
Abstract
Multiple performance objectives in turn-mill multitasking machining are investigated using the Taguchi method combined with the fuzzy theory. Using these two methods, optimized processing parameters can be rapidly identified to obtain optimized dimensional accuracy and geometrical shape angle, thus reducing machining cost and time. Herein, control factors for determining the single objective optimization parameter using the Taguchi robust process L9(34) orthogonal table were spindle speed (rpm), feed (mm/min), C-axis brake pressure (kg/cm2), axial cutting depth (mm), with dimensional accuracy and geometrical shape angle as objective characteristics. Then, signal-to-noise ratios of different groups were generated by gray correlation according to the experimental sequence to obtain the gray correlation coefficient for the calculation of the multiple performance characteristic index (MPCI). The MPCI results demonstrated that optimized dimensional accuracy was 0.005 mm and optimized geometrical shape angle was 0.004°. The optimized MPCI parameters were A3 (4000 rpm), B3 (250 mm/min), C3 (30 kg/cm2), and D3 (1.5 mm). It can reduce the processing for burr elimination and tool wear reduction by MPCI optimized process parameters.
Keywords
Introduction
In all industrial markets, the challenge for production is that manufacturers must shorten lead times, increase output, and get products to market faster. Other issues facing mass production shops include shorter runs, higher product mix, tighter tolerances, more complex geometry materials, and complete processing at one time. Therefore, a new generation of machines is called turn-mill multitasking machine. Due to the advancement of computer and controller technology and its application in the manufacturing industry, the industry has transformed these systems from independent production units to complex system integration tasks unit. The turn-mill multitasking machine can complete complex workpieces and process various features and geometric shapes simultaneously, without the need for multiple settings and parts transfer between devices. These systems can significantly save procedures and processing time. The extensive use of turn-mill multitasking machines in the industry can not only increase productivity and increase profits but also achieve high-efficiency machining and extend tool life for difficult-to-cut materials, including cars, mold makers, and aerospace. Due to the rapid development of manufacturing process control, great efforts have been made to obtain complicated shapes and improved dimensional and surface accuracy, especially in aerospace. 1 However, the current turning-milling composite machining faces some problems. The turning-milling composite machining parts will be affected by the processing parameters and the C-axis brake pressure, which mainly controls the geometric angle and accuracy of the turning and milling parts. These factors will affect the dimensional accuracy and geometrical shape angle of the turning and milling composite processing parts. The reason for its occurrence is that the cutting forces in machining cannot be eliminated, resulting in deflection errors in production. Hence, tool deflection causes errors in milling. The final outline of the component is a combination of deflection errors of tool and materials, while deflections lead to geometric and dimensional errors. 2 The estimation of milling accuracy relies on outline errors, which includes angle error and geometrical error. 3 The angle error is the minimum distance from the vertex of the actual tool path to that of the ideal angle path, while the geometrical error is the distance from the ideal angle path to the actual tool path. Therefore, the outline error is severe and milling accuracy is limited. 4 Cutting conditions are an important factor affecting cutting forces. A solution to deflection error is to change the one-way off line tool path. Due to the limited knowledge of factors affecting deflection, dimensional accuracy of outline simulation tends to be poor. Changing the one-way off line tool path does not work if the deflection angle is excessive. 5 There are related studies that use intelligent calculation algorithms to optimize these errors, such as using design for manufacturing with artificial neural networks, to improve geometric errors. 6
In this study, optimized multiple performance characteristic index (MPCI) process parameters were obtained using the Taguchi method combined with the fuzzy theory. The dimensional accuracy and geometrical shape angle were improved to enhance the benefits of turn-mill multitasking machining. Taguchi method is a powerful statistical method for experimental design. The orthogonal array (OA) can effectively analyze the experimental data of many design variables with a small number of experiments. As a result of OA is a partial factorial matrix, it ensures the balance of comparative factors or the interaction of factors at any level.7–10 Simultaneously, it optimizes dimensional accuracy and geometrical shape angle in turn-mill multitasking machining combining fuzzy logic with MPCI. The current industry practice weights via the field experience of the engineer that introduces several uncertainties. The fuzzy logic procedure used in MPCI reduces human-caused tensions and does not require complex mathematical computations. 11
Experiment setting
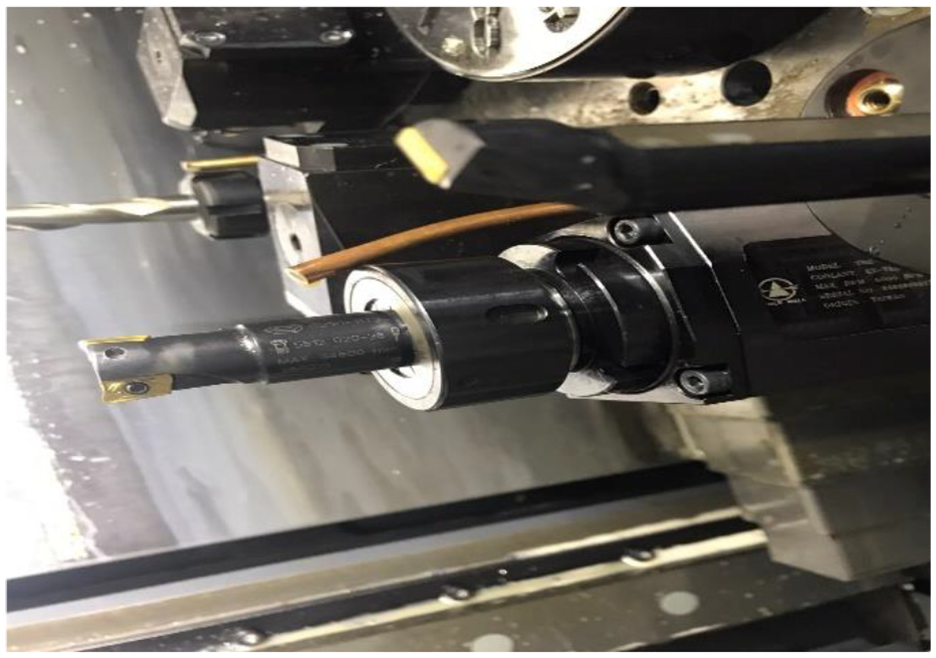
The AISI 1050 steel of diameter 63 mm and length 95 mm was used as the material. A turn-mill multitasking machining instrument (YCM TC-16LMA) as shown in Figure 1 with a VDI dynamic blade holder, SANDVIK 220R390-020A20-11L bar, and R390-11 T3 08M-PM 1025 Tungsten carbide blade (see Figure 2) was used. The actual processing conditions of the experimental workpieces of turning-milling combined processing as shown in Figure 3. Dimensional accuracy and geometrical shape angle of the obtained components were measured using a 3D measuring device (TESA Micro-Hite 3D 4.5.4) to obtain optimized data. The system resolution of this 3D measuring device is 0.1 μm, and the minimum display reading value is 0.001 mm. Figure 4 is the actual measurement of turning-milling composite machining parts using 3D measuring device.

A turn-mill multitasking machining instrument.
Dynamic blade holder and milling blade.

Turn-mill multitasking machining actual processing status.
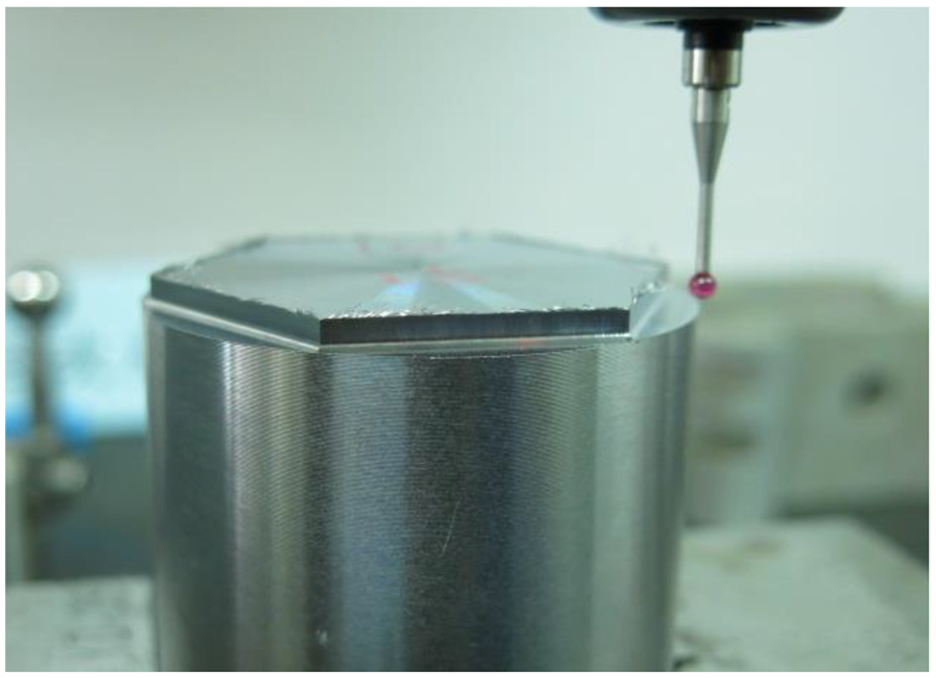
3D measuring device actual measurement.
