
Abstract
A fault diagnosis method of flexible production line machining center based on principal component analysis (PCA) and artificial bee colony based learning vector quantization (ABC-LVQ) neural network is proposed to target the issue of key vulnerable parts of the flexible production line machining center. Along with that, a general scheme of fault diagnosis is designed according to the characteristics of flexible production line which includes multiple machining centers. Firstly, the acceleration sensor is used to collect the vibration signals of the key and critical components of the flexible production line machining center, to analyze and pick up the multi-information characteristics, the time domain, the frequency domain and the time-frequency domain of the signals. Then, in order to reduce the dimension of the eigenvector, PCA is adopted to realize such reduction. Finally, aiming at the problem that LVQ neural network is sensitive to the initial value weights, an ABC algorithm is proposed to quickly obtain excellent initial weights vector of LVQ neural network, which can accurately classify all kinds of faults. The experimental results show that the scheme can diagnose and monitor several key components of horizontal machining center of flexible production line in a quick and accurate manner.
Keywords
Introduction
The manufacturing of aeronautical parts is gradually developing from single NC machine tool to flexible production line. 1 For a flexible production line in aviation industry, there are usually two kinds of machine tools, that is, serial machine tools and parallel/hybrid machine tools, and this paper deals with the traditional serial machine tools.2,3 The machining center of flexible production line is different from that of common NC machine tools. Because the machining center is in the state of continuous variable load processing for a long time, it is not easy to maintain and inspect regularly. The machining center of flexible production line is prone to malfunction.
At present, the fault diagnosis technology is gradually developing from the traditional manual mode to the intelligent diagnosis mode. Intelligent diagnosis system based on neural network technology has attracted more and more attention due to its efficient parallel information processing, strong fault tolerance and adaptive characteristics. 4 Hakim et al. 5 uses neural network based on modal parameters to diagnose beam-like structures. Chen et al. 6 uses mixed particle swarm optimization to optimize the whole grinding process parameters. The surface roughness evolution model is established to improve the grinding efficiency and reduce the surface roughness of the work piece. Hirschauer et al. 7 uses enhanced probabilistic neural network for computer-aided diagnosis of Parkinson’s disease. Bi and Liu 8 uses BP neural network and support vector machine to diagnose the valve clearance of diesel engine. Khajavi et al. 9 uses artificial neural network to diagnose milling cutter wear by feeding motor current signal. Xu and Tse 10 combines deep belief network in deep learning with affinity propagation clustering algorithm for fault diagnosis of rolling bearings without data labels. Li et al. 11 utilized symmetrized dot pattern and density-based spatial clustering of applications with noise to perform rolling bearing diagnosis. Li et al. 12 employed the deep bidirectional long-term memory neural network to achieve remaining useful life prediction of tool. LVQ neural network is a hybrid network which combines supervised learning with the unsupervised learning, and has been widely used in various fields, Liu et al. 13 uses wavelet texture and LVQ neural network to identify the uniformity of nonwovens. Melin et al. 14 uses LVQ neural network for multi-class classification of arrhythmia. Liu et al. 15 uses Lyapunov index and LVQ neural network for automatic diagnosis of ventricular premature beats. Bekaddour et al. 16 uses LVQ neural network and SVM classification technology to classify multispectral satellite image collections. However, LVQ neural network often has the problem that the neurons are not fully utilized and it is sensitive to the initial weights. 17 Because of this, if the initial selection deviation is large, it will not produce good clustering results. In addition, the size, learning, and diagnostic time of the neural network depend on the dimension of the fault mode vector; the higher the dimension, the more neurons are needed to make the network approach the fault mode better, which leads to the increase of time in learning and diagnosis.
Aiming at the above problems, we have designed in the present work a general scheme of fault diagnosis for key vulnerable parts of flexible production line machining centers, including linear coordinate axes, spindles and conversion workbenches, and establishes a separate learning sample database and a single neural network fault diagnosis model for each machining center of the flexible production line. Firstly, the acceleration sensor is used to collect the vibration signals of the key components of the flexible production line machining centers, and the time domain, frequency domain and time-frequency domain characteristics of the signals are analyzed and extracted. The principal component analysis (PCA) is a commonly used dimension reduction method, which has been widely used in data analysis, fault diagnosis and other fields. 18 Principal component analysis (PCA) is a statistical procedure that uses an orthogonal transformation to convert a set of observations of possibly correlated variables into a set of values of linearly uncorrelated variables called principal components. The number of principal components is less than or equal to the number of original variables. This transformation is defined in such a way that the first principal component has the largest possible variance (i.e. accounts for as much of the variability in the data as possible), and each succeeding component in turn has the highest variance possible under the constraint that it is orthogonal to the preceding components. Wang et al. 19 uses stacked sparse autoencoders with PCA and SVM for fault diagnosis of line trip in power system. Huang et al. 20 combines monitoring information with PCA by distinguishing component selection.
Therefore, in the present work PCA is used to reduce the dimension of the specific samples to condense the fault information before sending the fault samples into LVQ neural network. In addition, aiming at the problem that LVQ neural network is sensitive to initial weights, Levy flight bee colony algorithm is used to optimize the initial weights of LVQ neural network. Finally, a fault diagnosis experiment is carried out for the horizontal Machining Center No. 1 of the flexible production line. The experimental results show that the scheme is able to diagnose and monitor multiple key components of horizontal machining center of flexible production line in a quick and accurate manner.
Fault analysis and diagnosis scheme design
Fault analysis
Flexible production line is composed of several machining centers, storage devices and auxiliary devices, which are interrelated and independent. In the daily production and processing process, some mechanical parts of the machining center are prone to failure because they are in the state of continuous variable load processing for a long time. According to the statistics of the actual faults, the failure frequencies of the linear coordinate axis guide ways, spindles, parts conversion tables and other parts are relatively high, and they are often regarded as critical and vulnerable parts by the concerned enterprise. Figure 1 shows the common faults of linear coordinate guide ways.
