the machine/tool utilisation. According to the existing research, the energy saving through manufacturing layout strategy is ranging between 4.5% and 12.2% compared to the existing layout.16,17 The numbers show a significant contribution of line balancing approach in energy saving. Therefore, it is important to further study the ALB related to energy saving reported by past researchers.
This paper aims to review the current progress in ALB, specifically on ALB with energy consideration from 2012 to 2020. In addition, the review is only focuses on works that utilised meta-heuristic algorithms to optimise the problem. To date, a number of review papers on line balancing has been published. However, these papers mainly focus on the progress of specific ALB variants. To the best of the author’s knowledge, there was no prior publication that focusses on a specific objective function like energy utilisation in ALB. Energy utilisation in ALB is a new topic that attracts researchers’ attention. This review is important to further understand the energy utilisation element in ALB, impact on energy saving and the future research direction.
Section 2 discusses the ALB with energy consideration problem variant. Section 3 presents the optimisation objectives used in the studied problem. Section 4 reviews the approaches used to model energy utilisation in ALB. Section 5 presents the meta-heuristic optimisation algorithms used for ALB with energy consideration. Section 6 discusses the future direction of research before the conclusion is presented in Section 7.
ALB with energy consideration variant
In general, the ALB problem is classified into Simple Assembly Line balancing (SALB) and Generalised Assembly Line Balancing (GALB) problems. SALB is applicable only for any assembly line that produces a single model among all the stations. 18 SALB problems can be classified into Type I, Type II and Type III, depending on the objective functions of the SALB problems. Meanwhile, GALB consists of all other ALB variants such as Mixed-Model ALB, Two-sided ALB and U-shaped ALB.
According to a past survey, only a few variants of ALB problems have been investigated together with energy consideration factors. For instance, Suwannarongsri et al. 19 and Zhang et al. 20 studied the ALB with energy consumption for the mixed-model variant. In their work, Suwannarongsri et al. 19 considered the main energy and supported energy utilisation in an assembly line. Meanwhile, Zhang et al. 20 calculated the total energy based on working energy and idle energy utilisation. The mixed-model assembly line is more complex than a simple assembly line because it assembles more than one model in the same production layout. 21 It is applied vastly in the industrial environment, because it can cope with the demand coming from numerous products. Aside from its diversity, it is also low cost and has high productivity compared to SALB.
The Two-sided Assembly Line Balancing (TALB) problem is another variant that has been studied together with energy consumption. TALB is crucial for solving any problems regarding cycle time and workstation numbers for large products such as trucks and buses. A paper discussed on the TALB process in the study of energy consumption for a job shop styled assembly line. 22 In the paper, the researcher described the line as a two-sided assembly line due to the design of production parts flow in two directions. TALB requires parts or operations to be included from two sides. For instance, the left-hand side of a car front door would be an easier task if it is assembled on the left side of the assembly line. The difference in those assembly line layout was in consideration of idle time and interference between the workstation process.
Other research also discussed the U-Shaped Assembly Line Balancing (UALB) problem with energy consideration. 23 The U-shaped layout design requires fewer efforts in handling the inventory and storage. Companies that implemented U-shaped assembly lines managed to utilise their time better, because they spend lesser time in their production activity. 24 The significant characteristic of a U-shaped assembly line is the entrance and exit of the assembly lines that are situated in the same location, dimension and manpower that would be working in a U-shaped condition.
