
Abstract
With the increase in working time, the geometric errors of a Horizontal Machining Center (HMC) will also increase under load, temperature, and wear conditions, decreasing the machining accuracy. As HMC is a high-accuracy machine tool with a high nonlinear system, there is a complex coupling relationship between errors. Therefore, how to thoroughly evaluate the ability of a machine tool to maintain its machining accuracy with the extension of working time is an important way for HMC to control its machining quality. In this paper, this ability is defined as machining accuracy reliability, that is, under specified conditions, the machine tool can work normally to achieve the corresponding machining accuracy ability. To solve this problem, a new analysis method is proposed for evaluating machining accuracy reliability based on the nonlinear correlation between errors. The nonlinear relationship between machining accuracy and errors was determined using multibody modeling technology. The effect of interaction between errors on machining accuracy reliability was analyzed by introducing and calculating partial correlation coefficients. Finally, the method was validated using a four-axis machine tool.
Keywords
Introduction
Accuracy is a key parameter to evaluate the performance of a machine tool. 1 The machining accuracy of a machine tool is affected by various complex factors. 2 For example, the axial thermal elongation of a motorized spindle is caused by the heat generated by the friction of bearing during the working process. 3 The thermal deformation of a spindle will directly affect the trajectory of tool machining point. With the increase in Abbe error, such a wear will also reduce the machining accuracy.4,5 These errors account for about 50% to 70% of the total machining errors, among which the geometric error accounts for about 40%.6,7 Therefore, it is essential to evaluate the effect of reducing geometric error on machining accuracy to improve the machining quality.
To quantitatively describe the connection between machining accuracy and geometric errors, it is necessary to construct an accuracy model of machine tool. 8 At present, the most widely used modeling methods are based on screw theory and MBS. 9 Based on screw theory, Yang proposed a method to identify and correct position-independent geometric errors of five-axis machine tools. 10 Tian used screw theory to express six-dimensional error vectors and established a general accuracy model for machine tool. 11 Runai used the multibody system (MBS) theory to establish a volume error model of CNC gear hobbing machine. 12 In this study, the MBS theory was applied to perform geometric error modeling.
Machine tools must maintain the ability to control product quality. 13 This capability is defined as machining accuracy reliability, that is, under specified conditions, the machine tool can work normally and reach the required machining accuracy of workpiece. To effectively control the production process, many studies have been conducted on improving the machining accuracy reliability. 14 Hu proposed an accuracy reliability prediction model based on multibody kinematics for heavy machine tools. 15 Based on the principle of error minimization and selecting the optimal modeling parameters, Fei evaluated and predicted the reliability of machine tools. 16 Yang proposed a mathematical model for the transmission error reliability of gear mechanism and conducted an experimental verification using a heavy-duty lathe. 17
