
Abstract
In this article, graphite-reinforced Al2O3 ceramic materials were prepared by directed laser deposition. The effects of graphite addition (3–12 wt.%) on the phase composition, microhardness and fracture toughness of Al2O3 ceramics were studied. The results showed that the process was beneficial for maintaining uniform mixing of graphite and ceramics and thus could avoid the delamination caused by the difference in their densities. When adding 6% and 9% graphite, there were fewer internal defects in the samples, and no obvious new phase was generated after adding more graphite. The microhardness of 6% and 9% graphite-reinforced Al2O3 ceramics reached 18.84 and 18.86 GPa, respectively, and it was close to that of pure Al2O3 ceramics. The microhardness of all graphite-reinforced Al2O3 materials was lower than that of pure Al2O3 ceramics, but the value increased first and then decreased with addition of more graphite. The change in microhardness was similar to the trend of the number of defects, thus, these newly forming defects were an important factor affecting the microhardness. With an increase in graphite addition, the fracture toughness increased gradually. Furthermore, the fracture toughness reached 5.89 MPa m1/2 at 12% graphite addition, which was higher than 4.82 MPa m1/2 of pure Al2O3 ceramics. Adding more graphite was beneficial in enhancing the deflection and pinning of the graphite particles against cracks, resulting in higher fracture toughness. Graphite can improve the fracture toughness of Al2O3 ceramic, prepared by directed laser deposition, and the method can solve the uneven distribution caused by the difference in densities between the two powders. This also provides a new idea for the rapid manufacture of high-toughness ceramic parts at lower cost.
Introduction
With the increasing requirements for high-temperature performance of aircraft parts in the aerospace industry, oxide ceramics represented by Al2O3 and ZrO2 have shown extremely important application prospects.1,2 Among them, Al2O3 ceramic has the characteristics of small density, high hardness and high temperature stability, and it shows good development potential in the core parts such as high-active cooling components and aeroengine hot-end components.3–6 At present, Al2O3 ceramic has been used in space shuttle thermal insulation tiles and flexible insulation materials, as well as reinforced metal-based and ceramic-based composite materials, including supersonic jet aircraft nozzles and rocket engine gaskets.6,7 However, since Al2O3 is a highly brittle material, it is prone to instantaneous brittle fracture during the service process, which seriously restricts its further development in the strategic field. Fortunately, adding a reinforced phase with high strength and toughness to alumina ceramics can improve the fracture toughness of alumina ceramics. According to some previous reports, the current toughening methods mainly include particle dispersion toughening,8–10 transformation toughening, 11 whisker toughening, 12 continuous fiber toughening 13 and composite synergistic toughening. 14 At present, with the increasing use of carbon materials, graphite,15,16 graphene,17–19 SiC20–22 powders have become priority materials for the enhancement. To develop toughened and anti-friction ceramic composites, Akhtar et al. 15 fabricated a series of samples including standalone Al2O3, single inclusion composites (Al2O3/SiC, Al2O3/CBN) and hybrid composites (Al2O3/SiC/CBN, Al2O3/SiC/TiO2 and Al2O3/SiC/graphite) by spark plasma sintering (SPS). Akhtar et al. 15 found that fracture resistance and particle size of the second-phase inclusion were the most significant factors to affect the fracture toughness of ceramic composites. Ahmad et al. 17 prepared graphene nano-sheets (GNS)-reinforced Al2O3 nanocomposites by a rapid sintering route. The microhardness and fracture toughness values simultaneously increased due to efficient GNS incorporation and chemical interaction with the Al2O3 matrix grains.
Among the carbon materials such as graphite, graphene and carbon nano-tubes, graphite shows high chemical stability at high temperature, excellent corrosion resistance, thermal shock resistance and cheap. Thus, graphite materials have been widely used in energy and chemical industries,23,24 it is also one of the preferred reinforcement materials. However, due to the poor physical compatibility of graphite and ceramic materials, traditional preparation techniques are difficult to achieve effective addition, which seriously restricts the application of carbon materials in ceramic toughening technology. Directed laser deposition (DLD) technology has fewer material limitations and faster solidification in the forming process,25–29 which is suitable to the realization of “metallurgical” forming of graphite and ceramic materials. Furthermore, DLD is one of the effective means to solve the poor compatibility between graphite and ceramics.
In this article, the process of preparing graphite-reinforced Al2O3 ceramic thin-walled parts by DLD was explored, and the macroscopic morphology and microstructure of the samples were analyzed. The microhardness and fracture toughness of the samples were tested. In addition, the effects of different graphite contents on the microstructure and properties of Al2O3 ceramic were studied.