Based on the survey, the most popular problem variant that considered energy utilisation was the Robotic Assembly Line Balancing (RALB) problem. A number of research has been published in this problem variant.7,8,25–35 The RALB involves a production assembly line that is full-powered by robots. Robots are useful in performing multiple tasks without any consideration of tiredness, ergonomics and its ability to be furnished with various tools to perform various tasks. 36 Other advantages of robotic assembly line include an increase in production rate and the product quality due to less human error. 36 RALB can be grouped into two: (1) Type-I RALB that focusses on reducing the number of workstations, while the exact cycle time per process is pre-declared; and (2) Type-II RALB that is applied to decrease the cycle time by a given workstation. 37
Optimisation objectives in ALB with energy consideration
Due to modern globalisation around the world, bad emissions such as carbon and noise are widely produced which would eventually harm the nature. The National Institute for Occupational Safety and Health (NIOSH) stated that 30 million workers were exposed to bad noise and carbon emissions in the United States. 38 Equipment such as heavy machinery, robots and forklifts have much potential in producing bad noise and carbon emissions during operations. To reduce the negative emissions, a researcher could apply an ALB method with related criteria. For example, carbon and noise emissions were attained via connection related to the processing time of manpower and robots for the production line. 26 Other related researches were studied by Nilakantan et al., 25 Zhang et al. 26 and Liu et al. 39
A large number of researchers studied the relationship between ALB and minimising energy consumption in their dedicated production line. Research that focusses on energy minimisation for a robotic assembly line by the application of any ALB method has become popular compared to other types of assembly line. This is because, by reducing the energy consumption on an assembly line, operational cost could be minimised and the environment is preserved. 20 For example, to minimise the energy consumption in any assembly line, a researcher is required to apply the ALB method to determine the best equipment to be used. 40 Researchers that had published the related papers are provided in references.8,20,23,27–34,40–42
There are various optimisation objectives of ALB problem that have been previously studied together with energy consumption as shown in Figure 1. One of the well-known optimisation objectives is to minimise cycle time for the provided assembly line. Cycle time can be defined as the sum of time that has been used in processing the products. This optimisation objective is one of the most popular, which has been applied in the ALB problem. This is because, by minimising the cycle time for a production line, the production output can be increased. 7 Some of the recent works that applied the objective of minimising cycle time are Zhou and Kang, 7 Sun et al., 28 Li et al., 29 Nilakantan et al., 30 Zhang et al. 31 and Ponnambalam et al. 34
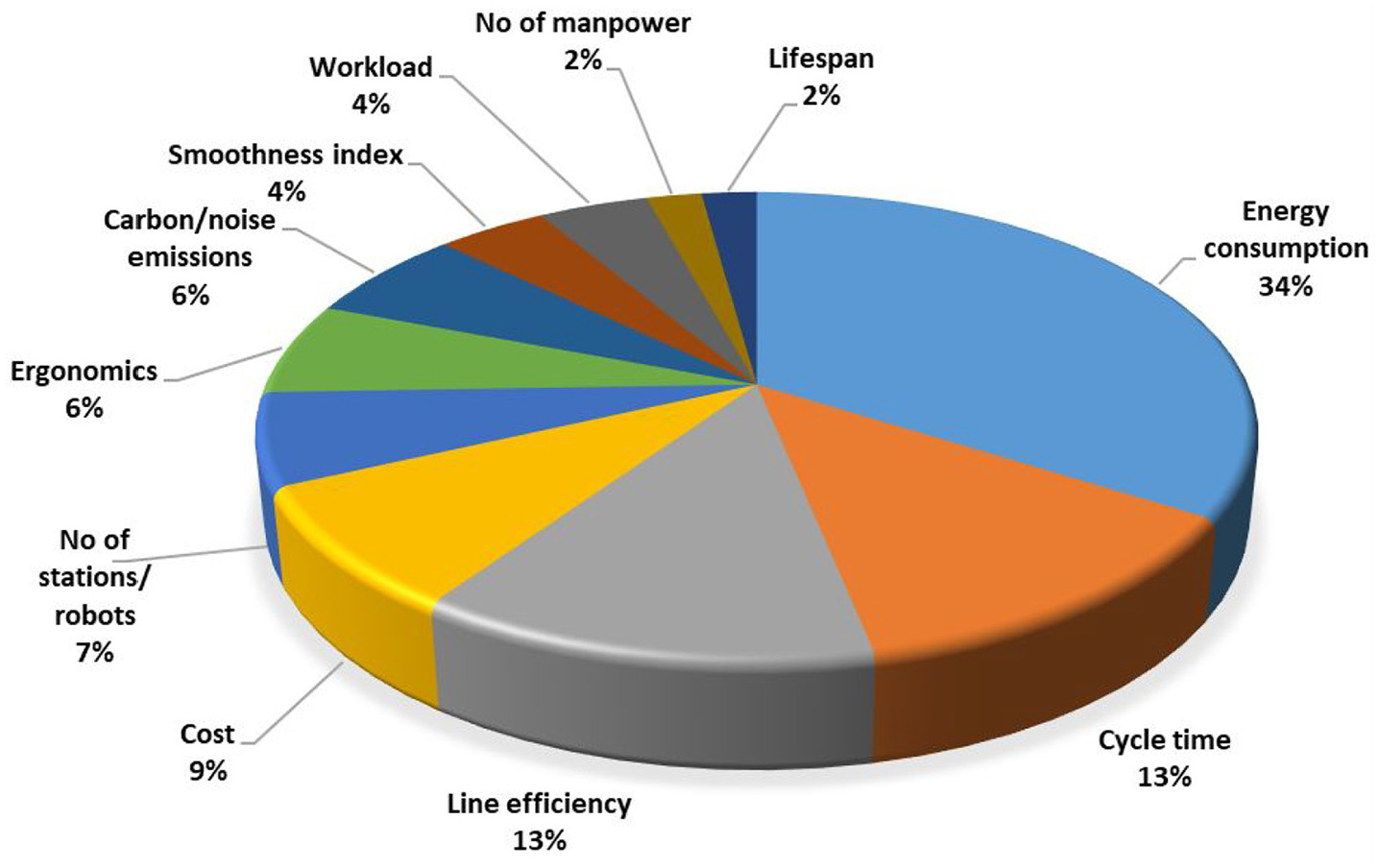
Percentage of the objective function in ALB with energy consideration.