However, in most studies on the reliability evaluation of machine tools, geometric errors are not considered interactional under multiple working conditions. 18 There is a nonlinear relationship between geometric errors. 19 Therefore, previous evaluation results are relatively limited. 20 To solve this problem, a new mathematical model is proposed for machining accuracy reliability for Horizontal Machining Center (HMC) based on the mean value first-order second moment of structure reliability. A partial correlation coefficient is introduced to measure the correlation between geometric errors.
To improve the reliability of machine tools, it is essential to carry out a sensitivity analysis of machining accuracy to identify the key geometric errors. 21 Sensitivity analysis can identify and quantify the uncertain relationship between the input and output of complex models. 22 It is divided into local sensitivity and global sensitivity. 23 Based on the measurement uncertainty theory, Li performed the sensitivity analysis of reliability on the angular displacement error of PTT. 24 To optimize the accuracy and cost, Chen proposed a sensitivity analysis method based on errors. 25
In this paper, two mathematical models of sensitivity analysis are proposed. Regarding geometric errors as independent variables, the partial derivative is counted by the performance function of HMC. The local sensitivity of reliability was calculated by introducing the mean value of error. By improving the iterative formula of JC method 26 for calculating the sensitivity of structural reliability and introducing a partial correlation coefficient, the global sensitivity of machining accuracy reliability was obtained.
Establishment of geometric error modeling
Machine tool parameters and structure numbers
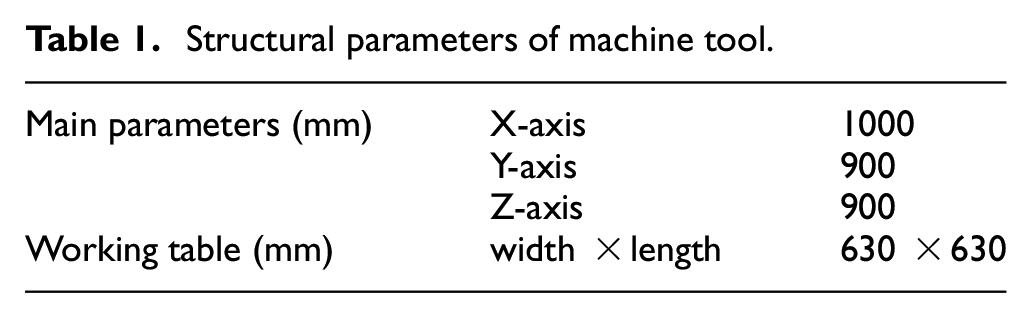
A schematic diagram of the HMC is shown in Figure 1. The stroke ranges of X-, Y-, and Z-axis for a machine tool are shown in Table 1.
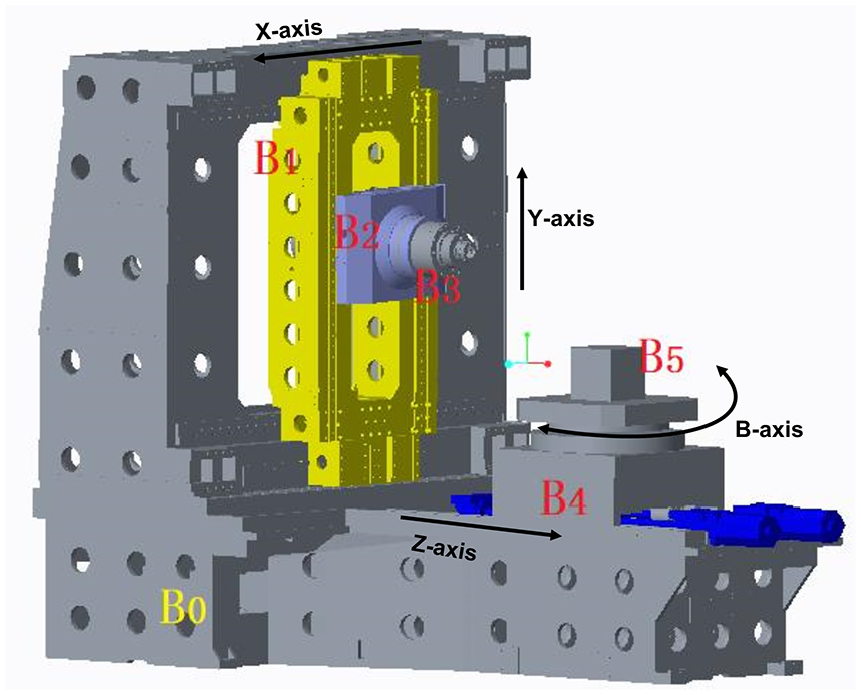
Structural diagram of the HMC.
Structural parameters of machine tool.
Topology structure and description
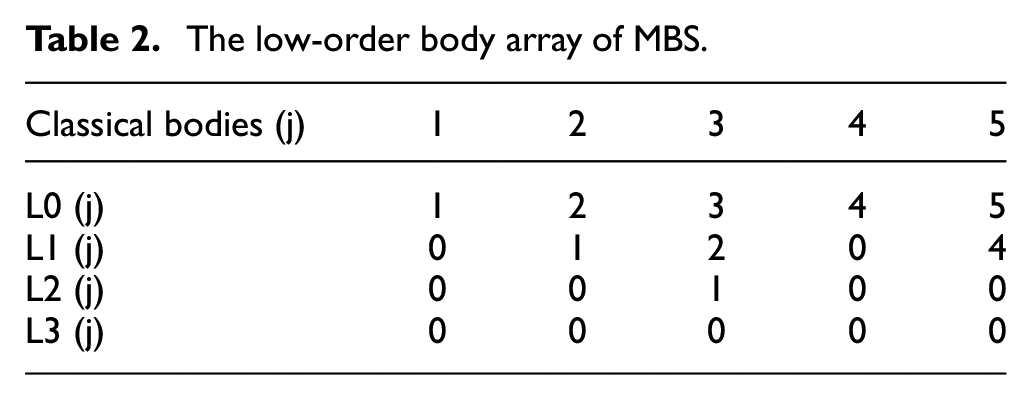
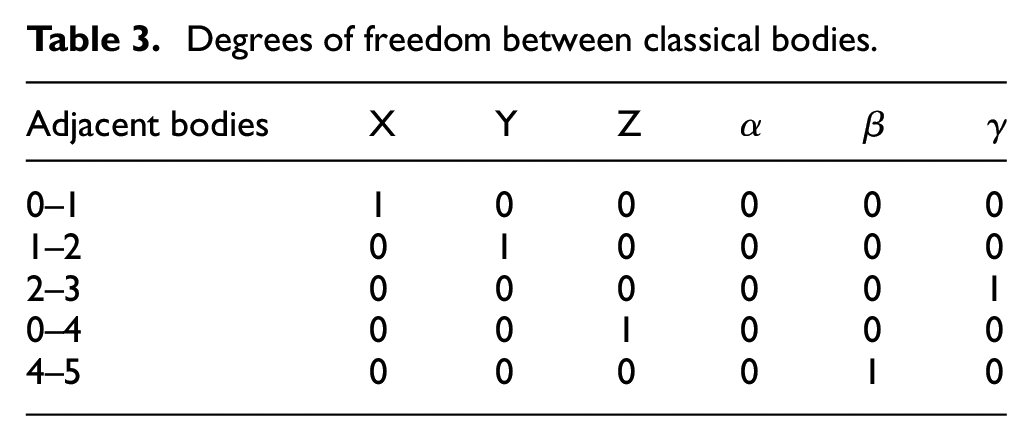
According to MBS theory, each part of HMC can be simplified into several arbitrary classical bodies, and the number of each body is shown in Figure 1. Figure 2 shows the topological structure of motion relationship among bodies. Table 2 shows the low-order body array of MBS. 27 Table 3 shows the constraint states between the parts of MBS, where “0” indicates no degree of freedom and “1” indicates a single degree of freedom.
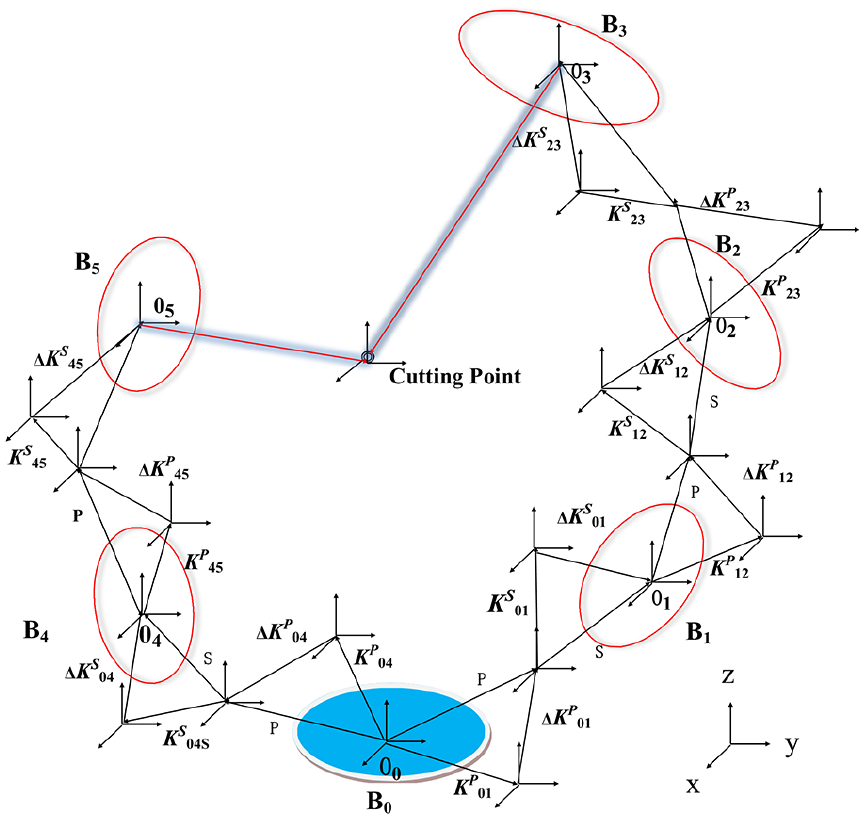
Topological structure of HMC.
The low-order body array of MBS.
Degrees of freedom between classical bodies.
Definitions of geometric error parameters and characteristic matrices
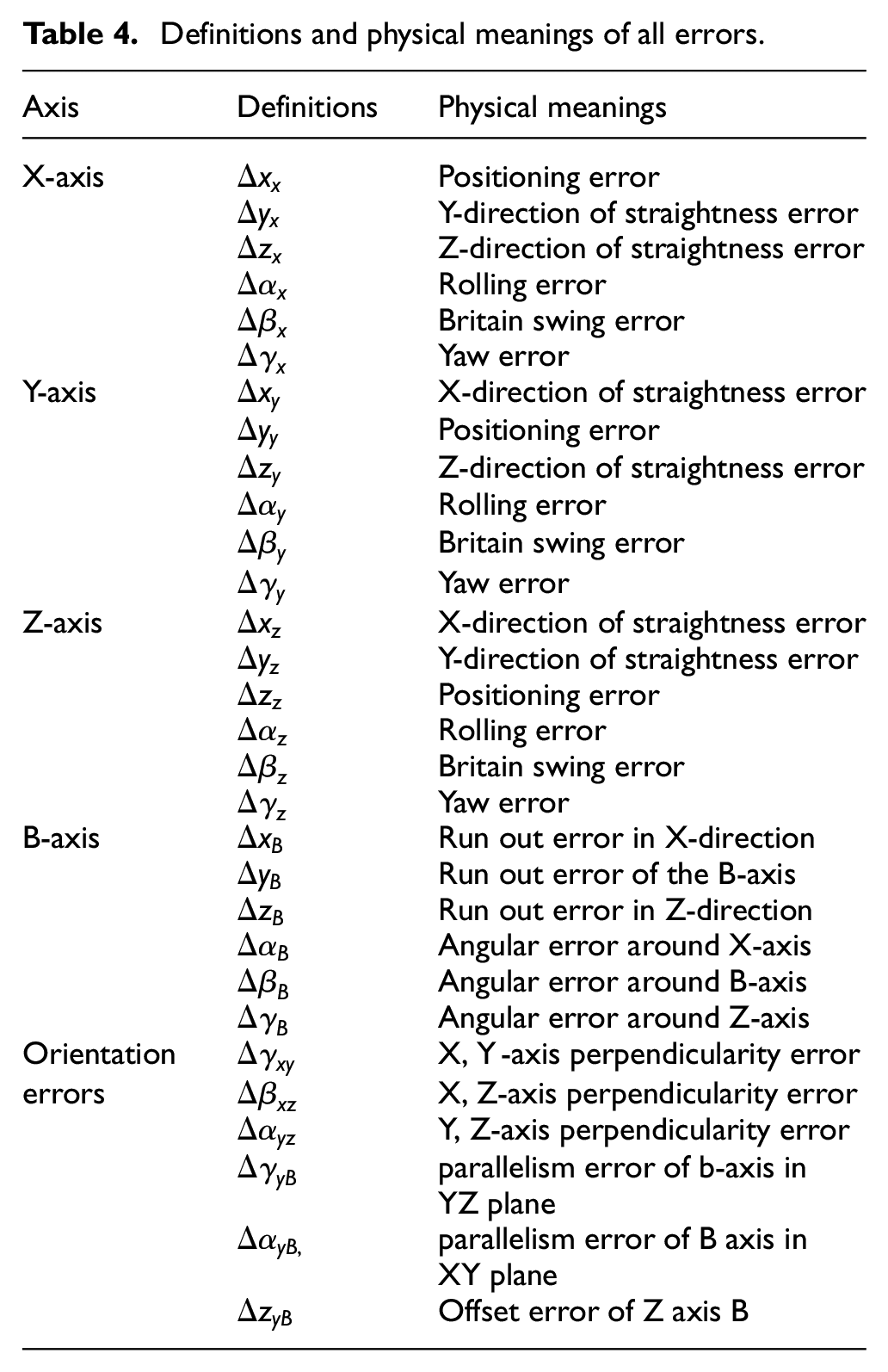
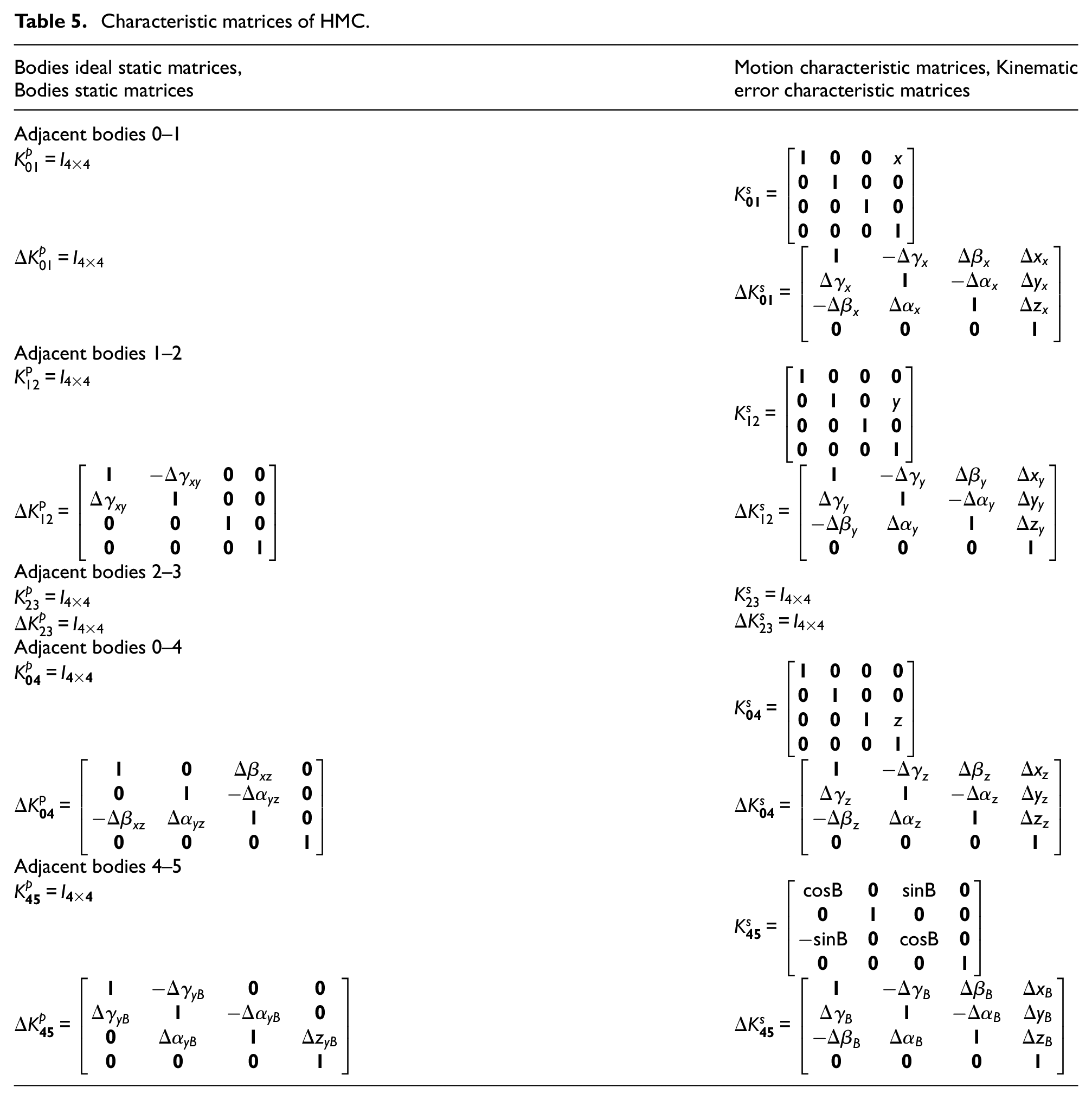
The HMC has three translation units and one rotation unit, a total of 24 position-related geometric errors and 6 position-independent system geometry errors. Table 4 shows the definitions and physical meanings of all errors. The characteristic matrices of HMC are shown in Table 5, where K represents the characteristic matrices, superscript p and s represent static and dynamic, respectively, and the subscripts are adjacent classical bodies.
Definitions and physical meanings of all errors.
Characteristic matrices of HMC.
Relationship between geometric errors and accuracy
Set the coordinates of tool machining point in the tool coordinate system to

