
Abstract
The massive data produced in real manufacturing processes provides a micro observation mechanism for managers and producers, which helps to analyze and grasp the manufacturing details, to form a macro decision-making mechanism, and finally to improve the manufacturing quality and production efficiency. This paper deeply investigates the real-time acquisition method of machine tool processing data and presents a general method of data analysis in different actual application scenarios to solve the general problem of insufficient and inappropriate utilization of machine tools. A framework of general machine tool monitoring system with four layers is proposed and several key stumbling blocks are researched, such as heterogeneous machine data acquisition, data analysis, and related application. These achievements are applied in a general cyber machine tools monitoring system based on MTConnect, which has greatly improved the utilization of machine tools and become a valuable unit in the framework of intelligent manufacturing and smart factory.
Introduction
With the deeper combination of information technology and manufacturing industry, intelligent manufacturing become an important breakthrough point to enhance the current production progress. Manufacturing resources and capabilities can be encapsulated, registered, and connected to each other directly or through the Internet, thus enabling intelligent behaviors of manufacturing components and systems. 1 What’s more, socialized manufacturing resources spring up in different finer-grained market segments to provide various manufacturing services for customers and these resources and customers need to be cyber-physical-social interconnected. 2 As an important component in the scheme of intelligent manufacturing, the idea of smart factory finds its prominent position within the latest concepts such as “Industry 4.0,”“Made in China 2025,” etc. Smart factory consists of various monitoring equipment that collects information on operational status and producing environments, analyzes and processes the data stream, automatically plans and makes decisions based on the analysis results. Therefore, the ubiquitous and multilevel data processing is an essential soft facility as for the mechanical hardware, which will endow the latter more initiative and intelligence. The union of software and hardware, information and machines bring a novel thought of efficient access to manufacturing facilities, which help provide a more detailed channel to the micro and all-round observation of the real-time operating parameters and status.
The concept of monitoring machines and acquiring the running information has been long studied and applied in large number of manufacturing workshops or production lines. The monitoring data can be achieved by various means such as special sensor, PLC or software interface of machine tools, etc., and meanwhile the latter is equipped by most of new brands of machine tools. While the collected data occupies huge amount of space with low density information, therefore, it is necessary to concentrate the multifarious data and to extract useful from them for high-level applications or decision-making, which will greatly enhance the intelligence of the machine tools. Nevertheless, the current machine tools still exist as a piece of isolated manufacturing equipment especially for different brand of Computer Numerical Control (CNC) machine tools, and it is difficult to provide intelligent solutions for the real-time production process. 3 Therefore, it is particularly important to collect, analyze and process data from plant equipment and to provide effective output and intelligent feedback. This paper studies the methods of data acquisition and transmission of CNC machine tools, and analyzes the processing data, which provides support for production decision, scheduling, machine tool maintenance. Aiming at the problems, the core content of our work is to extract comprehensive and valuable information from the original bottom-level data and serve the high-level applications.
Related work
The concept of connecting various manufacturing equipment with enterprise information system is not a novel thinking especially with the current rapid development of IoT (Internet of Things), while the existing cases are frequently not as successful as expected. The reason to a great degree lies in the fact that there is not a general method suitable for all machine tools and information systems, therefore these systems are isolated and cannot be transplanted to each other. For the detailed research, there are many remarkable progresses in recent years.
As the “mother” machines, CNC machines tools are the most important manufacturing equipment in the most factories, therefore, they are also the main objects in our research. For the traditional machine tools, the electric circuit method with built-in or external auxiliary hardware is usually used to collect the data. Bahr et al. 4 developed a unique multisensory tool monitoring system by using vibration sensors to detect tool breakage. Tu 5 verified the fluctuating strain field produced by the rolling motion of the spindle bearing by selecting proper sensor sizes, locations, and configurations. Arsovski 6 presented a survey of developed wear sensors in the adaptive control systems of machine tools and the results of testing of a sensor based on the measurement of the radioactivity of activated cutting elements of the tool during cutting. With the increasing openness of CNC systems, the methods of machine tool information acquisition tend to be diversified. Ridwan and Xu 7 developed an evaluation module based-MTConnect, which is responsible for obtaining machining data, such as vibration, acceleration and jerk, cutting power, and feed-rate to optimize machining process. Wang et al. 8 collected machine tool data in real time based on OPC communication protocol, while Xiao et al. 9 chose the MTConnect protocol of the CNC system communication system, which could collect and process data from the controller. Tan et al. 10 proposed a new framework of distributed data acquisition and monitoring systems based on XML and OPC technologies. These studies have done a good attempt and solved specific problems, but the universality of data collection methods is not enough.
The most important step after the data acquisition of machine tools is to analyze the data according to different application scenarios to make full use of machine tools. Bakker et al. 11 presented a generic framework for the design of the monitoring and decision making system, using the tracking of the force rate as a successful technique to detect certain events, such as tool breakage. Zhang et al. 12 proposed a dynamic model of material transportation problem in the workshops and optimized the transportation process based on a large number of real-time data in the workshop. Wang et al. 13 established a Petri net model to diagnose possible failure causes by analyzing the huge amounts of five-axis machine tools process data. Zhu et al. 14 researched the wavelet analysis to de-noise the measured signal and find abrupt changes associated with tool wear and breakage. Schützer et al. 15 realized the optimization of feed rate and improved the surface accuracy of machined parts through monitoring the feed rate of NC machine tools and cutting simulation. Duro et al. 16 reduced the cost of the traditional tool monitoring method by observing the acoustic information in the machining process through the sensor network. Mou and Gao 17 proposed a reliable process planning method based on fuzzy comprehensive evaluation via historical machining data. Lu et al. 18 proposed a new method to transfer the real-time data of machine tool to the computer-aided manufacturing software so as to release the resources of machine controller. These researchers provide different solutions for different applications, which is not enough to improve the intelligence of machine tools. However, in order to further improve the utilization rate of machine data and the level of machine intelligence, more in-depth mining and analysis of machine data is needed.