The ALB problem optimisation has also been applied to reduce the operational cost of any production line together with energy consumption. Through the selection of suitable machinery and equipment during a plant setup phase, corporations could reduce the operational cost in their line by using energy-efficient equipment and machines. 40 This optimisation objective could be achieved if the number of stations and robots used in their assembly line can be reduced. 43 In addition, lower operational costs could be achieved by the arrangement of manpower in the assembly line. 39 Papers that had discussed the reduction of cost per assembly line together with energy consumption include Janardhanan et al., 33 Liu et al., 39 Zhang et al. 40 and Weckenborg and Spengler 43 .
Production line efficiency and productivity can also be improved by applying ALB optimisation. To secure a high production efficiency, a company should conduct assembly line activities; this activity has been proven to be capable of levelling up the production efficiency. 6 By selection and arrangement of equipment through line balancing, a researcher could increase the line efficiency for any assembly line. 42 It is reported that four papers have discussed the relationship between ALB problems together with energy consumption, line efficiency and productivity.20,23,27,42
With the applications of various optimisation methods of ALB problems, some researchers could reduce the number of workstations, equipment and manpower needed in a production line together with energy consumption. Some examples of equipment that are used in an assembly line are robots, hanger and jigs, all of which are costly to maintain. By considering cycle time per station, a researcher could formulate various simulations and mathematical models to reduce the usage of equipment that has been used in an assembly line. 5 Meanwhile, to reduce the number of workers, a researcher could apply a simulation of process flow in the ALB problem. 44 Researchers that discussed these optimisation objectives together with energy utilisation are Urban and Chiang, 5 Zhou and Kang 7 and Battini et al. 44
An ALB problem could also be applied to increase ergonomics on manpower in a production line. Based on the definition in Organisational Safety and Health Administration (OSHA), ergonomics can be defined as a science of determining a competent job to be done by the worker, instead of demanding the worker to perform the job. 45 Ergonomics studies are the activities of determining the tasks that were executed and coordinating them to a capable worker to reduce the risk of injuries and increase efficiency. 45 For example, by studying parts supply and arrangement, researcher could increase the ergonomics of workers in an assembly line. 46 Battini et al.9,46,47 conducted some researches that implemented ALB problems in studying the ergonomics of workers and energy utilisation.
Energy consideration approaches in ALB
The production energy expenditure is concerned by various manufacturing societies across the world due to high energy costs and effects made to any ecological environments. Climatic alterations caused by CO2 emissions have to be prevented by industrial players around the world. This is supported by the data from the United Nation Environment Program (UNEP), whereby 35% of the energy used globally originated from the industrial manufacturing activity. 48 To prevent the situation from worsening, consumers need to play a role in reducing energy consumption. ALB with energy consideration could be defined as the procedure to apply the good usage of the ALB method to obtain a reduction of energy consumed for any production line through a variety of methods.
The ancient artefacts and records of the manufacturing industry reported that the construction activity of multiple components from 10,000 years ago is the prodigy in the manufacturing system. Since the cottage industry emerges 1000 years ago, the predominant methods and fabrication have been upgraded over the years. 49 The history of the assembly line began when Henry Ford introduced the concept of an automotive assembly line system in 1913. 49 In the meantime, researcher began to study the ALB in 1955 via a proposed mathematical formula to solve issues related to the allocation of tasks in production planning. Since then, researchers all around the world have contributed themselves to achieving the efficiency of their production assembly line. However, the legit history for papers that studied the correlations between ALB and energy consumption are rather scarce.