Experiments and methods
Experimental materials and equipment
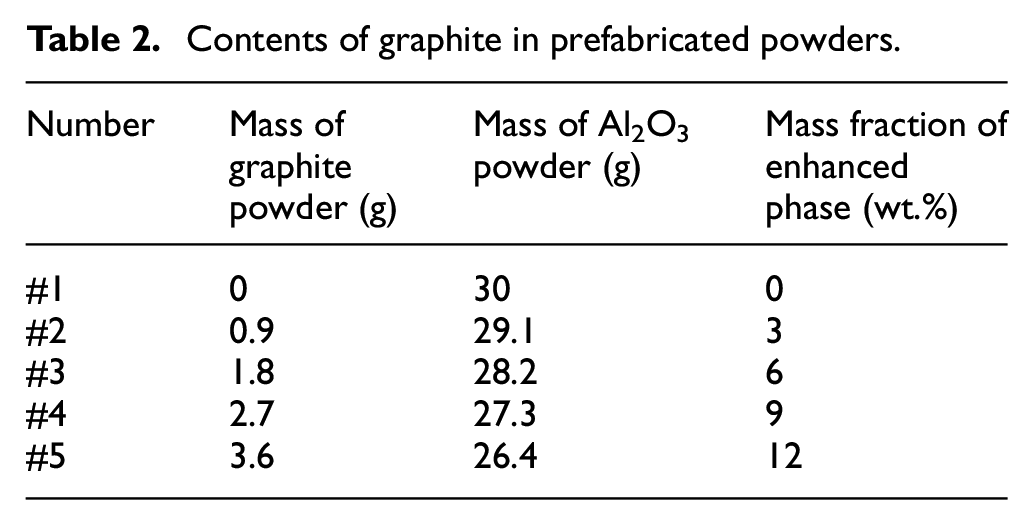
The Al2O3 ceramic substrate was washed using ethanol and air dried before deposition. The size of the spherical Al2O3 ceramic powder was approximately 45–90 μm, whereas the size of the flat graphite powder was approximately 15–50 μm. Their physical parameters were summarized in Table 1, there was a clear density difference between Al2O3 and graphite. According to the mass ratio shown in Table 2, the mass fractions of graphite contents were 0%, 3%, 6%, 9% and 12% by premixing, and the microscopic morphology of the mixed powder is presented in Figure 1. In addition, the five groups of mixed powders were dried at 120 °C for 4 h to improve their fluidity in the powder feeder. A schematic diagram of the DLD system is presented in Figure 2. It is mainly equipped with a laser system, a powder feeding system, a five-axis computer numerical controlled (CNC) machine tool motion platform and a cooling system. Among them, the maximum power of the Nd:YAG laser was 1000 W for melting a specific powder. In addition, high purity argon gas was used to deliver the mixed powder and provide a protective gas atmosphere to the area near the molten pool. According to the preliminary research results, the laser power P selected in the experiment was 300 W, the scanning speed v was 300 mm/min, and the Z-axis lifting amount
The physical parameters of Al2O3 powder and graphite powder.

Contents of graphite in prefabricated powders.
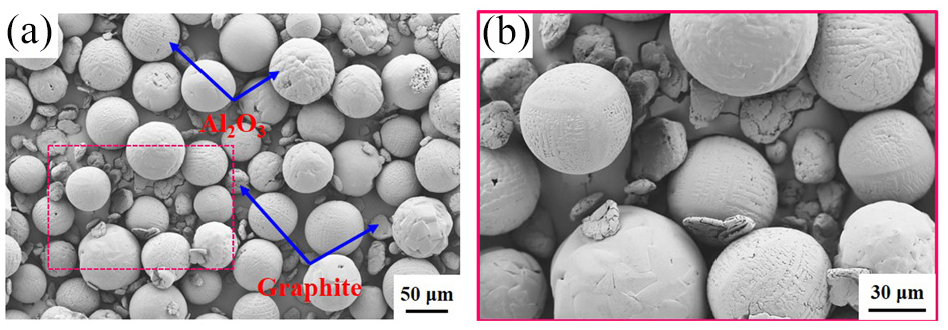
SEM images of 6% graphite and Al2O3 ceramic mixed powder: (a) low magnification diagram and (b) high magnification diagram.
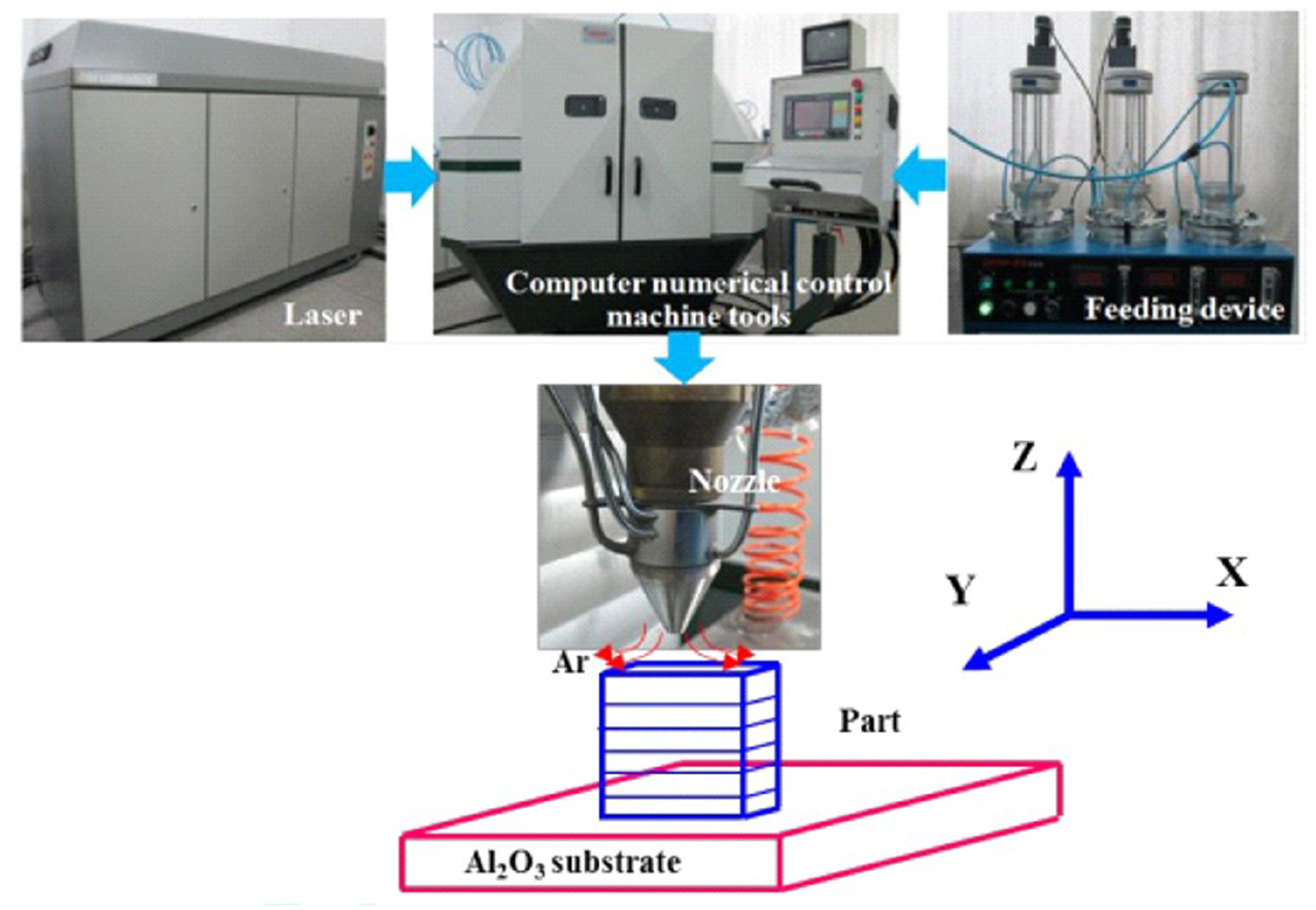
The schematic diagram of the DLD system.