With the help of cloud computing, the computing ability and intelligence of CNC systems have be improved. Hui et al. 19 presented a cloud-computing-based CNC system which located its frontend in a cloud virtual machine and provided the frontend as a service. Zhang et al. 20 investigated the big data collected from machine tools through sensor networks and developed a data-driven system to achieve intelligent control of the production process of CNC machine tools. Cloud computing provides an enabling technology to meet the multidimensional challenges, potentially leading to CNC systems with both better performance and functionality, and lower cost.
Although a large number of CNC machine tool data acquisition and analysis have been studied, but the lack of data mining and utilization resulting in a large number of production problems in many manufacturing companies still exists and will last for a long time. In order to solve these problems, machine tool processing data are used to connect all departments of the enterprise and the data are analyzed to support the decision analysis of each department.
Method and architecture
There are a large number of researches on data collection methods of CNC machine tools, and many solutions are applied to the information communication and monitoring of special machine tools. However, due to the closeness and diversity of CNC system and the difference of acquisition requirements, various data acquisition solutions for CNC machine tools guided by practical application are lack of universality and compatibility, resulting in the current situation of various schemes being independent of each other. The lack of comprehensive and efficient data communication between machine tools and upper-level applications makes it difficult to effectively analyze and process the data, to achieve the optimal use of machine tools, and to meet the needs of future smart factory.
In order to synthetically manage the machine tools and improve the utilization rate of machine tool resources, a kind of general cyber machine tool intelligent monitoring system is proposed, and its framework is shown in Figure 1. The system consists of four layers: physical layer, network layer, server layer, and client layer.
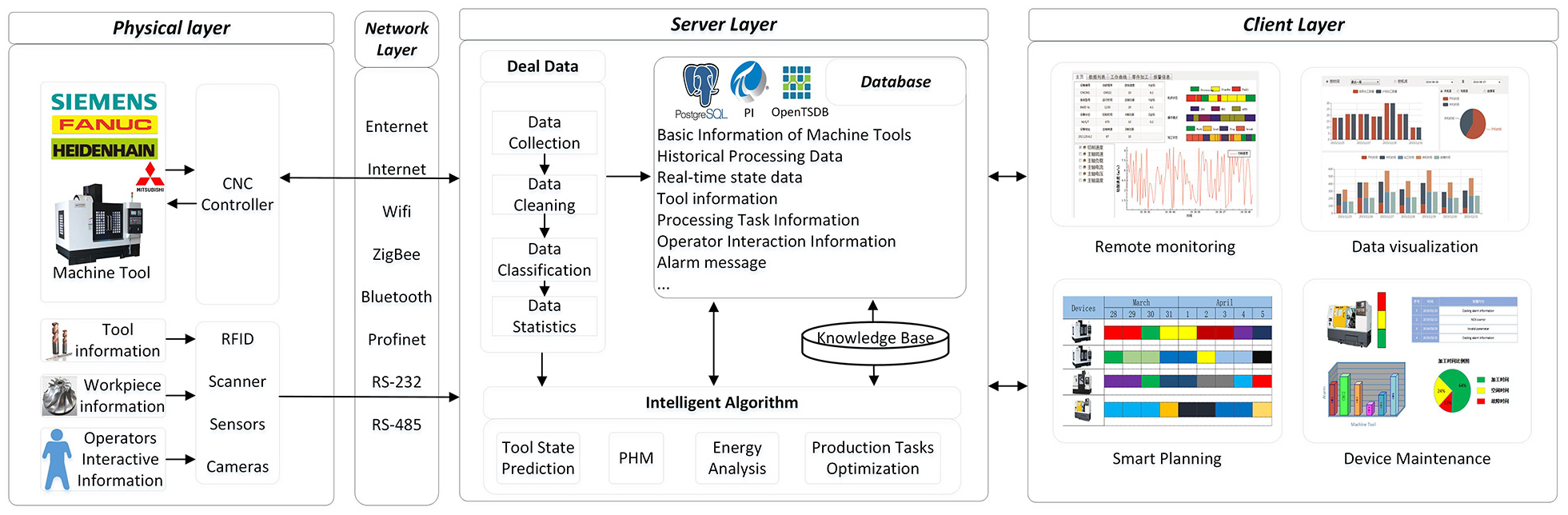
The four-layered framework.
Physical layer
The physical layer is the source of production and processing data, and also the most common infrastructure of CPS, including IoT. Real-time machining data and other information, such as tool parameters, workpiece models and operator information, are acquired from the physical layer are transferred into the cyber space through various networks to build a cyber machine tool system. Most modern CNC systems provide network interface to collect machining parameters, operation status and alarm information from CNC controller in real time. In addition, various types of sensors and measurement devices are also need to be deployed to obtain the critical data that significantly affect the machining performance.