Some researchers concluded that the total energy consumption model as the sum of the energy consumed per workstations using different optimisation methods.28–30 The most common total energy consumption equation is by additional products of working and idle energy per every workstation (Total Energy = Working Energy + Idle Energy). This is demonstrated through the various paper published by other researchers.7,8,20,22,23,25,26,31,32,35,40,41
A researcher proposed an equation of total energy as a sum of main energy and support energy from his research paper. 19 Main energy is the energy employed for the assembly process of a product, while support energy was used for supporting purposes such as ventilation and illumination. 19 Meanwhile, Battini et al. 44 introduced the formula of energy expenditure rate, which is the sum energy expenditure rate for an operator if task is supplied indirectly and directly before it is divided into its total cycle time. Meanwhile, in another paper, the energy expenditure rate was formulated as the energy expenditure per task divided into cycle time.9,46,47
By studying the real-world oriented situations on a robotic mixed-model assembly line, a researcher could determine the objective cost-efficient system configurations. 43 For research led by Nilakantan et al., the total energy consumption is the energy consumed by robots to perform tasks, multiplied with the robot numbers and divided with the workstation numbers.27,33,34,42 The formula to studying eco-friendly workers based on energy and energy consumption that equals to power multiplied with time was proposed by Liu et al. 39 On the other hand, power was obtained from the worker’s allowance table, where time was determined from the actual processing time per station. 39
Many assembly line types that considered the usage of ALB problems with energy utilisation have been the focus of many researches. The most favoured type is the robotic assembly line, where researcher would apply the advantages of both RALB types because both types could be applied to gain the objective of reducing energy consumption per assembly line. Meanwhile, some researchers applied RALB-I,8,25,27,32,33,42 and some papers also focus on the usage of RALB-II.7,28–31,34,35
Despite only three papers have discussed the method of SALB-I and energy consumptions,5,22,44 some of them have applied the SALB-II method.9,39,46,47 There was only one researcher that studied the application of UALB-II. 23 Meanwhile, for the studied period, two papers were discussed on MMALB problem, excluding the robotic MMALB variant.20,41
Optimisation method used for ALB with energy consideration
Since the achievement to reach the production target is portrayed by balancing the assembly line, many corporations and researchers would try to determine the finest method during the execution of the ALB problem. To solve the intended optimisation objectives, a researcher would apply relevant techniques and methods. The methods are crucial because it would affect the success of an ALB problem. While some of the methods are derived from a mathematical modelisation such as linear programming, others are derived from approaches from soft computing such as Genetic Algorithm (GA). 50 Through literature review, a number of ALB optimisation methods have been previously proposed by researchers to optimise ALB with energy consideration.
Particle Swarm Optimisation
Particle Swarm Objective (PSO) is an optimisation algorithm introduced by Kennedy and Eberhart 51 in 1995. It is a meta-heuristic algorithm derived from the swarm intelligence concept that capable of solving complicated mathematics problems. 51 It was developed based on the social behaviours of animals such as birds and fishes. Compared to other methods, it has lesser parameters to be modified. 52
This algorithm was found in five papers of ALB with energy consideration written between 2015 and 2018. In one of the papers written in 2015, PSO was proposed as the representation to determine a better line design. 30 Other researchers also compared PSO and Differential Evolution (DE) to determine the effectiveness of each algorithm.27,42 A complex version of PSO combined with Tabu Search, named as Taboo Enhanced Particle Swarm Objective (TEPSO), was used and compared with Non-dominated Sorting Genetic Algorithm-II (NSGA-II) and Strength Pareto Evolutionary Algorithm-II (SPEA-II) methods. 34 Researchers also utilised the PSO method to test the dual methods for their ALB problem. 30
PSO was implemented because this method could work well when employed to an NP-hard problem.27,30,34 NP-hard can be defined as the difficult version of a polynomial solution that is affected by a time-bound. 53 A researcher also proposed the PSO as the optimisation method because it was well known for its capability to explore the numbers, but slowly process the numbers between the groups. 41 Some researchers applied the PSO method due to its simplicity compared to other ALB methods. 42
Multi-Objective Genetic Algorithm
The second optimisation method discussed in this paper is the Multi-Objective Genetic Algorithm (MOGA). A multi-objective optimisation problem can be defined as a series of simultaneous decision making between the conflicting optimisation objective towards one satisfied objective and without sacrificing others. 54 This method has been applied in various branches of science, engineering, economics and logistics. 54 MOGA is very relevant to solve the problem of the differences in optimisation objectives. 55 For example, a problem occurred when a research objective of minimising cost and increment of production volume contradicting each other, thus requiring the application of a multi-objective optimisation method. 39
Between 2016 and 2020, three researchers had utilised MOGA as their optimisation method in ALB with energy consumption.20,22,39 A researcher utilised the MOGA method integrated with ϵ-constraint and partnered with Non-dominated Solution Genetic Algorithm-II (NSGA-II). 39 They benchmarked it between other methods such as processing time and energy consumption sorted first rule (PT-EC-SFR) and Multi-Objective Simulated Annealing Method (MOSA). 39 Next, the researcher modified the method in an attempt to produce different results from the usual MOGA method; which is called as the Multi-objective Cellular Genetic Algorithm (MOCGA) method. 20 Based on the NSGA-II, a researcher applied the method of a new MOGA for electric saving in a production line shop to solve energy consumption issues in a classical job shop assembly line problem. 22