Experimental setup and procedures
Taguchi method of robust design
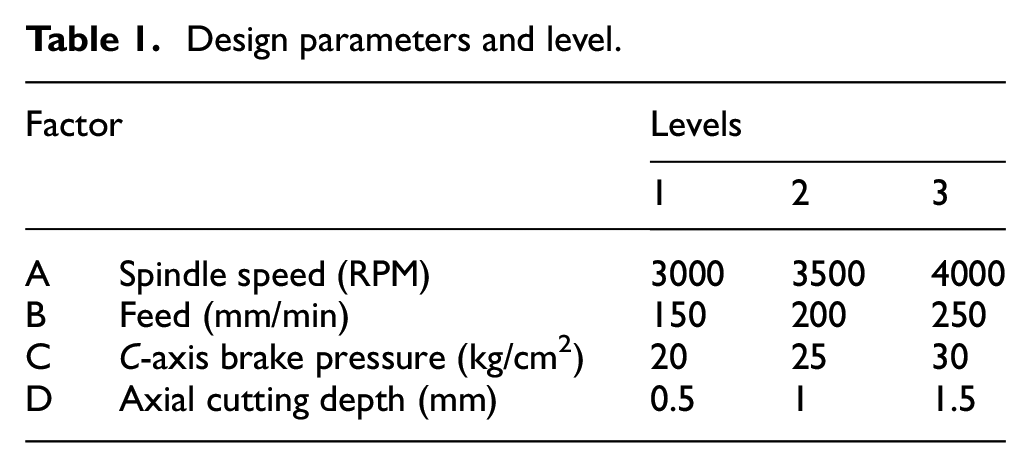
Among the cutting parameters, spindle speed, feed, and axial cutting depth are key factors affecting dimensional accuracy and geometrical shape angle of the processed products. As braking during milling indexing is controlled by the C-axis brake pressure, the brake pressure is also a key factor affecting dimensional accuracy and geometrical shape angle. Therefore, these factors were involved in the tests. Using the L9(34) orthogonal table, Factor A (spindle speed) was 3000, 3500, and 4000 rpm; Factor B (feed) was 150, 200, and 250 mm/min; Factor C (C-axis brake pressure) was 20, 25, and 30 kg/cm2; Factor D (axial cutting depth) was 0.5, 1, and 1.5 mm. As shown in Table 1, the single objective parameter of optimized dimensional accuracy and geometrical shape angle of the processed product was identified using the Taguchi method based on the four control factors and three levels. The choice of these four factors has taken into account the factor’s independence, and there will be no interaction. Factor A spindle speed will generate interaction and select cutting speed as the control factor at the same time because the spindle speed is included in the cutting speed. Therefore, this experiment only uses spindle speed. Factor B feed represents the feed per minute (mm/min) in milling, which is the displacement of the workpiece relative to the milling cutter per minute, and there will be no interaction with the other three factors. Factor C C-axis brake pressure controls the rotary indexing C-axis’s hydraulic brake pressure when entering the turning-milling mode. It is independent of non-cutting parameters and is different from the other three factors. Factor D axial cutting depth. This item mainly controls the cutting depth of the tool. It will deepen the cutting depth for processing efficiency, but it will wear the tool and shorten the life if it is too deep. It does not interact with Factor A and B cutting parameters. Generally, the main three cutting parameter options commonly controlled in the cutting process or experimental design are cutting speed or spindle speed, feed, and axial cutting depth. It can be seen that these three control factors are pretty independent and are not easily affected by interaction. Figure 5 illustrates the locations of the measuring sites. Signal-to-noise (S/N) ratios were calculated by

where n is instances observed in each experimental combination, and yi is the ith datum in the experimental combination.
Design parameters and level.
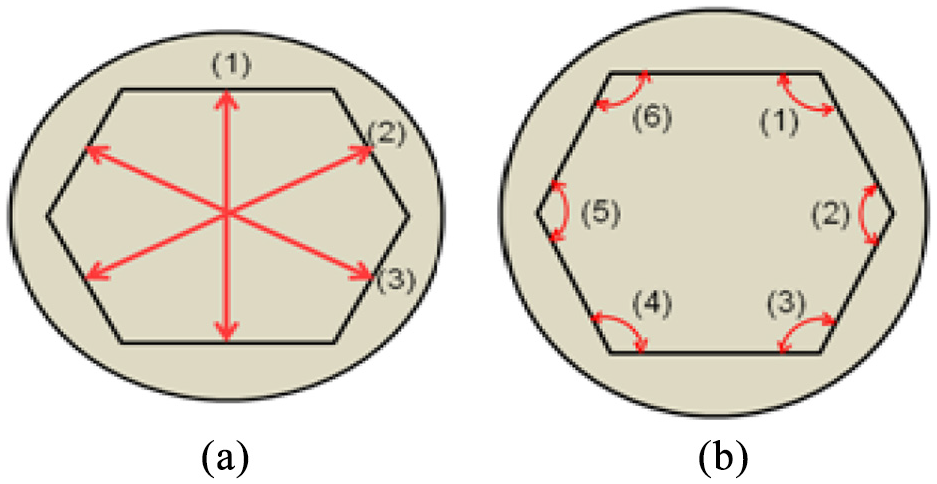
Locations of the measuring sites of dimensional accuracy and geometrical shape angle: (a) dimensional accuracy and (b) geometrical shape angle.
Optimization of multiple quality characteristics
The multiple performance objective characteristic is the main objective of this study. As the Taguchi method can handle only one characteristic objective at a time, the S/N ratio of each characteristic was generated by gray correlation to obtain the gray correlation coefficient.12-15 Then, the MPCI was calculated using the self-defining fuzzy theory (two inputs and one output) and fuzzy rule table (see Table 2). Finally, the MPCI obtained was introduced into the Taguchi method to obtain an optimized parameter combination. To analyze all optimized parameters via the fuzzy theory, the single objective was obtained by gray correlation given by equation (2), where Xi∗(k) represents the data generated by the gray relation; max all·i [xi(0)(k)] and min all·i [xi(0)(k)] represent the maximal and minimal values, respectively, in the sequence of Xi∗ (k); and OB represents the optimized value chosen from the Xi∗ (k) sequence, followed by calculation of gray correlation coefficient by equation (3), where γ [xi(k), xj(k)] is the gray relational coefficient, Δmin is the minimal difference, Δmax is the maximal difference, Δ0i(k) is the difference between reference sequence x0(k) and subsequence xi(k) at corresponding positions, and ζ is the distinguishing coefficient that is usually 0.5.


Fuzzy rules for two inputs and one output.
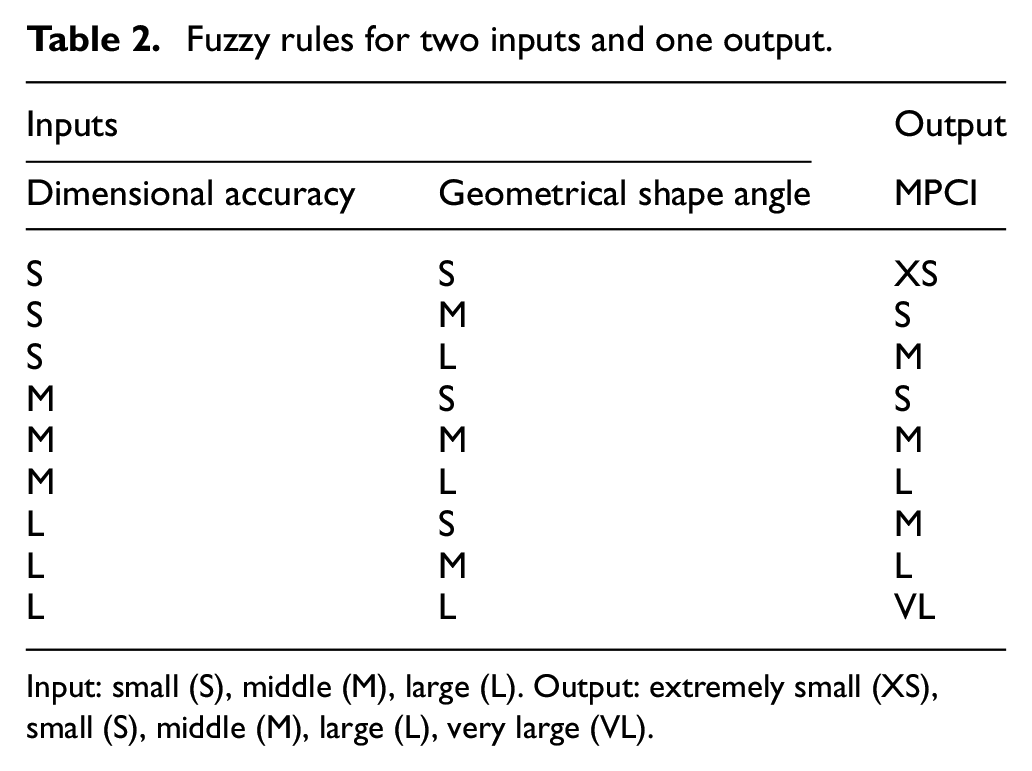
Input: small (S), middle (M), large (L). Output: extremely small (XS), small (S), middle (M), large (L), very large (VL).