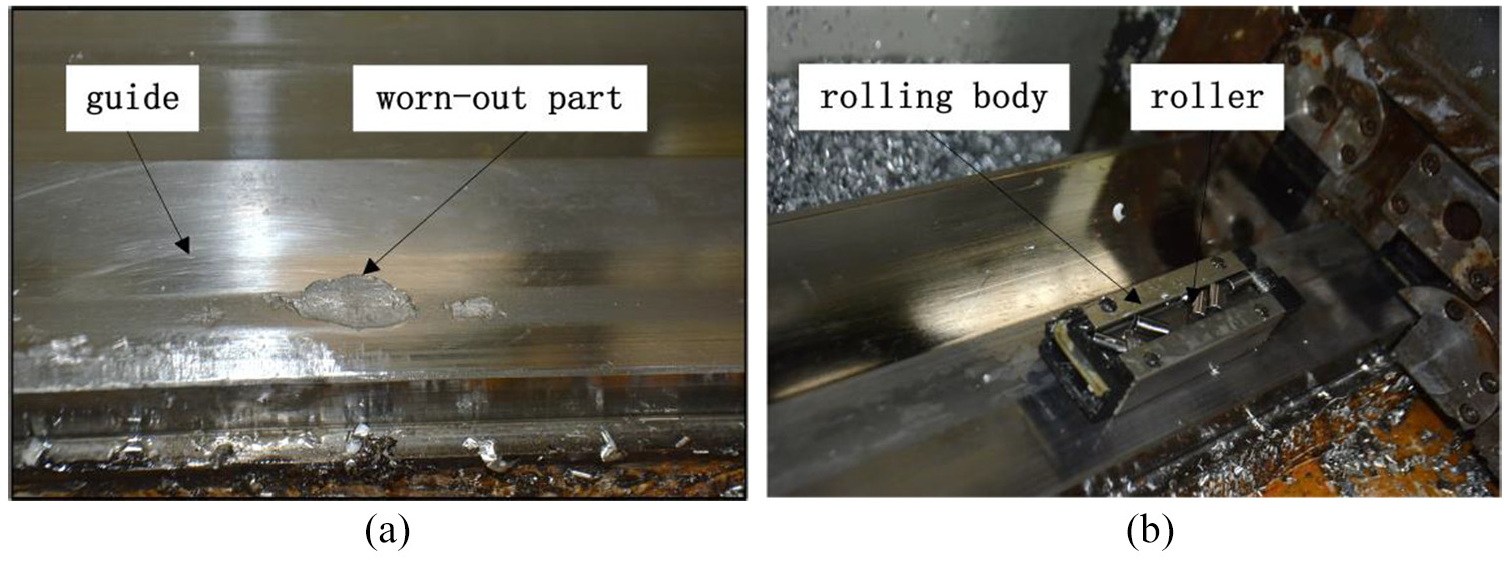
The common faults of linear coordinate guide ways: (a) guide way worn-out and (b) rolling body damage.
Diagnostic scheme design
The machining centers of flexible production line are generally of the same type of machine tools, but the failure symptoms and failure mechanisms of their key components are often different. If the same learning sample or the same neural network are applied to learning and diagnosis, it will inevitably cause the combination explosion of learning rules, which will reduce the operation speed of the neural network, losing the real-time nature of fault diagnosis, and possibly also causing the fault location error. In order to overcome these drawbacks, the measure of single machining center diagnosis is adopted in the present work, that is, to establish separately for each machining center establishes a learning sample database and a single neural network fault diagnosis model, so that the accuracy of fault diagnosis can be ensured. The overall scheme of fault diagnosis for key components of flexible production line machining center is shown in Figure 2
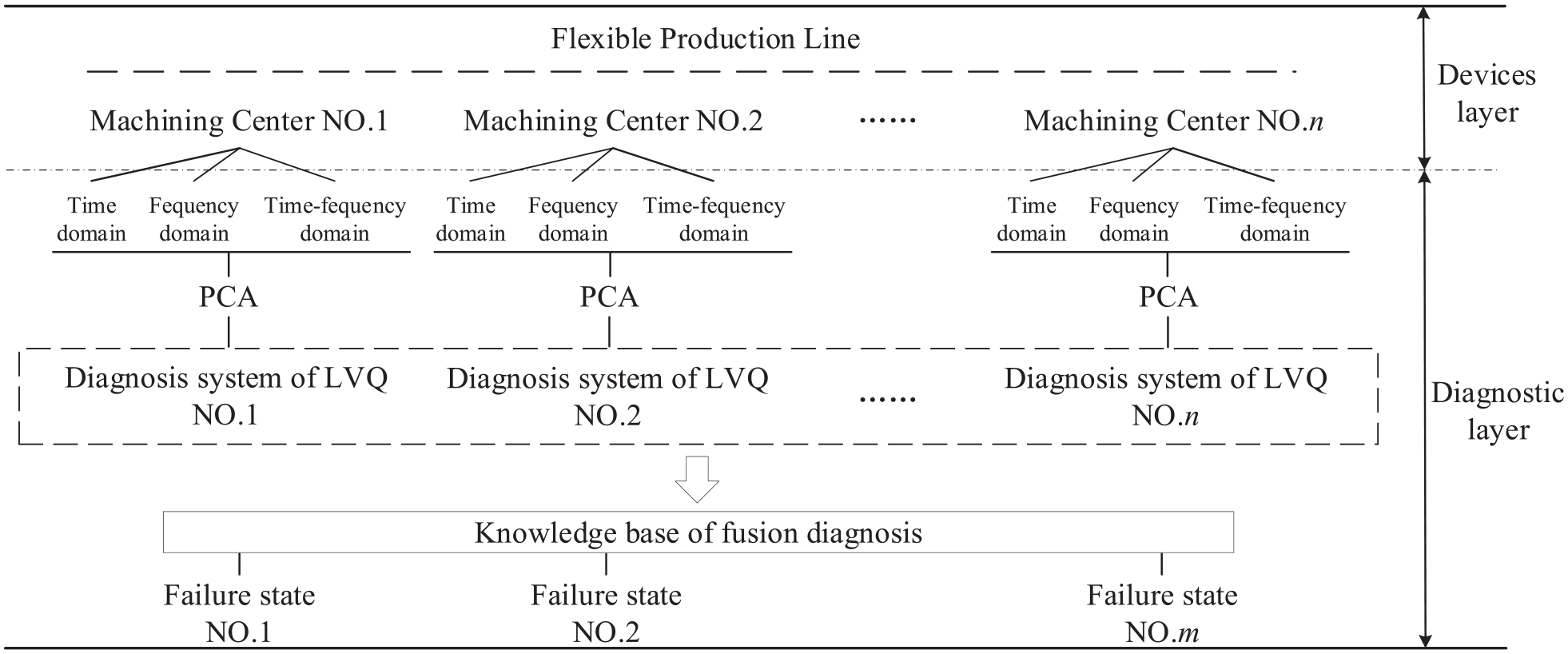
The overall scheme of fault diagnosis.