The researcher proposed the ALB problem to be utilised by using MOGA due to the difficulties of two objectives to balance the rate of task distribution and energy consumption reduction. 20 This is because, the MOGA method was well known to solve highly complicated problems made up of different opposing objectives. 20 Besides that, a researcher proposed the usage of MOGA method that integrates with NSGA-II, because it had gained high popularity to solve the multi-objective ALB problem. 39 This algorithm was implemented due to the complicated requirement of an optimisation objective of a new scheduling technique that utilises the turn OFF/ON method, which optimally reduces the high electrical energy usage while achieving high assembly line performance. 22
Differential Evolution
Between 2016 and 2018, three papers on ALB with energy consideration utilised the Differential Evolution (DE) as their optimisation method.27,33,42 The DE was formed by Rainer Storm and Kenneth Price, placing it in a category of evolutionary algorithm that was implemented to solving problems regarding a repeated or endless domain. 56 DE can be defined as a population-built algorithm that solves a problem by refining the solution based on the evolutionary procedure and it can be regarded as one of the most flexible methods. 57 Disturbations that occurred during the beginning stage of evolution were enormous because the data were placed apart from one another. 58 The DE method would rearrange all the series of data to scale down the population size and as a result, the disturbations of data that occurred earlier are reduced. 58
In 2018, a researcher implemented a random setup DE method and compared it to the PSO method to execute task distribution by rearranging robots and their tasks per workstation in the production line due to the objective of reducing energy consumption for the RALB problem. 33 In a study to initiate an energy-efficient robotic assembly line, a past researcher applied the DE method based on heuristic by Levithin in 2006 as a benchmarking to be compared with the PSO method. 42 The researcher also adopted the same procedure for the DE method and benchmarked it with the PSO method for a robot distribution in the workstation. 27
There are some advantages of executing the DE method in research regarding the ALB problem. The researcher favoured applying the DE method due to its fast computing time and fewer parameters to be declared. 33 In addition, the researcher applied the DE method as a benchmarking due to its simple characteristics for implementation and it requires only a few parameters to be adjusted. 42 The researcher also proposed the usage of DE method in his research because method is popular due to its reputation in solving problems regarding ALB and ability to perform better than other methods. 27
Simulated Annealing
Simulated Annealing (SA) algorithm is one of the most favoured methods to deal with any optimisation problem. This method debuted earlier in 1983. 59 Annealing in general can be described as the distribution of metal particle molecules, where each particle achieved a minimum of potential energy and decrease in temperature constantly after tremendously heated. The SA method can be defined as the application of the metal annealing phenomenon, in which the movement of an iterative that would be suited up based on the intended optimisation objective and problems. 60
Two papers discussed the ALB with energy consideration problem by using the SA method in 2020. A researcher developed the method of Restarted Simulated Annealing (RSA) method to solve the ALB problem with two different objectives. 29 The RSA method uses a strategy of restart mechanism and new acceptance due to the requirement to achieve an optimum set of Pareto, while three integer vectors are developed for the line. 29 Next, the researchers proposed the method of Multi-Objective Simulated Annealing (MOSA), which integrated with ϵ-constraint for their research. 39 However, this constraint is only applicable to small problem sets. To attain a Pareto solution, the ϵ-constraint method was applied before the trio method of NSGA-II, MOSA and PT-EC SFR was enforced and benchmarked. 39
There are some advantages of using the SA method in the study of the ALB problem. The SA method is the favoured meta-heuristics to be applied by most researchers due to the characteristics of great performance and ease to apply. 61 Besides, it can cope with some disorganised sets of data and non-linear models. The SA method is also flexible and can deal with an optimal level of data. The researcher proposed the application of RSA due to the objective of minimising energy consumption and cycle time reduction that were non-compliant to each other. 29 A researcher also applied the SA algorithm as a benchmark with other methods in the ALB problem due to the performance and popularity of this method. 39
Artificial Bee Colony
Artificial Bee Colony (ABC) algorithm is one of the popular optimisers used in ALB problem. This algorithm was introduced by Karaboga. 62 The ABC algorithm consists of three major stages: (1) employed bee stage, (2) onlooker bee stage and (3) scout bee stage. Many successful ABC applications from engineering, computer science, medical and economics have been reported in published journals. 63 In recent ALB research, Li et al. 64 proposed an improved version of ABC by adopting crossover for employed bee and new scout phase to select leader from archive solution. This algorithm is applied to optimise cost-oriented ALB.
Besides that, the researcher improved the ABC by replacing the abandoned solution with high quality solution during onlooker and scout phases. This improvement was made to optimise MMALB with workers and robot collaboration in the assembly line. 65 On the other hand, heuristic rules were applied to improve solution quality during the initialisation. 66 Then, neighbourhood strategy was adopted to enhance the solution exploitation for TALB problem.