The coordinates of workpiece forming point in the workpiece coordinate system are

When HMC works in an ideal state without errors, the tool forming point and workpiece forming point will coincide. Equation (3) shows that the motion constraint equation of machine tool is in the ideal state.

Using equation (3), the ideal coordinate of workpiece forming point in the tool coordinate system expressed by

However, because of the existence of geometric errors, the running track of the tool will deviate from the ideal position point specified by the instruction. Therefore, equation (5) representing the motion constraint equation in the actual state can be written as follows 28 :

Where


Therefore, the actual coordinate of workpiece forming point in the tool coordinate system expressed by

According to the characteristic matrices shown in Table 5, the comprehensive geometric error model of HMC expressed by IE can be obtained, as shown in equation (9).

Analogously, the general geometric error modeling for HMC can be obtained.

Here,
Geometric error data and digitalfeatures analysis
The machining space composed of the running track of motion axis in X, Y, and Z directions can be regarded as a space cuboid. Based on nine-line measurement theory, the geometric errors of 33 measuring points in the machining space were measured using an XD laser measurement system. 29
By fitting the measured data, the approximate probability distribution of each error can be obtained. Take the data of
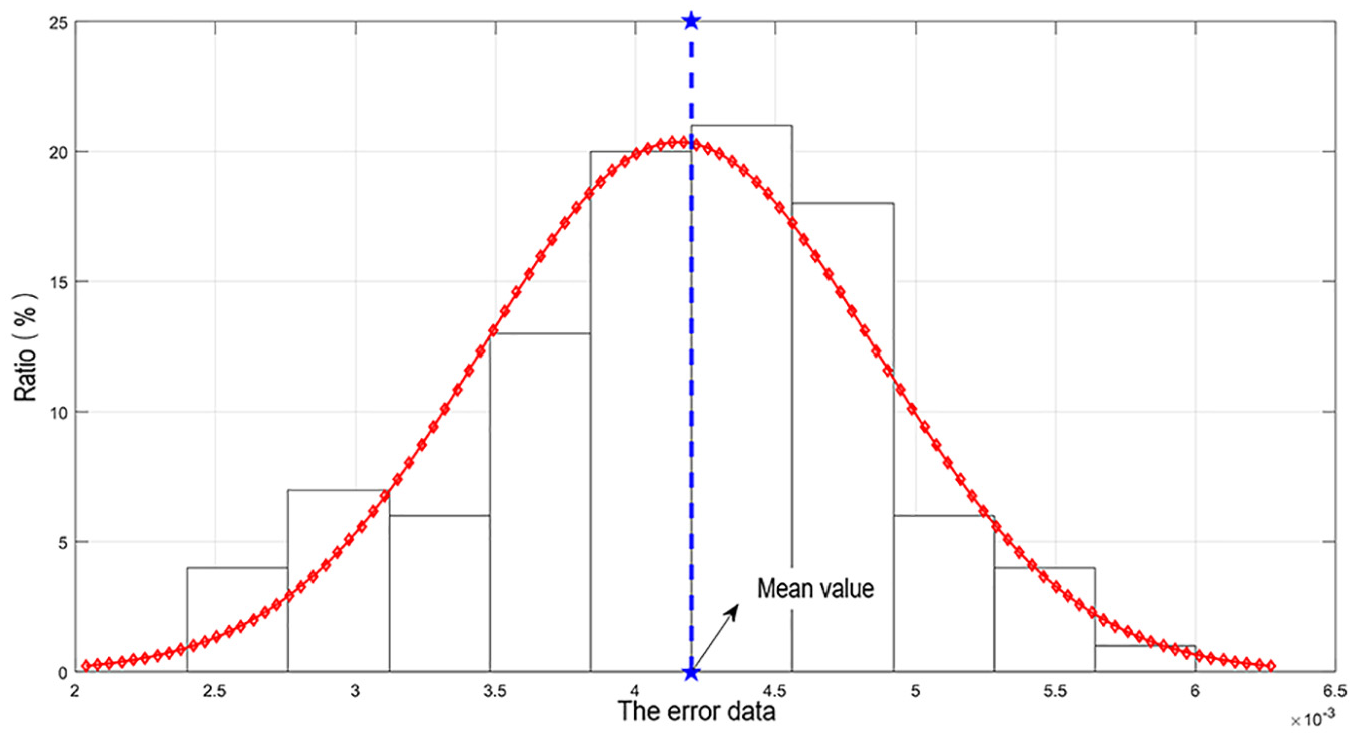
Error data simulation diagram.
Digital features of all errors.
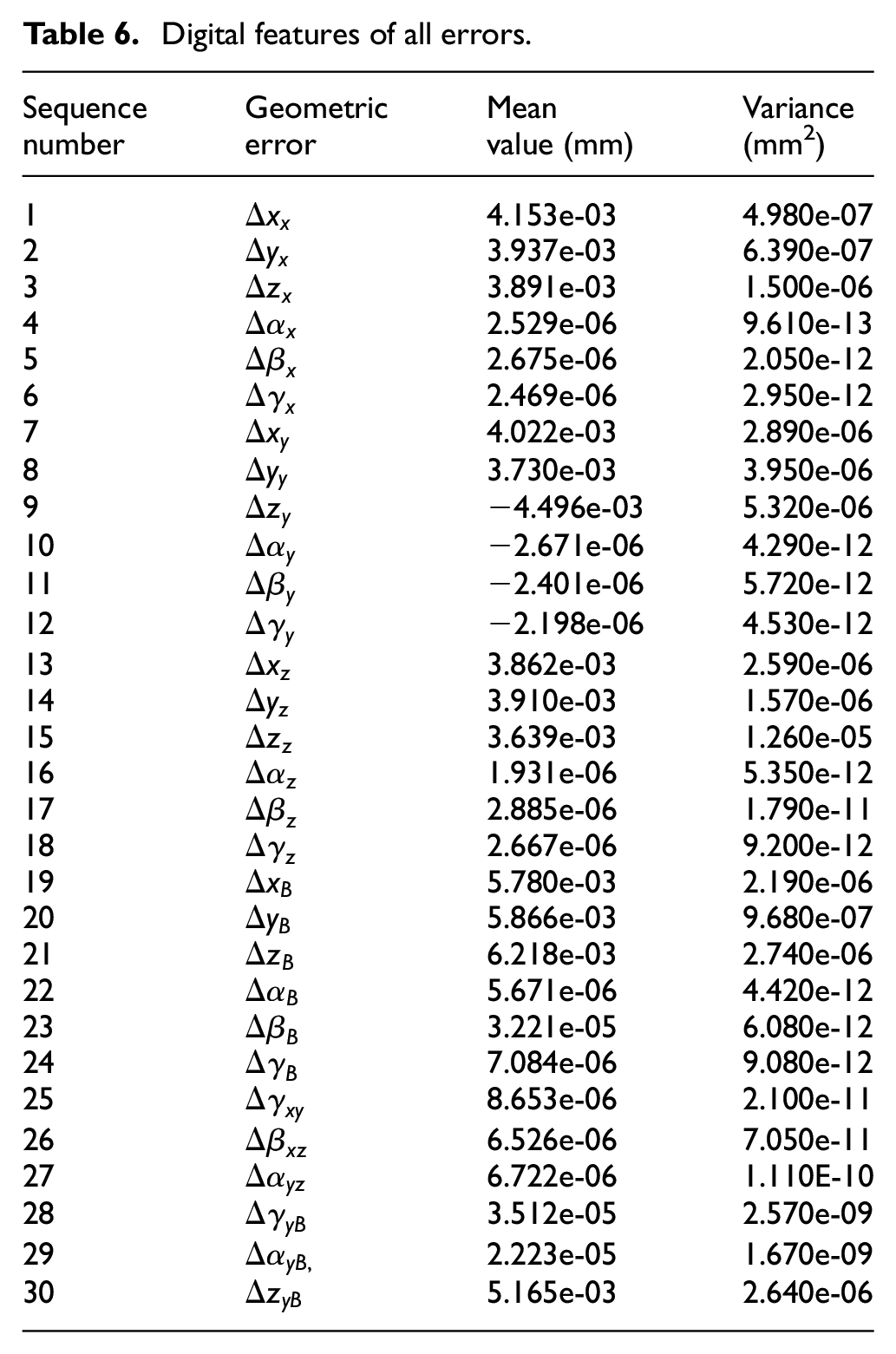
For a random variable