Results and discussion
Dimensional accuracy
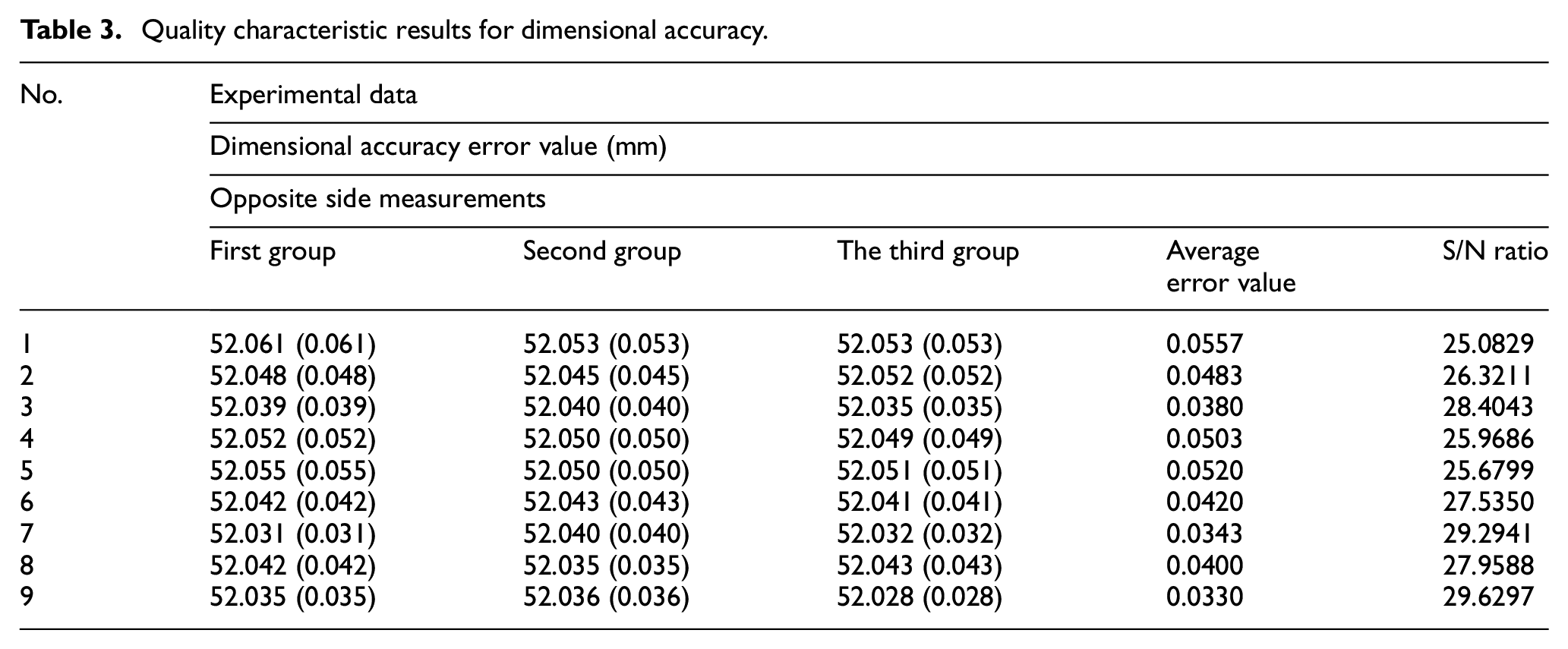
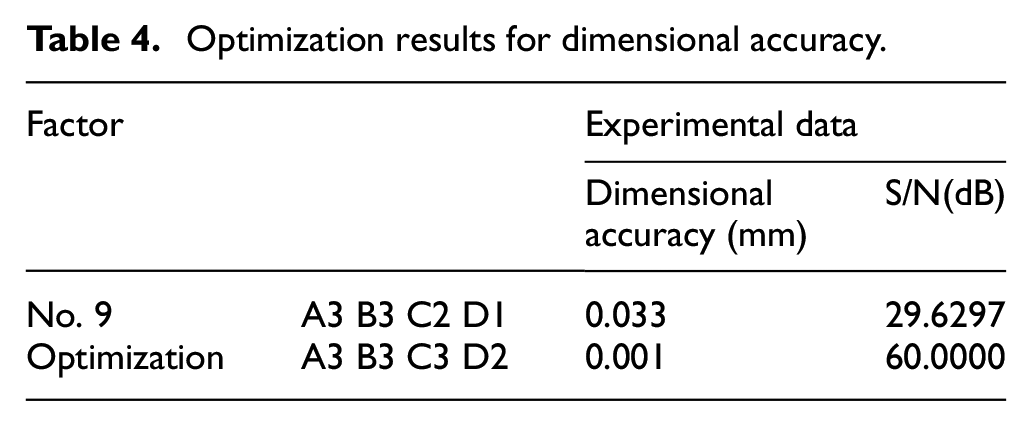
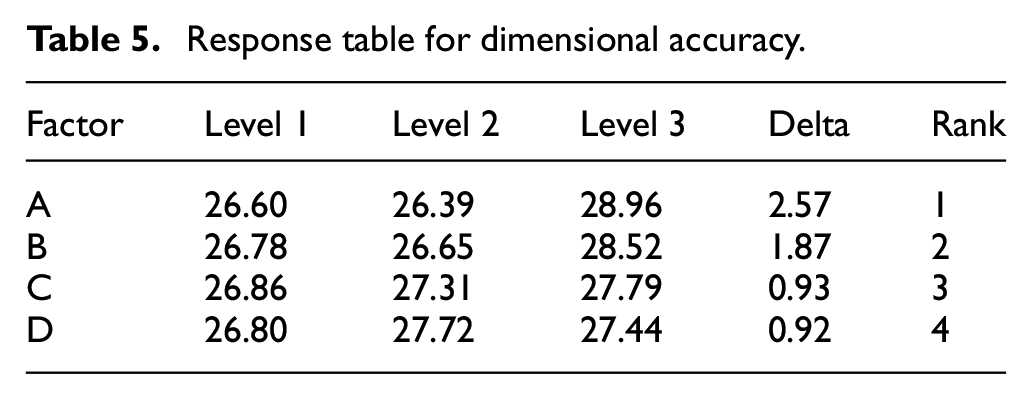
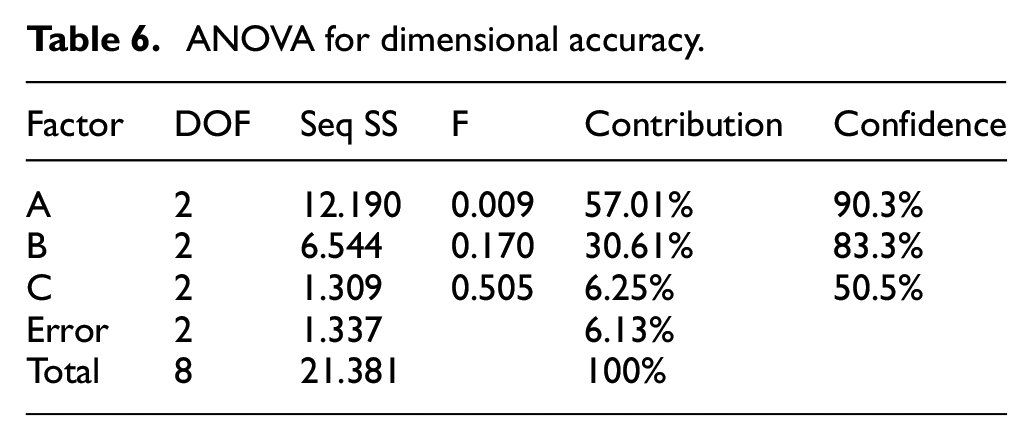
Table 3 shows the quality characteristic results for dimensional accuracy. The measurement method is shown in Figure 5(a), and the program setting for the standard processing path workpiece is a regular hexagon with the opposite side length of 52.000 mm. The dimensional accuracy of three pairs of sides of the regular hexagon is separately measured, and then calculated each group’s error value compared with a standard dimensional accuracy of 52.000 mm. Later, the average error value calculated from three pairs of the error value of side lengths is further taken as the optimized target value. The error value of dimensional accuracy is optimized for turn-mill multitasking machining of polygonal workpieces in this way. Among all groups, Group 9 exhibited optimized dimensional accuracy. As shown in Table 4, the factor array of group 9 is A3 (4000 rpm), B3 (250 mm/min), C2 (25 kg/cm2), and D1 (0.5 mm). The optimized process parameters are A3 (4000 rpm), B3 (250 mm/min), C3 (30 kg/cm2), and D2 (1 mm), and the optimized process parameters are not in the experimental groups. Therefore, verification experiments were required to verify the accuracy of the factors. It is confirmed that the optimized dimensional accuracy of the experiment is 0.001 mm, which is better than the original experimental value of the ninth group. Table 5 shows the S/N factor response table by calculating the S/N ratio of each control factor at different levels simultaneously. The resulting S/N factor response diagram is shown in Figure 6. Variance analysis of the quality characteristics in dimensional accuracy is shown in Table 6. The influence of the overall experimental parameters on the dimensional accuracy can be determined by the degree of contribution. The contribution of A factor (Spindle Speed) is 57.01%, which is the largest, followed by B factor (Feed), C factor (C-axis Brake Pressure).
Quality characteristic results for dimensional accuracy.
Optimization results for dimensional accuracy.
Response table for dimensional accuracy.
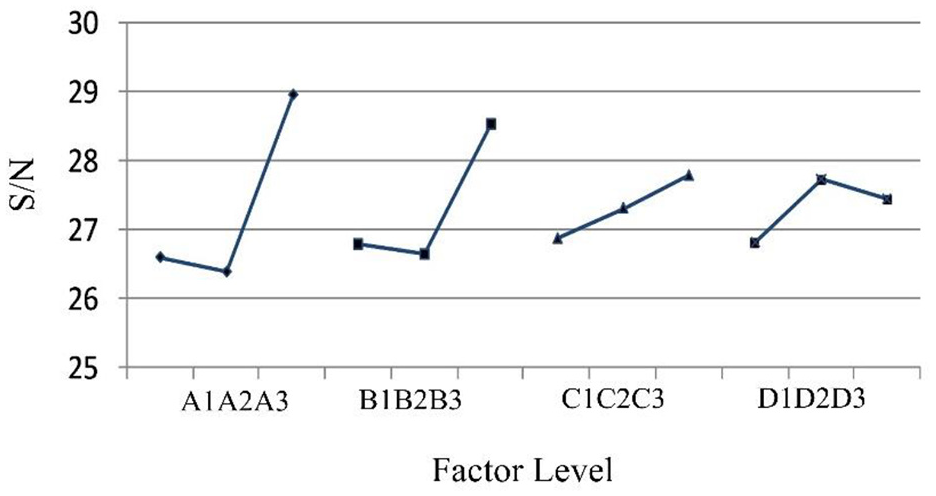
S/N factor response plot of dimensional accuracy.
