
Abstract
Manual operations feature prominently in the manufacture of many electrical machines. Even though high-volume electrical machine manufacture is dominated by automation, several manufacturing operations continue to involve manual intervention because of the complexity of such operations makes them heavily reliant on high dexterity manual skills and experience. However, quality can be variable due to human involvement. Currently, in order to maintain a high precision of control and required tolerances of the final machine, inspection is performed at various steps during manufacturing and assembly. Detecting a defect at these end-of-line tests can result in significant wasted time and costs due to rework or scrappage. The solution to this problem lies in in-process monitoring particularly for error prone manual operations. This paper presents a literature review of the state-of-the-art available techniques and limitations in process monitoring within the context of electrical machine manufacturing. To quantify the degree of manual activities in process monitoring within electrical machine manufacture, a structured survey of UK based companies was conducted, identifying specific error prone manual processes to target, and gaps in inspection. The survey identified that a significant proportion of activities in electrical machine manufacture are manual, or semi-automated with manual interventions. However, literature review revealed only a limited research in in-process monitoring of manual operations in this area. Finally, two case studies are presented where case study 1 presents a framework for digitisation of a variety of manual manufacturing tasks, and case study 2 demonstrates real-time capture, modelling and analysis of deformable linear objects in electrical machine manufacturing.
Introduction
The global shift towards cleaner growth and lowering carbon emissions has resulted in significant on-going changes in ways energy is generated and utilised. A key contributor towards this paradigm shift is electrification of transport, with high efficiency electrical machines being a key enabling technology. The manufacture of electrical machines with high quality and reliability is a core element of meeting these demands. By way of example, the manufacture of electrical machines for the aerospace sector involves meeting demanding tolerances and quality outcomes within a highly regulated environment that brings the challenge of maintaining a high level of control and tolerances within the manufacturing process in order to satisfy the requirements of key end-of-line tests. Manufacturing tolerances in the production process (e.g. within lamination and rotor/stator processes) can have a significant influence on the operating behaviour of electrical machines. 1 Recently, there have been studies in investigating methods to improve or better control the electrical machine manufacturing processes by means of incorporating automation, Internet of Things (IoT) and other forms of digitisation. 2
In low and medium volume machine manufacturing, particularly for machines with the very highest levels of performance, input from skilled manual processes is commonplace. 3 Electric motors are one of the most representative and important electrical machines, and a key component of electric motor is the stator. Manufacturing of the stator represents the largest proportion of production costs, 4 and therefore this work is focussed on manual processes and activities involved in manufacturing and assembly of the stator core. These manual processes are present in a number of critical steps e.g. fitting of coils into the stator core, the connection of coils to the machine terminals and the various wet-processes involved in coil manufacture such as varnishing or encapsulation. The resulting variations are one of the contributors to failure and defects in electrical machine manufacture. 5 The vast majority of quality assurance during manufacturing is through inspection or tests at various steps during manufacturing and assembly. 6 Such tests do not tend to capture or make use of in-process data for tracking and traceability of parts towards defect detection, mitigation and certification at the point of manufacture. Monitoring of product and process during manufacturing can potentially track and trace the origin of arising defects/anomalies thus allowing consistent product quality and enabling process optimisations. Well established non-destructive testing and manufacturing digitisation methods, which are increasingly featuring in the manufacture of many machinery components, are not necessarily well suited for in-process inspection of electrical machines because they have been developed with rigid parts in mind whereas electrical manufacturing processes commonly involve deformable materials and wet processes. 7
In high volume manufacturing, such as electrical machines for the automotive sector, advanced manufacturing techniques involving automation supported by digital manufacturing tools, have been extensively deployed.1,8–10 Although some of these techniques are transferrable, there still are gaps in activities and processes that require high degrees of dexterity, human skill and cognition typically undertaken within low-volume, high value, electrical machine manufacture, as found within the aerospace industry. 3 The review work and case studies in this paper aim to target these activities and processes, for digitisation and control, due to their high variability and strict tolerances. This need for further research has been recently highlighted in 2020, where Psarommatis et al. 11 have emphasised the need to investigate the role of human activities on overall effectiveness for zero defect manufacturing.
Overview of the manufacturing process of an electric motor
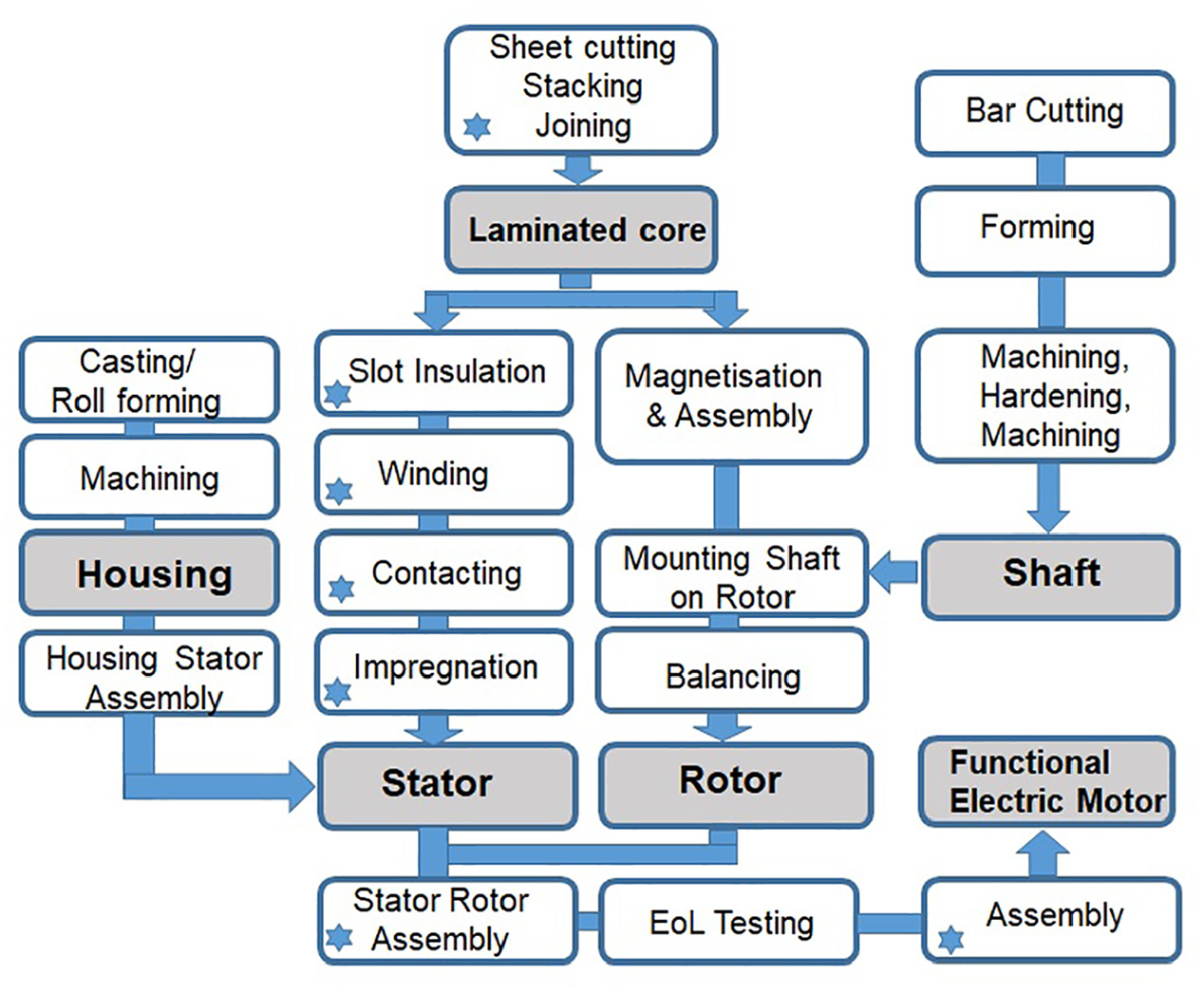
An overview of the processes involved in production of an electric machine is depicted in Figure 1 and described briefly in this section. The main components of an electric motor are the stator, rotor, and housing. Although, some of the manufacturing processes vary according to specific machine types, there is a significant degree of commonality in the general production process. Some key features are discussed below:
End-of-line tests
Currently during the production of electrical machines, quality control is often realised using methods such as Statistical Process Control 20 as part of EoL tests. These EoL tests are based on an offline inspection of products and are carried out at selected intervals in the manufacturing chain. 6 They aim to detect all potential faults caused by the production process and guarantee final product quality. Current EoL tests can be mainly divided into passive, active, and static tests 21 :
Active tests: The active test refers to operating the machines under all possible operation modes: operation both with and without monitoring parameters such as current, voltage, torque, winding temperature etc.