Signal acquisition and feature extraction
Signal acquisition and redundant signal elimination
In order to acquire signals more accurately in a comprehensive manner, the data acquisition system in the present work is mainly composed of acceleration sensor, PC, NI data acquisition instrument and so on. The signal acquisition program is written by the use of Labview software. Shown in Figure 3(a) is the data acquisition platform, and Figure 3(b) is the line diagram of experimental set-up.
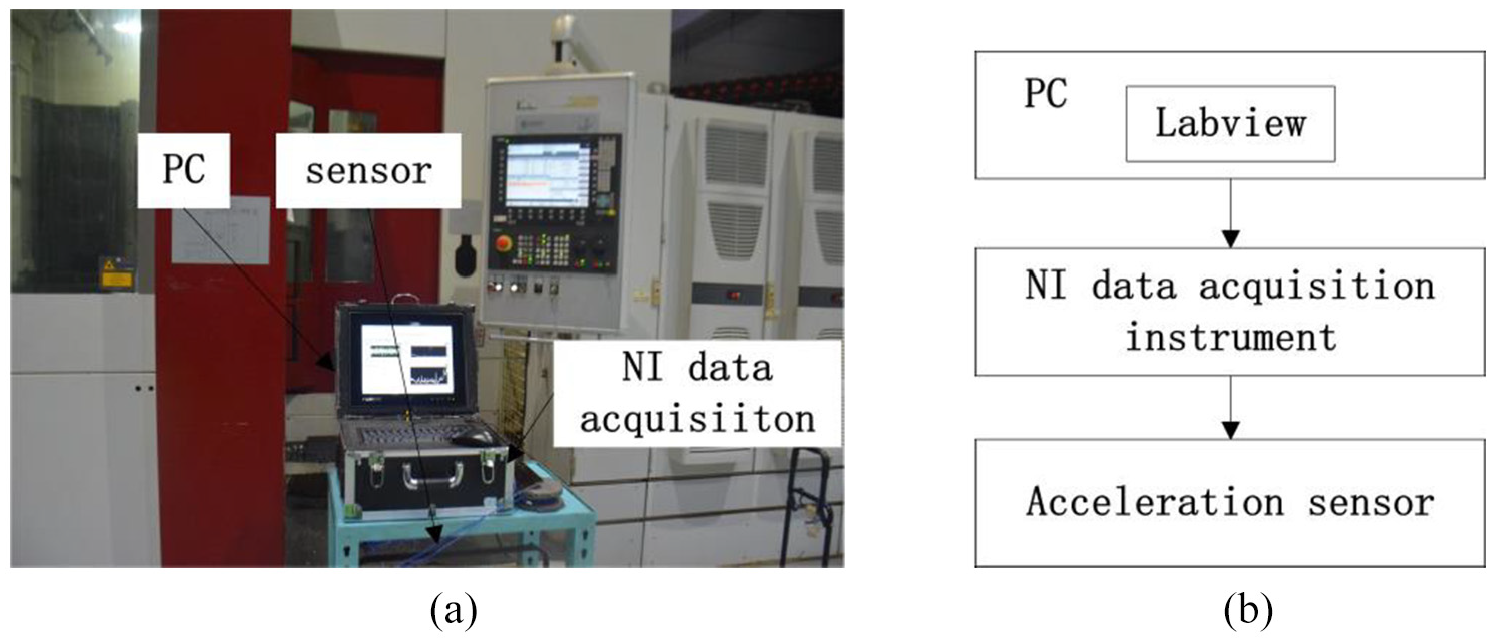
(a) The data acquisition platform and (b) the line diagram of experimental set-up.
The collected acceleration and vibration signals are affected by environmental factors such as temperature, power fluctuation, noise and vibration, which makes the collected data unable to accurately reflect the measured values, and is prone to problems such as low measurement accuracy and poor stability. Therefore, it is recommended that the erroneous or deviated data be eliminated from the collected data before feature extraction.
Extraction of specific features
In the present work, the acceleration signals of key vulnerable components are analyzed in time domain, frequency domain and ensemble empirical mode decomposition (EEMD) in time-frequency domain, from which the sensitive parameters are extracted to form the original eigenvectors. Based on the acquired high dimensionality and redundancy of the eigenvectors, the principal component analysis (PCA) is introduced for the dimension reduction and screening of the initial feature quantities.