For ALB with energy consideration, ABC algorithm was implemented by a past researcher to study energy consumption with different robot allocations. 31 The researcher introduced the Pareto ABC for multi-objective ALB with energy consumption. Unlike other multi-objective algorithms, the Pareto ABC abandoned some non-dominated solution in the archive, and some isolated non-dominated solutions have the possibility to survive from elimination. This strategy aims to reduce the solution from being trapped in the local optimum.
Other optimisation methods
Past researchers also proposed other algorithms in solving the ALB with energy consideration. The algorithms include Estimation Distribution Algorithm (EDA), 28 Improved Whale Optimization Algorithm (IWOA), and Variable Neighborhood Search (VNS), 40 Multi-Objective Dragonfly Algorithm (MODA), 8 Flower Pollination Algorithm (FPA), 41 Multi-Objective Imperialist Competitive Algorithm (MOICA) 7 and Decomposition Based Multi-Objective Algorithm. 32
Past researchers also utilised other optimisation algorithms such as Predetermined Motion Energy System, 9 Bi-Objective Mixed Integer Linear Programming, 39 Multi-Objective Co-operative Co-evolutionary Algorithm (MOCC), 25 Pareto Grey Wolf Optimization (HPGWO), 26 Adaptive Current Search (ACS), 19 Single Objective based on Rest Allowance and Multi-Objective Problem Based on Energy Expenditure, 47 Integrated Assembly Line Balancing and Parts Feeding Problem (IALBFP),44,46 and through modelling the actual on-line condition for the assembly line. 35
Similar to the PSO, MOGA, DE and SA, the methods mentioned in this section were also applied and modified based on the capability to encounter multiple optimisation objectives. Some of the algorithms are the least popular because the algorithms are just have been established within the latest 5 years, such as Whale Optimization Algorithm and Dragonfly Algorithm, which had just been developed in the year 2016.67,68 The newly developed algorithm would require some time in the future to be favoured by researchers due to its pending fine-tuning and testing activities in increasing the efficiency for the respective algorithm.
Discussions and future direction
According to the review on published research in ALB with energy consideration, a few important pieces of information could be pointed out. In terms of problem variation that have considered energy consumption, most researchers favoured proposing RALB in their work. Through the review of related papers, 55.6% of them focus on reducing the energy consumption for RALB between 2012 and 2020 as shown in Figure 2. This is because, the world is changing towards automation and RALB has some advantages compared to other types of assembly line discussed previously. Other than RALB, researchers also studied on non-robotic ALB that led by SALB (29.6%), MMALB (11.1%) and UALB (3.7%).
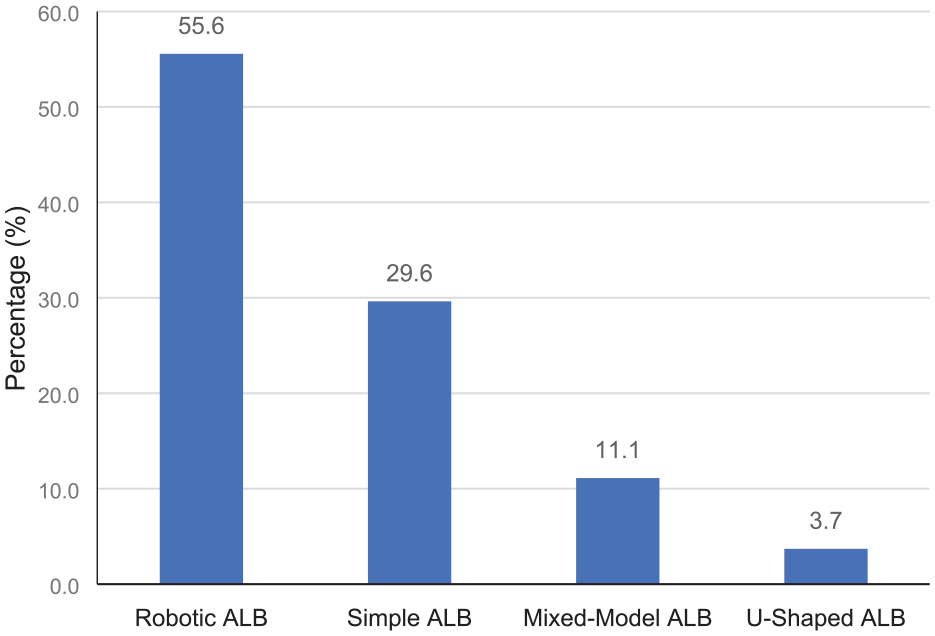
Problem type for ALB with energy consideration.