Detection method
The longitudinal section (XZ section) of each thin-walled part was used to observe the microstructure and test mechanical properties. Metallographic observation samples were prepared according to standard sample preparation procedures. The microhardness of the specimens was measured using a MVS-100Z micro Vickers hardness tester with a load of 9.8 N and a dwell time of 15 s. Microhardness and fracture toughness were measured based on the indentation method according to ASTM C1327-99 standard. 30 For each specimen, five indentations were conducted to obtain average values and the microhardness was calculated by equation (1).30,31 To evaluate the toughening effect of graphite-reinforced Al2O3 ceramics, the fracture toughness values of these samples were measured. The fracture toughness was calculated by equation (2). 32 Phase identification was performed by X-ray diffraction (XRD) with Cu Kα radiation, and the step size was 0.02° with 2θ range of 20°–100°. Microscopic features such as micro-morphology, microstructure distribution and pore defects were observed by a SUPRA 55 scanning electron microscope (SEM)

where HV is Vickers hardness (GPa), P is loading force (N), d is the length of indentation diagonal (μm)

where l is the crack length (μm), a is the half-length of the diagonal length (μm), E is the elastic modulus (MPa) and Φ is the constraint coefficient.
Results and discussion
Macro-morphology
The macro-morphology of these prepared samples with different graphite contents is shown in Figure 3. After adding graphite particles, the color of these samples gradually turn black. Furthermore, the overall black distribution is relatively uniform, indicating that the density difference between the two materials do not seriously affect the uniformity of this process. The samples formed were saddle-shaped with relatively a smooth surface. In addition, the accumulated lines between the two adjacent deposit layers are clearly visible. In contrast, the density of graphite powder is approximately 60% of Al2O3 ceramic. It is found that the graphite particles floating time t in the molten pool is approximately 10−2 s calculated according to equation (3). In the DLD forming process, it can be predicted that the solidification time of the single layer was not more than 10−2 s magnitude. Therefore, it is considered that the DLD process is advantageous for maintaining uniform mixing of graphite and Al2O3 ceramics, and can avoid delamination caused by density differences

where t is the approximate floating up time of graphite (s), h is the floating height of graphite (mm),
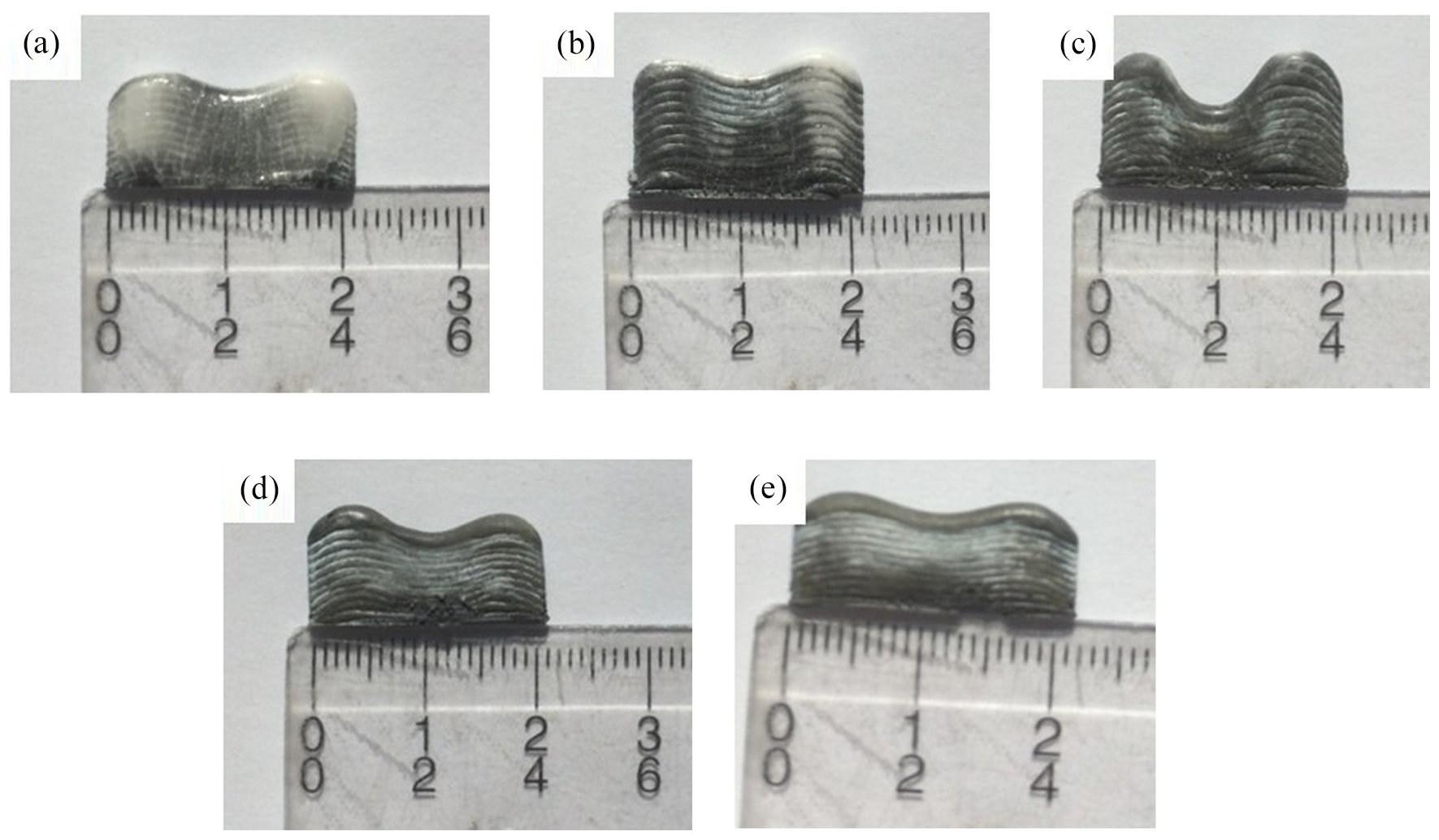
