
Abstract
In the process of intelligent manufacturing, appropriate learning algorithm and intelligent model are necessary. In this work, a novel learning algorithm named random vibration and cross particle swarm optimization algorithm was proposed. The proposed algorithm is used for the prediction and optimization of machining process. Tool wear is an important factor that affects the machined surface quality during machining process, so it is necessary to find qualified tool wear prediction model and obtain the best combination of machining parameters to prolong tool life. In this study, the adaptive network–based fuzzy inference system was established to predict the tool wear width size. The random vibration and cross particle swarm optimization algorithm was tested using benchmark functions, and the results showed that random vibration and cross particle swarm optimization algorithm is able to find global optimum. Compared with the adaptive network–based fuzzy inference system trained by particle swarm optimization algorithm and adaptive network–based fuzzy inference system trained by differential evolution models, the results showed that the adaptive network–based fuzzy inference system trained by random vibration and cross particle swarm optimization algorithm can give a more accurate predicted value for offline prediction of the tool wear width size. In order to obtain the best combinations of cutting parameters under different removal area, the multi-objective optimization based on random vibration and cross particle swarm optimization algorithm was established. The optimized cutting parameters were verified and could be accepted to prolong tool life and improve machining efficiency.
Keywords
Introduction
With the development of manufacturing industry, the higher quality of product and lower operation cost are in pursuit. In the field of metal machining, tool wear is viewed as one of the most important factors to affect the workpiece quality. The accurate prediction of tool wear can guarantee the obtaining of qualified mechanical parts and the reducing of monitoring time, which is helpful for increasing productivity accordingly. In recent years, many technologies proposed by researchers have made the tool wear prediction a reality. Tsao 1 realized the prediction of tool wear using the adaptive-based radial basis function network. Experimental results showed that the maximum error does not exceed 6.5 μm. Panda et al. 2 proposed both back propagation network (BPN) and radial basis function network (RBFN) to predict the tool wear in drilling process. The results reflected that the RBFN model has better prediction performance compared with BPN model. Kong et al. 3 proposed the integrated radial basis function–based kernel principal component analysis (KPCA_IRBF) and Gaussian process regression (GPR) for the prediction of tool wear. The experimental results pointed out that the tool wear of tool inserts can be predicted accurately under a variety of cutting conditions by utilizing the GPR model. Salgado and Alonso 4 pointed out that least squares support vector machine (LS-SVM) model performed better than artificial neural network (ANN) model in prediction accuracy of tool wear. As the experimental data have certain fuzziness, the quantification and analysis of fuzziness is of quite importance for prediction of tool wear.
Adaptive network–based fuzzy inference system (ANFIS), as a data-driven model, is developed from fuzzy theory. Meanwhile, it also has the ability of self-learning like ANN. ANFIS has been widely used in various systems. Roy 5 realized the prediction model of surface roughness of 45 steel in the turning process based on ANFIS. Results pointed out that the bell-shaped membership function produced the highest prediction accuracy compared with other membership functions. Saw et al. 6 realized the prediction of drill wear and optimization of drilling parameters using adaptive network–based fuzzy inference system genetic algorithm (ANFIS-GA) method and the results showed that the ANFIS can predict the tool wear correctly, and the genetic algorithm (GA) algorithm can obtain the best combination of drilling parameters.
In recent years, many new methods were proposed to further improve the performance of ANFIS model. Intelligent optimization algorithms have broad application prospects, and one of the applications is model optimization. Intelligent optimization algorithms mainly include GA, particle swarm optimization (PSO) algorithm and differential evolution (DE) algorithm. As the intelligent optimization algorithms have an excellent global optimization ability, many works were paid to combine the models with intelligent optimization algorithms. Xing et al. 7 used support vector machine (SVM) model optimized by DE algorithm to build the optimal model for music/image emotion recognition. The results showed that the method proposed was effective in terms of retrieval performance. Aydm et al. 8 proposed the ANFIS model optimized by PSO algorithm to predict both surface roughness and cutting temperature in turning non-corrosive steel. The prediction accuracy for surface roughness and cutting temperature was 95.8% and 97.4%, respectively. Although intelligent optimization algorithms such as PSO and DE algorithms can be used in model optimization, the PSO and DE algorithms still have the defects of difficult to converge to global optimum and slow convergence. Hence, a better optimization algorithm is required to improve the performance of models. To improve the optimization performance of PSO, Hoang et al. 9 proposed a differential particle swarm optimization (DPSO) algorithm and the proposed algorithm is used to optimize the parameters of SVM. The optimized SVM model was used for the purpose of monitoring the surge arrester conditions, and the results showed the superiority of the optimized SVM model in improving the performance of classifiers. Chegini et al. 10 proposed a hybrid PSO algorithm based on Sine Cosine Algorithm and Levy flight (PSOSCALF) to improve the performance of PSO algorithm. The results pointed out that the proposed PSOSCALF algorithm outperforms other methods in solving the engineering problems. As can be seen from above, the performance of ANFIS model is mainly determined by optimization algorithm. 11 Hence, a better optimization algorithm is needed to enhance the performance of ANFIS model.
In this article, three main parts were discussed. First, the effects of cutting parameters on tool wear width were discussed under different times of the cutting. Second, a better ANFIS model for predicting the tool wear width size was established. Finally, how to obtain the optimized cutting parameters under different times of the cutting using random vibration and cross particle swarm optimization (RVCPSO) algorithm and adaptive network–based fuzzy inference system trained by random vibration and cross particle swarm optimization (ANFIS-RVCPSO) model was discussed.
ANFIS model
ANFIS is Takagi and Sugeno’s class which combines fuzzy logic with neural network. 12 As shown in Figure 1, the architecture of ANFIS consists of five layers. Each layer owns different functions. The first layer is responsible for transforming input data into fuzzy data. The function of first layer nodes is membership function. There are many different kinds of membership functions. Gaussian membership function is selected as shown below 13