ANOVA for dimensional accuracy.
Geometrical shape angle
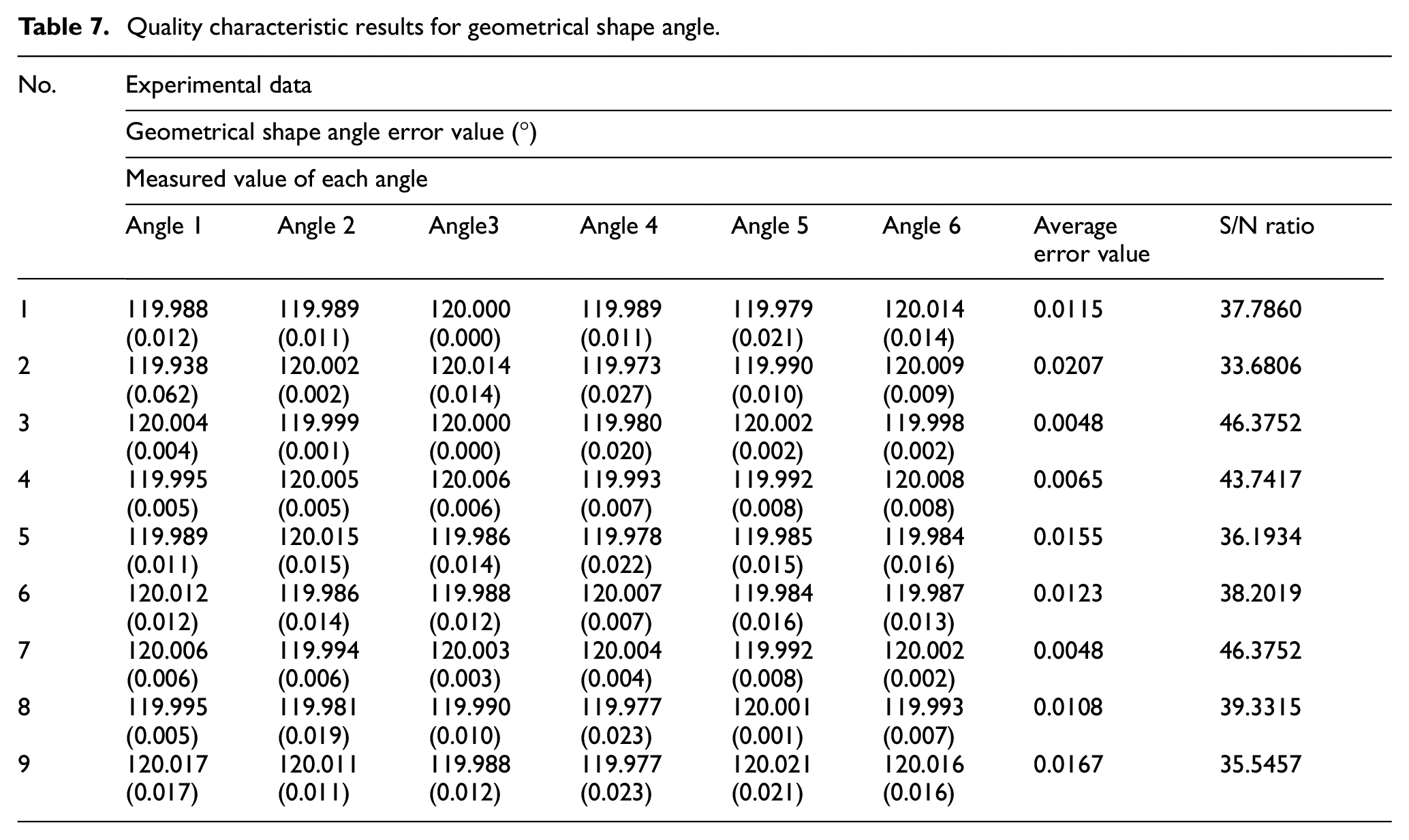
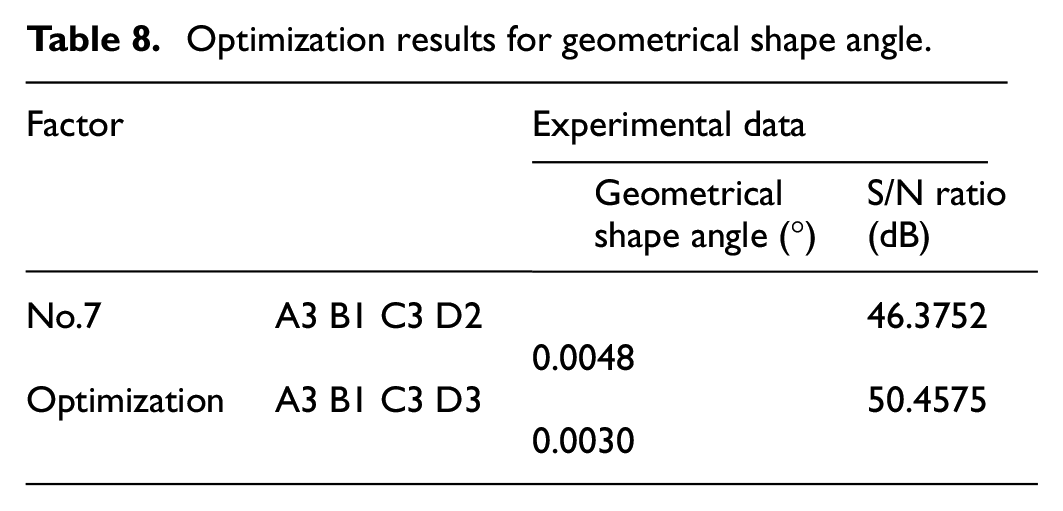
Table 7 shows the quality characteristic results for geometrical shape angle. The measurement method is shown in Figure 5(b). The program setting for the standard processing path workpiece geometrical shape angle is a regular hexagon with internal angles of 120°. The geometrical shape angle of the regular hexagon’s six internal angles is separately measured, and then calculated each angle’s error value compared with a standard geometrical shape angle. Later, the average error value calculated from the error values of the included angle of the six internal angles is further taken as the optimized target value. The error value of the geometrical shape angle is optimized for turn-mill multitasking machining of polygonal workpieces in this way. Among all groups, Group 7 exhibited optimized geometrical shape angle. The factor array of group 7 is A3 (4000 rpm), B1 (150 mm/min), C3 (30 kg/cm2), and D2 (1 mm). As shown in Table 8, the optimized process parameters are A3 (4000 rpm), B1 (150 mm/min), C3 (30 kg/cm2), and D3 (1.5 mm) and the optimized process parameters are not in the experimental groups. Therefore, verification experiments were required to verify the accuracy of the factors.
Quality characteristic results for geometrical shape angle.
Optimization results for geometrical shape angle.
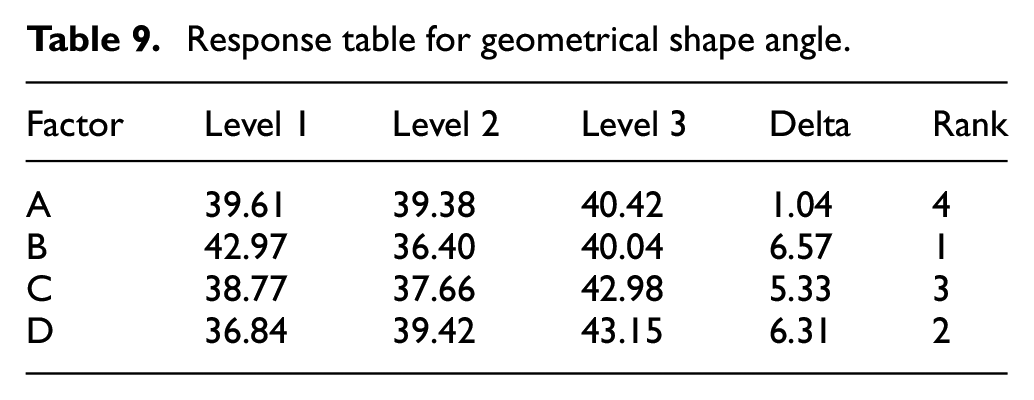
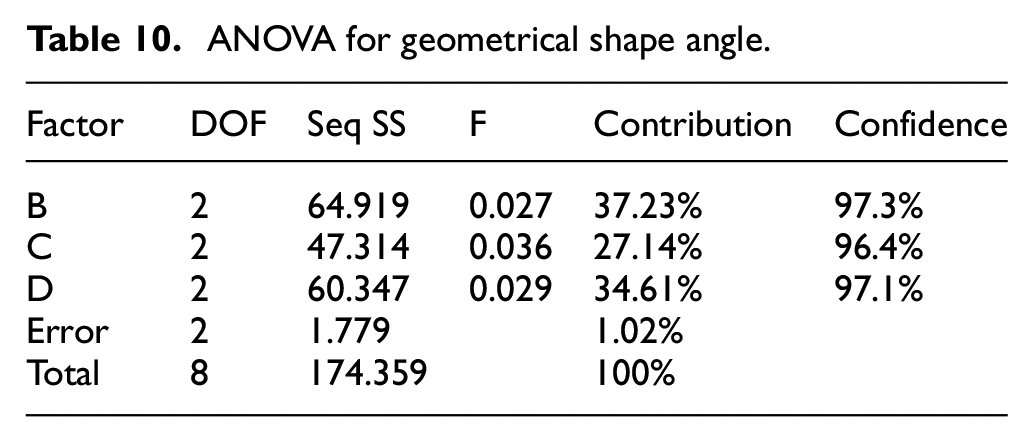
Confirm that the experimental result geometrical shape angle of 0.003 ° is better than the original experimental value of group 7. Table 9 shows the S/N factor response table by calculating the S/N ratio of each control factor at different levels simultaneously. The resulting S/N factor response diagram is shown in Figure 7. Variance analysis of the quality characteristics in geometrical shape angle is shown in Table 10. The influence of the overall experimental parameters on the geometrical shape angle can be determined by the degree of contribution. The contribution of B factor (Feed) is 37.23%, which is the largest, followed by D factor (Axial Cutting Depth), C factor (C-axis Brake Pressure).