Passive tests: The electric motor is connected to an external motor and tested as a generator. During passive tests, the same parameters as active tests could be checked. 21
Static tests: For static tests, the motor is disconnected from power supply or external motor to test its static characteristics.
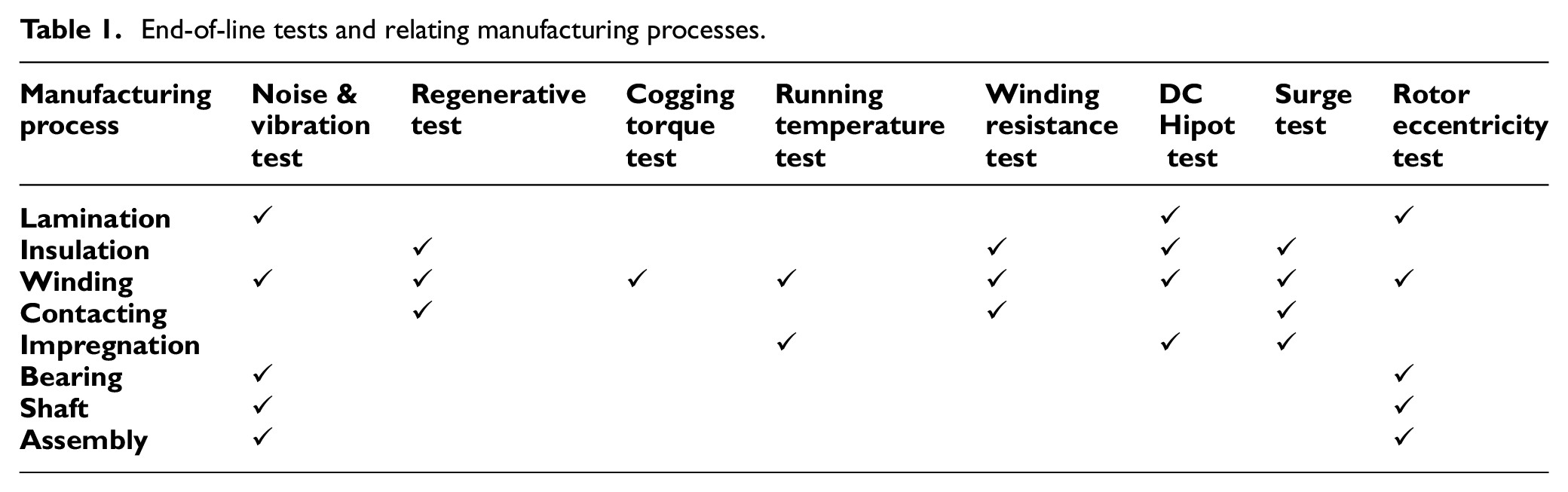
Table 1 depicts the key EoL tests and manufacturing processes associated with faults detected during these tests. Further details on each of the listed EoL tests have been provided in Appendix A. It can be seen that the quality of winding impacts all the end of line tests suggesting its very significant influence on achieving required manufacturing standards. Insulation, contacting and impregnation processes also influence many EoL tests.
End-of-line tests and relating manufacturing processes.
The quality assurance of final products is highly dependent on end-of-line tests; this means that the defects caused during manufacturing processes can only be detected after major manufacturing steps have been completed and all possible defects of the production chain have been accumulated. 22 At this stage, defects can only be corrected by time-consuming rework or the product has to be scrapped, wasting the already consumed machining time, material and energy. Additionally as a typical electrical machine production process is a combination of many traditional manufacturing techniques (Figure 1) in some cases it can be complex to track the original source of the observed failure. These drawbacks of EoL testing can be addressed by creating solutions for in-process monitoring/inspection to immediately identify and react to detected defects without having to wait until the final stage of the manufacturing chain. 23
Industrial perspectives and motivation
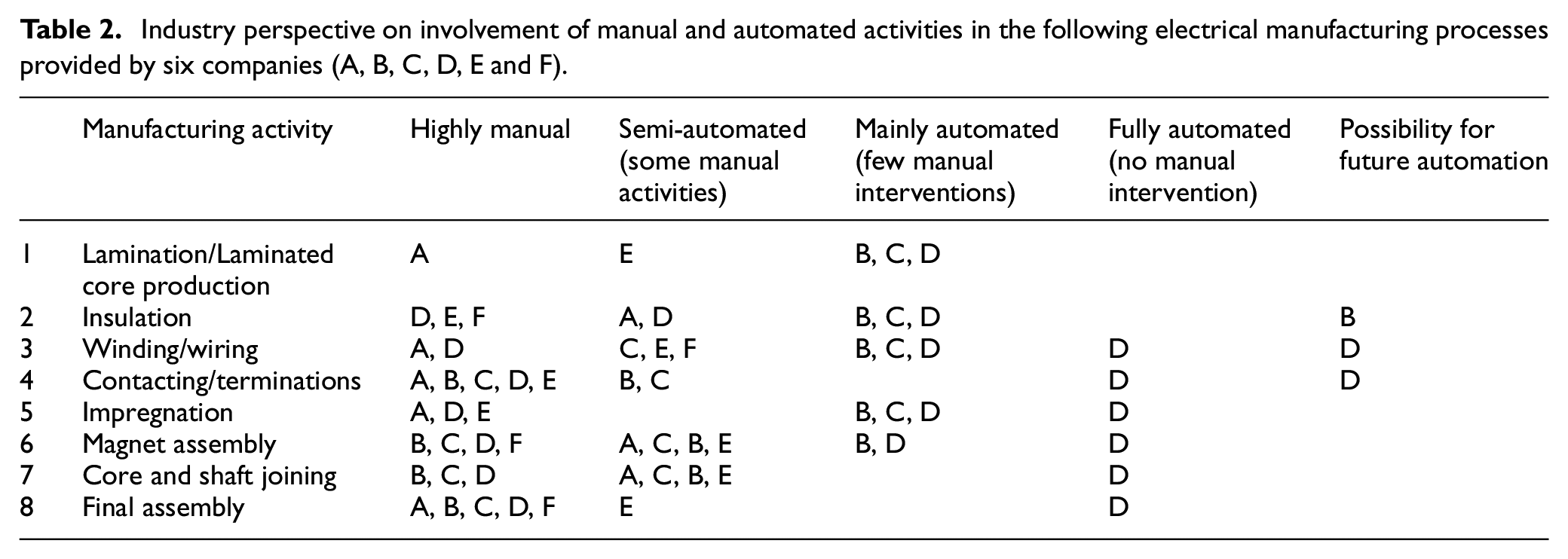
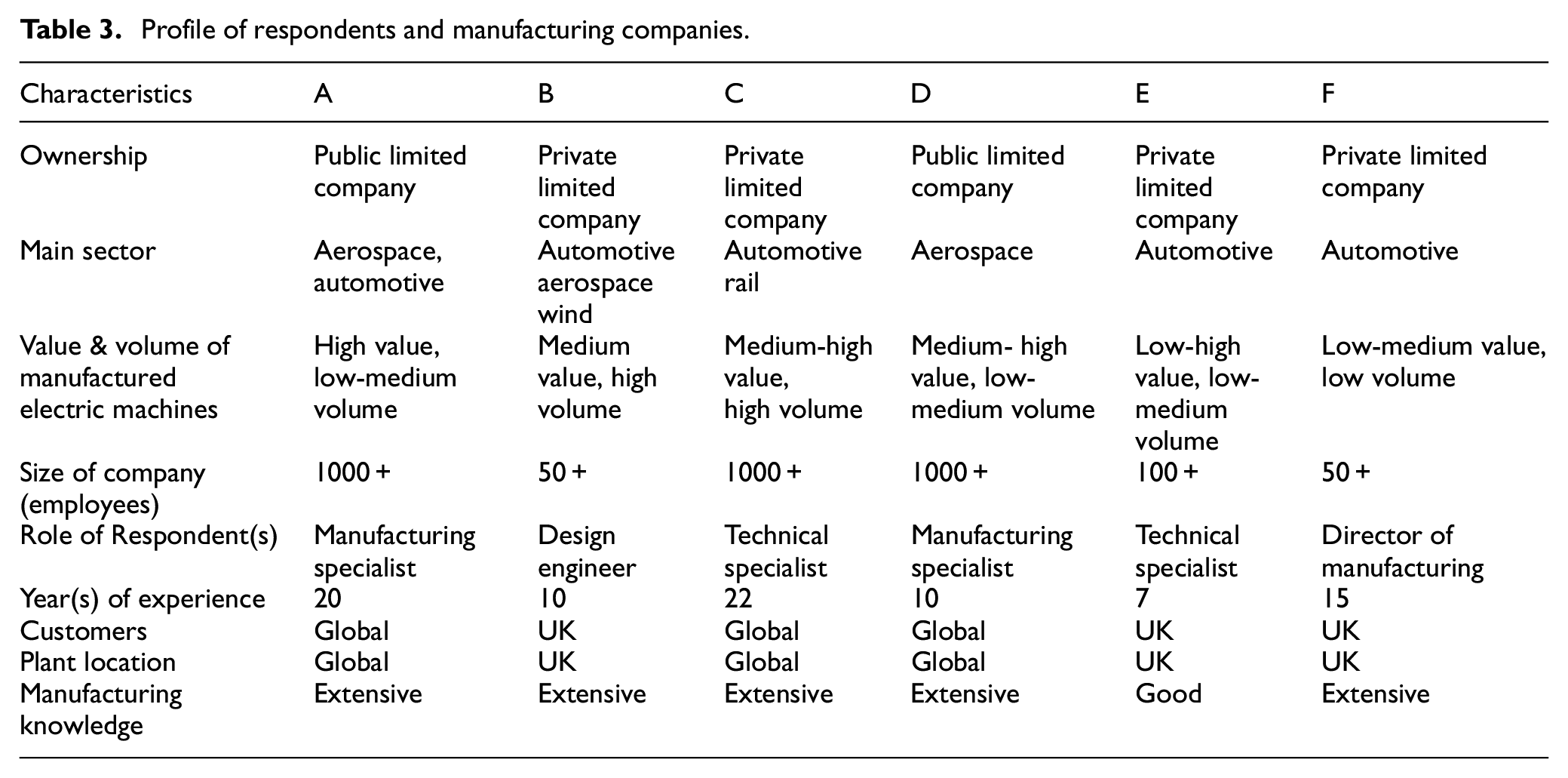
In order to understand the process variations that could lead to potential defects in both manual and automated manufacturing processes, a questionnaire was prepared and validated with five researchers from the University of Sheffield who were experts in the field of manufacturing of electrical machines. Details of the profiles of five researchers including their roles, years of experience, manufacturing knowledge, etc. are provided in Appendix B. Once the suggested corrections were incorporated, the questionnaire was approved, and it was presented to industrial organisations involved in manufacturing of electrical machines. Their feedback helped in gaining insight into the involvement of manual processes and current level of automation within industry. Discussions provided us with feedback on specific areas of electrical machine manufacture to target, possible future use cases, existing inspection technologies within these companies, and gaps that need to be addressed. A list of responses can been seen in Table 2 for six recently surveyed companies and profile of respondents and manufacturing companies is summarised in Table 3. The manufacturing activities listed in Table 2 are explained in section 2, and highlighted in Figure 1. An overview of manufacturing activities in electric motor production are provided in Kampker. 4 A few key elements of information sought from the questionnaire were:
Discussion on the degree of involvement of manual operations in overall manufacturing activities related to electrical machines.
How would they rate the involvement of manual operations in the manufacturing activities listed in Table 2?
The most error prone manual manufacturing activity.
The operations for which monitoring or interventions could bring the errors down.
The manual activities (listed in Table 2) in which the intrinsic knowledge or experience of a worker plays a role in quality of manufacture.