The covariance matrix of random variable Q can be expressed as the sign
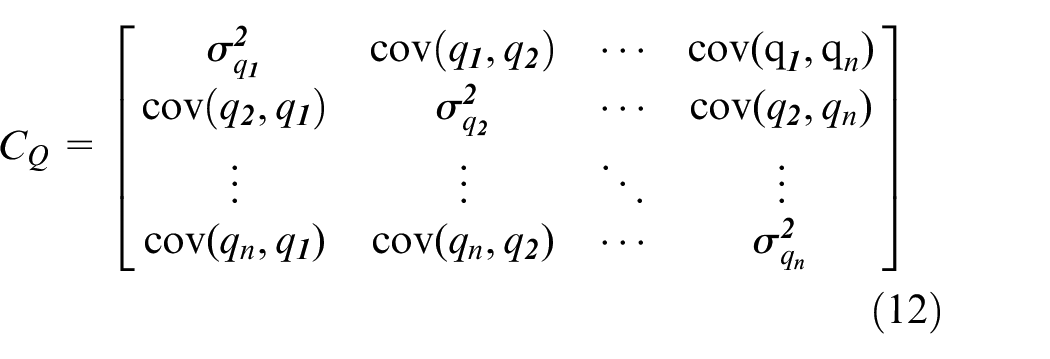
With
Machining accuracy reliability analysisof HMC
Geometric error correlation analysis
The geometric errors correlation is objective. 31 Many methods have been developed to describe the correlation between variables, such as Pearson correlation coefficient method, Spearman correlation analysis, and partial correlation analysis. Chen used the Spearman rank correlation method to evaluate the relationship between a single error parameter and the tool attitude error of the entire sampling space, and ten key errors with a large absolute correlation coefficient were calculated and selected. 32 Based on a partial correlation analysis, Fan established a multiple regression model of thermal error for CNC machine tools, improving the accuracy of error modeling. 33
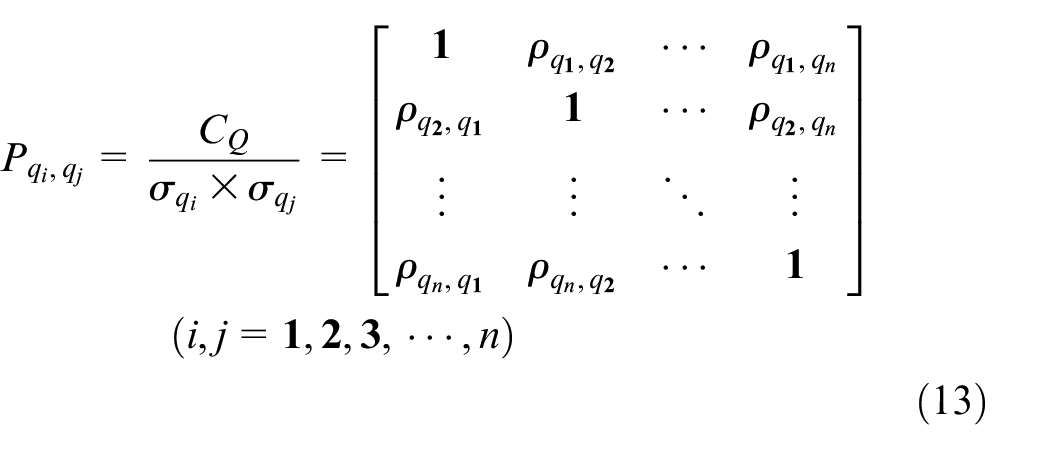
In multivariate analysis, Pearson coefficients often fail to reflect the essential relationship between variables. Partial correlation analysis is conducted to calculate the correlation between two variables after controlling the effect of other variables on them.
34
Therefore, partial correlation was selected in this study to analyze the correlation between errors.

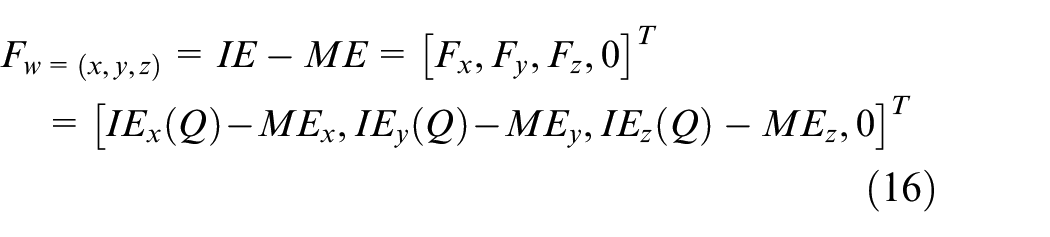
Constructing performance function
When evaluating the effect of geometric errors on the machine tool,