Thin-walled parts of graphite-reinforced Al2O3 ceramic prepared by DLD: (a) 0% graphite, (b) 3% graphite, (c) 6% graphite, (d) 9% graphite and (e) 12% graphite.
Defect
The defects of ceramic samples are dominated by macroscopic cracks on the surface, internal microcracks and pores. Macroscopic cracks mainly exist on the surface of the samples and extend along the laser deposition direction (shown in Figure 3). As the amount of graphite increases, the number of macrocracks decreases gradually. When the graphite content exceeds 6%, the longitudinal cracks on the surface of the ceramic samples clearly disappear, as shown in Figure 3(c)–(e). Generally, during the rapid cooling of DLD, the tensile stress perpendicular to the deposition direction will promote longitudinal cracks. Since the heat is mainly transferred to the low-temperature substrate, the direction of the maximum temperature gradient is approximately parallel to the deposition direction. It is well known that grains tend to grow against the direction of the maximum temperature gradient. 33 Therefore, the grain boundary will be subjected to tensile stress by solidification shrinkage, resulting in some longitudinal cracks along the deposition direction as shown in Figure 4. As the amount of graphite addition increases, the number of macrocracks gradually decreases. After adding more graphite, the distance between adjacent graphite particles is shortened, and the ability of the graphite particles to suppress deformation and dislocation motion is enhanced, thus, the crack resistance is improved.
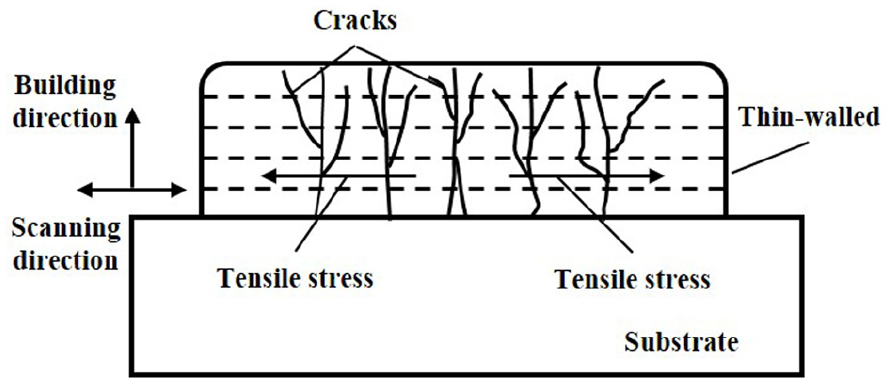
Schematic of cracks generated by tensile stress.
In addition, there are microcrack defects and pores with a diameter of 3–4 μm, including pores and shrinkage cavities inside the sample (shown in Figure 5). Microcracks tend to decrease first and then increase with more graphite added. When the amount of graphite added is 3%, the uniformity of graphite distribution is relatively poor and graphite particles aggregate in a small area. Due to the fact that many defects exist in the microstructure, the relative density of the formed sample is decreased. When the amount of graphite added reaches 6% and 9%, the uniformity of graphite distribution improves, and the defects are obviously reduced, hence, the relative density is increased. When the amount of graphite addition was 12%, the pores and cracks increased again, reducing the relative density. This may be due to an increase in the interface between graphite and Al2O3 during solidification, resulting in an increase in the number of defect sources.