Any in-process monitoring for any manual activities during manufacture.
Current end of line tests in the electrical machine manufacturing process.
Respondents A-E provided feedback on all the activities listed in Table 2, however a partial response was received from respondent F because they belonged to an SME and only a part of the activities listed in Table 2 were relevant to their work. The responses from industry indicate that a significant proportion of activities are highly manual or semi-automated with some supporting manual interventions.
Industry perspective on involvement of manual and automated activities in the following electrical manufacturing processes provided by six companies (A, B, C, D, E and F).
Profile of respondents and manufacturing companies.
The respondents highlighted that some activities such as forming reliable contacts to machine coils are difficult to automate. As quoted by respondent B, ‘contacting or making connections are trickier for automation for example, routing wires to right place, adding tubing to end wires is less automated; errors due to wrong end termination could occur’.
All respondents mentioned that winding was the most error prone manual activity. Other error prone manual activities included making end connections, applying insulation slots and final assembly. According to respondent A, ‘In winding a random wound machine, it’s easy to get a wire on the wrong side of the slot liner or pull the cross over insulations when strapping the end windings’. It can be concluded that inspecting pre-wound coils or monitoring while winding or making connections can facilitate early detection or prevention of faults in the process. According to respondent B, ‘it would be interesting to monitor the windings, especially pre wound coils, by utilising vision systems so that they are inspected before slotting in and measurements can only be done where potential failures are spotted’. However, respondent C emphasised monitoring of parameters of winding machine that define product quality because monitoring the pre-wound coils may be difficult to observe. According to respondent C, ‘if the coil is defective then scrap is high, therefore there is need to identify quicker reliable ways of monitoring’. According to respondent D, there is currently some process monitoring in terms of visual inspection and geometry checks against template or drawings.
It was also found that low defect rate and high accuracy of the manufactured product were the top priority for manufacturers of high value electrical machines, whereas high production rate was the topmost priority for manufacturers of low-medium value electrical machines.
Most respondents agreed that intrinsic knowledge or experience of a worker plays an important role in quality of manufacture involving manual operations. As stated by respondent B, ‘there is a huge difference in winding quality between a novice and an expert coil winder’. According to respondent E, ‘up to 50% of failures in the manufacturing process can be attributed to manual activities’. Despite this, there is very little investigation on the monitoring and inspection of manual operations in electrical manufacture, an observation reinforced in Psarommatis et al. 11
Process monitoring in key identified processes in electrical machine manufacturing
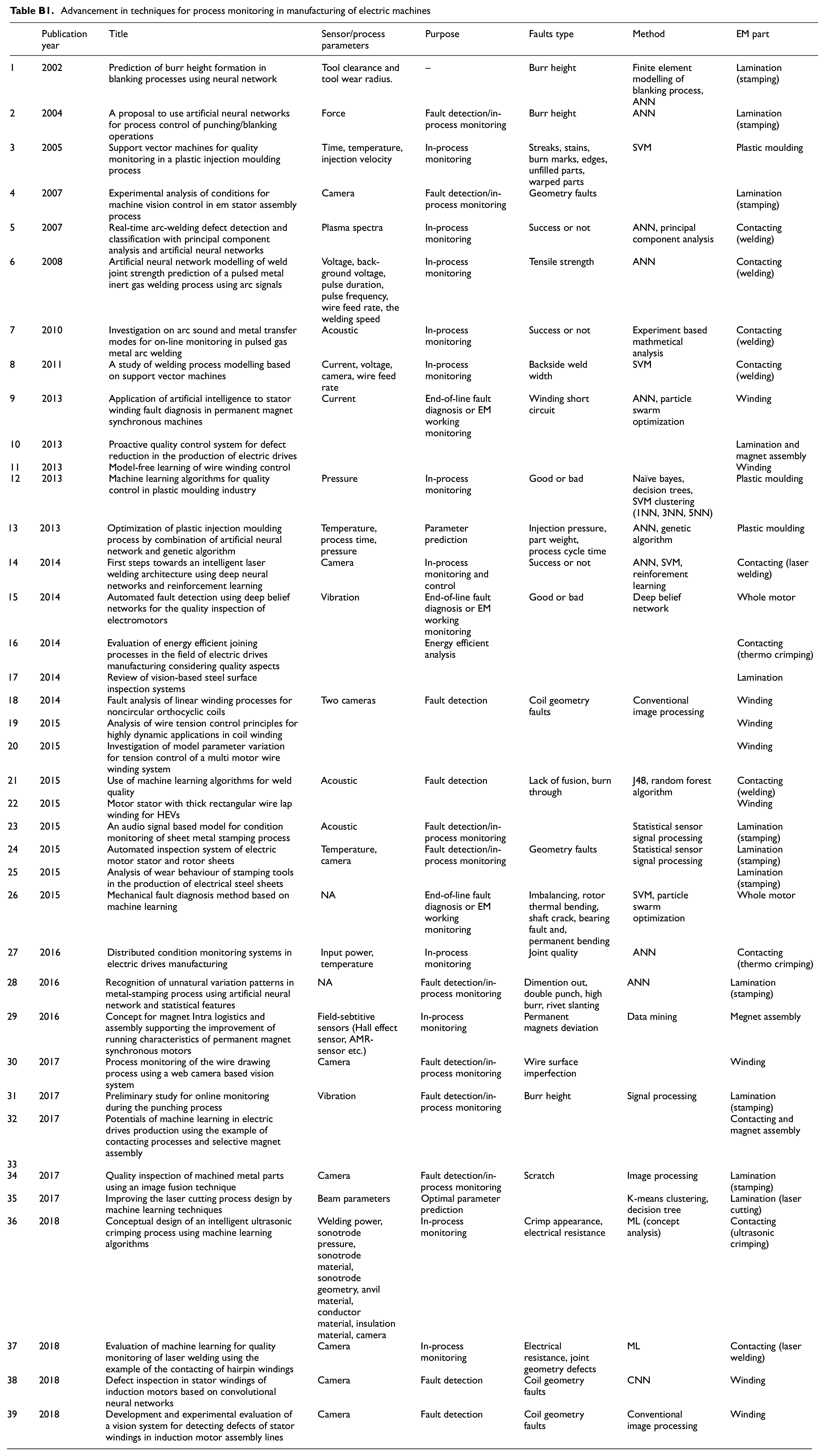
Process monitoring during electrical machine manufacturing can potentially track and trace the origin of arising faults/anomalies thus allowing consistent product quality and enabling process optimisations. A timeline (Figure 2) demonstrating the advancement of techniques for in-process monitoring in manufacturing of electric machines has been provided. Further details about techniques with references have been included in Appendix B.