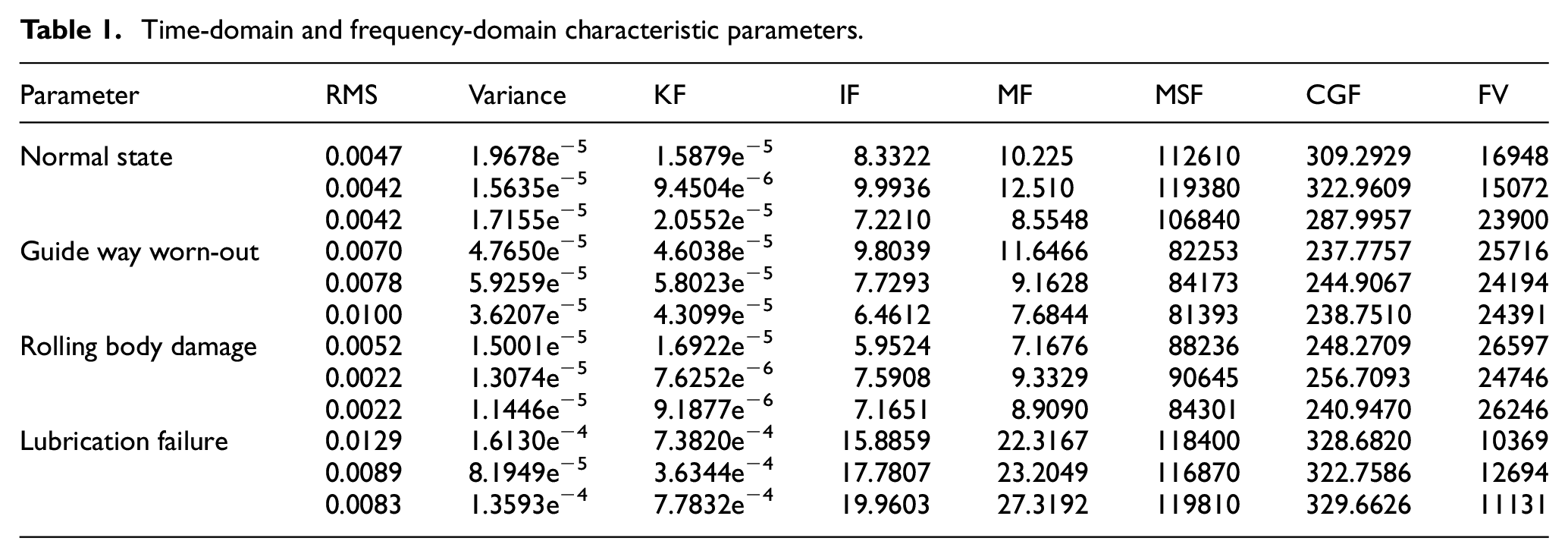
Time domain analysis and frequency domain analysis are the most commonly used signal analysis methods, which include the waveform analysis and the parameter value analysis. 21 The waveform analysis is generally used in fault diagnosis with obvious features as a preliminary and intuitive judgment, while the parametric value analysis is to process and analyze the amplitude of signals in various ways. 22 In the present work, the signal is analyzed in time domain and frequency domain, and the sensitive parameters are extracted as characteristic parameters. After data processing, there are many characteristic parameters, such as mean value. Since acceleration vibration signal has positive and negative values, the mean value is not suitable for analysis. Therefore, in the field of fault diagnosis, the following characteristic parameters are mainly considered: the kurtosis factor(KF), impulse factor(IF), margin factor(MF), root mean square(RMS) and variance are taken as time domain characteristic parameters, and the mean square frequency(MSF), center of gravity frequency(CGF), and frequency variance(FV) are used as frequency domain characteristic parameters. Listed in Table 1 is the 12 sets of time-domain and frequency-domain characteristic parameters of the X-axle guide of Machining Center No. 1.
Time-domain and frequency-domain characteristic parameters.
Because the time-domain and frequency-domain features can only represent the overall performance of the system, it is impossible to analyze local signals. 23 In the present work, the EEMD decomposition method is introduced to obtain accurate and complete time-frequency characteristics.24–27 Figure 4 is an EEMD analysis diagram of a sample of rolling element damage fault in the X axis of Machining Center No. 1. This method decomposes the original signal into a series of intrinsic mode functions (IMFs) by adding different white Gaussian noise to the original signal. It can be seen from Figure 4 that the waveforms of the first eight IMF components are relatively complex and contain more information. The remaining IMF component waveform is simple, or a large area is a monotonous curve with no local peak, so it is of no value for fault analysis. Therefore, in the present work, the energy of the first eight IMF components is extracted as time-frequency characteristics.
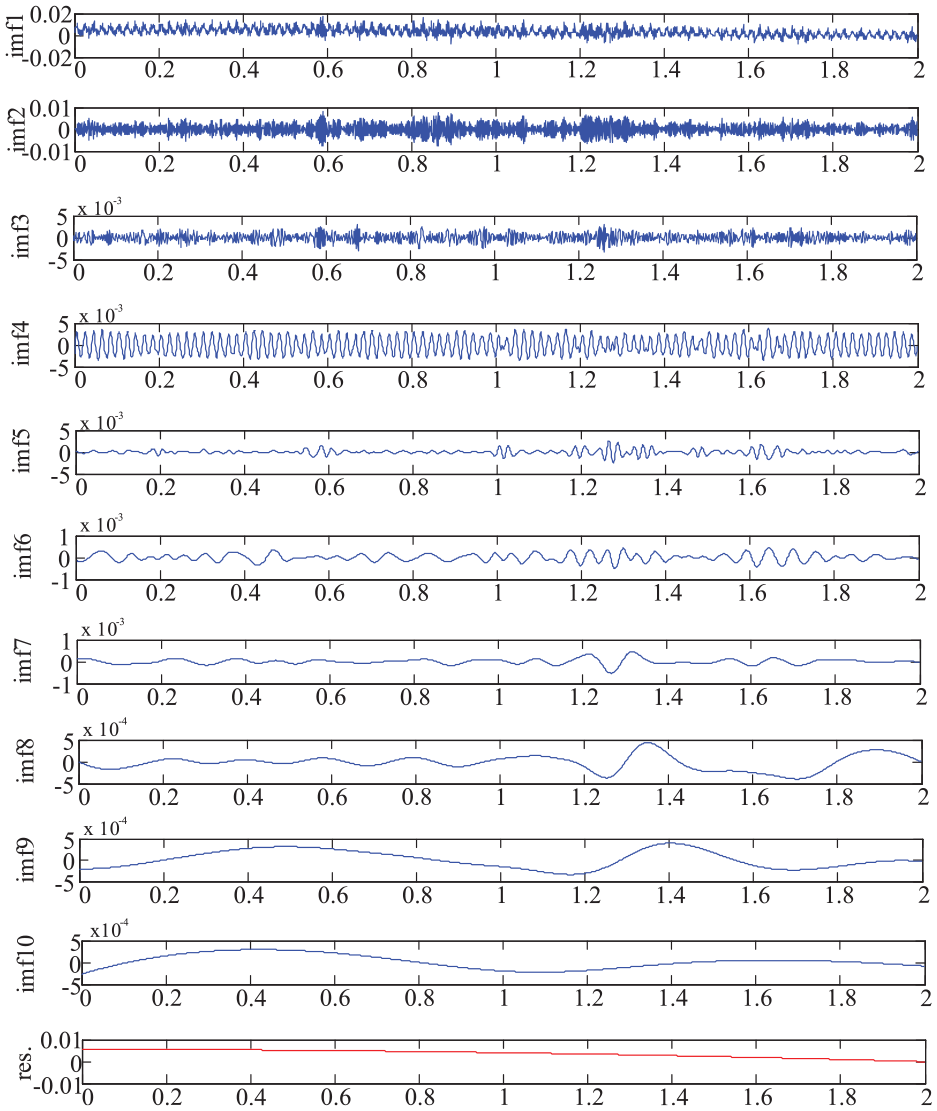
EEMD analysis diagram.