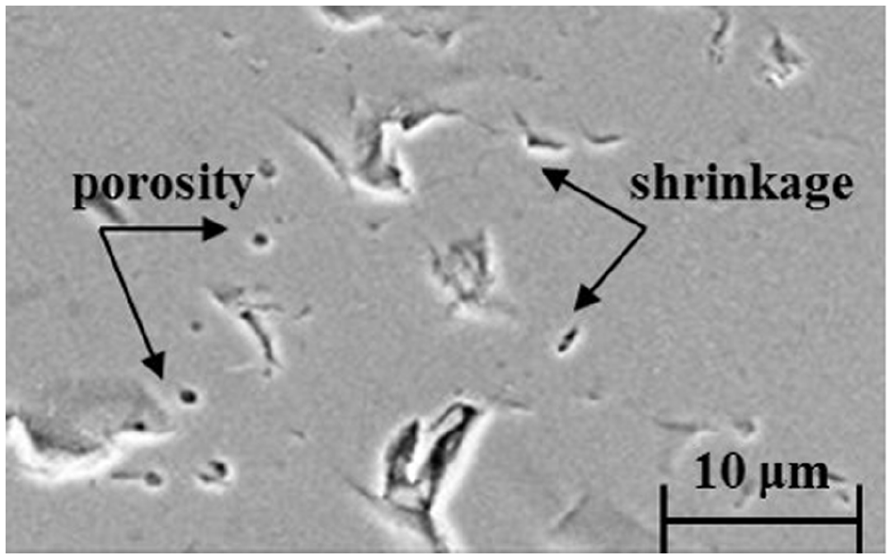
Microscopic morphology of porosity and shrinkage.
Phase composition
Figure 6 shows that the XRD pattern of ceramic samples with different graphite additions. It can be seen that with the increase of graphite addition the intensity of α-Al2O3 diffraction peaks decreases obviously, and the intensity of graphite diffraction peaks increases. In addition, the graphite and α-Al2O3 phase are mainly presented in the XRD pattern, indicating that there is no obvious new phase generated in the DLD process, and the chemical compatibility of the two phases is better.
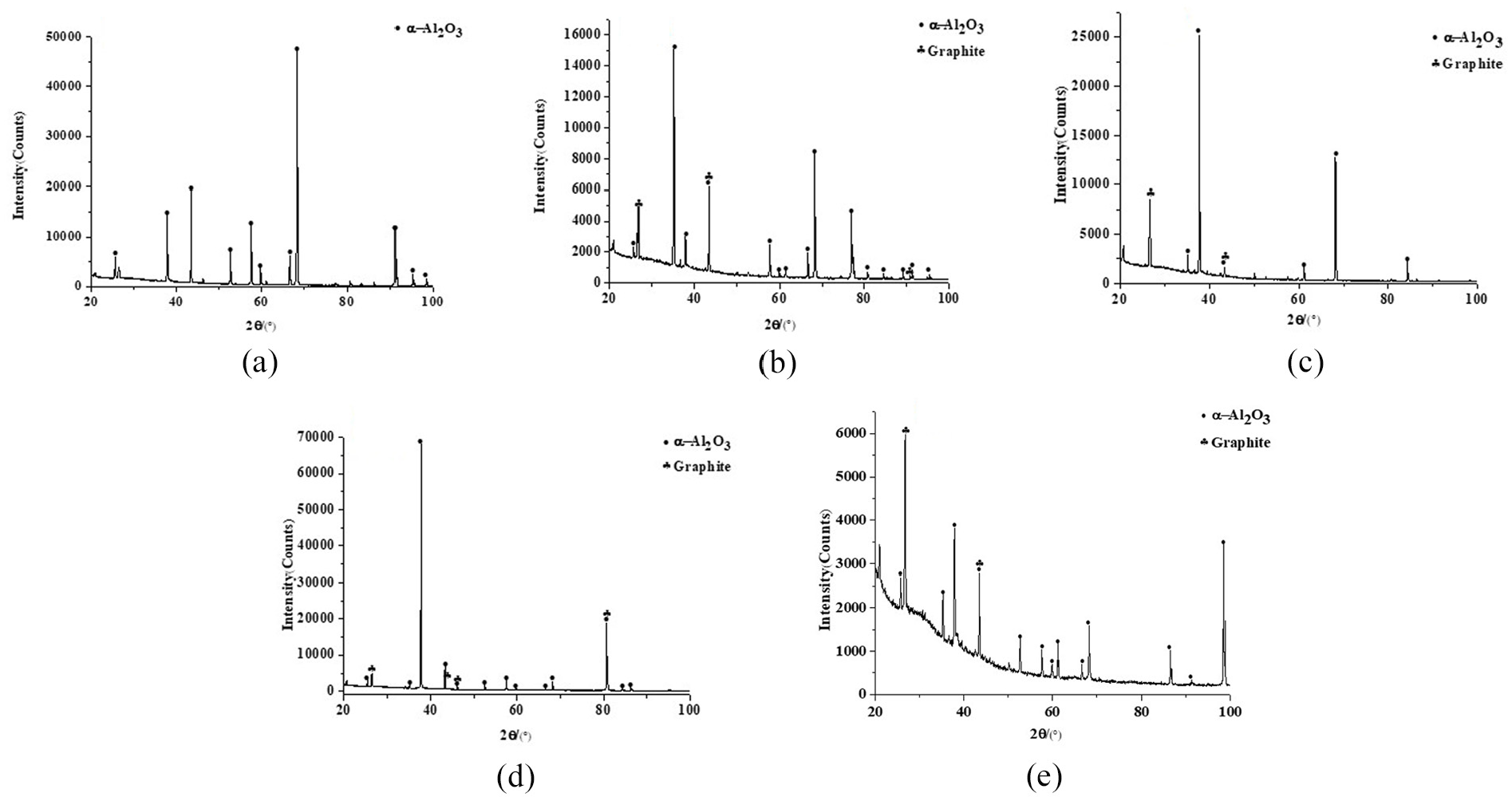
XRD patterns of thin-walled parts with different graphite contents: (a) 0% graphite, (b) 3% graphite, (c) 6% graphite,(d) 9% graphite and (e) 12% graphite.