Network layer
It connects the physical machine tool to server by transmitting all real-time machining data of the CNC controller. According to different communication needs, various type of networks need to be implemented to achieve reliable and efficient data communication between the physical layer and server layer.
Server layer
This layer is the critical component of the entire system, and it play an important role like a brain. Massive processing data becomes the upper-level understandable and available decision-making data through server-side analysis and processing. Firstly, the diverse raw data from different devices is cleansed and preprocessed (e.g. using edge/fog computing methods) as a preliminary fusion step so that meaningful information can be extracted. Then, this data is stored in relational database, real-time database or time-series database for data statistics or mining and analysis. At last, the client requests real-time data or data processing results via intelligent decision-making algorithms to find the best manufacturing solution according to the processing needs.
Client layer
The client layer is the top of the system, so it directly faces different functional departments of the enterprise or different upper-level systems. A really important aspect is that the data analysis results and the interactive information can be transmitted to the machine tool in real time to guide the processing, thereby ensuring that the system is in a closed loop that is continuously optimized automatically.
The system with four layers not only provides manufacturing enterprises with real-time monitoring of production process, improvement of production efficiency and traceability of manufacturing process, but also constructs an industrial mega data pool and big data analysis platform, builds a cloud platform and provides supporting services to realize data-driven automatic process and intelligent manufacturing.
Key components in implementation
The communication between machine tools determines the monitoring of production process, the automatic management of production tasks and the efficient maintenance of production equipment. It is of great significant to combine the bottom machine data with the enterprise application layer. A typical problem is that there are a large number of different brands and types of machine tools in the workshop, which brings difficulties to the acquisition of machine data and the rapid implementation of the intelligent system. What’s more serious is that some old machine tools do not provide communication interfaces. Because of the communication interface of different machine tools, a lot of repetitive development work is required to connect the machine tools. Therefore, it is necessary to use a standardized information model to describe the equipment information in a unified forma. The following two aspects are studied in order to achieve data acquisition and communication protocol conversion of different equipment.
Physical layer data collection
In general, the data of CNC machine tools can be separated into two categories. One is the internal data of CNC machine tools. Most of this data come from the internal sensors of CNC machine tools and are stored in the CNC system. Generally, these data need to be obtained through the communication interfaces of machine tools. Another kind of data is not stored in the CNC system, such as power on status, machine vibration, and other information. To collect this information, it is necessary to use the electrical circuit of the machine tool, external sensors, and other means, which combined with feature extraction and state recognition and other methods to achieve the purpose of monitoring the status of the CNC machine tool.
Communication interface method
The open CNC system reserves software and hardware interfaces or development approaches, which is helpful for directly obtaining system operating status information. According to the opening degree of machine tool interface, different data acquisition methods are applied, such as PLC I/O signal point, serial communication interface and network communication interface. For the traditional CNC systems, the internal Numerical Control Kernel (NCK) is in a closed state and cannot communicate with it directly. However, it can be acquired by PLC I/O signal point method and indirectly access to the state variables of NCK. Most machine tools are equipped with RS232 serial port, so it is an effective acquisition method to combine RS232 communication with macro instructions of CNC system. With the continuous improvement of the openness of machine tools, more and more machine tools support network communication, which is beneficial to the collection of machine tool information.
External hardware method
This method is to collect some switching values, which can reflect the status and action of the machine tool from the input and output signal points of the PLC through the external hardware, and collect some analog quantities such as the spindle power, the spindle current with the external sensor. External PLC and sensor as well as using LabVIEW and data acquisition board are common methods. Although this method is universal, no matter what, it needs to add a lot of hardware, which is also difficult to implement. What is more serious is that it may affect the normal operation of the machine tool and it is difficult to comprehensively collect information about the production process. Therefore, this method often used in early CNC machine tools without communication interfaces.
Device data common connection standards
Various types of workshop equipment have different functions, and different manufacturers have different data interface and protocol standards. The client program provides a unified and standardized interface that needs to be compatible with the communication protocol to enable communication with heterogeneous systems on the site and map data. At present, MTConnect and OPC UA have shown powerful functions in the information modeling and real-time data exchange of manufacturing systems.
OPC UA
OPC UA is developed base on the traditional OPC technology, which makes data collection, information modeling, and communication between the plant bottom and enterprise level more secure and reliable. It is a typical evolution of OPC and represents the platform-independent interoperability standard for data exchange between manufacturing workshop and enterprise. OPC UA has become the focus of manufacturing-related companies, which makes development easier.
MTConnect
MTConnect standard is an open, royalty-free standard, and aims to become a standard to promote the integration of CNC machine tools. It builds on the existing mature HTTP and XML protocols, transmits data through the HTTP protocol, uses XML technology for device description. In an MTConnect installation, pieces of equipment publish information to an MTConnect Agent, as shown in Figure 2. Some pieces of equipment may be able to communicate directly to an MTConnect Agent. Other pieces of equipment may require an Adapter to transform the information provided by the equipment into an acceptable form, for example FANUC CNC machine tool.