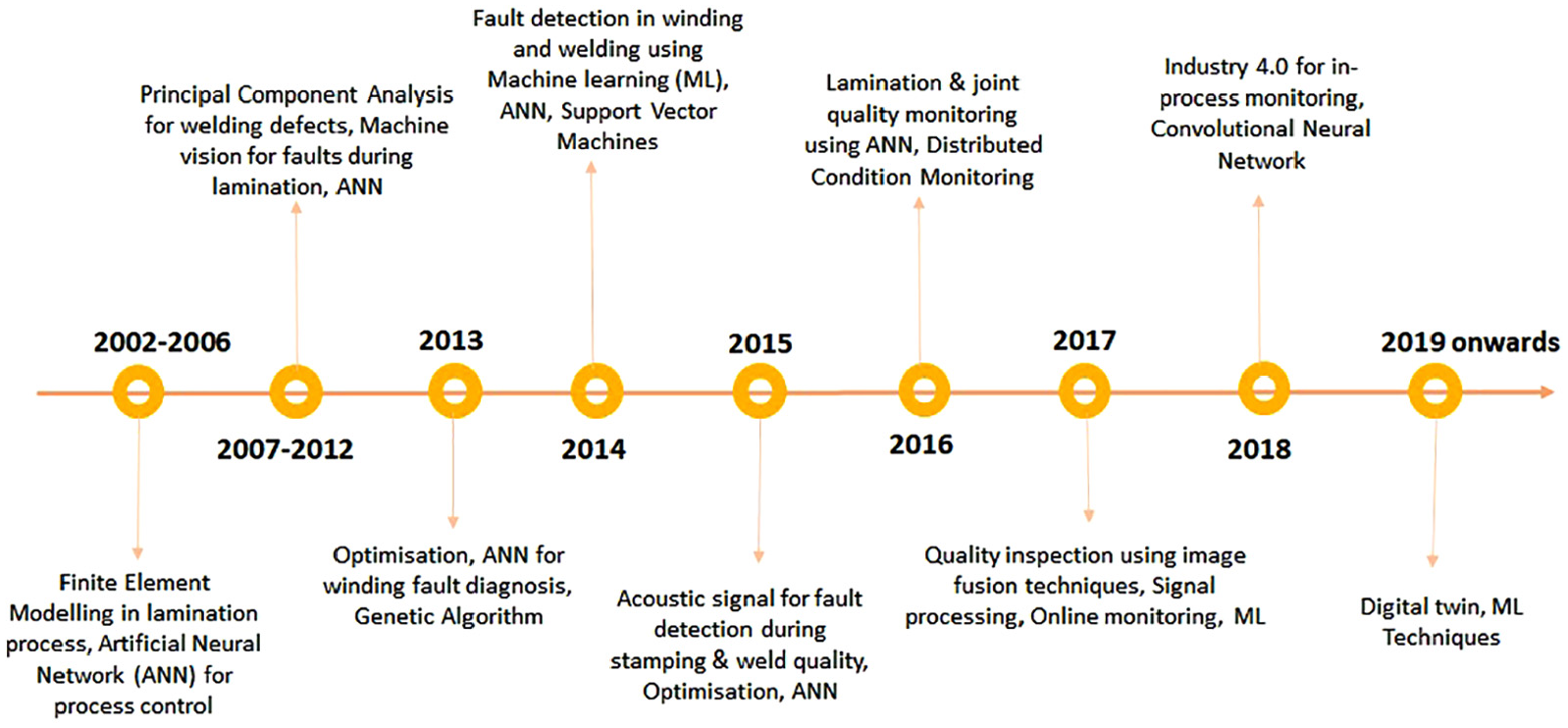
A timeline demonstrating the advancement of techniques for in-process monitoring during manufacturing of electric machines.
As seen previously in Table 1, the quality of winding impacts all the end of line tests illustrating its central role in achieving required manufacturing standards. Our survey with industry (section 4) also revealed that two processes involved in stator manufacturing namely winding and wiring, and contacting constitute significant error prone manual operations. Therefore, current state of the art in in-process monitoring in these two identified techniques is described in the following sections.
Winding and wiring
A controlled and precise means to assemble the machine winding (concentrated or distributed) in order to maintain standards and reduce manufacturing variance is challenging since winding is a complex process in which many uncertain factors exist due to its highly non-deterministic nature. 16 According to Rodriguez et al. 24 due to the non-deterministic nature of the wire windings traditional model-based techniques fail to control this process.
To achieve quality control, techniques for automatic inspections during manufacture by utilising vision systems has been proposed by Oliveira et al. 25 in which a vision system based on edge-detection tools was developed to identify defects such as coil segments of the winding that are not properly fastened to the other coils. The developed edge-detection tools had a limitation for large production volumes, and to deal with this the authors proposed a CNN based artificial intelligence method for detecting defects in stator windings of induction motors. 25 Leo et al. 26 proposed a vision system for online quality monitoring by performing dimensional measurements of critical lengths of copper wire during manufacturing. Another vision-based method to monitor the wire drawing process was proposed by Larsson et al., 27 that could potentially be utilised in inspection of insulation of wire before starting the winding process.
The lack of process knowledge and the dividends that would accrue from the increasing the copper fill factor during machine design phase prompted simulation and modelling studies to understand the winding process. Bönig et al. 28 developed finite element based simulation tool and modelling for prediction of coil winding behaviour. They represented the highly dynamic process of winding within this simulation, by utilising dynamic influences such as rotational speed or acceleration of the coil body. To aid in handling wire winding and flexibility, Sell-Le Blanc et al. 5 developed an analytical modelling and simulation process for the orthocyclic winding of bobbins, a concentrated winding with a high theoretical fill factor yield. This demonstrated different wire tensile force profiles due to changes in velocity during winding for a range of bobbin geometries (round, square, rectangular). Recently, a digital twin of the linear winding process based on finite element method has also been presented 29 to investigate the influence of various parameters during the process.
The discussed monitoring approaches focus on automated winding techniques. However, interactions with industry (section 4) revealed significant involvement of manual activities in winding and wiring process. Additionally, the role of the intrinsic knowledge or experience of a worker in the quality of winding was highlighted by industry respondents for example, as quoted by respondent B, ‘huge difference between winding quality of an expert winder and a novel winder’ and respondent D, ‘experience of a worker plays a key role in coil winding especially of Litz wire’. Despite the continued prevalence of manual processes in many high-value electrical machines, there have been very few attempts to systematically and robustly monitor/inspect manual activities involved in winding and wiring processes.