Meanwhile, 59% of the reviewed papers proposed the optimisation objective of minimising the energy consumption for the related assembly line. Hence, minimising energy consumption could be regarded as the most popular optimisation method compared to others. As numerous researchers focus on RALB, energy consumption could be achieved by reducing workstation numbers and robot quantity, or reducing the cycle time. Meanwhile, for the human-powered simple assembly line, the optimisation objective of minimising energy consumption focuses on increasing the ergonomics for the workers without considering efficiency and production volume such as that of featured in the RALB.
Different energy calculation method has been utilised in the research dated from 2012 to 2020. The most popular total energy consumption equation among the energy calculation methods is by summing up the working and idle energy for every workstation (Total Energy = Working Energy + Idle Energy). From the reviewed papers from various researchers, it was found that 48% of them proposed this energy equation, compared to other energy calculation methods. However, this energy equation can only be applied to the research that focusses on reducing the energy equation by modification throughout the robots and handling equipment. For research that focuses on the human-based simple assembly line, energy is calculated based on worker expenditure rate for direct parts supply or indirect part supply, which has been applied in the ergonomics study processes.
There is a great number of optimisation methods proposed by various researchers. The most popular optimisation method for ALB with energy consumption was PSO. As presented in Figure 3, 18.5% of the reviewed paper proposed the PSO either as the main method in solving the ALB problem or a benchmarking algorithm in testing the efficiency of other methods due to its efficiency. However, the performance of the benchmarked PSO may vary depends on the studied situation. Nonetheless, the optimisation method for RALB was rather well arranged compared to those assembly lines that are human-powered. This is because, most researchers focus on the robotic assembly line and only ergonomics is the main aim for the related human-powered simple assembly line.
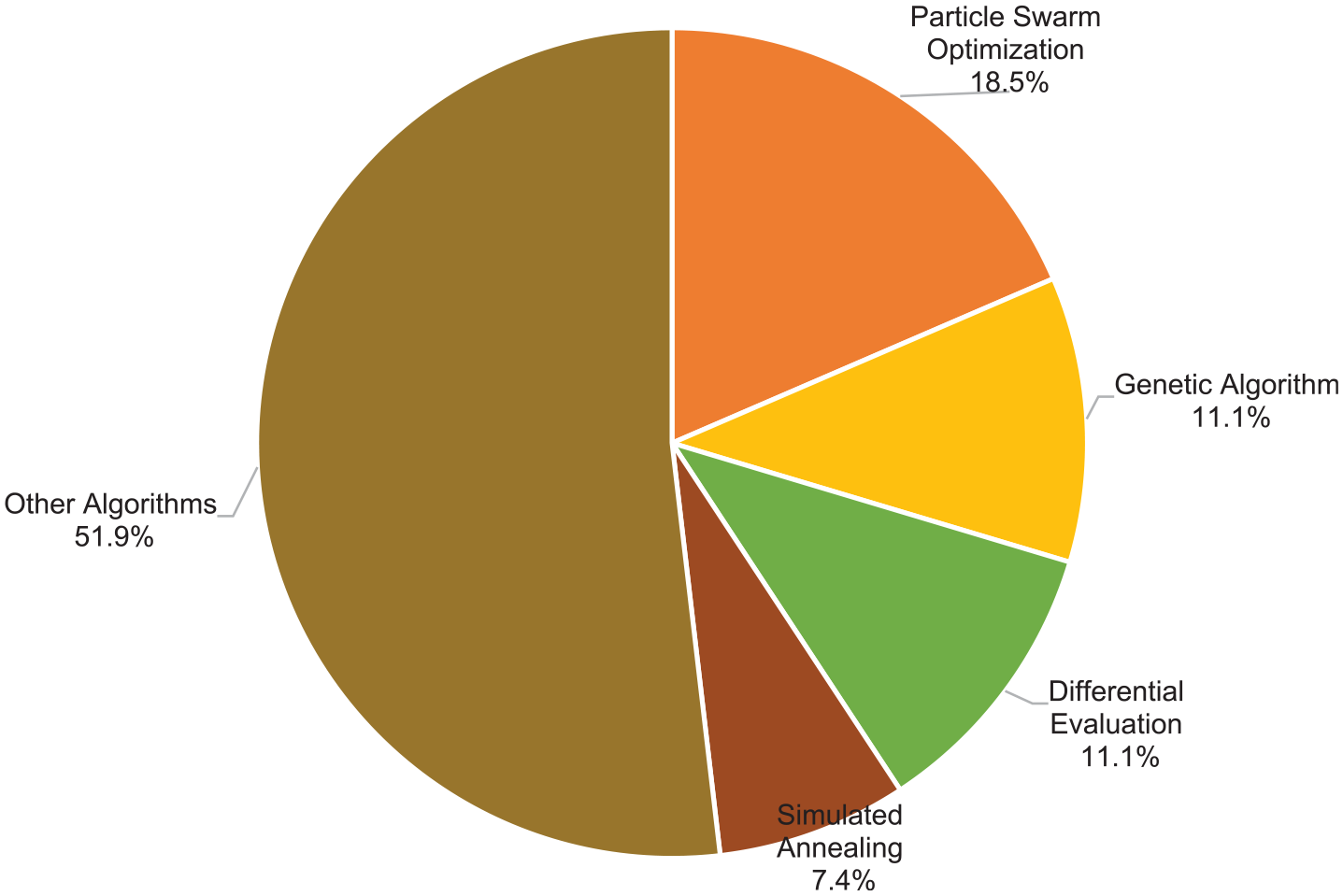
Percentage of optimisation algorithm utilisation.