The maximum permissible error matrix of machine tool can be written as
Machining accuracy reliability calculation
In this paper, based on the mean value first-order second moment of structure reliability, a new method is proposed for calculating the machining accuracy reliability by considering the correlation between geometric errors and the nonlinearity of machine tool system, and a partial correlation coefficient is introduced. Taking the X-axis as an example, a mathematical model for calculating the reliability of X-axis can be written as follows:

where
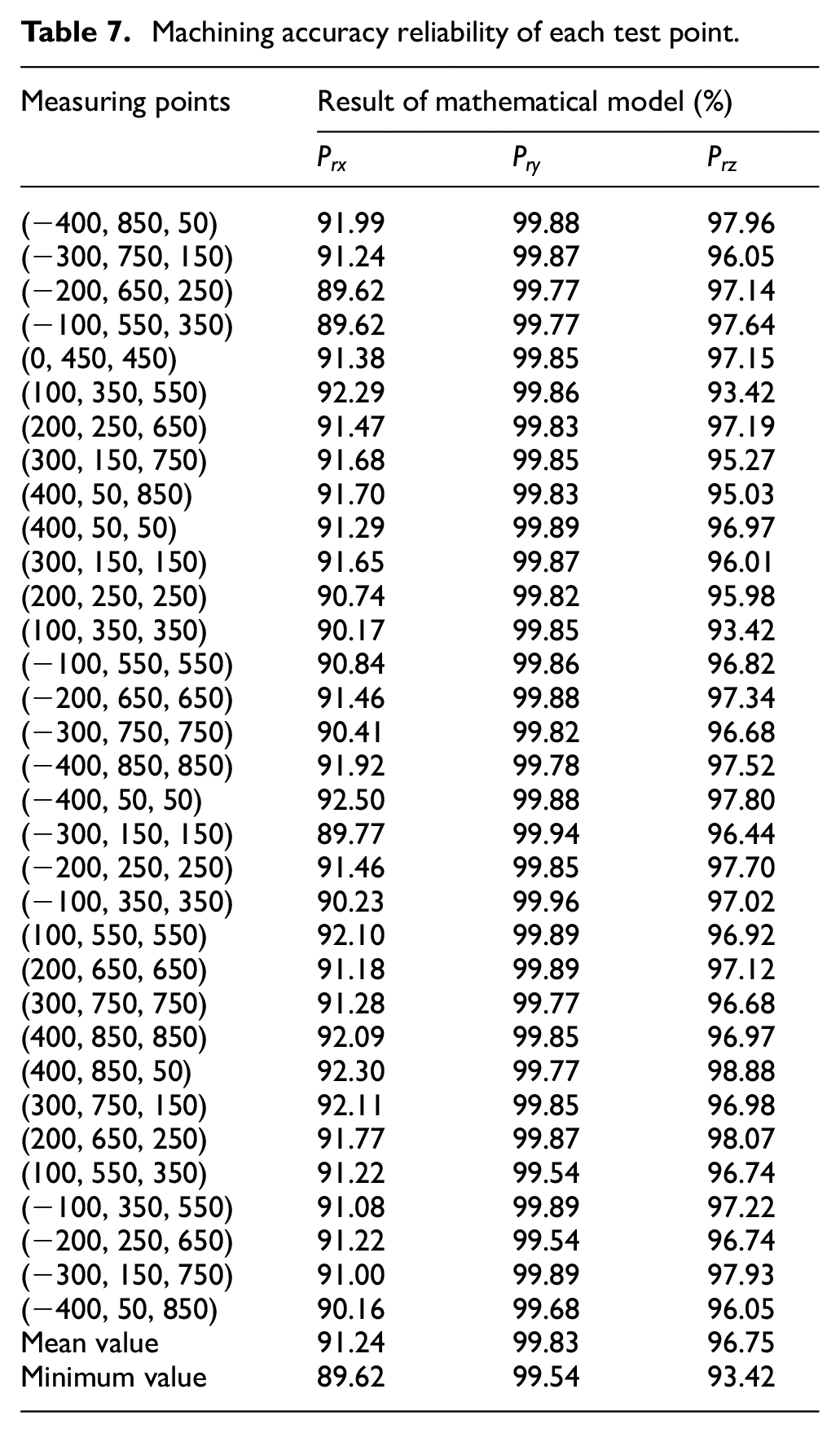
Through the reliability mathematical modeling proposed above, combined with the digital features of geometric errors, the machining accuracy reliability of each measuring point on the X-, Y-, and Z-axes can be obtained. The results are shown in Table 7.
Machining accuracy reliability of each test point.
Sensitivity analysis of machining accuracy reliability
Because the orientation errors can be controlled artificially during machine tool manufacturing and assembly, only 24 geometric errors related to the position of machine tool are considered here.
Local sensitivity analysis of Reliability
Without introducing a partial correlation coefficient, equation (19) represents the local sensitivity mathematical model of a single geometric error to machining accuracy reliability at any measuring point and in a certain direction. The meanings of

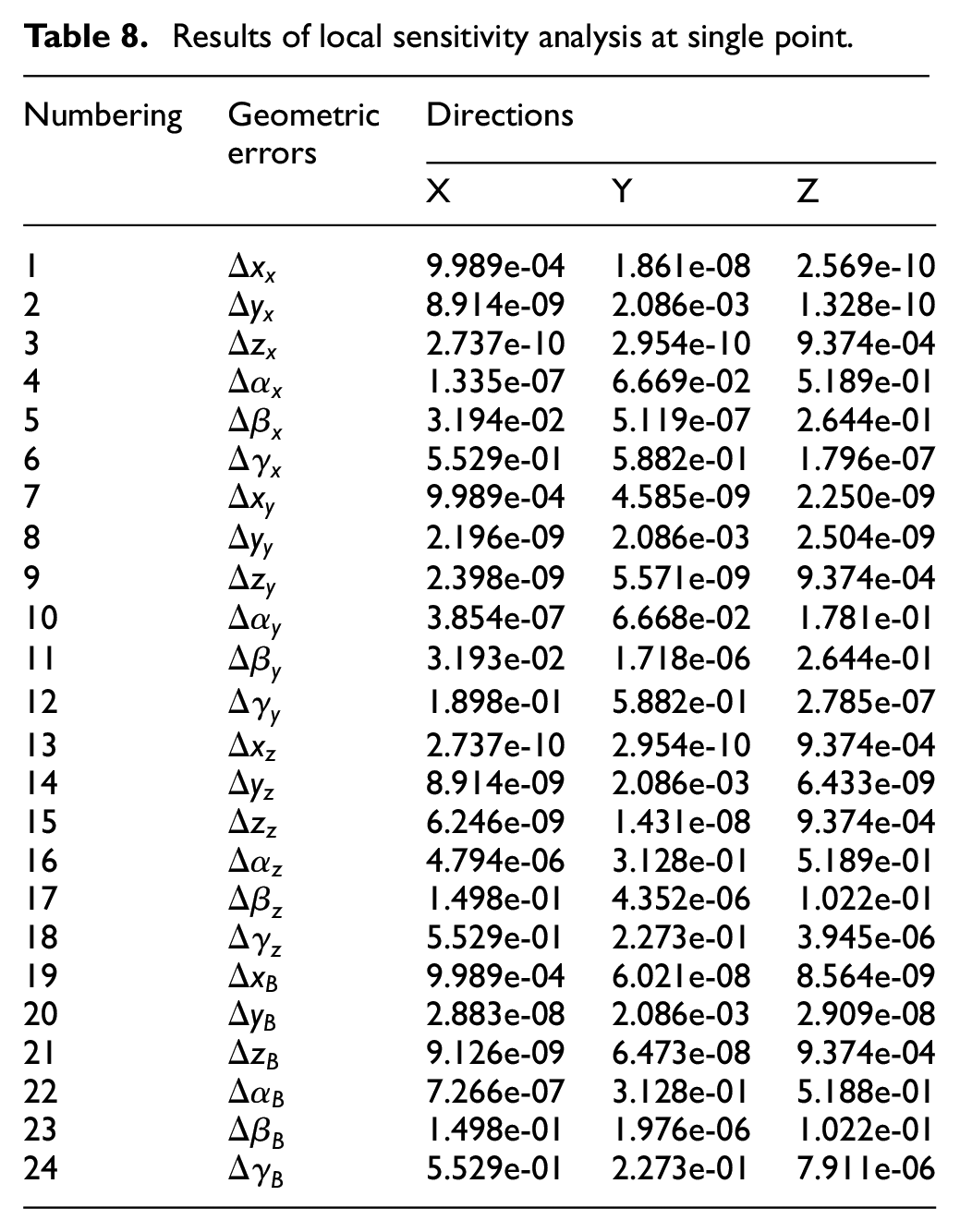
Taking the measurement point (200, 250, 250) as an example, Table 8 shows the calculation result of equation (19) at this point. At the same time, to make the analysis results more intuitive, the results are shown in Figure 4. The results of equation (20) are shown in Figure 5.
Results of local sensitivity analysis at single point.
Local sensitivity analysis of reliability at point (200, 250, 250).
Local sensitivity analysis of reliability for the entire workspace.
Global sensitivity analysis of reliability
Based on the iterative formula of structural reliability sensitivity in JC method, the original formula was improved by introducing a partial correlation coefficient to reflect the coupling relationship between errors. A new mathematical model is proposed to analyze the global sensitivity of each error. Equation (21) shows the global sensitivity of a single geometric error to machining accuracy reliability at any measuring point and in a certain direction.
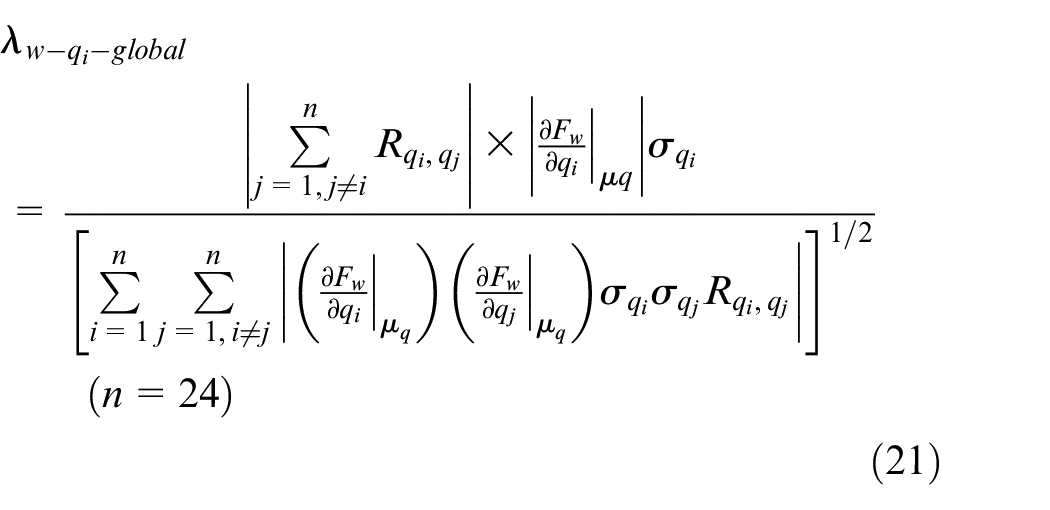