where

where s, n and
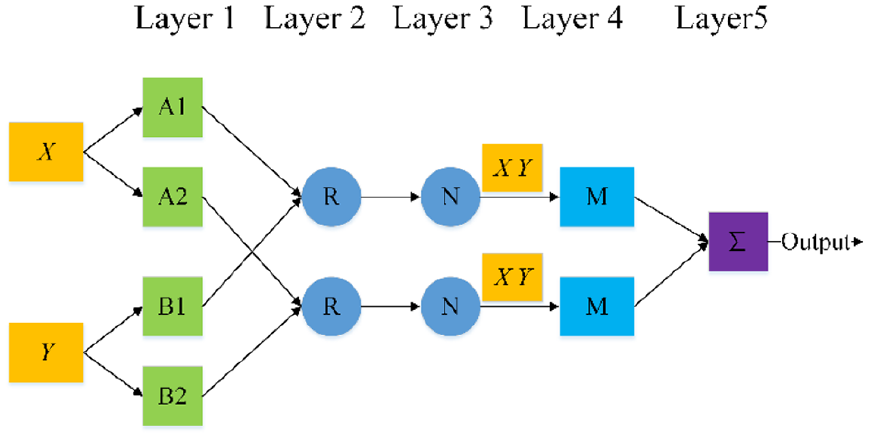
The architecture of ANFIS.
The second layer is in charge of processing fuzzy data between different inputs. The nodes of this layer are non-adaptive and act as multipliers for translating two different fuzzy data into weight. The weight is calculated as follows

where
The third layer is the rule layer, and its function is the normalization of weights. The normalized weight at node I of this layer can be calculated through formula below

where
The next layer, the fourth layer, is the adaptive layer which is also called the defuzzification layer. The function of node in this layer is expressed as follows

where the parameters
The fifth layer is the output layer which adds up the inputs from the fourth layer. The node in this layer gives the final value through the formula below