After normalizing the 16-dimensional eigenvectors obtained by decomposition of the above-mentioned time domain, frequency domain and EEMD. After that, use PCA to reduce the dimension. The cumulative variance contribution rate of the first three-dimensional principal components is over 90%, so the first three principal components can be used as new eigenvectors. Figure 5 demonstrates a three-dimensional sample distribution of X-axis, spindle, and converter of Machining Center No. 1 after the dimensionality reduction by PCA.
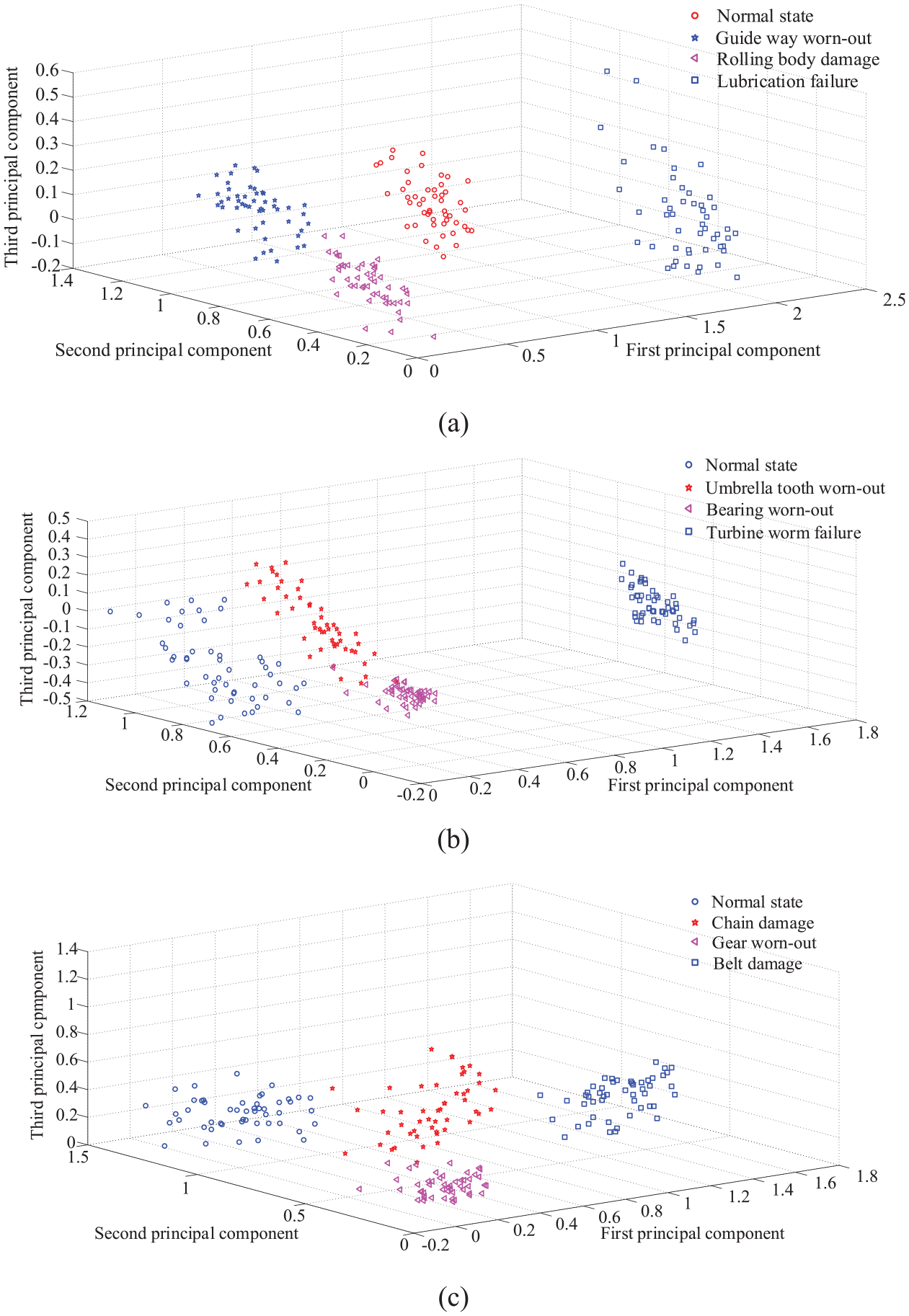
Three-dimensional sample distribution: (a) X-axis, (b) spindle, and (c) converter.
ABC-LVQ neural network
LVQ neural network is a hybrid network structure which combines supervised learning and unsupervised learning. It is evolved from Kohonen 28 competition algorithm. Its network structure is simple and consists of three layers of neurons, that is, input layer, competition layer, and output layer. Compared with general Back Propagation Neural Network (BPNN), LVQ Neural Network introduces competition algorithm, which is simple and fast. However, LVQ neural network often has the problems of insufficient use of neurons and sensitivity of the algorithm to initial weights. If the initial selection deviation is too large, it will not produce good clustering results.
Artificial bee colony algorithms based on Levy flight
In this section, the bee colony algorithm based on Levy flight is proposed to optimize the initial weight of LVQ neural network. Artificial bee colony (ABC) is an optimization algorithm simulating the bee’s honey-picking behavior and was proposed by the Karaboba team in 2005 to solve the problem of multivariable function optimization. 29 Compared to those classical optimization methods, ABC algorithm has the characteristics of high search accuracy and strong robustness, but the basic ABC algorithm has the shortcoming of premature convergence. In order to solve this shortcoming, this paper adopts the ABC algorithm optimized by using random numbers which obey the Levy distribution to increase the diversity of search.
Artificial bee colony algorithm mainly includes the following stages:
i. The initialization stage: each component of the initialized honey source is randomly generated within its range of values:

ii. Hired bee stage: each hired bee corresponds to one honey source. Every hired bee needs to find a honey source in the area close to the currently existing honey source and evaluates its honey quantity (the fitness value). Based on the result of the quantity evaluation of the honey source, the decision is then made on whether to update the source or not. In the standard algorithm, the adjacent honey source v is defined as:

of which, xi is the current honey source, xj is other honey source, and
In the Levy-based bee colony algorithm, the finding of new honey source v is defined as:

of which, a is the reduction constant and b is the random constant subject to the Levy distribution.
iii. Observant bee stage: the observant bee analyzes all the honey source information transmitted by the hired bees, and chooses a honey source to attach according to the roulette strategy and becomes transformed to a hired bee.
iv. Detective bee stage: In the process of searching, if the honey source x reaches the threshold value l through n times of iterations and no better honey source can be found, the honey source x will then be abandoned, and the corresponding hired bee will be transformed into a detective bee. The detective bee will randomly generate a new honey source in search space according to formula (1).