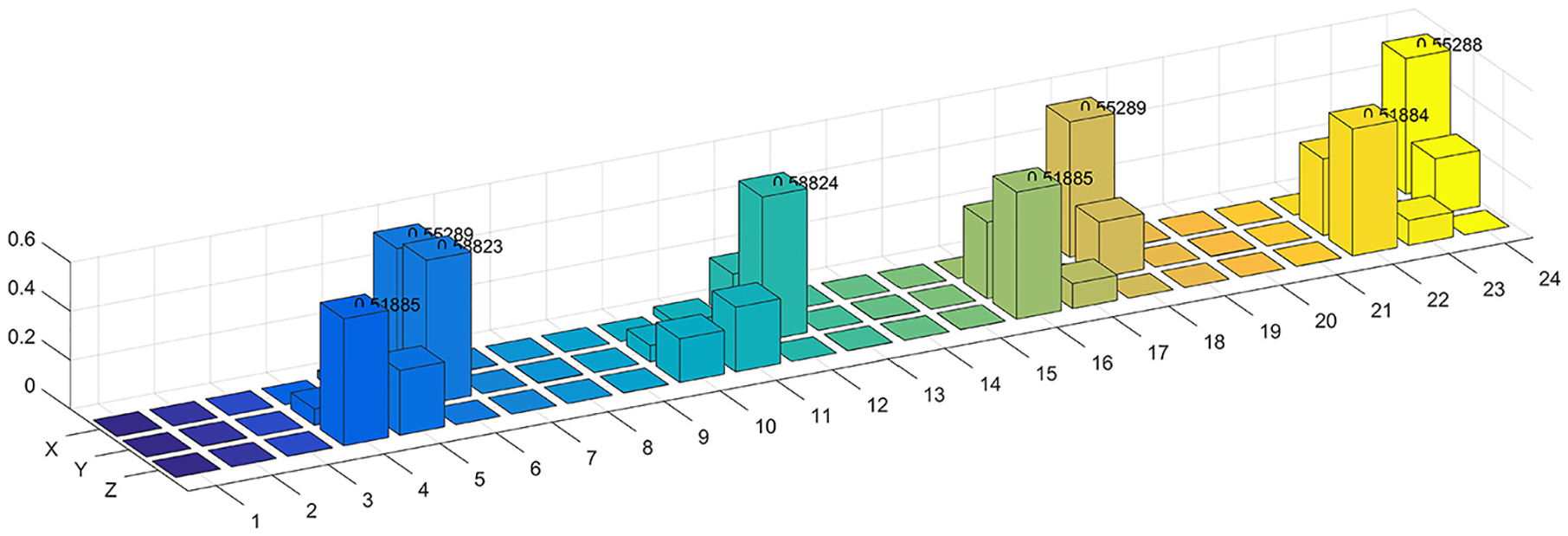
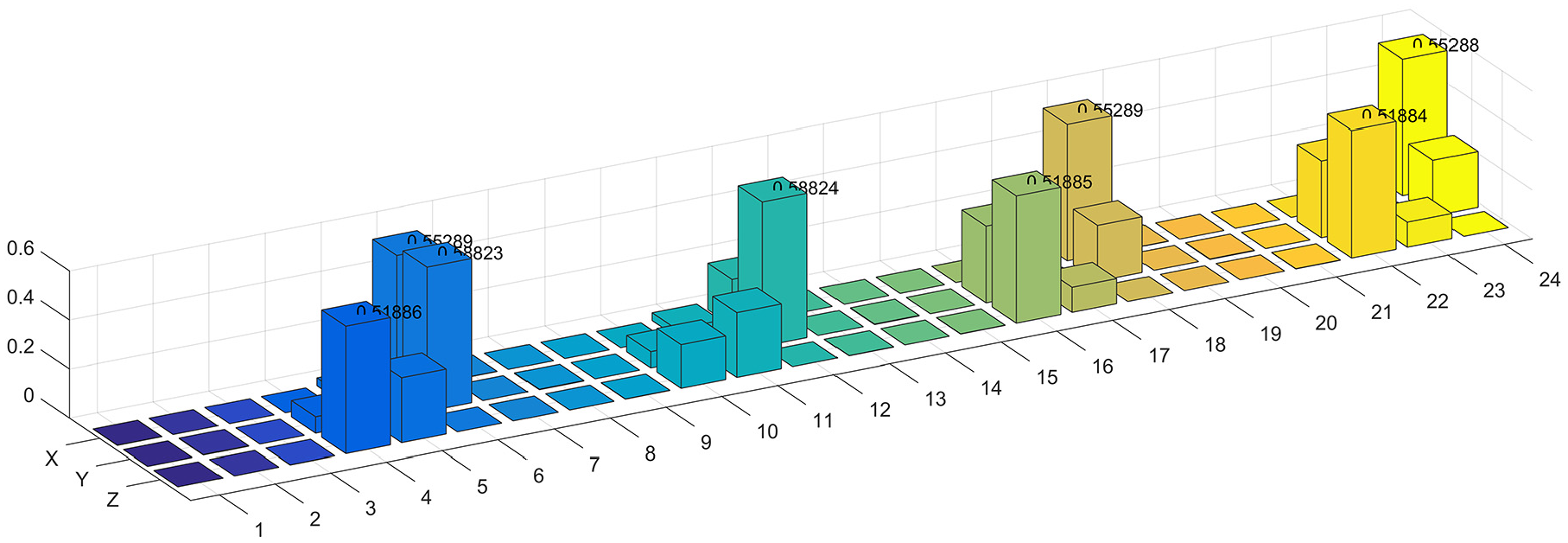
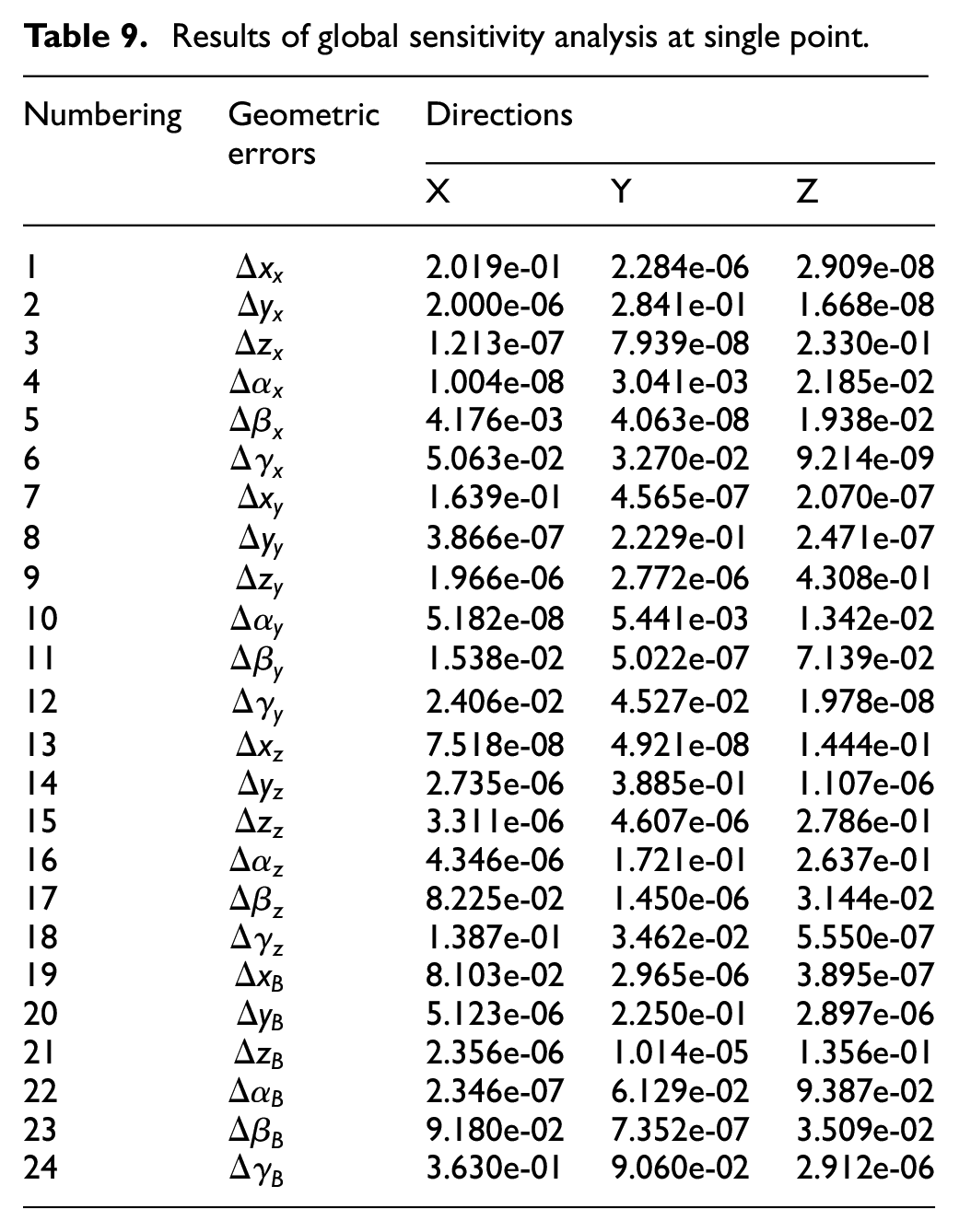
Similarly, taking the measurement point (200, 250, 250) as an example, the analysis results of equation (21) are shown in Table 9 and Figure 6. The results of equation (22) are shown in Figure 7.
Results of global sensitivity analysis at single point.
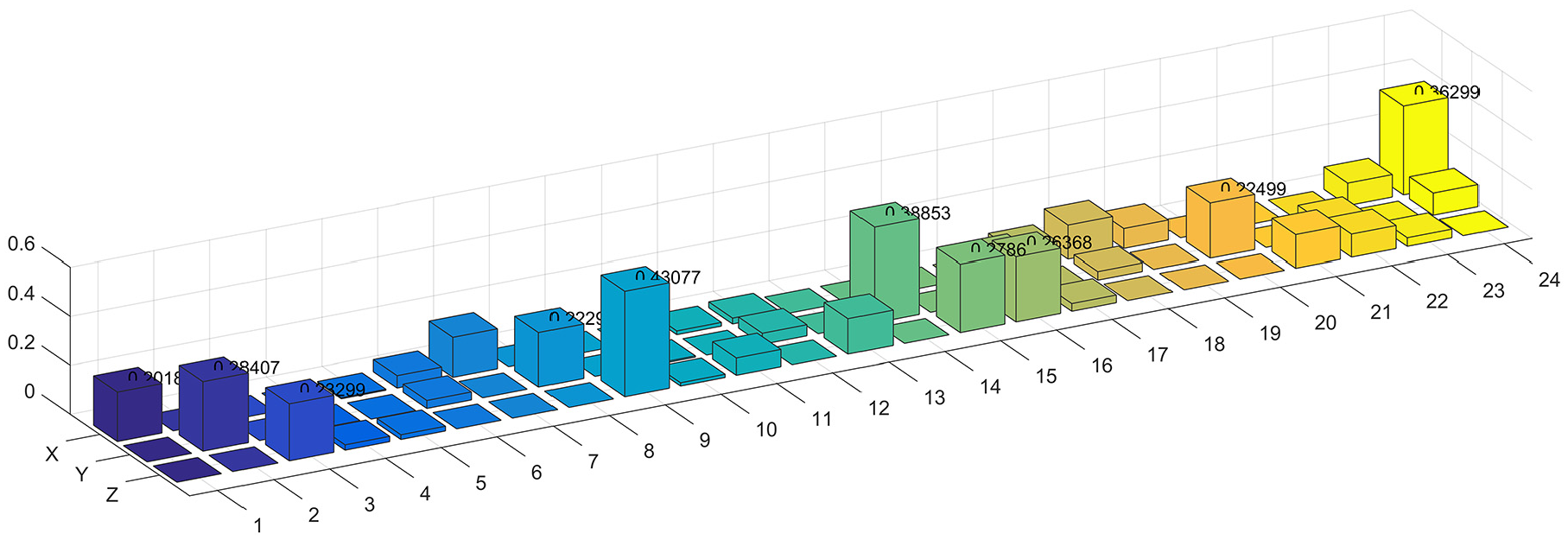
Global sensitivity analysis of reliability at point (200, 250, 250).
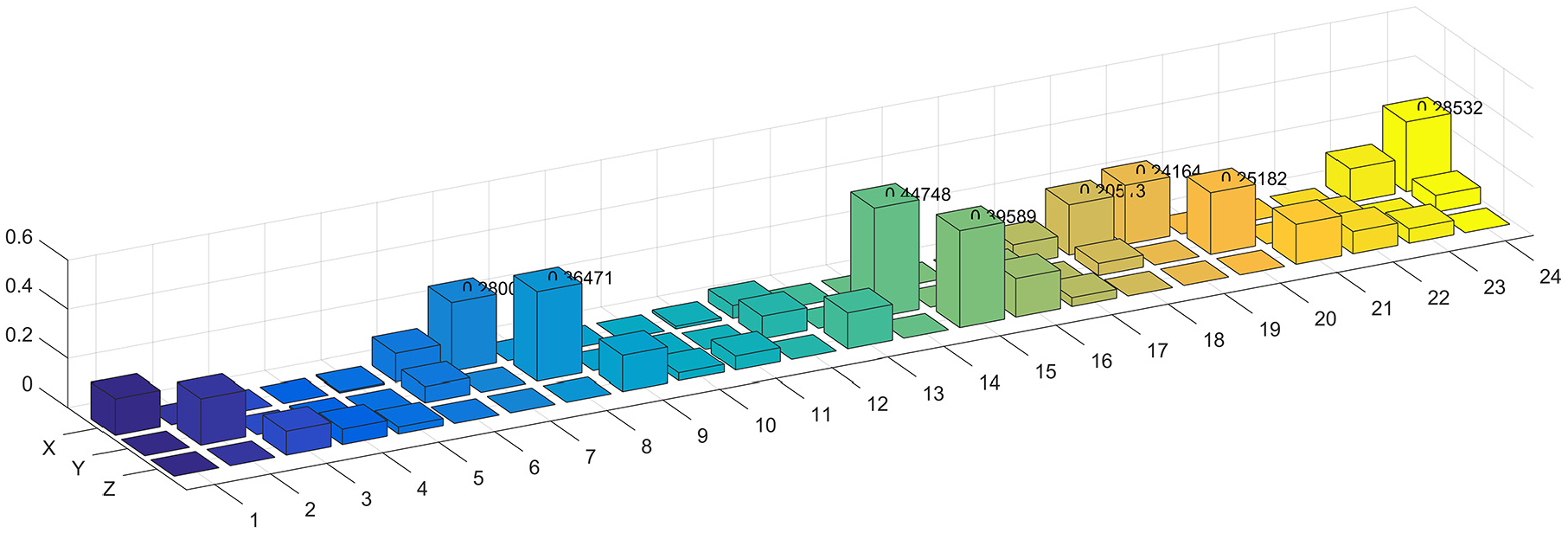
Global sensitivity analysis of reliability for the entire workspace.
According to the sensitivity analysis results shown in Tables 8 and 9 and Figures 4 to 7, the following conclusions can be drawn.
When considering the geometric error independent action, Figures 4 and 5 show that the local sensitivity analysis results of the respective measurement points are the same. The key geometric errors of HMC are
Considering the complex correlation of geometric errors, that is, considering the geometric errors interacting with each other, Figure 6 shows that at the measurement point (200, 250, 250), the maximum effect on the machining accuracy reliability of machine tool is the mean value of
Application and improvement
To verify the theoretical model presented in this paper, a CNC machine tool was used for the machining of a specific part. Figure 8 shows the machining site.
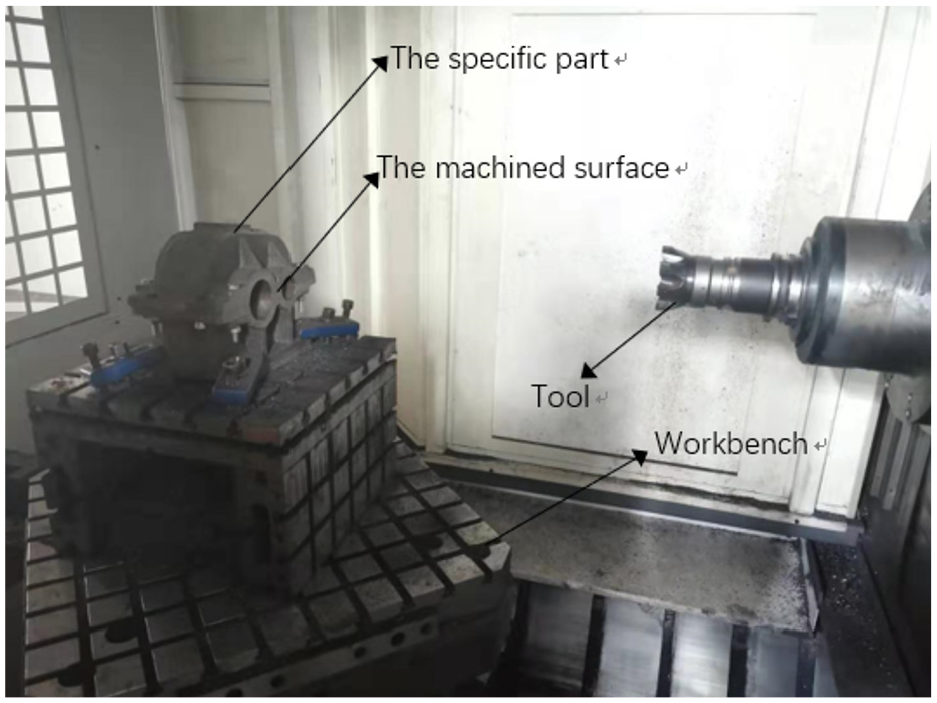
Onsite machining map.