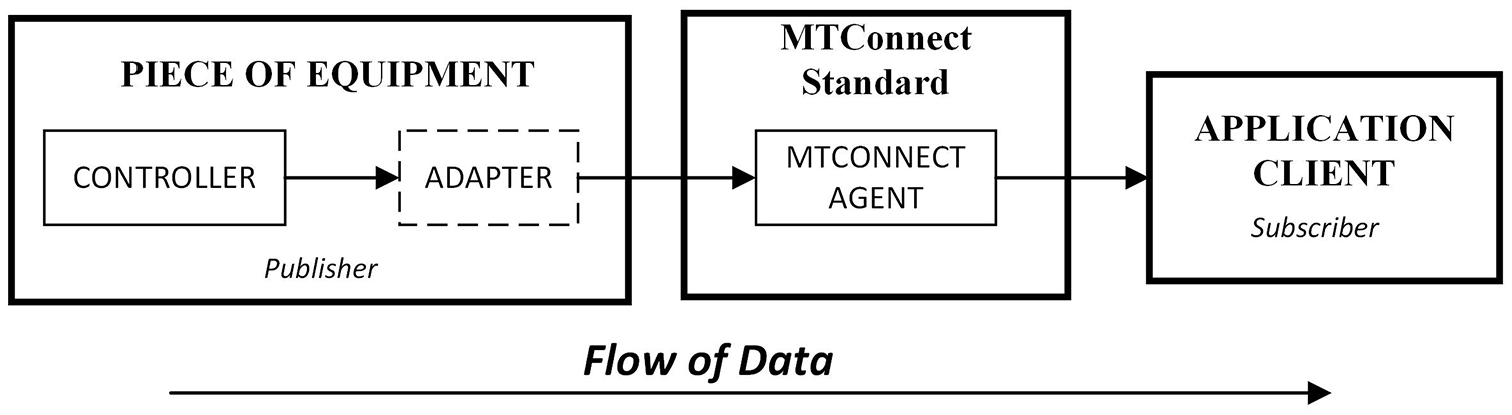
MTConnect architecture model.
Data analysis and related applications
The manufacturing process generates massive and miscellaneous raw data form different devices. There are many uncertain factors in the production process, which cause the collected data to have many characteristics such as complexity, dynamics, high dimension, multi scale, uncertainty, and high noise. Therefore, the large variety of collected data should be formatted, correlation and filtering, stored, analyzed to ensure the data be understood by other software and humans.
Data analysis
The data analysis module contains four main functions, that is, data formatting, data quality check, data storage, and intelligent algorithm. Figure 3 shows the functions and the data flows in the data analysis module.
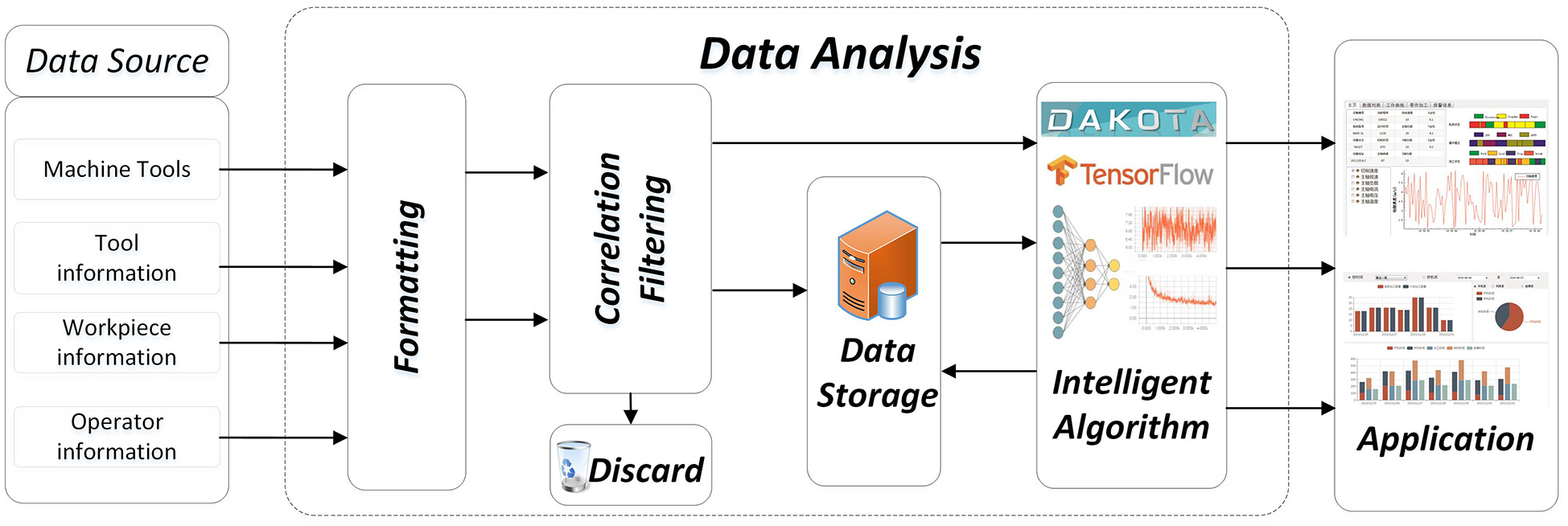
Data analysis flow.
Formatting
Data formatting is responsible for translating all the manufacturing data obtained from the data acquisition devices into a unified data format. MTConnect and OPC UA are currently the best solution to this problem and many modern CNC systems support these protocols.
Correlation and filtering
Since the factory produces many different workpieces every day, and each workpiece has many different processes, the data collected is very time sensitive and only valid at one specific snapshot of the process. Established the corresponding association relationship among the data and eliminated the invalid data are necessary.