Terminations
The process of terminating the stator windings in a connector or terminal box for onward connection to a drive or supply is a key process and determines the electrical and mechanical quality of the joint. However, it is challenging to achieve precise process control due to the number and complexity of the influencing factors. Thermo-crimping is a widely adopted technology for terminating insulated copper wires after the winding process and a few techniques for automatic inspections of this process have been reported in literature, these include monitoring of wear on components for example, electrodes and quality monitoring of the joint. 30 Fleischmann et al. 31 demonstrated the possibility of determining the wear margin of electrodes and the joint quality by monitoring process variables such as energy and temperature. By utilising ML algorithms, such as artificial neural networks, the system independently changed machine settings by its self-adapting and passive online learning capabilities. Recently, the more energy efficient contacting process of ultrasonic crimping has been investigated in terms of process monitoring 17 with ML technologies having been applied for achieving a controlled process. Firstly, the crimp quality was classified based on its appearance, secondly algorithms were implemented with amplitude and pressure of ultrasonic crimping as input parameters. Finally, a CNN was employed to predict the contact resistance and hence provide an estimate of joint quality. Figure 3 depicts various some key features for the prediction of quality of a thermal crimp for example, edges, region of burnt insulation, area of electrode influence, etc.
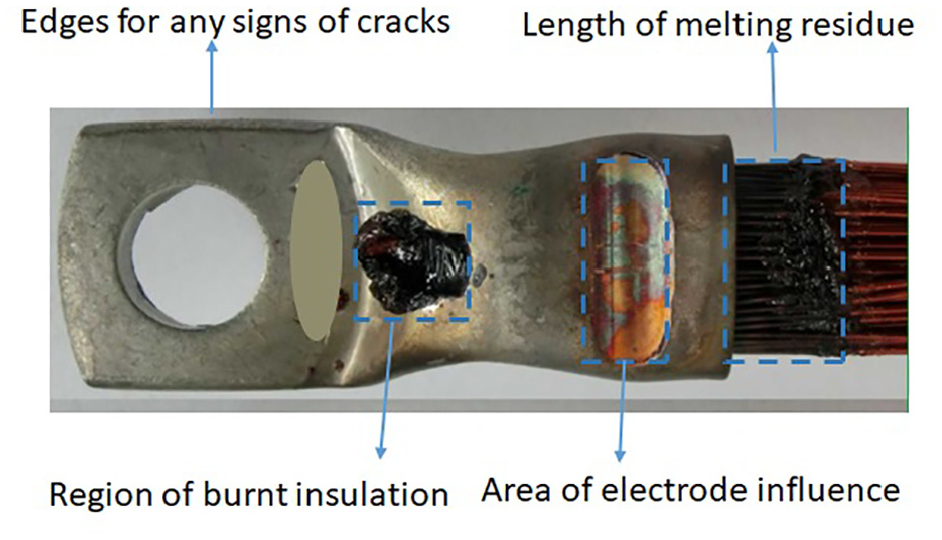
Key visual indicators for the prediction of quality of a thermal crimp.
In addition to the crimping processes, welding has traditionally been used for contacting. Several ML techniques have been reported to predict weld strength for example, Sumesh et al. 32 deployed algorithms to predict the welding quality based on acoustic signal. A vision-based method to estimate the welding defect using a CNN to classify the joint with an accuracy of 95.83% was demonstrated. 33 Weigelt et al., 17 proposed a system architecture for analysis of welding quality of joints for contacting of hairpin windings. The input data sources were process parameters from the welding machine and visual information acquired from cameras that were used in a CNN for developing a quality monitoring system consisting of a pre-process credibility check and a post-process quality assessment and defect classification.
The above approaches focussed on estimating the quality of the joint; however as shown in Table 1, contacting processes can often involve significant manual activities, one such example given by an industry respondent is ‘finalising and securing all end terminations for each coil’. At this stage, ‘incorrect wire connections may occur as the accuracy/precision may depend on the experience and training of the operator’. Wire endings and terminations require high precision but automation is difficult. However, to our knowledge there have been no attempts to capture manual activities for in-process monitoring and inspection in contacting/terminations.
State of the art in monitoring of manual operations and case studies
State of the art
There are relatively few published studies that have attempted to understand manual operations in electrical machine manufacturing process. Research by Lipka et al. 34 and Fischer et al. 35 proposed using a nearfield localization system for assembly operations in order to detect the position and orientation of assembly tools or assembler’s hands. However, this mechanism has a limitation that it may not be able to capture cause-effect link between worker actions and their effect on the state of workpiece. Another study captured human behaviour during manual welding and identified key process variables, critical tasks and strategies adapted by manual welders. 36
Due to limited studies from the domain of electrical machine manufacture, concepts can be drawn from related processes in other application domains that also involve significant manual activities. Han et al. 37 provided a methodology for using motion-sensing technologies for knowledge capture on different manufacturing processes. They categorised manufacturing tasks, compared capabilities and limitations of various motion sensing technologies such as the Microsoft Kinect, Leap-motion and Senz3D and finally used the collected information to compare performance differences between experienced and novice workers. Yoshida et al. proposed a data fusion analysis method consisting of field-oriented interviews, human motion capture and videos from both expert technicians and novices, and the operational differences between those were analysed. Kikuchi et al. 38 presented a motion analysis method to extract tacit knowledge, such as expert hand gestures and eye movements, during a composite layup task and their relationship with mechanical properties and dimensional stability of the resulting product. Gu et al. 39 developed a Portable Assembly Demonstration (PAD) system using an RGB-D camera, this system could recognize the tool/part used, the action applied and the assembly state characterizing the spatial relationship between the parts. Chen et al. 40 proposed a fusion framework that utilised data from two differing modality sensors (a Kinect camera and a wearable inertial sensor (accelerometer)) to extract and analyse operator actions during a manual task.
Intention recognition suggested in Schlenoff et al. 41 proposed separating human intentions into two groups: activities and states. This work presented a structure for recognising process states, rather than actions, due to better detection of discrete events versus continuous human movements. Prabhu et al.42,43 demonstrated use of gaming interface device (Microsoft Kinect) to simultaneously capture human actions and the resulting workpiece motions non-obtrusively in three dimensions in real-time. The captured human-workpiece interaction data was automatically segmented into human action states, represented as therbligs 44 and workpiece states. The use of therbligs also enabled this methodology to be used for human motion analysis for effective and ergonomic design of assembly workstations. Furthermore, in 2017 they developed an informatics-based method, enabled by vision sensors and machine learning, to capture and digitise manufacturing task knowledge from skill-intensive task of composite hand layup. 7
In addition to capturing the human motion (in terms of activities and states), the intention recognition could also be obtained by capturing physiological signals (e.g. Electroencephalography (EEG), Electromyography (EMG)) from the human during a manual operation. This topic is not the key focus of this paper and therefore this aspect is not considered in detail. Further information in this area can be obtained from.45,46
The research on composite layup in Prabhu et al.7,42 is particularly relevant because most manual processes in electrical machine manufacture for example, winding, wiring, making end connections, etc. involve handling deformable material similar to composite hand layup process. Further details explaining this work have been presented as first case study in the following section.
Case studies
Two case studies are presented in this section demonstrating in-process inspection of skill-intensive manual manufacturing processes. The first case study draws from the authors’ previous work in providing in-process support and monitoring in real-time during a manual composite hand layup process. The second case study is from authors’ current work at the University of Sheffield in electrical machines manufacture.
Case study 1: In-process support and monitoring during manual layup task
This previous research by the authors developed an informatics-based method, enabled by a combination of vision sensors and machine learning, to capture and digitise manufacturing knowledge from a skill intensive task of composite hand layup. This was the first time modelling of cause-effect link between worker actions and workpiece states in a composite manufacturing process was achieved, 7 utilising hidden Markov models to capture and digitise key constituents within a manual task involving a worker and workpiece.