Response table for geometrical shape angle.
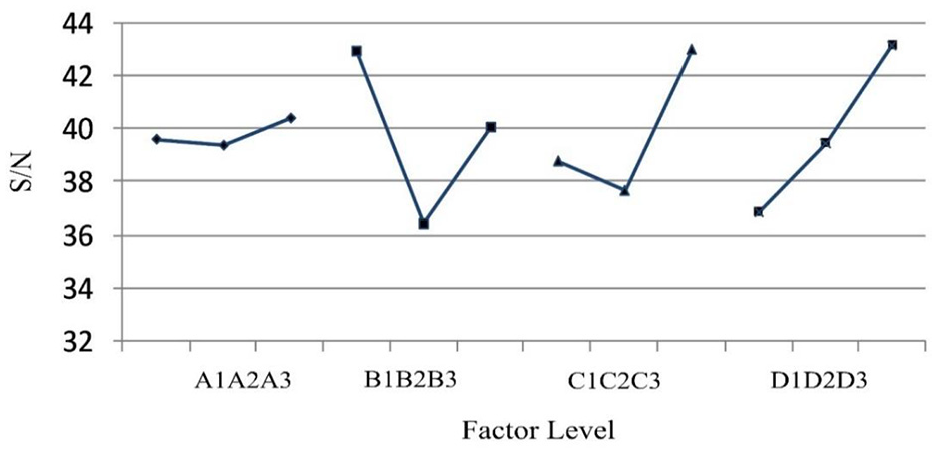
S/N factor response plot of geometrical shape angle.
ANOVA for geometrical shape angle.
Gray relation generation
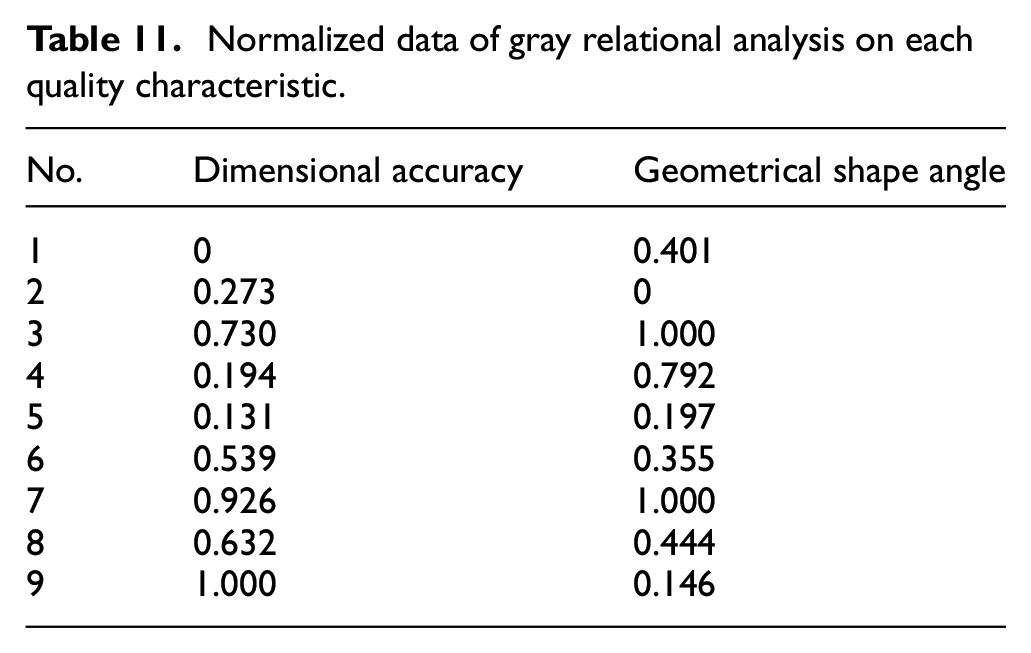
The primary purpose of the gray relation generation was to normalize the S/N data obtained using the nine sets of experiments with single-objective optimizations, as shown in Table 11. The following equation normalizes S/N data to a range between zero and one (larger the better).
Normalized data of gray relational analysis on each quality characteristic.
Gray relational coefficient
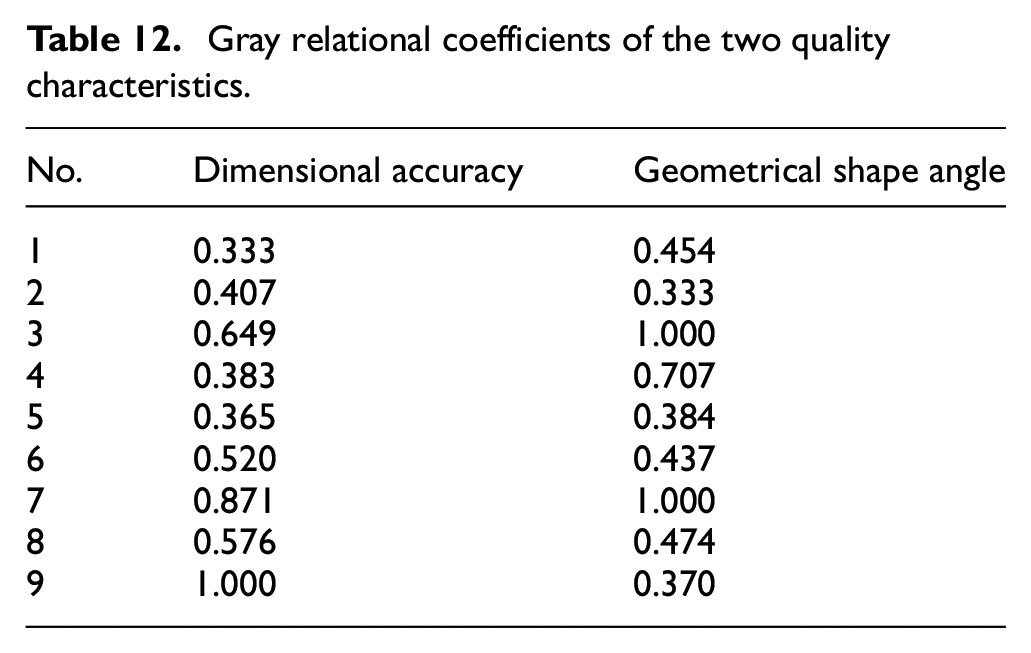
The normalized gray relational data generated in Table 11 were substituted into the equation (3) to obtain the gray relational coefficients. Generally, the distinguished coefficient ζ was set at 0.5. Table 12 shows the computed gray relational coefficients for each quality characteristic in the nine sets of experiments.
Gray relational coefficients of the two quality characteristics.
Multiple quality characteristics of optimized process parameters
The obtained gray relational coefficients were subsequently entered into the fuzzy inference system with defined fuzzy rules to determine the difference between the inputs and outputs. In this study, triangular membership functions were used to define the information into small (S), medium (M), and large (L) grades, and to divide the outputs into fives grades: extremely small (XS), small (S), medium (M), large (L), and very large (VL). A total of nine fuzzy rules are defined subsequently defined. Following that, the fuzzy rules were processing with the MATLAB Fuzzy Tool, which was set to process three inputs into one output. In effect, it turned two input parameters into one MPCI. By comparison of the MPCI values, determine the best combination of parameters with multiple quality characteristics.
The gray relational coefficients of the two quality characteristics were entered into the MATLAB Fuzzy Tool as input variables to produce MPCIs as output variables; triangular membership functions were used with a fuzzy segmentation technique for the input and output (see Figures 8 and 9). The MATLAB Fuzzy Tool then used the fuzzy rules in Table 3 as its fuzzy rule base, as shown in Figure 10, and used Mamdani’s Max–Min method for fuzzy inference, after which the results were defuzzified by the center of gravity method to obtain corresponding MPCI values (see Figure 11).