where n and
The structure of ANFIS model is determined preliminarily. The number of membership functions for each input is 3. The ANFIS model contains 27 rules. After the determination of the structure of ANFIS model, the premise parameters and consequence parameters need to be tuned to appropriate values. Generally, the hybrid learning algorithm is used to optimize the parameters of ANFIS model. 11 However, it often relies on MATLAB toolbox to achieve predictive ability, and its scalability is not strong. 14 In this work, we try to solve these problems by proposing the new learning algorithm which combines PSO and DE algorithms.
RVCPSO algorithm
RVCPSO algorithm is a hybrid optimization algorithm which combines DE algorithm and PSO algorithm to optimize the models. In the iteration of RVCPSO algorithm, the DE and PSO algorithms are randomly selected to train the ANFIS models. In the later stage of the RVCPSO algorithm iteration, the vibration mechanism can help the RVCPSO algorithm find a qualified ANFIS model.
In PSO algorithm, each particle, as candidate solution of the problem, will update its own position by personal history best position (Pbest) and overall best position (Gbest). 10 The evaluations of the particles’ position are determined by fitness function. The position update formula and velocity update formula are shown below 15

where

where
DE algorithm is an evolutionary algorithm where the particles are updated through “particles’ communication.” There are three operators in DE for particles’ communication: mutation, crossover and selection operators. At first, a population is generated randomly in solution space. Through mutation operator, a new particle is generated with formula below 17

where
After the mutation operator, the crossover operator is used to exchange the value of jth dimension between new particles

where CR is the crossover probability with value of 0.9, and rand is the random number ranged in (0, 1).
The selection operator is applied to choose the better particle between
In this work, the flowchart of RVCPSO algorithm is shown in Figure 2. At the later stage of the algorithm iteration, all the particles will vibrate randomly at their own positions. The vibrations of all particles can allow the particles to search more accurate solution at local locations, and the equation is expressed below