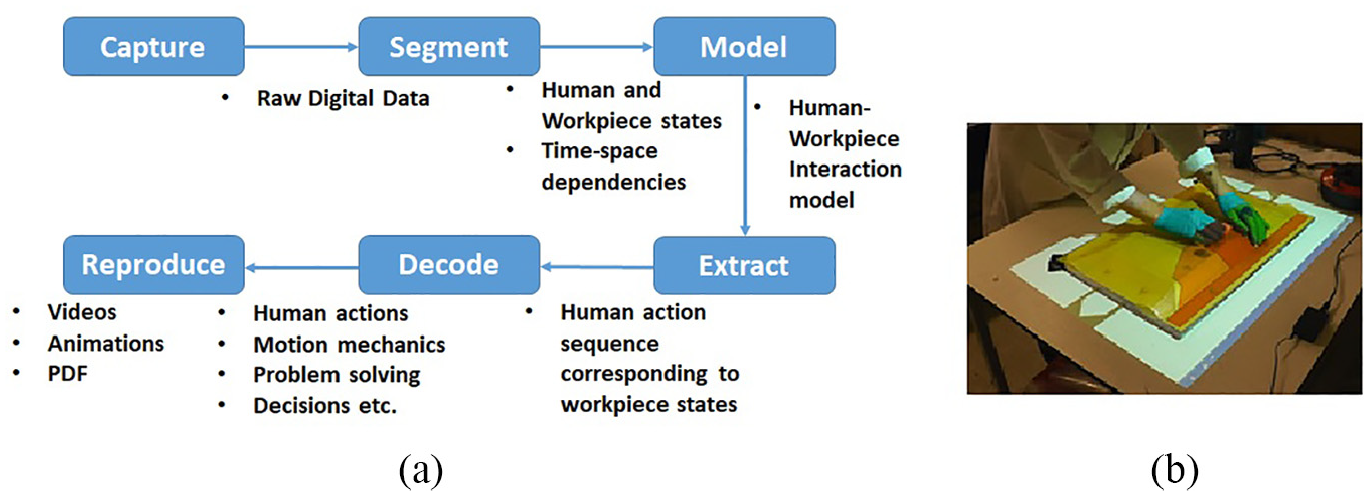
(a) The 6-step digitisation process and (b) picture demonstrating in-process support to the worker during the layup task.
Capture: The actions of worker and the effect of those actions on the workpiece using Kinect sensors (V1 and V2) are captured and converted into digital data.
Segment: Continuous data from worker actions is segregated into action primitives corresponding to progress of the workpiece.
Model: This step gives a digital representation to worker-workpiece interactions by modelling using Hidden Markov Models (HMMs). The HMMs representing the manual task (hand layup task) are utilised to extract, decode and reproduce the manufacturing task knowledge belonging to the task.
Extract: This step obtained probable worker response for not only observed but also for unobserved workpiece state sequence.
Decode: This step obtained key manufacturing knowledge constituents of the manual task from the extracted worker action states namely task strategy, precise manual actions, mechanics of worker’s motion during task execution, problem-solving gestures etc.
Reproduce: Involved producing an accurate digital representation of the task (and knowledge) in the form of videos, animations etc.
The digitisation framework shown in Figure 4(a) was successfully implemented for in-process support and inspection during manual composite layup tasks. As shown in Figure 4(b), an overhead projector was used to provide instructions to the worker during the layup process. The system was capable of inspecting the process by alerting the worker of any missed or wrong operation. Although initially applied in the context of composite layup, this methodology lends itself to several operations with deformable objects in electrical machine manufacture.
Case study 2: Real-time capture, modelling and analysis of deformable linear objects in electrical machine manufacturing
Even in highly automated electrical machine manufacturing lines, one area which often requires some level of manual intervention, particularly in medium and large sized machines (i.e. >10 kW or so) is the placement of the tails of the phase windings into jigs for coil termination. This might include the fitting of a secondary insulating sleeve and/or copper ferrules to highly stranded wire bundles. In many high power automotive traction machines or aerospace generators coils are comprised of a large number parallel strands of wire (often several 10 of wires each with a diameter of the order of 1 mm or so). Manipulating and routeing these multi-stranded tails to form a compact and repeatable interconnect is an intricate task with a high degree of variance in the starting conditions, which in part explains the residual manual intervention in an otherwise highly automated process. The application of excessive force or attempts to introduce bends into the interconnect path that are too tight may compromise the lifetime of the insulation of the interconnects themselves or even the last few turns of the coil in the stator core. Hence, precise tracking of evolution of the interconnect paths which the interconnects take as they are manually manipulated offers a means of ensuring some degree of consistency.
The current work undertaken at the University of Sheffield has begun to allow for the real-time capture, modelling and analysis of deformable linear objects (DLOs) such as cables and wires for a number of processing and assembly steps.
• Hand detection
• Hand segmentation
• Hand 3D pose estimation
• Cable or wire segmentation
• Cable or wire 3D shape estimation
After digitising the above mentioned steps, higher level activities can be captured, such as how the operator is handling the cable or wire, or any tools, the speed and forces applied during this operation, and the position and motion of cables or wires through time. This can be achieved through the digitisation of these steps, utilizing IoT and machine vision to capture in real-time the manipulation of wirings and cables and track their position in relation to targeted sequence of events or end goals. An example is presented in Figure 5 where state of the art image segmentation techniques 48 are used to identify a cable from a natural scene and track its position through time.
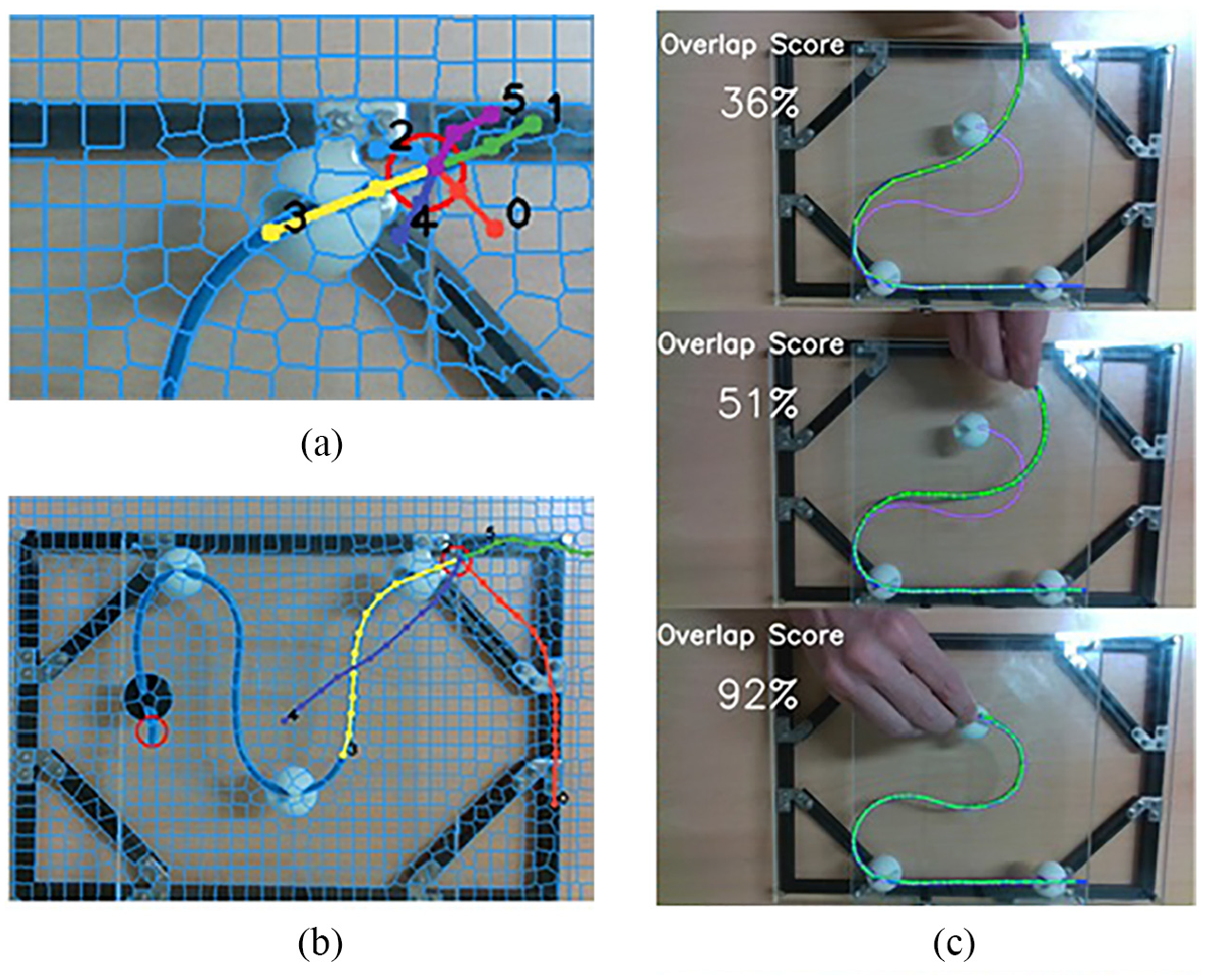
Tracking of wiring and cables: (a) superpixels used to breakup image, (b) connect each superpixel node to build a chain linked to cable colour/texture, and (c) capture information in real-time and provide guidance to target.