Optimization of LVQ neural network by ABC algorithms
The ABC algorithm based on Levy flight is used to optimize the initial weight of the LVQ neural network, and the weight W between the input layer and the competition layer of the LVQ neural network is coded as the honey source of ABC algorithm. In this way, the initial weight W found by ABC algorithm not only avoids the problem that the initial weight of LVQ neural network is too deviated to make full use of all competing layer neurons, but also speeds up the training process of the network and makes the network produce better clustering effect.
Figure 6 is the flow chart of the classification method for optimizing the LVQ neural network by the ABC algorithm based on Levy flight.
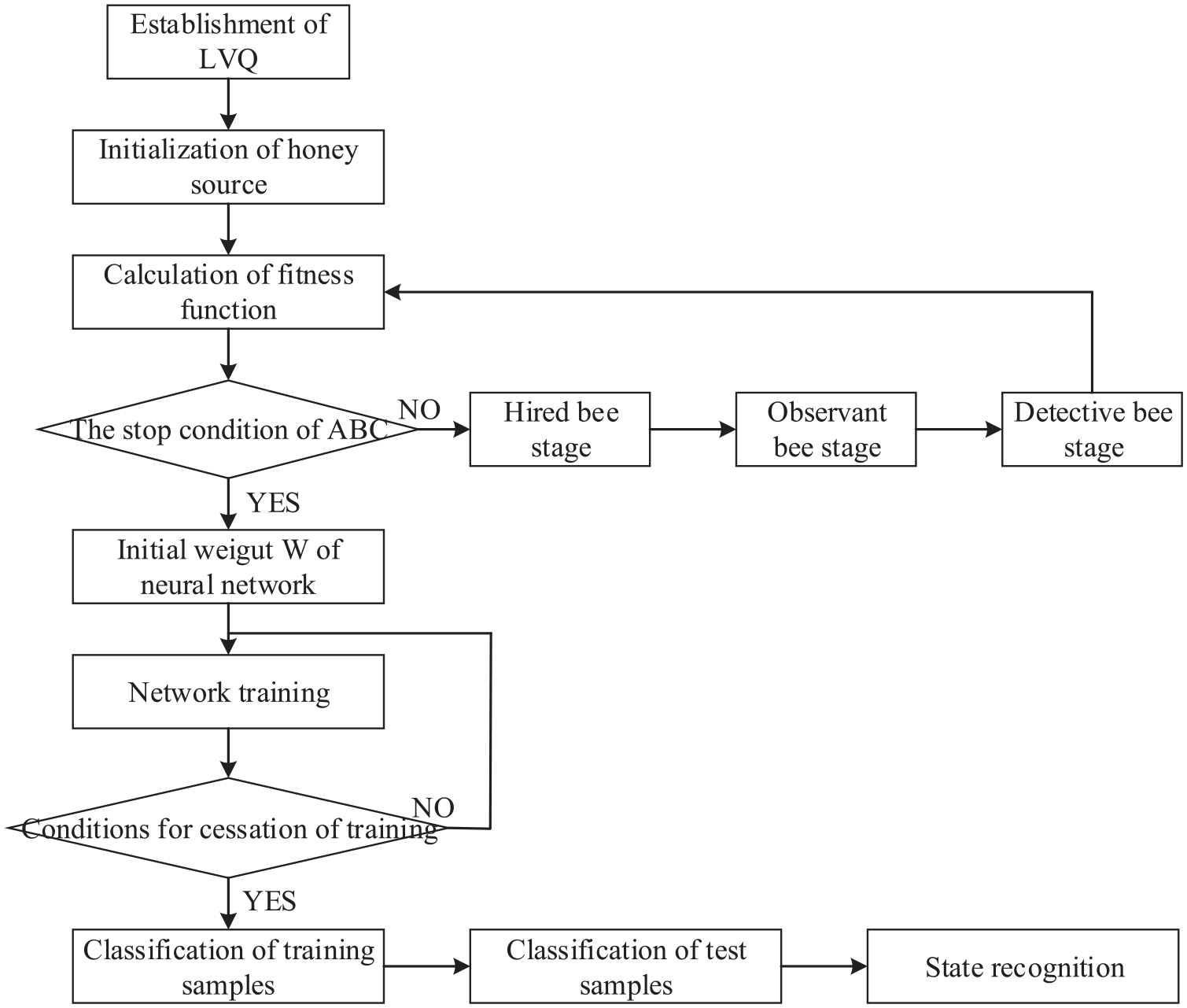
The flow chart of the classification method for optimizing the LVQ neural network.
Specific steps of optimizing the LVQ network by the ABC algorithm based on Levy flight:
Step1. Initialize the LVQ neural network. The number of neurons in input layer, hidden layer and output layer is determined, and the specific number of weights is determined according to the number of neurons in each layer.
Step2. ABC algorithm parameter initialization. Set the number N of honey source, and the dimension information d of honey source is obtained according to the number of weights between input layer and competition layer of the LVQ neural network, and each honey source Xi is initialized, the maximum number of iterations maxgen, and the detective bee reaches the maximum limit.
Step3. The calculation of fitness function. Set the average variance distance between the weight of each neuron in the competitive layer and all input sample points as the fitness function.

In the formula, f(t) is the fitness function, M is the number of neurons in the competitive layer, Xj(t) is the weight vector of neurons in the competitive layer, and P(t) is the sample vector.
Step4. The conditions to stop the ABC algorithm iteration. The stopping condition of iteration is set to reach the maximum number of iterations maxgen.
Step5. Get the initial weight of the network. The weight W1 between the input layer and the competition layer of the network is obtained through the calculation results of ABC algorithm, and the weight W2 between the competition layer and the output layer of the network is obtained according to the output situation.
Step6. Network training. Set the learning rate
Step7. Network testing and use. After the training of the network, its weight will be fixed, and the network will provide the corresponding classification results for each input value in the future.