Microhardness and fracture toughness
It can be seen from Figure 7 that the microhardness of all samples formed after the addition of graphite is lower than that of pure Al2O3 ceramics. In composite materials, the change of material composition ratio has a decisive influence on microhardness. Compared with graphite, Al2O3 ceramics have higher hardness and better ability to overcome the deformation caused by external pressure. Therefore, all samples have lower hardness than Al2O3 ceramics. Furthermore, as the amount of graphite addition increases, the microhardness of the formed samples first increases and then decreases. When the amount of graphite addition reaches 3%, the microhardness value is 13.13 GPa, and it is 31% less than that of pure Al2O3. Because there are many pores and cracks in the microstructure (Figure 8(b)), which directly reduces the relative density of the sample, the microhardness decreases. When the graphite additions are 6% and 9%, the microhardness are up to 18.84 and 18.86 GPa, respectively. The microhardness is close to 19.07 GPa for pure Al2O3, which is related to the small number of pores and internal cracks under these conditions (Figure 8(c) and (d)). However, the microhardness decreases to 17.87 GPa of the ceramic with 12% graphite addition. As the number of defects increases again (Figure 8(e)), more soft graphite phases exist in the microstructure, resulting in a decrease in the microhardness.
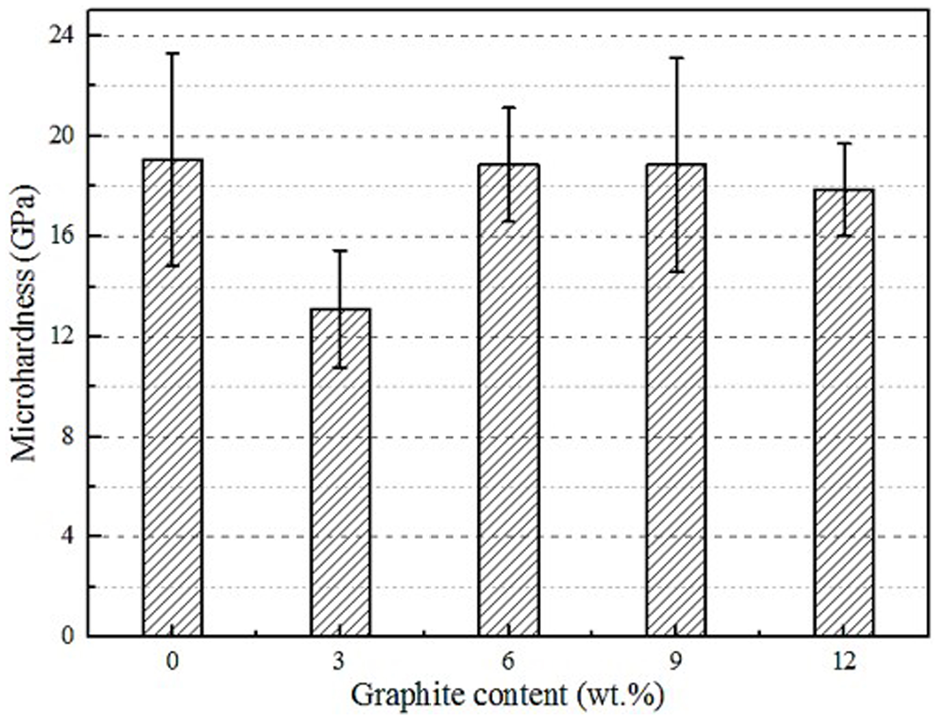
Microhardness of thin-walled parts with different graphite contents.
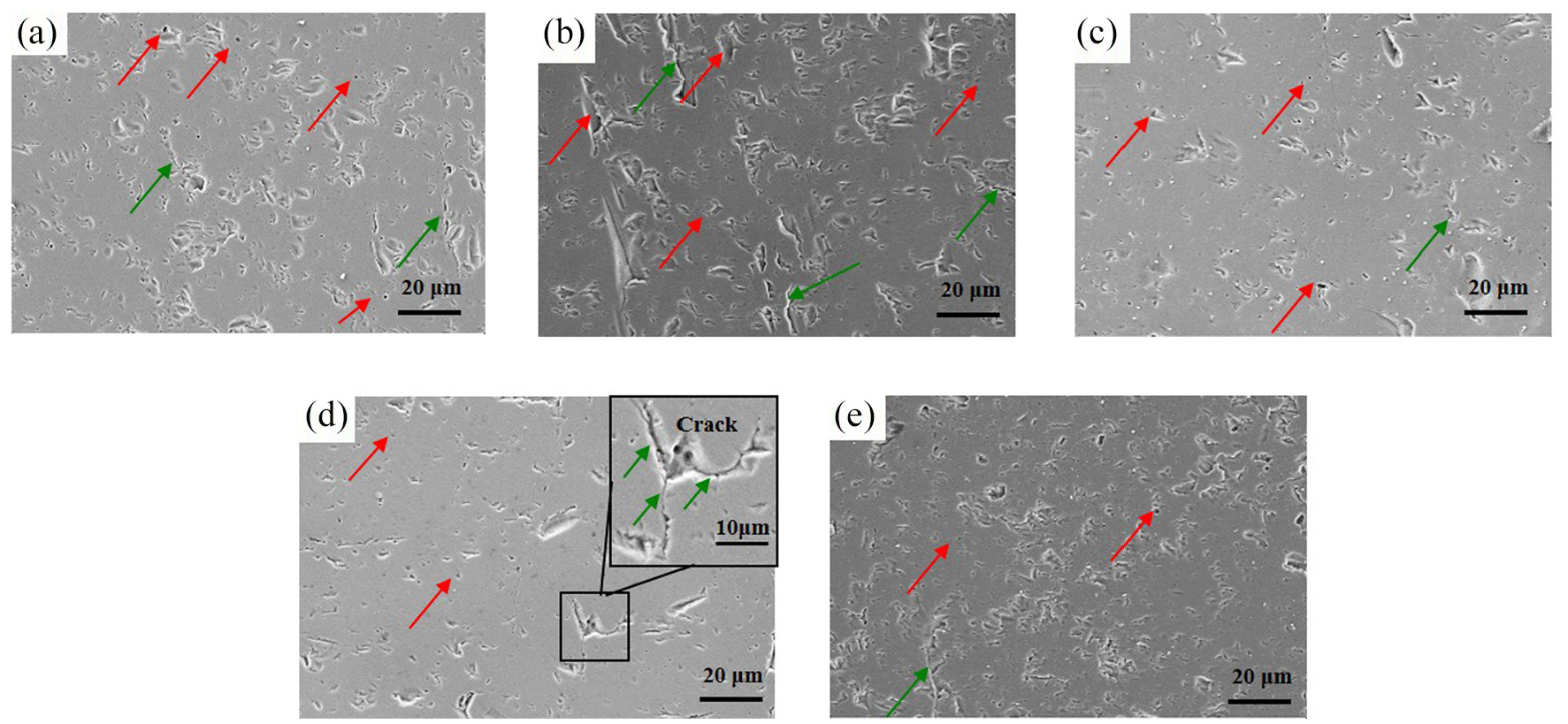
SEM images of graphite-reinforced Al2O3 ceramics (red arrow: pores; green arrow: cracks): (a) 0% graphite, (b) 3% graphite, (c) 6% graphite, (d) 9% graphite and (e) 12% graphite.
The relationship between the measured fracture toughness and the amount of graphite addition is shown in Figure 9. Graphite addition has two main effects on the fracture toughness of Al2O3 ceramics. On one hand, more graphite addition introduces an increased number of crack sources which is not conducive for improving the fracture toughness. Generally, more defects will accelerate the generation and propagation of cracks, which is harmful to the fracture toughness of ceramic materials. On the other hand, graphite as a particle phase also deflects and pinches the crack propagation, which is beneficial to improve the fracture toughness. According to equation (2), as the crack length l of the indentation becomes larger, the calculated fracture toughness value decreases. Therefore, the effect of graphite addition needs to combine the contributions of the above two aspects.
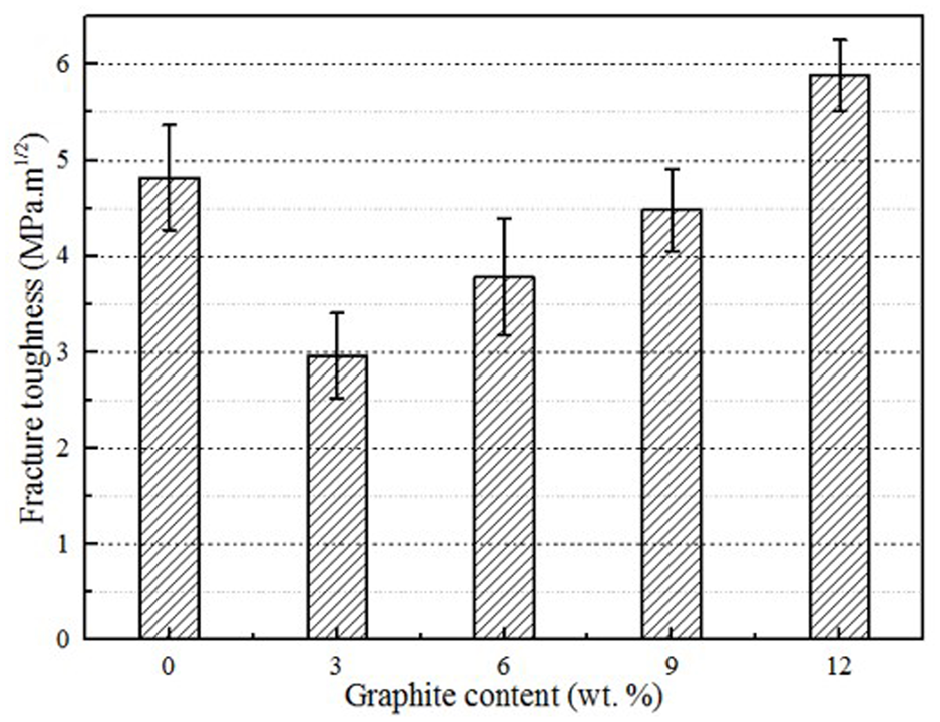
Fracture toughness of thin-walled parts with different graphite contents.