Here the scene is broken up into a set of ‘superpixels’ tied to colour and texture each pixel can act as a node in a graph Figure 5(a), and this graph can be traversed in order to segment out individual cables and wires, Figure 5(b). Extracting cables and wiring as individual connected node graphs over time in three dimensions allow both the recording of any past mistakes or faults (bending/kinks), allow track and guide assembly in real-time or predict where future failure could occur as a result (Figure 5(c)). Over time, a better understanding of the interdependencies between these steps can be developed and tracked through an electrical machine manufacturing process.
Discussion
Based on extensive review of literature and case studies, numerous existing and potential approaches from research and industrial practice were examined which deal with in-process monitoring of manual and automated operations in EM production. Some of the approaches directly address EM manufacturing, whereas some approaches can be transferred from similar processes in other application domains. Figure 6 provides few examples (without claiming completeness) of identified technologies in order to achieve motion capture (involving human actions), workpiece capture (workpiece and tools) and process capture during some manual and automated activities from EM manufacturing such as winding and wiring, and terminations.
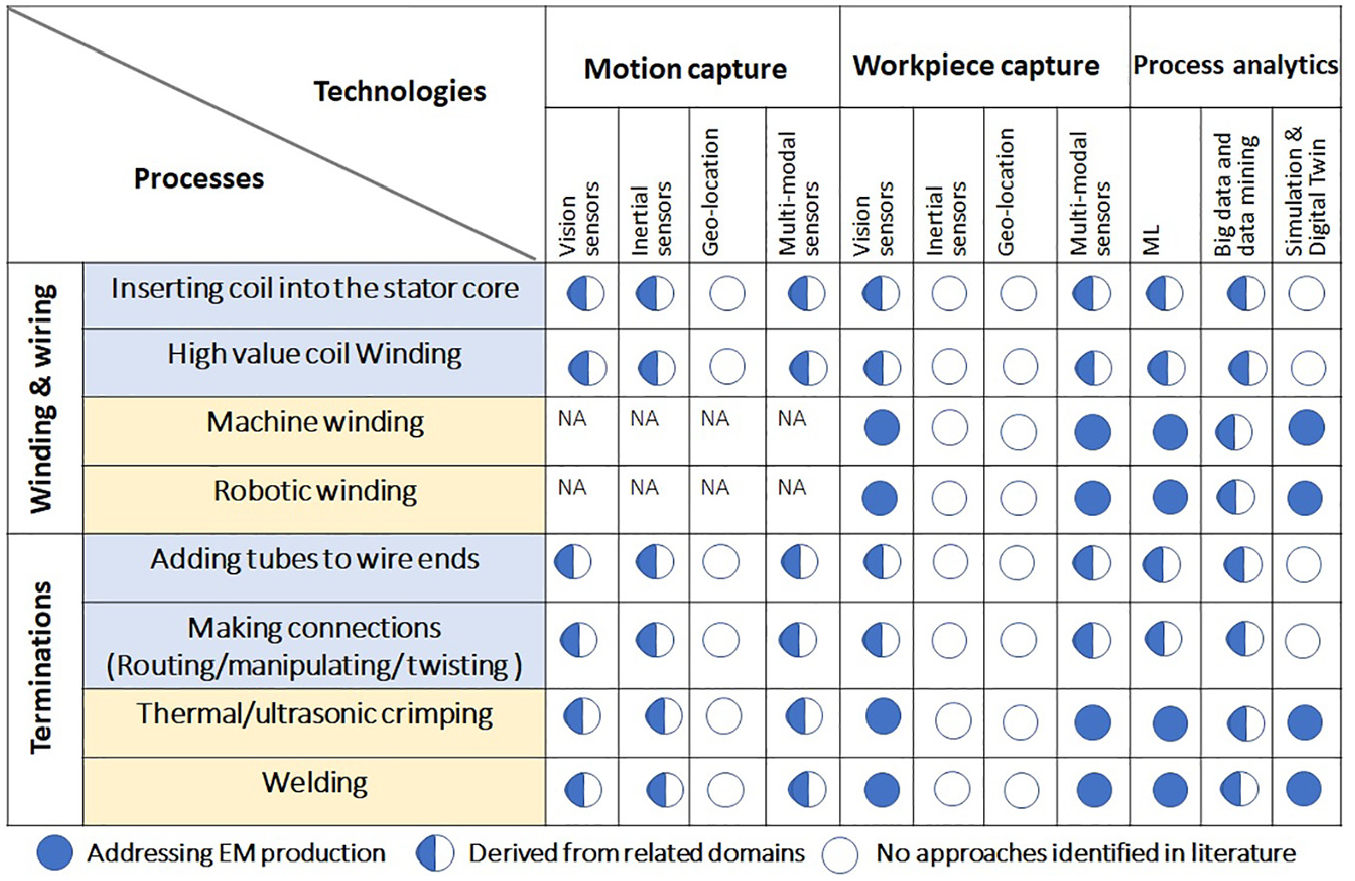
Enabling technologies for motion capture, workpiece capture and process analytics for a few manual and automated processes in EM production.
The listed technologies for motion and workpiece capture are vision sensors (e.g. Kinect RGB-D), inertial sensors (e.g. Perception Neuron MOCAP system), geo-location sensors (e.g. Bluetooth positioning systems) and multi-modal sensors (e.g. temperature, pressure sensors, optical fibre sensing etc.). The listed enabling technologies for process capture are ML, big data and data mining, and simulation and digital twin. The symbols in Figure 6 indicate if there are studies directly referring to the EM production, if techniques can be derived from related fields, or if no appropriate techniques have been identified so far; the processes in blue and yellow colour represent manual and automated processes respectively. The main observations from Figure 6 are summarised in conclusions section.
Conclusions
This paper has presented a review of state of the art in process monitoring for manual operations in electrical machine manufacturing. Discussions from manufacturing experts from UK based companies, revealed that a significant proportion of activities remain as manual or semi-automated and some activities such as contacting are difficult to automate. Winding/wiring and making connections were identified as highly error prone manual activities and emphasis was laid on the value that could be accrued from in-process monitoring during these operations. However, there is a paucity of literature in these areas in electrical machine manufacturing. Nonetheless, advances in digital technologies and well-established frameworks from other domains in manufacturing can be leveraged to overcome this shortcoming. The two case studies presented in the paper provide an illustration of the potential for applying recent advances in digital manufacturing to use cases from winding, contacting, impregnation, magnet assembly or final assembly containing multitude of joining processes. The framework presented in case study 1 could be implemented in the digitisation of a variety of manual manufacturing tasks in electrical machine. Case study 2 demonstrates real-time capture, modelling and analysis of deformable linear objects in electrical machine manufacturing. In addition to process monitoring/inspection, this approach can be a step towards the automation of hitherto skill-intensive tasks in electrical machine manufacture.
Footnotes
Appendix A
Some of the main EoL tests are described as follows:
During this test, an excitation function of motor operation is chosen and the noise behaviour is recorded by sensors. The airborne noise and structural noise is separated by an appropriate algorithm and noise can be analysed to diagnose potential discrepancies in mechanical precision, rotor eccentricity, magnetic evenness (winding faults) and the assembly. 1
During this test, the machine under test is connected to a separate drive motor and operates as a generator. The induced voltage of the motor is a function of rotation speed and excitation, and hence by setting the speed of the external motor the electromagnetic characteristics of excitation can be analysed, which can offer information about windings’ geometry, resistance and insulation status.2,3
The dynamic behaviour of the motor is evaluated by its moment of inertia test.4,5 Parameters measured during this test give essential information about control system design and motor selection.
Cogging torque testing can be an important EoL test for permanent magnet motors. Cogging torque is created by undesired interactions between the permanent magnet and stator slot teeth 6 and leads to vibrations, noise and speed fluctuations in the motor, affecting motor performance. 7 In machines for applications with very demanding cogging torque specifications the presence of specific harmonics can be indicative of drift in key tolerances. 8
The running temperature test is conducted to check heat dispersion throughout the machine. 9 An abnormal running temperature typically results from winding insulation defects/failure.