Fault analysis of flexible production line machining center
In the present work, the acceleration vibration signals of X-axis, Y-axis, Z-axis, spindle, and rotary converter of No. 1 machining center of the flexible production line are collected in various states (Coordinate axis: normal state, guide way worn-out, rolling body damage, lubrication failure; Spindle: normal state, umbrella tooth worn-out, bearing worn-out, turbine worm failure; Rotary conversion: normal state, chain damage, gear worn-out, belt damage), Figure 7 is the map collected on site. According to the specific feature extraction method of the fault diagnosis scheme in the present work, a three-dimensional input sample is constructed and stored in the corresponding state sample bank. Fifty groups of samples were randomly selected for each working state of different parts of the machining center, of which 20 groups were used for network training and the other 30 groups were used for testing diagnostic results.
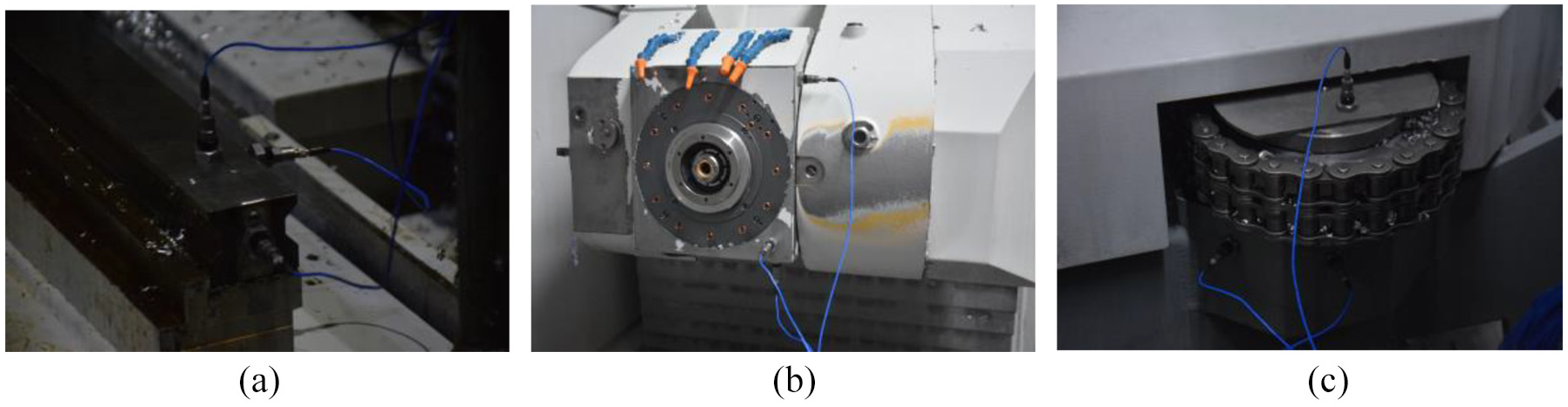
The map collected on site: (a) X-axis signal acquisition, (b) spindle signal acquisition, and (c) rotary converter signal acquisition.
Parameter setting and training process
The corresponding LVQ neural network is established for different parts of the machining center. The number of input nodes is equal to the dimension number 3 of the input vector. The number of output nodes is determined by the number of state types of the research sites. The number of output nodes is 4, and the number of hidden layer nodes is 8. The maximum number of training times of the network is max-epoch = 1000, and the learning rate is
In addition, the number of honey sources N = 50, the maximum number of iterations maxgen = 200, the maximum number of detective bees limit = 20, the parameter subject to Levy distribution
Figure 8 shows the distribution of the initial weight of the ABC-LVQ neural network based on Levy flight in the samples and the distribution of the initial weight of the unoptimized LVQ neural network in the X-axis samples. It can be seen that the initial weight distribution of LVQ neural network optimized by ABC algorithm is more concentrated in the center of the sample, while the initial weight distribution of unoptimized random distribution is more dispersed.
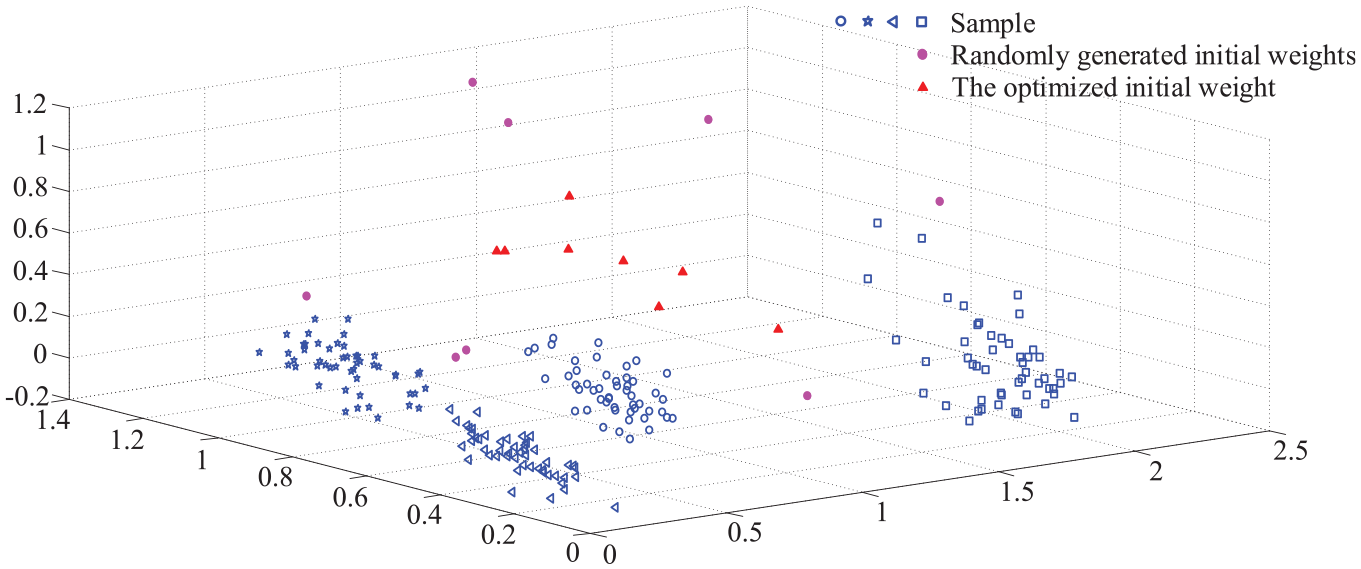
The distribution of the initial weight.
A total of 20 groups of training samples of each kind of state are input into LVQ neural network for training. Figure 9 shows the training iteration curves of these two kinds of neural networks. From the graph, it can be seen that the convergence efficiency of the optimized LVQ neural network is better than that of the original LVQ neural network, which overcomes the problems that the LVQ neural network is often underutilized and the algorithm is sensitive to the initial weight.