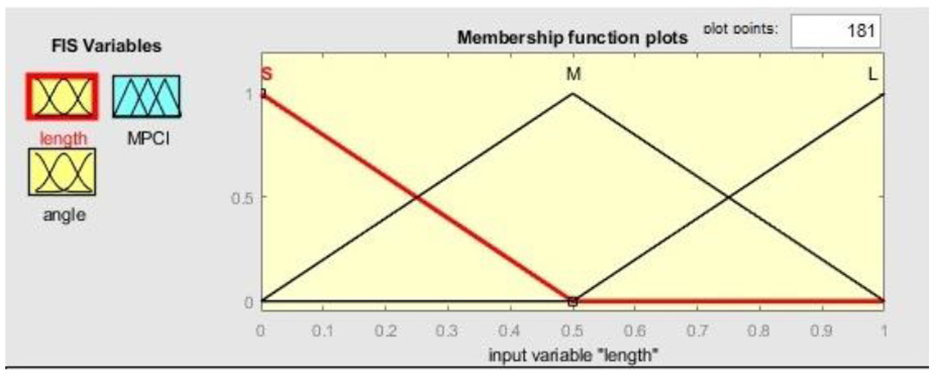
Fuzzy membership functions for input variables.
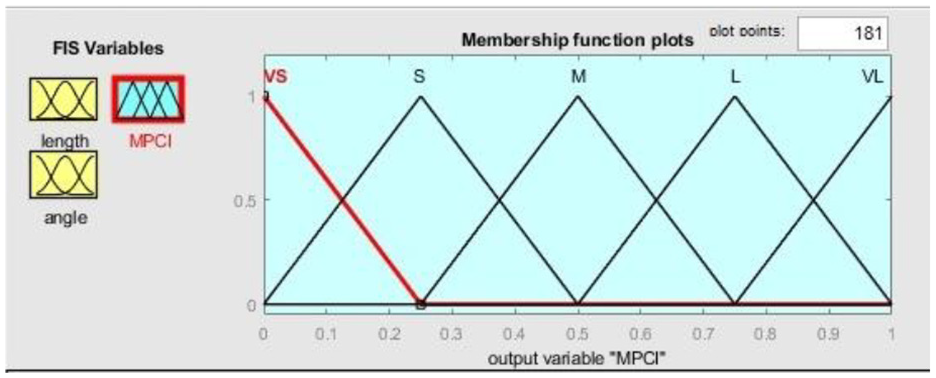
Fuzzy membership functions for output variables.

Fuzzy rule base of MATLAB Fuzzy Tool.
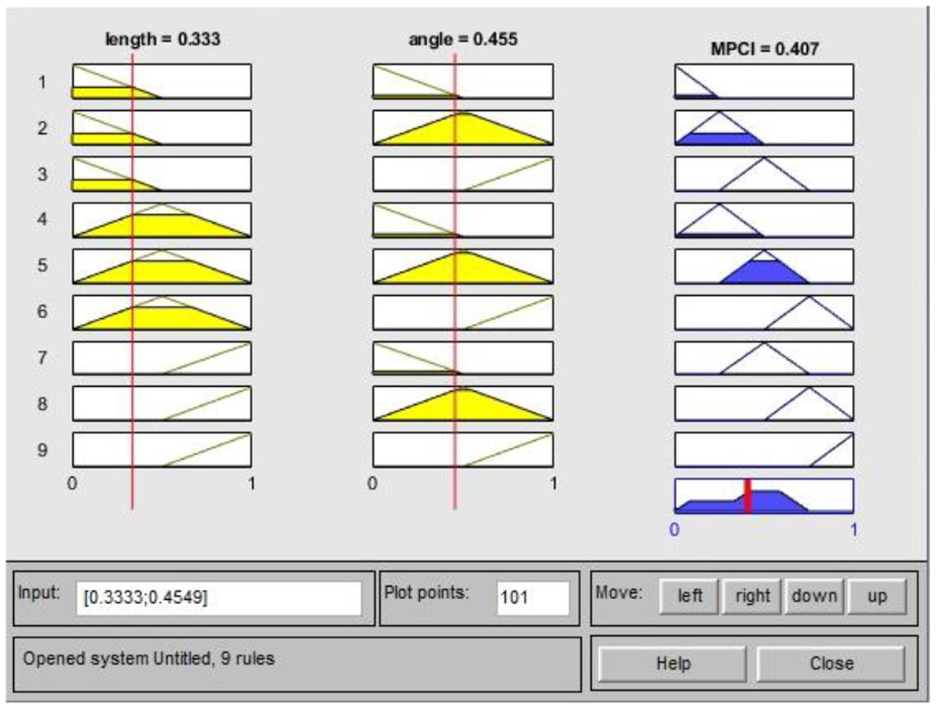
Fuzzy inference in MATLAB Fuzzy Tool.
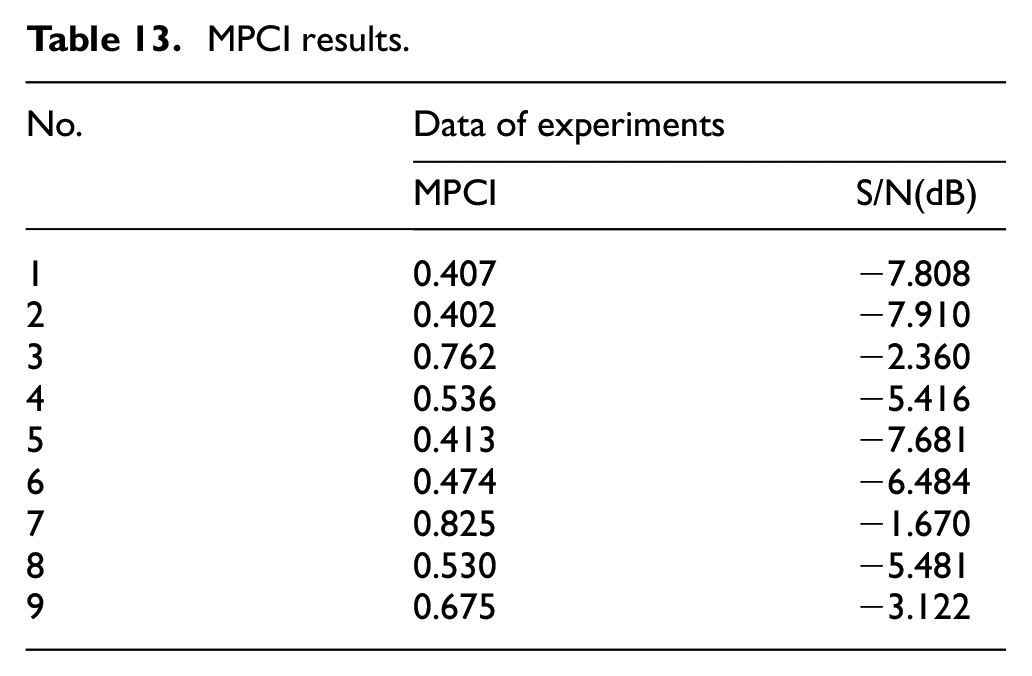
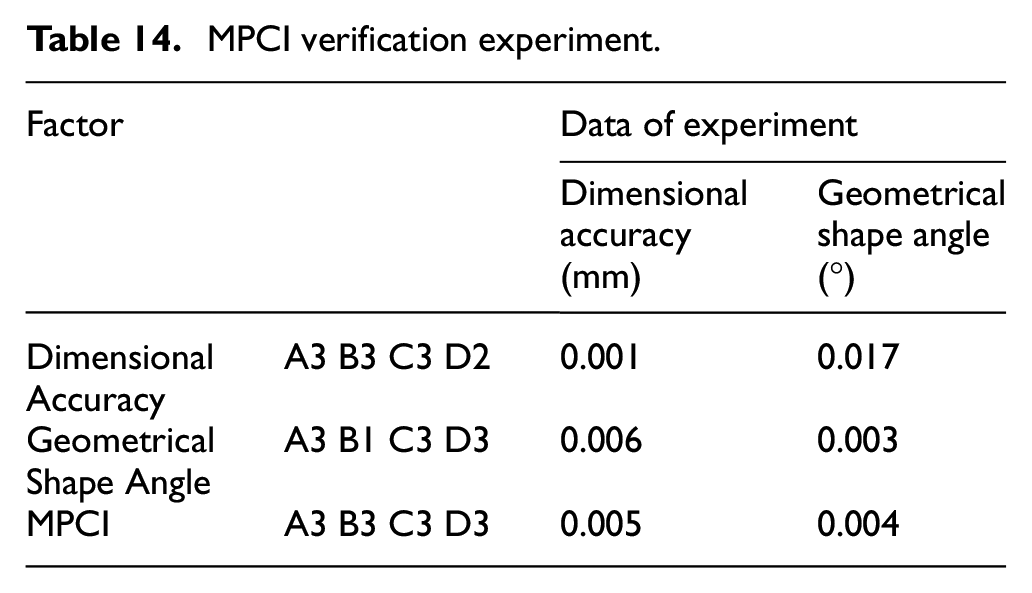
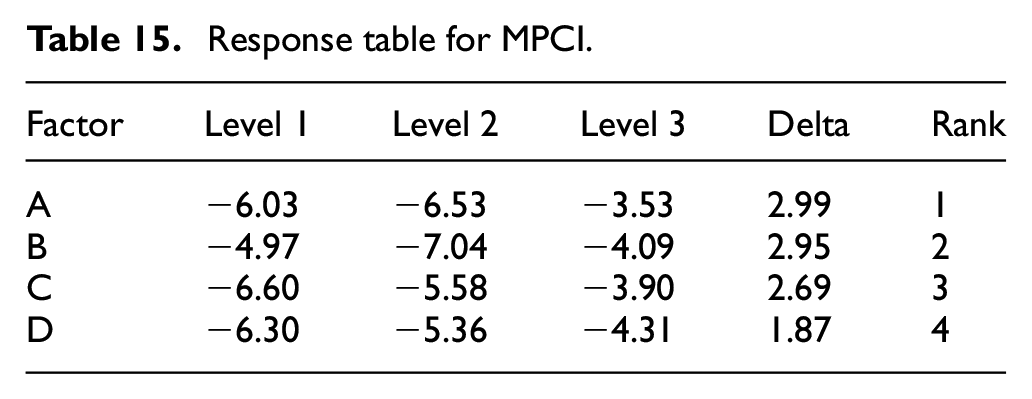
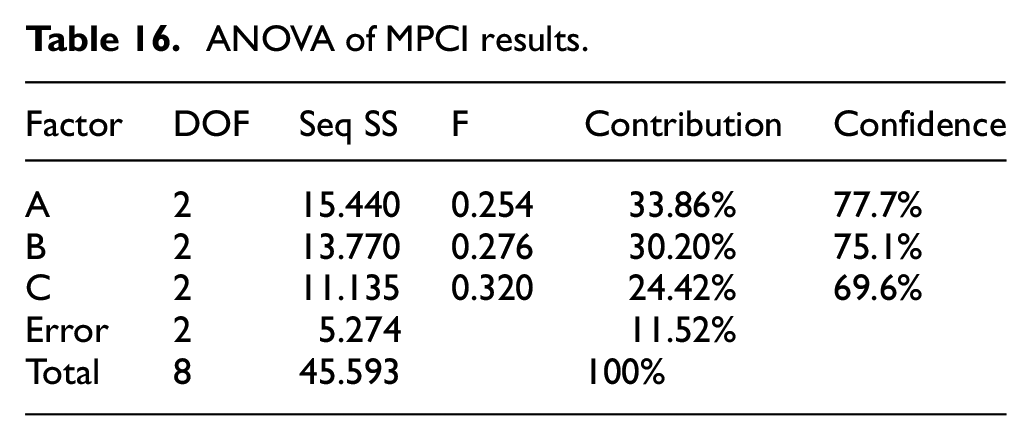
The MPCI was calculated by the fuzzy rule mentioned above (Table 13). Then, the MPCI obtained was introduced into the Taguchi method to obtain optimized process parameters of the MPCI. Table 14 lists results of dimensional accuracy and geometrical shape angle. With optimized dimensional accuracy and geometrical shape angle as the objectives, optimized process parameters of MPCI were A3 (4000 rpm), B3 (250 mm/min), C3 (30 kg/cm2), and D3 (1.5 mm). Hence, the optimized dimensional accuracy and geometrical shape angle were 0.005 mm and 0.004°, respectively. Table 15 shows the S/N factor response table by calculating the S/N ratio of each control factor at different levels simultaneously. The resulting S/N factor response diagram is shown in Figure 12. Variance analysis of the quality characteristics in MPCI is shown in Table 16. The influence of the overall experimental parameters on the MPCI can be determined by the degree of contribution. The contribution of A factor (Spindle Speed) is 33.86%, which is the largest, followed by B factor (Feed), C factor (C-axis Brake Pressure).