This test measures the DC resistance of the winding at constant temperature and aims to detect winding short circuit, loose connections, open circuits or imbalance among different phases. 10
During this test, a pre-defined constant voltage or low-frequency AC (0.1 Hz) is applied to the terminals of different phases and the leakage current is measured which is used to infer an effective leakage resistance. If the calculated resistance is within limits, the winding insulation (between coils and motor body) of this machine is considered to be within specification. 11
During this test, a high voltage pulse is applied to windings and the response is recorded. Based on this response (wave shape, amplitude, phase, and frequency, etc.), the turn to turn, coil to coil as well as a phase to phase insulation is evaluated, and other winding defects such as loose winding, bad wire connection are inferred. 12
During this test, the rotor is mounted on a horizontal movable bearing system, and is rotated. As this bearing system has freedom in the horizontal direction, the rotation of an unbalanced rotor can cause the vibration along the horizontal direction which is used to evaluate the rotor eccentricity.
Appendix B
Advancement in techniques for process monitoring in manufacturing of electric machines
| Publication year | Title | Sensor/process parameters | Purpose | Faults type | Method | EM part | |
|---|---|---|---|---|---|---|---|
| 1 | 2002 | Prediction of burr height formation in blanking processes using neural network | Tool clearance and tool wear radius. | – | Burr height | Finite element modelling of blanking process, ANN | Lamination (stamping) |
| 2 | 2004 | A proposal to use artificial neural networks for process control of punching/blanking operations | Force | Fault detection/in-process monitoring | Burr height | ANN | Lamination (stamping) |
| 3 | 2005 | Support vector machines for quality monitoring in a plastic injection moulding process | Time, temperature, injection velocity | In-process monitoring | Streaks, stains, burn marks, edges, unfilled parts, warped parts | SVM | Plastic moulding |
| 4 | 2007 | Experimental analysis of conditions for machine vision control in em stator assembly process | Camera | Fault detection/in-process monitoring | Geometry faults | Lamination (stamping) | |
| 5 | 2007 | Real-time arc-welding defect detection and classification with principal component analysis and artificial neural networks | Plasma spectra | In-process monitoring | Success or not | ANN, principal component analysis | Contacting (welding) |
| 6 | 2008 | Artificial neural network modelling of weld joint strength prediction of a pulsed metal inert gas welding process using arc signals | Voltage, back-ground voltage, pulse duration, pulse frequency, wire feed rate, the welding speed | In-process monitoring | Tensile strength | ANN | Contacting (welding) |
| 7 | 2010 | Investigation on arc sound and metal transfer modes for on-line monitoring in pulsed gas metal arc welding | Acoustic | In-process monitoring | Success or not | Experiment based mathmetical analysis | Contacting (welding) |
| 8 | 2011 | A study of welding process modelling based on support vector machines | Current, voltage, camera, wire feed rate | In-process monitoring | Backside weld width | SVM | Contacting (welding) |
| 9 | 2013 | Application of artificial intelligence to stator winding fault diagnosis in permanent magnet synchronous machines | Current | End-of-line fault diagnosis or EM working monitoring | Winding short circuit | ANN, particle swarm optimization | Winding |
| 10 | 2013 | Proactive quality control system for defect reduction in the production of electric drives | Lamination and magnet assembly | ||||
| 11 | 2013 | Model-free learning of wire winding control | Winding | ||||
| 12 | 2013 | Machine learning algorithms for quality control in plastic moulding industry | Pressure | In-process monitoring | Good or bad | Naïve bayes, decision trees, SVM clustering (1NN, 3NN, 5NN) | Plastic moulding |
| 13 | 2013 | Optimization of plastic injection moulding process by combination of artificial neural network and genetic algorithm | Temperature, process time, pressure | Parameter prediction | Injection pressure, part weight, process cycle time | ANN, genetic algorithm | Plastic moulding |
| 14 | 2014 | First steps towards an intelligent laser welding architecture using deep neural networks and reinforcement learning | Camera | In-process monitoring and control | Success or not | ANN, SVM, reinforement learning | Contacting (laser welding) |
| 15 | 2014 | Automated fault detection using deep belief networks for the quality inspection of electromotors | Vibration | End-of-line fault diagnosis or EM working monitoring | Good or bad | Deep belief network | Whole motor |
| 16 | 2014 | Evaluation of energy efficient joining processes in the field of electric drives manufacturing considering quality aspects | Energy efficient analysis | Contacting (thermo crimping) | |||
| 17 | 2014 | Review of vision-based steel surface inspection systems | Lamination | ||||
| 18 | 2014 | Fault analysis of linear winding processes for noncircular orthocyclic coils | Two cameras | Fault detection | Coil geometry faults | Conventional image processing | Winding |
| 19 | 2015 | Analysis of wire tension control principles for highly dynamic applications in coil winding | Winding | ||||
| 20 | 2015 | Investigation of model parameter variation for tension control of a multi motor wire winding system | Winding | ||||
| 21 | 2015 | Use of machine learning algorithms for weld quality | Acoustic | Fault detection | Lack of fusion, burn through | J48, random forest algorithm | Contacting (welding) |
| 22 | 2015 | Motor stator with thick rectangular wire lap winding for HEVs | Winding | ||||
| 23 | 2015 | An audio signal based model for condition monitoring of sheet metal stamping process | Acoustic | Fault detection/in-process monitoring | Statistical sensor signal processing | Lamination (stamping) | |
| 24 | 2015 | Automated inspection system of electric motor stator and rotor sheets | Temperature, camera | Fault detection/in-process monitoring | Geometry faults | Statistical sensor signal processing | Lamination (stamping) |
| 25 | 2015 | Analysis of wear behaviour of stamping tools in the production of electrical steel sheets | Lamination (stamping) | ||||
| 26 | 2015 | Mechanical fault diagnosis method based on machine learning | NA | End-of-line fault diagnosis or EM working monitoring | Imbalancing, rotor thermal bending, shaft crack, bearing fault and, permanent bending | SVM, particle swarm optimization | Whole motor |
| 27 | 2016 | Distributed condition monitoring systems in electric drives manufacturing | Input power, temperature | In-process monitoring | Joint quality | ANN | Contacting (thermo crimping) |
| 28 | 2016 | Recognition of unnatural variation patterns in metal-stamping process using artificial neural network and statistical features | NA | Fault detection/in-process monitoring | Dimention out, double punch, high burr, rivet slanting | ANN | Lamination (stamping) |
| 29 | 2016 | Concept for magnet Intra logistics and assembly supporting the improvement of running characteristics of permanent magnet synchronous motors | Field-sebtitive sensors (Hall effect sensor, AMR-sensor etc.) | In-process monitoring | Permanent magnets deviation | Data mining | Megnet assembly |
| 30 | 2017 | Process monitoring of the wire drawing process using a web camera based vision system | Camera | Fault detection/in-process monitoring | Wire surface imperfection | Winding | |
| 31 | 2017 | Preliminary study for online monitoring during the punching process | Vibration | Fault detection/in-process monitoring | Burr height | Signal processing | Lamination (stamping) |
| 32 | 2017 | Potentials of machine learning in electric drives production using the example of contacting processes and selective magnet assembly | Contacting and magnet assembly | ||||
| 33 | |||||||
| 34 | 2017 | Quality inspection of machined metal parts using an image fusion technique | Camera | Fault detection/in-process monitoring | Scratch | Image processing | Lamination (stamping) |
| 35 | 2017 | Improving the laser cutting process design by machine learning techniques | Beam parameters | Optimal parameter prediction | K-means clustering, decision tree | Lamination (laser cutting) | |
| 36 | 2018 | Conceptual design of an intelligent ultrasonic crimping process using machine learning algorithms | Welding power, sonotrode pressure, sonotrode material, sonotrode geometry, anvil material, conductor material, insulation material, camera | In-process monitoring | Crimp appearance, electrical resistance | ML (concept analysis) | Contacting (ultrasonic crimping) |
| 37 | 2018 | Evaluation of machine learning for quality monitoring of laser welding using the example of the contacting of hairpin windings | Camera | In-process monitoring | Electrical resistance, joint geometry defects | ML | Contacting (laser welding) |
| 38 | 2018 | Defect inspection in stator windings of induction motors based on convolutional neural networks | Camera | Fault detection | Coil geometry faults | CNN | Winding |
| 39 | 2018 | Development and experimental evaluation of a vision system for detecting defects of stator windings in induction motor assembly lines | Camera | Fault detection | Coil geometry faults | Conventional image processing | Winding |
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was supported by the Engineering and Physical Sciences Research Council of the UK through the Future Electrical Machines Manufacturing Hub (EP/S018034/1), and the Royal Academy of Engineering under the Research Chairs and Senior Research Fellowships scheme. The authors would like to acknowledge Airbus for their support.
Availability of data and material
The underlying data can be accessed at 10.15131/shef.data.12770021. Code availability: Not applicable.