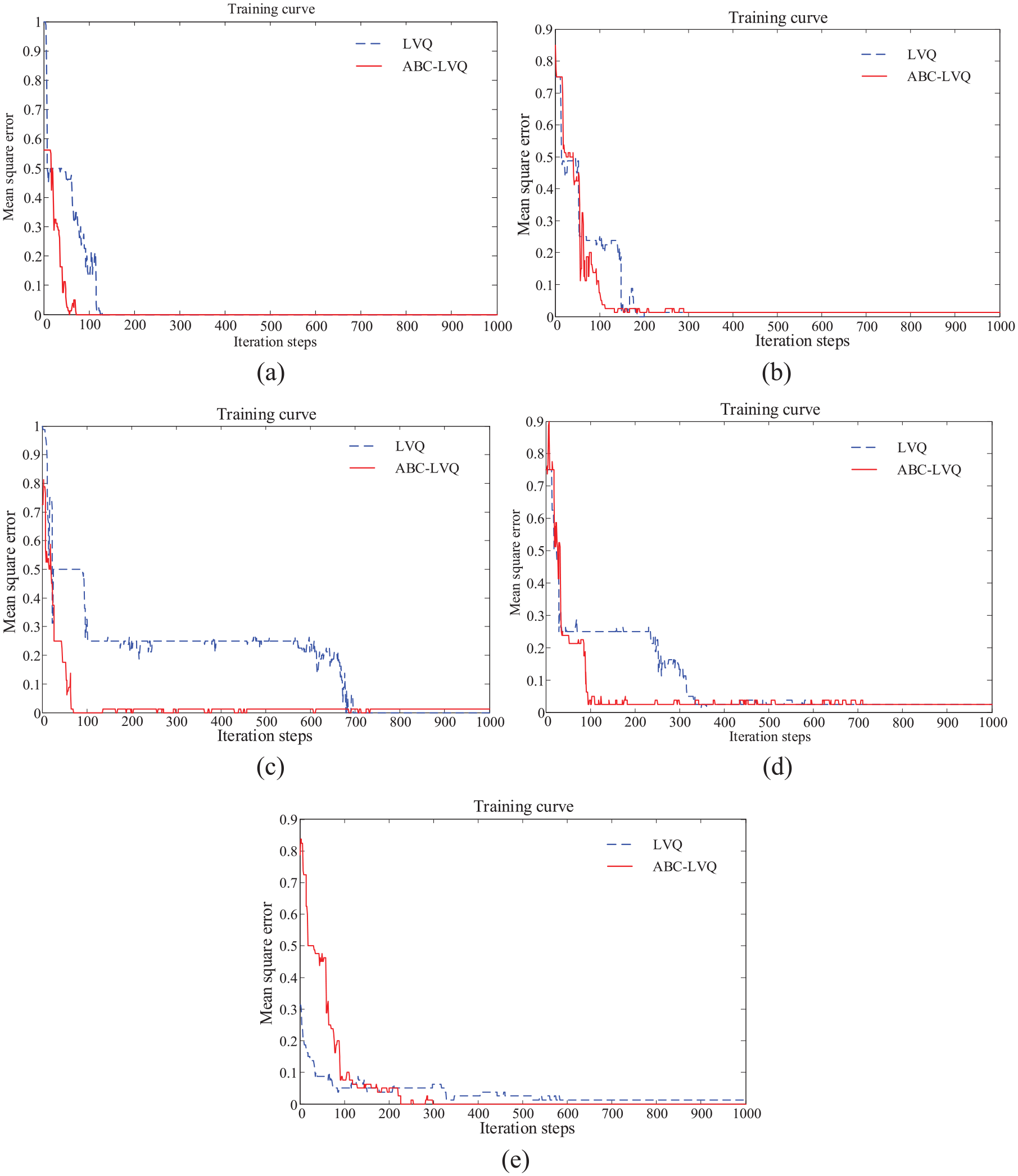
The training iteration curves: (a) X-axis, (b) Y-axis, (c) Z-axis, (d) spindle, and (e) converter.
Diagnostic test
After the network training is completed, the effect of fault diagnosis is tested. 30 groups of test samples of X-axis, Y-axis, Z-axis, spindle, and rotary converter of the flexible production line No. 1 were input into corresponding trained LVQ neural network for diagnostic test. Table 2 shows the comparison of test results between the two networks. It can be seen that ABC-LVQ neural network based on Levy flight has a good classification effect.
The comparison of test result.

As shown in the comparison test of X, Y, and Z in Table 2, the classification effect of the two methods is very good. The main reason is that the linear axis transmission system is simple, and the difference between the normal signal and the fault signal is obvious, so it is easy to distinguish. However, when the spindle or the converter is classified using the two methods, there is a significant difference in accuracy. The main reason is that the spindle used in this CNC machine tool is a complex mechanical spindle, which is composed of multiple different types of bearings and gears, which leads to a certain difference between multiple fault signals. Similarly, the converter uses multiple complex components such as bearings and chains, with various types of failures. Therefore, the recognition rate of the spindle and the converter is lower than that of the transmission shaft. The two methods have obvious differences in the identification and comparison of the spindle and the converter, and the comparison effect is more obvious.
Conclusion
In the present work, a fault diagnosis method for flexible production line machining center based on PCA and ABC-LVQ neural network is proposed. The overall scheme of fault diagnosis is designed according to the characteristics of flexible production line machining center.
Firstly, acceleration sensors are used to collect the vibration signals of key components of the flexible production line machining center, and multi-information characteristics in time domain, frequency domain and time-frequency domain are analyzed and extracted. In order to reduce the dimension of eigenvector, the PCA method reduces the 16 dimensions. The variance contribution rate of the first three principal components is greater than 90%.
Secondly, aiming at the problem that LVQ neural network is sensitive to initial weight, an ABC algorithm based on Levy flight is proposed to obtain excellent initial weight vectors of LVQ neural network, which can accurately classify all kinds of faults. Among all kinds of transmission systems in the flexible production line machining center, the minimum recognition rate of ABC-LVQ neural network can reach 95%.
The scheme can diagnose and monitor several key components of horizontal machining center of flexible production line quickly and accurately, and is valuable in certain application in the practical engineering.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge the financial support of the Major Project of National Science and Technology (No. 2017 ZX04002001).