MPCI results.
MPCI verification experiment.
Response table for MPCI.
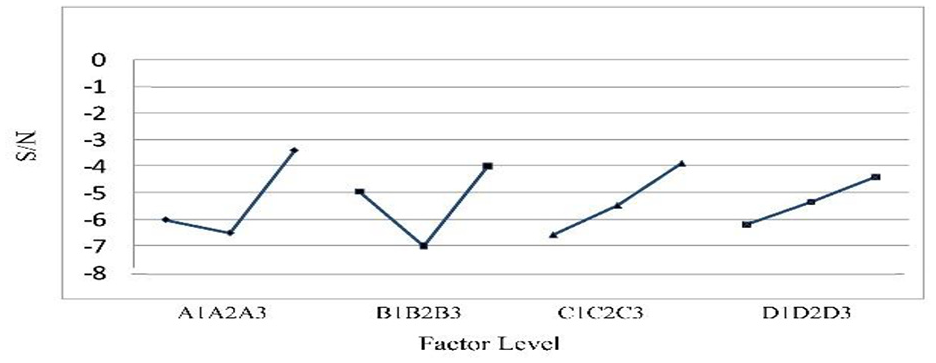
S/N factor response plot of MPCI.
ANOVA of MPCI results.
Comparison of different optimized process parameters for workpiece burr
Workpiece burr refers to the thorny or flaked residues at the intersection of the workpiece surface and the surface when the chips are separated from the workpiece during the workpiece cutting process. In cutting research, workpiece burr is the most typical negative phenomenon as a bottleneck. The harm of workpiece burr will primarily affect the dimensional accuracy, geometrical shape angle, and surface roughness of the workpiece. Taken a workpiece’s assembly condition as an example, workpiece burr will accelerate the wear of the tool. Reducing workpiece burr in the machining process has become one of the key technologies of modern mechanical manufacturing.
The burr size of products by three different optimized process parameters was obtained using a tool microscope. The results indicated that the burr size of product with optimized MPCI was minimized (see Figure 13). The process parameters optimized in MPCI are compared with two single-objective dimensional accuracy and geometrical shape angle optimized process parameters. The difference between the dimensional accuracy and MPCI optimization process parameters is that the D factor (axial cutting depth) is different: 1 and 1.5 mm, respectively. It can be seen in Figure 13(a) that the lower axial cutting depth will cause a large area of branched cutting burrs to remain, and it can be seen in Figure 13(c) that higher axial cutting depth can obtain better cutting burrs. This result may be that the blade on designed to use a different arc R angle design at the tip to increase the strength and service life. The lower axial cutting depth may cause excessive cutting resistance because the cutting depth does not exceed the original design of the arc R angle of the insert, resulting in a large area of branched cutting burrs.
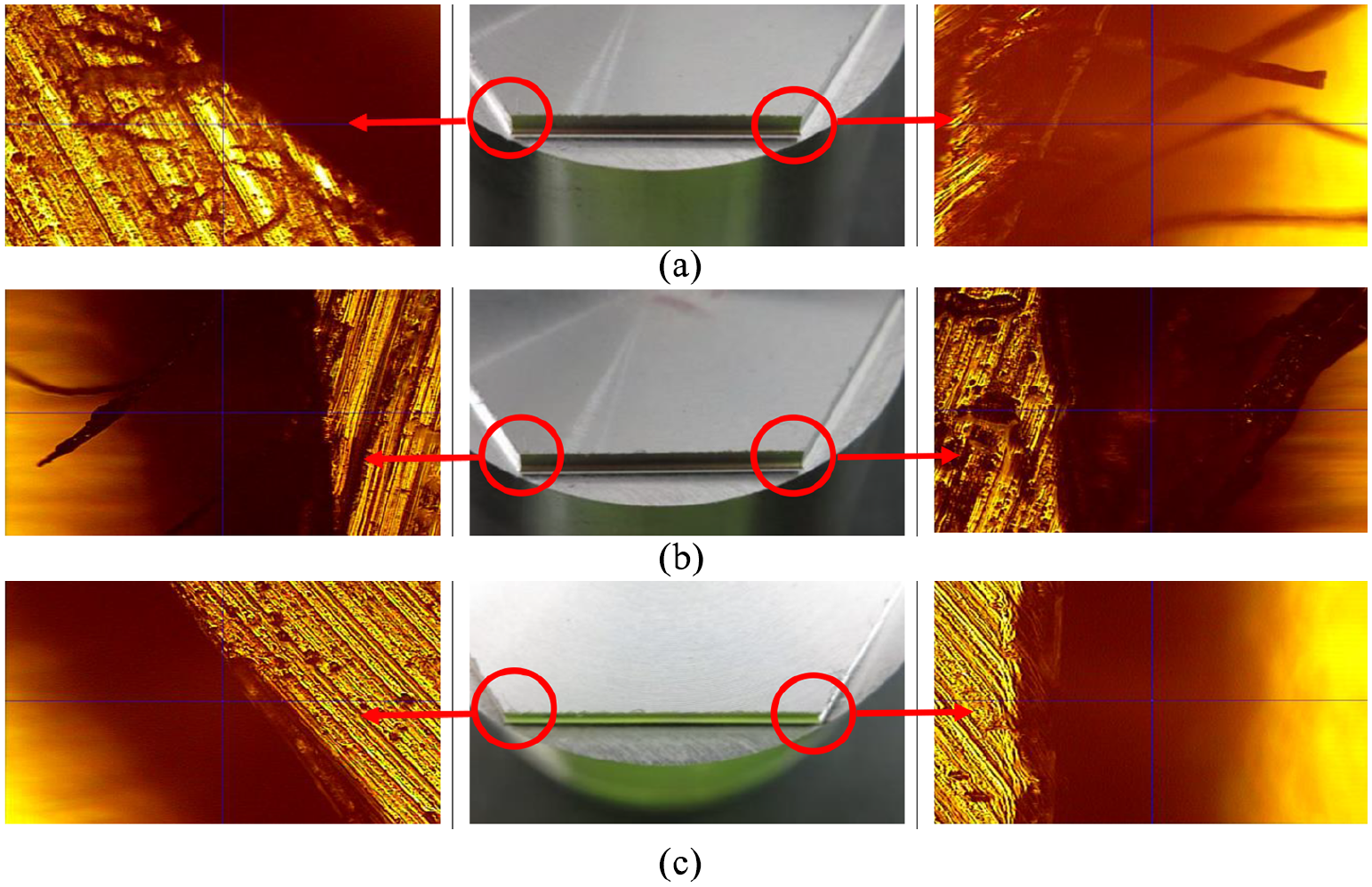
Burr size of the turn-mill multitask machining products by different process parameters: (a) dimensional accuracy optimization, (b) geometrical shape angle optimization, and (c) MPCI optimization.