Storage
Storage of collected data is very important for historical data query, product quality tracing, and historical data analysis. Through cloud computing, data is stored in a low-cost, high energy-saving, and flexible way. In addition, by virtue of cloud services, the distribution and heterogeneity of data are shielded, enabling a highly scalable and shareable mode of data storage. 21
Intelligent algorithm
The massive data calculated by the intelligent algorithm not only reflected the current status of equipment and processing, checked the cause of failure in the production process, but also predicted subsequent processing plans based on historical data changes. In recently years, data mining and machine learning algorithms are studied for extract information from collected data. Through the data processing efforts, understandable knowledge can be derived from a large quantity of dynamic and ambiguous raw data.
Related applications
Except the generation of statistical information (e.g. usage rate, vacancy rate, productivity, shutdown rate, etc.), which is a basic function in data analysis, some other promising applications that can be implemented during the manufacturing process include applications to enable manufacturing process monitoring, quality control, smart planning and machine tool maintenance. Figure 4 shows the application of manufacturing data analysis in machine tool processing.
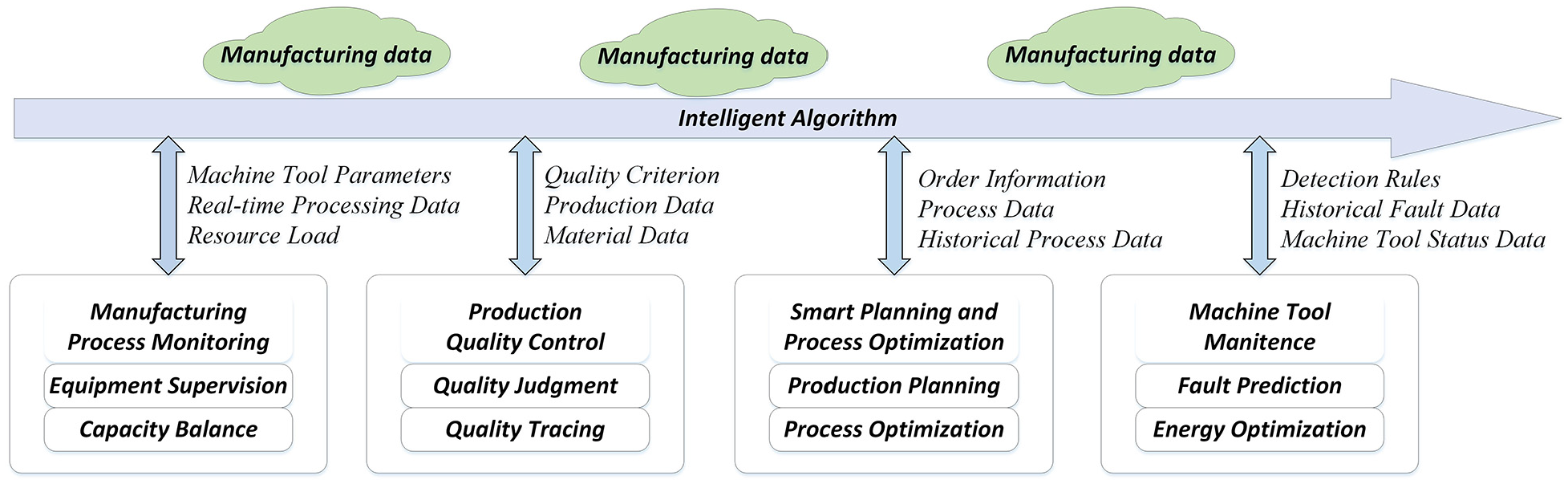
Machine tool data application.
Manufacturing process monitoring
Manufacturing process monitoring is the self-regulation of processing through the monitoring of real-time data. In the manufacturing process, there are many factors affecting product quality and processing efficiency, and these factors are difficult to track systematically. The analysis of manufacturing data can dynamically predict the reasonable range of these factors. Once a factor exceeds the acceptable range, an alarm message will be sent to operators to make timely adjustments or the machine tool repairs the problem by itself, thereby ensuring product quality and processing rationality.
Quality control
Quality Control is to analyze the historical data and process condition data from machine tools to trace the causes of product defects and predict product quality. The research of the root cause analysis together with the weighted association rule mining can be used to identify the root causes of product failures. 22
Smart planning
Smart planning is to dynamically optimize the production process according to the current load situation of the machine tool and the production plan to achieve the optimization of resource utilization. Due to many unexpected situations during the machining of the machine tool, the machining tasks are often deny. By analyzing the real-time information of the machine tool, the processing progress of the machine tool can be accurately grasped, and the production plan can be dynamically adjusted.
Machine tool maintenance
Machine tool maintenance is based on the current status data of the machine tool as well as machine tool maintenance knowledge, previous experience, and related equipment maintenance history records, so that it can predict equipment processing capabilities, component life and maintenance strategies. The failures of the machine tools hidden in the machining data are usually periodic, combined, and other modes. Therefore, the failures of machine tools can be predicted and resolved in advance according to these rules to extend the life of the machine tool and reduce maintenance costs.
Study case
In this paper, a heterogeneous machine tool intelligent monitoring system using the aforementioned four-layer framework based on MTConnect is developed, and the refined functions and structures are illustrated in Figure 5. This system is “plug-and-play” and supports different CNC machine tools. In this system, the FANUC and Siemens 840D SL CNC systems are used.