The energy saving impact from ALB studies is important to be discussed. It roughly indicates the percentage of energy saving that achieved from ALB activity. Based on an automotive assembly case study in China, the energy utilisation varied between 217.8 and 622.1 kWh. 40 In other work, similar finding was also observed, where the energy utilisation ranged between 296.4 and 509.9 kWh. 7 It indicates that the assembly task assignment in ALB plays a significant role in energy utilisation because the range of energy utilisation is huge. A proper assembly task assignment could reduce the energy utilisation tremendously. Meanwhile in robotic ALB case study, an appropriate robot selection and task assignment to the robot could reduce the energy utilisation up to 11.9%. The largest saving was from the robot model selection compared to the robot allocation activities. 8 This finding shows the importance of proper planning before finalising the investment.
Researchers also compared the optimisation by the ALB with and without energy consideration on benchmark test problems. The results indicate that the ALB with energy consideration could reduce energy utilisation between 3.8% and 26.2%. On average, energy saving obtained from this work was 10.2%. 23 Another work that conducted similar comparison using different test problems obtained average energy saving of 7.1%. 30 However, the major issue is the conflicting objectives between energy utilisation and line efficiency. It is impossible to obtain solutions with minimum energy utilisation and maximum line efficiency at the same time.
As the research in ALB with energy consumption progresses, the problem variant is predicted to move towards manual or hybrid assembly line. As mentioned earlier, most of the existing researches focus on RALB. Not much attention has been given to the manual or hybrid (combine automated and manual) assembly lines at the moment, although these types of assembly lines are the largest portion compared to the fully automated lines.
Besides that, the ALB with energy consideration is also forecasted to embed social factors in the optimisation. Towards sustainable manufacturing, there are three main pillars to be considered which are economics, environmental and social factors. Presently, the economics and environmental factors are thoroughly studied in ALB, but limited ALB works that considered social factors such as worker safety, postures and recruitment policies.
Another important aspect is energy modelling. Thus far, the ALB with energy consideration is limited to electrical energy in the production line. There is an opportunity to model the worker’s energy consumption with tool/equipment energy in a production line. This can be realised by modelling the worker’s movements and activities for accomplishing their jobs. This results in a high impact on productivity because the workers’ workload could be equally distributed according to the energy spent instead of solely depending on task time as currently practised.
In terms of optimisation algorithm, future research is predicted to maintain the well-established algorithm utilisation but using different improvement strategies. Other than that, future research is also predicted to implement relatively new optimisation algorithms to explore the potential and performance to optimise complex problems like ALB with energy utilisation. Some of the relatively new algorithms were proven to solve the combinatorial problem efficiently compared to the well-established algorithms. A new algorithm with a simple mechanism will be preferred because the ALB problem becomes more complex.
Conclusions
This paper reviewed the Assembly Line Balancing (ALB) with energy consideration from 2012 to 2020. Although the ALB was thoroughly studied since the 1980s, the problem variant that considers energy consumption was mainly found in 2010 onwards. The review was conducted by considering the published research from 2012 to 2020. The review mainly focuses on four main aspects: problem variant, optimisation objectives, energy modelling and optimisation algorithm.
Based on this review, it can be concluded that there are two most impactful research directions in the future: (1) the social factor embedment in ALB with energy consideration to fulfil sustainable manufacturing criteria and (2) the modelling of worker’s energy utilisation to balance the workload assignment. Other than that, the future research direction should also progress by implementing an efficient optimisation algorithm suitable for more complex ALB problems that considered multiple factors. This can be realised by improving the existing well-established algorithm or exploring the potential of relatively new algorithms.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge the Ministry of Higher Education, Malaysia and Universiti Malaysia Pahang for funding this research under FRGS grant RDU1901108 (FRGS/1/2019/TK03/UMP/02/3).