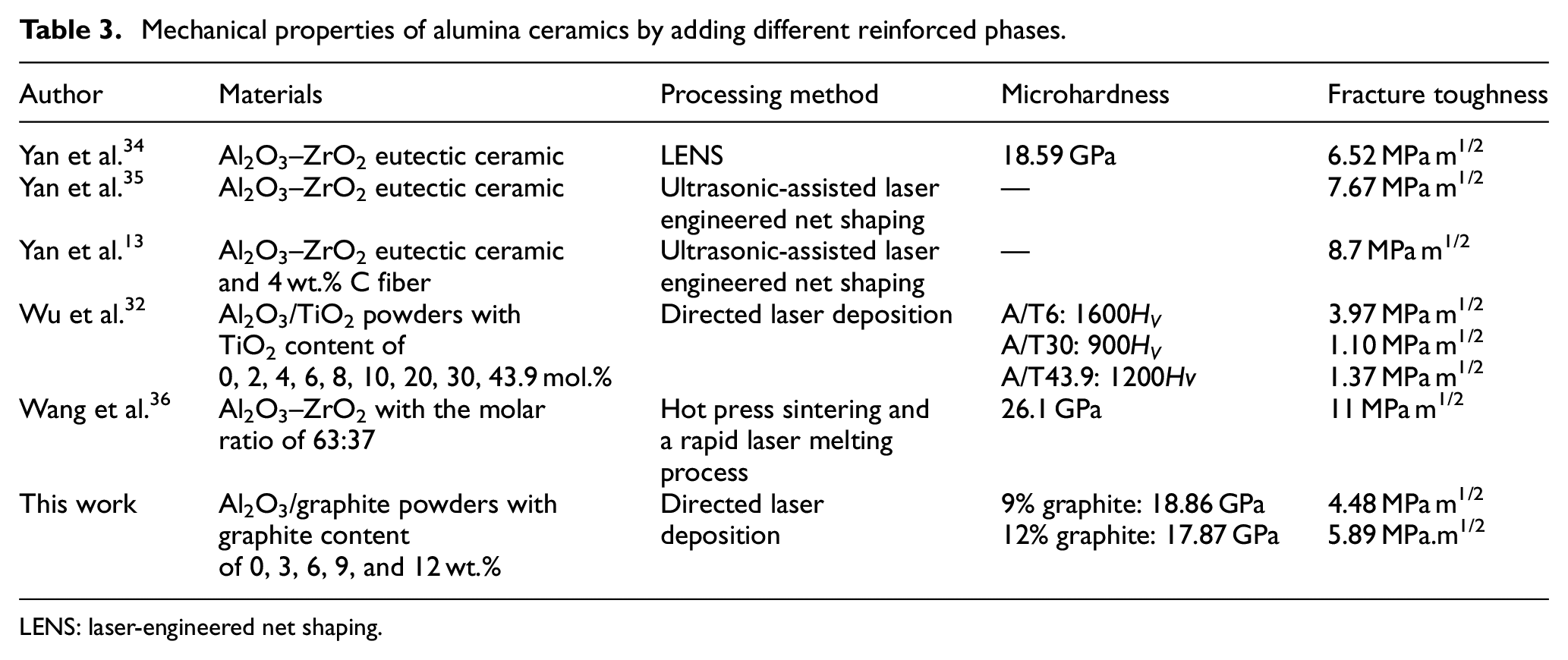
When the graphite addition is 3%–9%, the values of the fracture toughness are lower than 4.82 MPa m1/2 of pure Al2O3 ceramics, whereas the fracture toughness increases with more graphite addition. With 3% graphite particles added, the fracture toughness is only 2.96 MPa m1/2, which is 38% lower than that of pure Al2O3 ceramics. It indicates that adding 3% graphite leads to an increase of crack source, and the damage is much greater than the inhibition of crack growth by graphite. Subsequently, when the addition amount of graphite reaches 9%, the fracture toughness increases to 4.48 MPa m1/2, it is 93% of pure Al2O3 ceramics. It indicates that the inhibition of cracks by graphite gradually offsets the negative effect of increasing crack source. Therefore, the fracture toughness is generally improved. More interesting, after 12% of graphite addition, the fracture toughness is 5.89 MPa m1/2, the value is 22% higher than that of pure Al2O3 ceramics. This indicates that the inhibition of cracks by graphite particles exceeds the influence of crack source during the formation, thus, the fracture toughness is further improved. According to Table 3, it can be found that graphite shows a beneficial effect on toughening alumina ceramics.
Mechanical properties of alumina ceramics by adding different reinforced phases.
LENS: laser-engineered net shaping.
Conclusion
In this article, graphite-reinforced Al2O3 ceramics were prepared by DLD technology. The effects of graphite addition on the phase structure, microhardness and fracture toughness of Al2O3 ceramics were studied. The main conclusions are as follows:
During the rapid solidification, DLD technology was beneficial in maintaining uniform mixing of graphite and ceramics and thus avoiding delamination caused by the density difference. When the amount of graphite addition were 6% and 9%, the uniformity of graphite distribution became better and the internal defects were significantly reduced.
The mechanical properties of composites mainly depend on the material composition ratio and microstructure. Due to the fact that the hardness of graphite is lower than that of Al2O3 ceramics, the microhardness of these samples was lower than that of pure Al2O3 ceramic. With more graphite added, the microhardness increased first and then decreased. This trend was similar to the number of defects in the sample, thus indicating that defects were another reason affecting the microhardness. The maximum microhardness values of the ceramic materials with 6% and 9% graphite addition were 18.84 and 18.86 GPa, respectively.
When the graphite addition reached 12%, the maximum fracture toughness was 5.89 MPa m1/2, which was increased to 122% of pure Al2O3 ceramics. Due to the increase of graphite addition, the effect of crack deflection and pinning was more obvious, indicating that graphite addition can effectively improve the toughness of Al2O3 ceramics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the 2017 Key Research and Development Program of the Science and Technology Department of Anhui Province (1704e1002208) and the Key Natural Science Research Project of the Anhui Provincial Department of Education (KJ2018A0407).