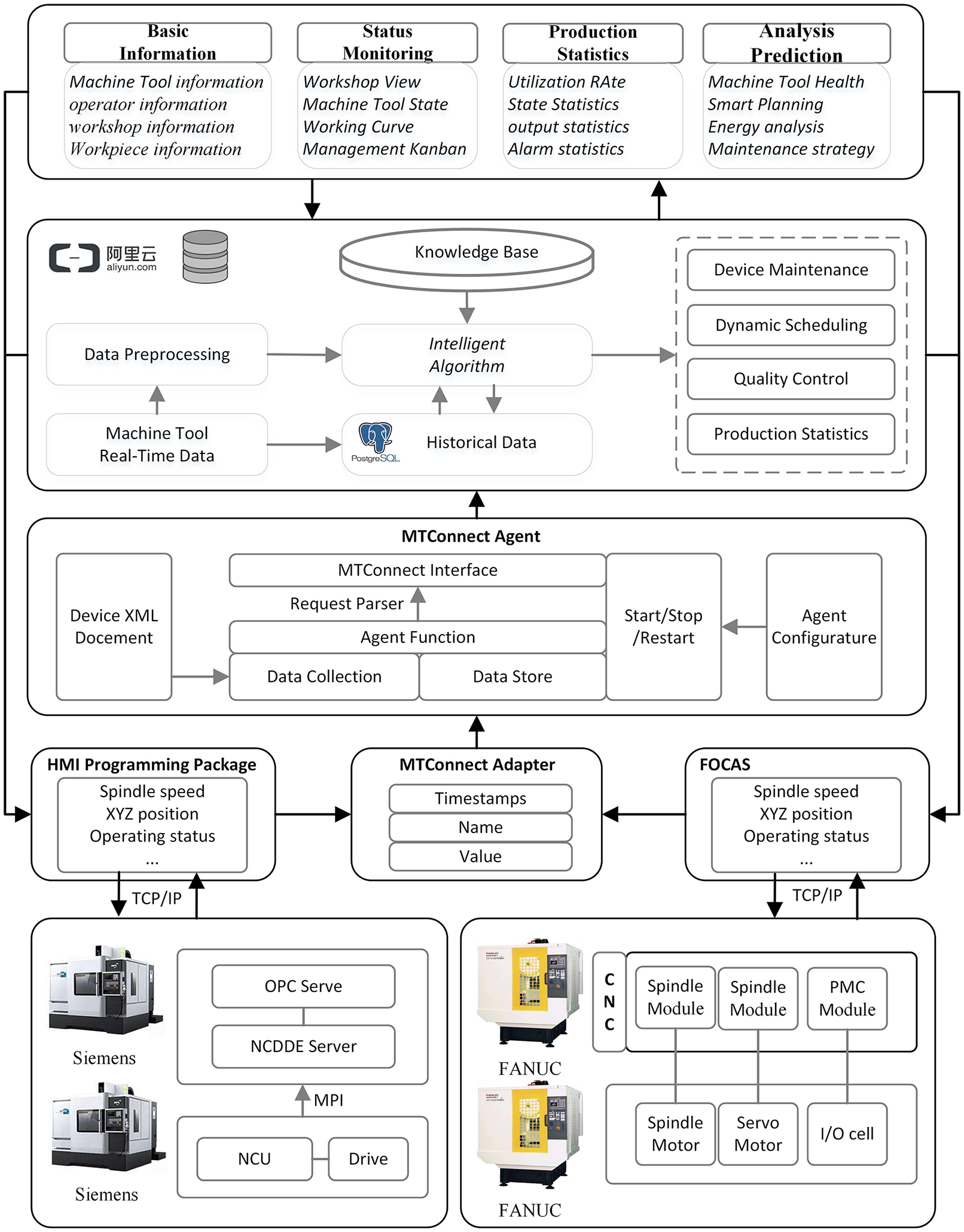
The framework of the proposed system.
The data collected from the physical layer is converted into a unified data format through MTConnect to facilitate data query and management. Subsequently, the data flows to the client of the monitoring system or is stored in a database for data analysis. Various data statistics and application-oriented data analysis are performed in real time on the computing server. Data analysis results are displayed on the client in real time or fed back to the machine tools.
Machine tool data acquisition
Both FANUC and Siemens 840D SL CNC systems provide development kits to support reading and writing data on the CNC controller, and the data is transmitted over the network. Siemens CNC machine tool data acquisition method has been studied in our previous article. 23 FANUC provides FOCAS, which is a driver and dynamic link library, supporting data collection, fault diagnosis, NC management, and other functions.