For the selected machine tool, only the machining surface of reduction gearbox shown in Figure 8 needs to be processed. This machining cycle lasts about 7 months and works 10 h a day. The geometric errors of HMC were measured every 700 h, and statistical analysis was performed. At the same time, each group of measured data was substituted into the mathematical model proposed in this paper. The reliability calculation results of machine tool are shown in Table 10.
Results of machining accuracy reliability.
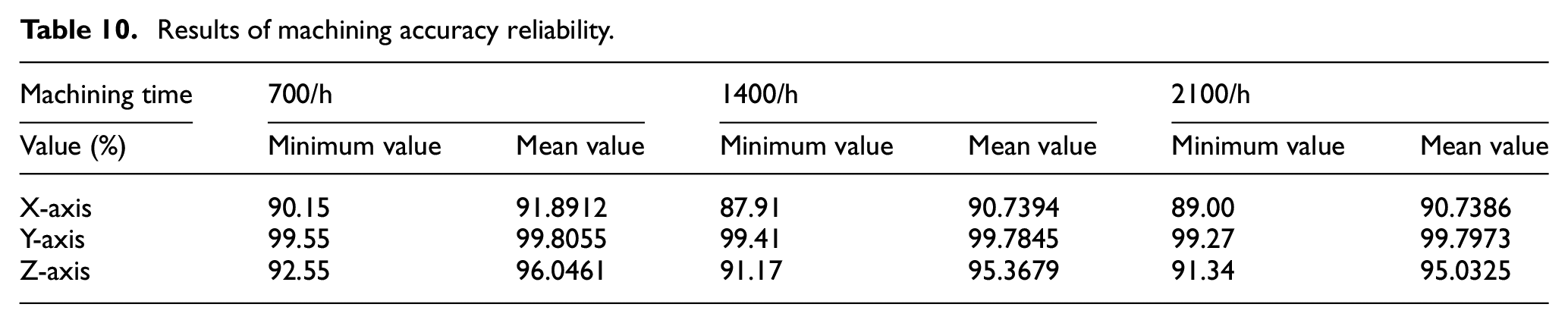
Table 10 shows that the reliability of machine tool decreases with the increase in working time, and the X- and Z-axes are obviously deteriorated. Therefore, the X- and Z-axes are mainly improved. Because the geometric accuracy of components for HMC will affect the geometry errors, according to a literature survey, Table 11 shows the relationship between accuracy parameters of motion axis and key geometric errors. 35
Mapping of key geometric errors with accuracy parameters.
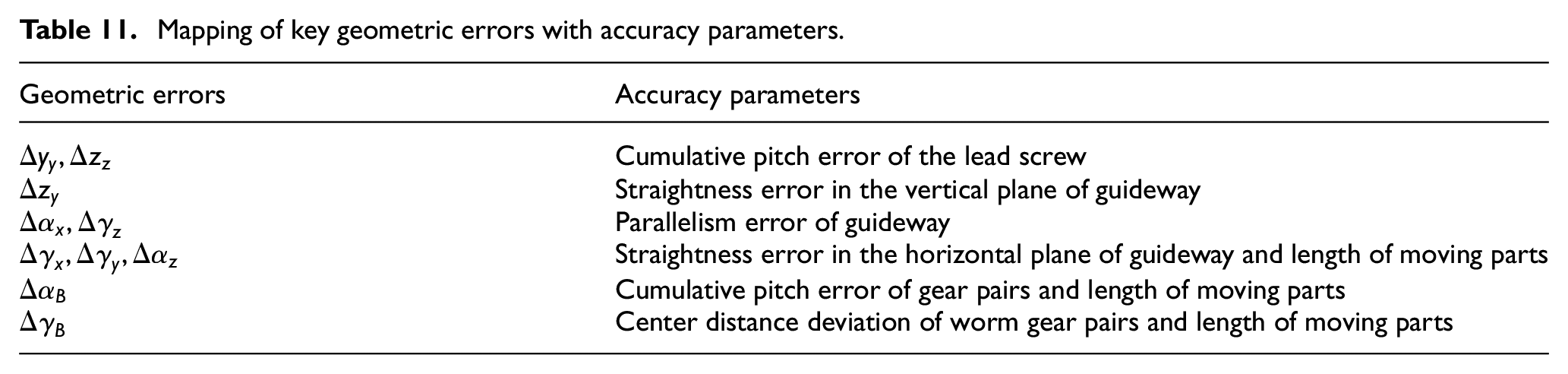
In addition, considering that the motion axis is a double screw drive system, inconsistent motion acceleration between the two lead screws directly affects the geometric error. Therefore, according to the sensitivity analysis results and mapping relationship, the following measures can be taken to improve the HMC: (1) The acceleration sensor is arranged to monitor the asynchronous movement of double-screw caused by wear during the operation of machine tool, so that the double-screw with the closest movement is selected. (2) Improve the parallelism and plane straightness of X-guideway. (3) Improve the straightness of horizontal surface of Z-guideway. (4) Replace the B-axis with a higher precision screw.