The difference between the geometrical shape angle and MPCI optimization process parameters is that the B factor (Feed) is different, 150 and 250 mm/min, respectively. As shown in Figure 13(b), it can seem that under the lower cutting feed, it will cause a large area of cutting burrs. It can be seen in Figure 13(c). That a higher cutting feed can effectively eliminate cutting and avoid chip friction on the workpiece, so better cutting burrs can be obtained.
Comparison of different optimized process parameters for tool wear
The tool wear will affect the dimensional accuracy and geometrical shape angle of the workpiece in turn-mill multitasking machining. Additionally, processing efficiency is decreased if tool wear occurs in advance in the cutting process. If the tool wear is too severe to discontinue cutting, it is necessary to stop the work, re-sharpen the tool, and adjust the equipment and trials before it can be officially operated. The production will be stopped and caused operating losses during the period. Therefore, tool wear is a significant factor for turn-mill multitasking machining. This section will discuss the differences in tool wear under different process conditions.
The tool wear of products by three different optimized process parameters was obtained using a SEM comparison. The results indicated that the tool wear of product with optimized MPCI was minimized (see Figure 14). In Figure 14(a), it can see that the cutting edge wear of the tool obtained by the optimized process parameters of dimensional accuracy has severe damage. In the previous paragraph, the reason may be that the cutting depth does not exceed the arc R angle of the original design of the blade. The cutting resistance is too large, causing the tool’s flexible deformation and vibration to be too large, resulting in severe tool wear and tear. In Figure 14(b) geometrical shape angle optimized process parameters and MPCI optimized process parameters obtained in Figure 14(c), the tool edge wear comparison shows that the optimized process parameters of geometrical shape angle are more due to use. In the cutting process of the low cutting feed, the chips may not have time to be effectively discharged, forming a built-up edge (BUE) condition at the cutting edge of the tool. As a result, the tool wear condition. In the MPCI part, the higher cutting feed can avoid the occurrence of BUE, which can reduce tool wear and extend tool life. Related research on prolonging the tool life also shows that the analysis of tool wear proves the reliability and accuracy of fuzzy comprehensive evaluation method. 13
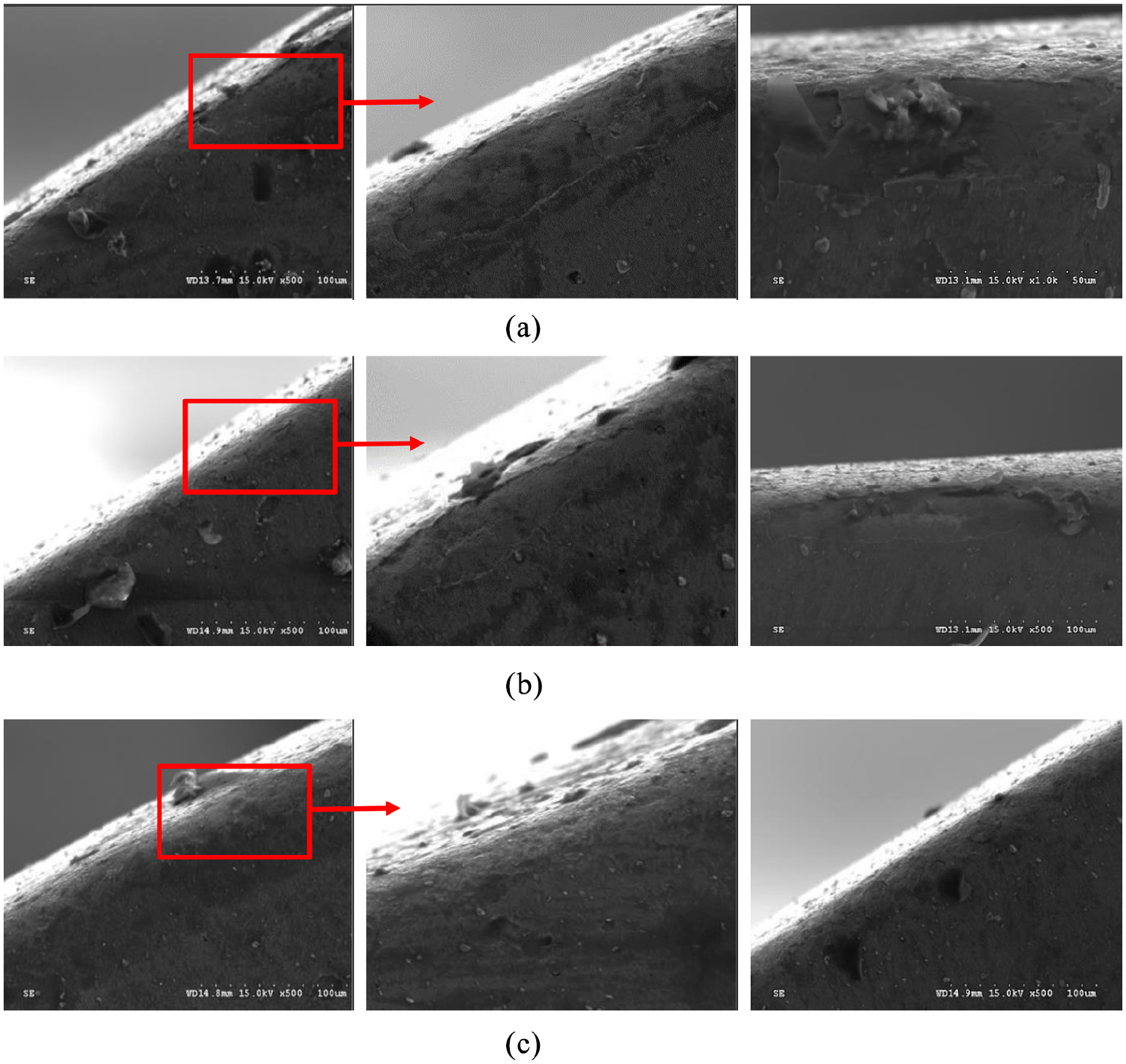
Tool wear of the turn-mill multitask machining products by different process parameters: (a) dimensional accuracy optimization, (b) geometrical shape angle optimization, and (c) MPCI optimization.
Conclusions
This research combines fuzzy logic with MPCI when optimizing the process parameters of turn-mill multitasking machining. All quality features of influences in the process of turn-mill multitasking machining are considered. Process engineers adjust turn-mill multitasking machining processing parameters based on their field experiences at present, but it will increase a lot of uncertainties. The use of fuzzy logic programs in MPCI can reduce the uncertainties caused by humans and does not require the complicated mathematical calculations. The system in this study uses fuzzy logic in MPCI. In comparison with traditional methods, the output results can better meet the comprehensive needs of technical engineers and customers. The experimental results in this article show that the proposed MPCI optimization method improves the conditions of dimensional accuracy, geometrical shape angle, workpiece burr, and tool wear in the process of turn-mill multitasking machining. This method not only leads to an immediate effect but also can be applied to the industry. Furthermore, it can further encourage the transfer of fuzzy logic-based technology from academia to industry.
MPCI processing parameters of turn-mill multitasking machining were optimized using the Taguchi method combined with the fuzzy theory. The following conclusions can be drawn:
According to the results of the Taguchi experiment, the optimized dimensional accuracy was 0.001 mm. The optimized parameters were A3 (4000 rpm), B3 (250 mm/min), C3 (30 kg/cm2), and D2 (1.0 mm). The dimensional accuracy is reduced from 0.033 to 0.001 mm from the ninth best experimental data in the orthographic table after optimization. According to the analysis of variance in this target, the most influential factor is Feed, and its contribution is 37.23%. The second-highest factor is Axial Cutting Depth, and its contribution is 34.61%.
According to the results of the Taguchi experiment, the optimized geometrical shape angle was 0.003°. The optimized parameters were A3 (4000 rpm), B1 (150 mm/min), C3 (30 kg/cm2), and D3 (1.5 mm). The geometrical shape angle decreased from 0.0048° to 0.003° from the seventh best experimental data in the orthographic table after optimization. According to the variance analysis in this target, the most influential factor is Spindle Speed, and its contribution is 57.01%. The second-highest factor is Feed, has and its contribution is 30.61%.
According to MPCI optimization, the optimized dimensional accuracy was 0.005 mm and the optimized geometrical shape angle was 0.004°. The optimized parameters were A3 (4000 rpm), B3 (250 mm/min), C3 (30 kg/cm2), and D3 (1.5 mm). The optimized single quality characteristic value leads to a loss if two target quality characteristics are considered. The dimensional accuracy was varied from 0.001 to 0.005 mm, and the geometrical shape angle was varied from 0.003° to 0.004°. Considering these two goals, the analysis of variance in MPCI optimization shows that the most influential factor is Spindle Speed, and its contribution is 33.86%. The next highest factor is Feed, and its contribution is 30.20%.
With MPCI optimized process parameters for turn-mill multitasking machining, the burr size of product was smaller than that of product under single objective optimized process parameters. MPCI optimized process parameters can also obtain better tool wear compared to the optimal process parameters of two single targets. Therefore, MPCI optimized process parameters can reduce the processing duration for burr elimination and tool wear reduction.
Footnotes
Appendix 1
Acknowledgements
The authors also thank to Researchers Supporting Project number (#NPUST-KMU-109-P009), NPUST-KMU JOINT RESEARCHPROJECT, and the “Intelligent Manufacturing Research Center” (iMRC) from the Featured Areas Research Center Program within the framework of the Higher Education Sprout Project by the Ministry of Education (MOE) in Taiwan, R.O.C.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported in part by the Ministry of Science and Technology, Taiwan, R.O.C., under Grant Numbers MOST 108-2637-E-020-008 and MOST 109-2221-E-020-019-MY2.