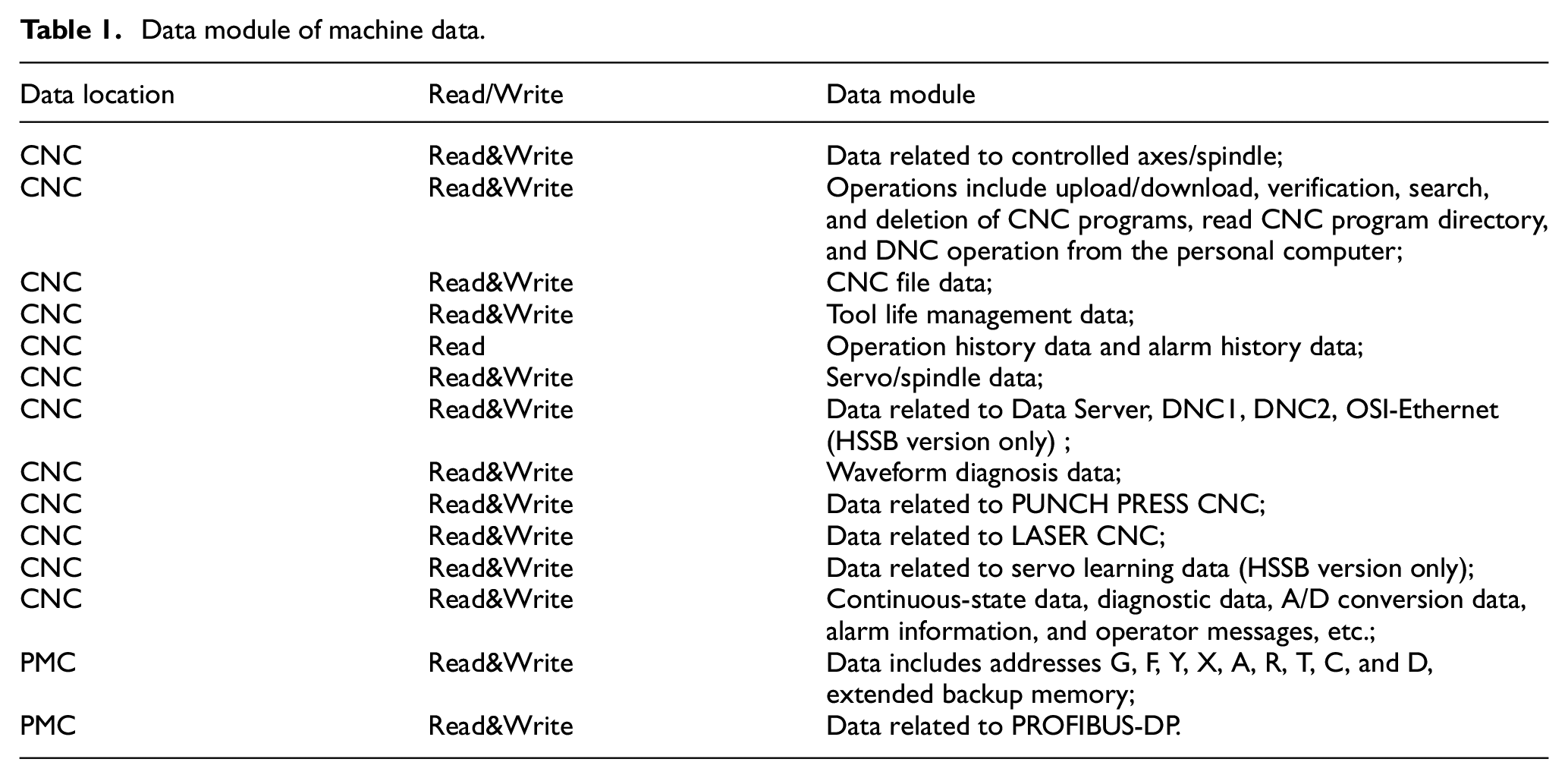
The FANUC system is mainly composed of two parts, the system part that controls the operation of the servo motor and the spindle motor, and the Programmable Machine Controller (PMC) part that controls the auxiliary electrical. Some data is collected directly from the CNC side, and other data is collected through CNC/PMC communication, such as control panel information. FOCAS has the HSSB and the Ethernet version which can be used at the same time. The data of FANUC system is shown in Table 1.
Data module of machine data.
Information model of machine tool based on MTConnect
MTConnect provides a hierarchical XML data model for machine tools. After MTConnect obtains the data information of machine tool through TCP/IP, it puts the data of machine tool into XML model file, and uses XML file to transfer the data of machine tool to the upper application in time, which is used by the application program to meet the needs of the enterprise for the data management of machine tool monitoring. MTConnect defines a comprehensive dictionary of the components and data items for typical CNC machine tools. Figure 6 shows the structure of an MTConnect-based information model and the XML file information mapped to the machine information model is shown in Figure 7.