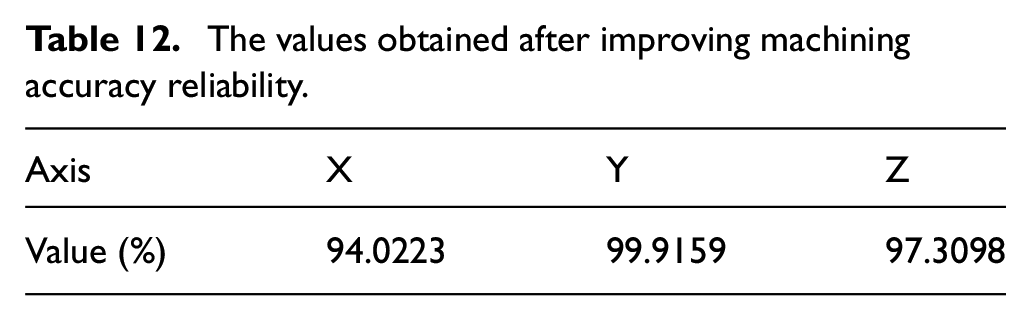
The reliability of each axis for the entire workspace after the improvement was analyzed. As shown in Table 12, through comparison, the machining accuracy reliability of X- and Z-axes was found to be obviously improved. Thus, the sensitivity analysis method proposed in this study for machining accuracy reliability is valid and feasible.
The values obtained after improving machining accuracy reliability.
Conclusion
This study introduced a partial correlation coefficient and proposed a mathematical model for machining accuracy reliability to evaluate and improve the ability of machine tools to maintain machining accuracy. From the local and global effect of geometric errors, a sensitivity analysis of reliability was carried out to determine the crucial geometric errors with the maximum effect on the machining accuracy. The analysis results show that the geometric errors can be corrected in a targeted manner.
Although some improvements were made, it should be pointed out that a machine tool is started under quasi-static conditions. The axial acceleration, the error caused by dynamic load, and the dynamic fluctuation caused by thermal errors are not considered. Therefore, further study of geometric errors under actual working conditions has great practical significance.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Science and Technology Major Project (2018ZX04033001-003), National Natural Science Foundation of China (51975012), and Beijing Nova Programme Interdisciplinary Cooperation Project (No. Z191100001119010).