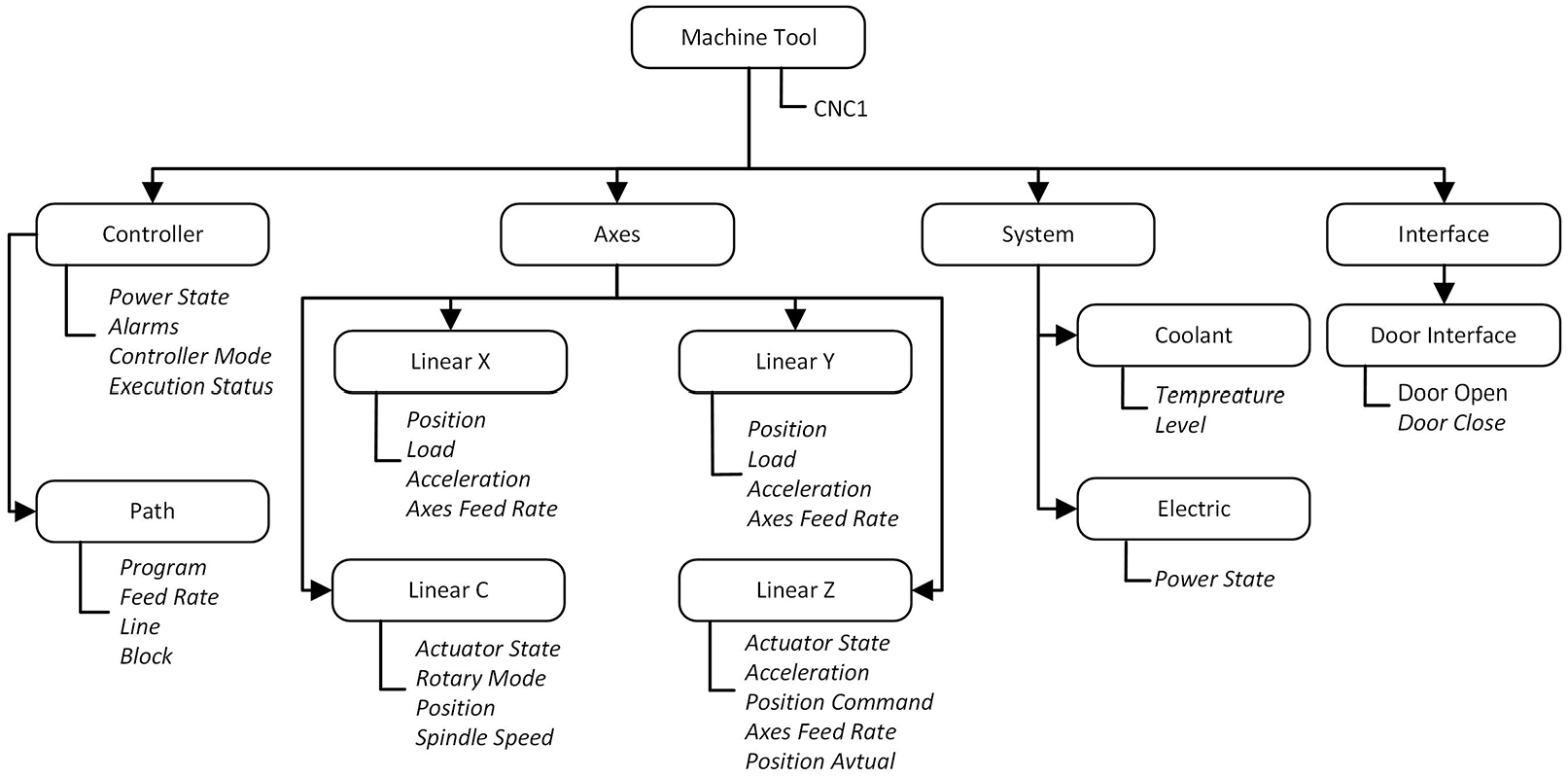
Information model of machine tool.

XML file information of machine tool.
The information model groups all the data items from different sources into their related components to represent comprehensive status of each component. This machine information model includes shaft, controller, system, and other components. Shaft component information consists of the actual position, command position, speed, feed rate, actuator status, and other related attributes of the shaft; controller component includes tool number, system status, program name, execution status, program block, machining feed rate and other related attributes; system component includes power supply and other related attributes.
System overview
According to various application scenarios, the system client displays the relevant data of the machine tool in various forms of charts to provide intuitive application display for the upper users. There are four types of data acquired from the manufacturing factory: basic information, real-time device data, statistical data, and analyzed data.
Basic information: It includes machine tool information, operator information, workshop information, workpiece information, tool information, etc.; these data are static data with low update frequency and the key of data statistics and analysis;
Real-time device information: It mainly refers to the current machine processing status and processing parameters, including spindle speed, spindle load, feed rate, current position, processing program, machine status, status duration, workpiece under processing, etc.;
Statistical data: It is the data obtained from the statistics of historical data according to the application requirements; the equipment utilization rate and employee efficiency calculated by month, week and day are more commonly used, in addition to the alarm information statistics, processing time statistics, etc.;
Analyzed data: It obtained by analyzing the current processing data, long-term storage history and factory knowledge base data by intelligent algorithm with the help of big data analysis, cloud computing, and other latest technologies.
The client interface is divided into four main modules according to the data types and application scenarios: basic information, status monitoring, production statistics, analysis, and prediction. As shown in the Figure 8.

System overview: (a) workshop processing status overview, (b) machine tool real-time monitoring, (c) historical data statistics of machine tools, and (d) machine tool data analysis.
The system collects manufacturing data from the machine tools to the database and various data visualization methods are employed to monitor manufacturing process in the smart factory. Machine tools are monitored by the system from two different perspectives: workshop and machine tools self, as shown in Figure 8(a) and (b). The change trend of machine tools processing data is displayed in an intuitive way, such as spindle speed, feed rate, etc. The statistics of real-time dynamic data over a period of time can reflect the utilization rate of the equipment, as shown in Figure 8(c). In addition, more in-depth application research and work can be conducted to analyze the health status of machine tools and dynamically adjust the production schedule, as shown in Figure 8(d). This system is also flexible and expandable, and can expand for more future analysis and application areas.
Conclusion and further work
In this paper, the data collection methods of heterogeneous machine tools are deeply investigated and a four-layer framework of machine tools monitoring system is proposed to collect the machine tools and the upper applications. The purpose of these researches is to establish a general machine tool data monitoring system and solve the problem of information closure between different types of CNC machine tools and application layer in the manufacturing factories. The system shows great advantages of data integration and management in heterogeneous machine tools and it has been verified by an application system supporting different devices “plug-and-play” based on MTConnect, in which Siemens and FANUC series machine tools are emphasized. In the further, the algorithms on bigdata analysis and artificial intelligence will be will researched to analyze large amount of machine tool data and apply them to actual production, especially discrete manufacturing. These work will make manufacturing more intelligent and bring benefits to smart factories.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.