where j and n are the jth dimensional search space and the nth iteration, respectively. rand is the random number between 0 and 1.
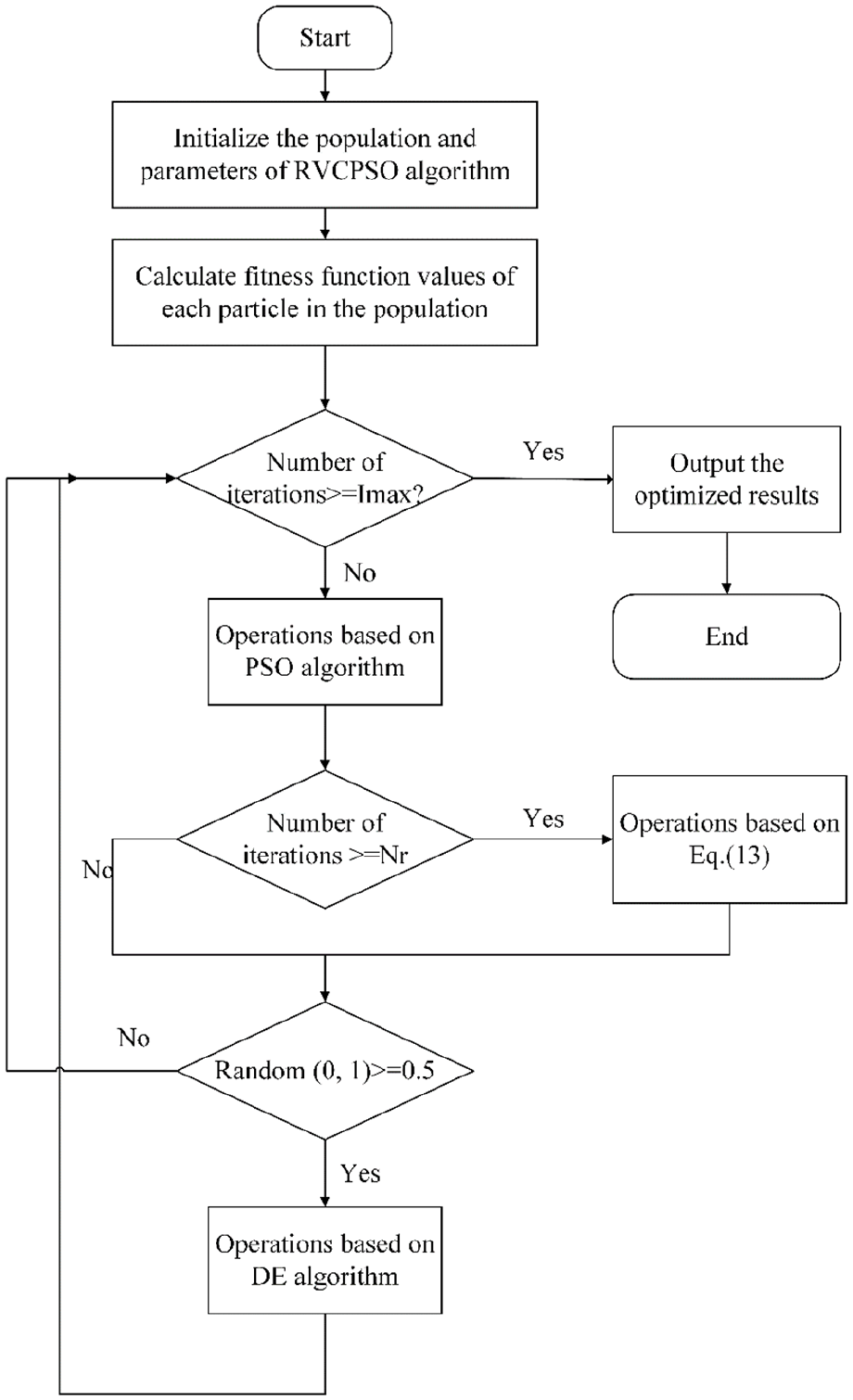
Flowchart of the RVCPSO algorithm.
With an increase in iterations, the particles in RVCPSO algorithm gradually move to the global optimal position. In this work, the maximum number of iterations (Imax) is 3000, and the Nr is 2000.
Experiments
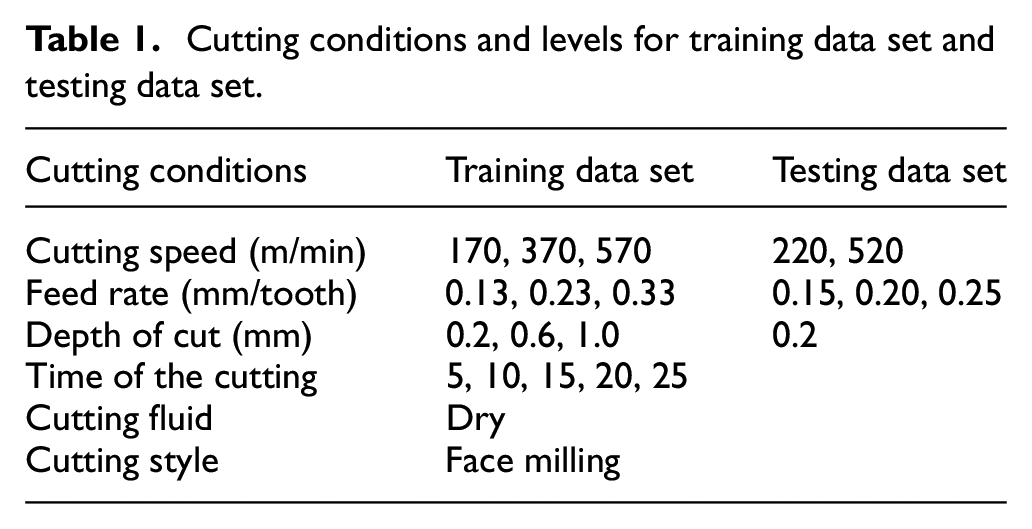
The experiments were performed using the Daewoo ACE-V500 (South Korea) computer numerical control (CNC) machining center with spindle speed ranging from 80 to 10,000 r/min. The cutting conditions and their levels for training and testing data set are shown in Table 1. As shown in Table 1, the cutting speed has three levels for training data set: 170, 370 and 570 m/min. For purpose of testing, the cutting speed has two different levels, including 220 and 520 m/min. The feed rate has three levels for purposes of training: 0.13, 0.23 and 0.33 mm/tooth. For purpose of testing, the feed rate has three levels, including 0.15, 0.20 and 0.25 mm/tooth. The depth of cut is set for three levels: 0.2, 0.6 and 1.0 mm. Removal area of the workpiece is the main criterion for evaluating tool wear width size. The removal area is the area of machined surface during milling process. The tool wear width size would increase as the removal area enlarges. The removal area is calculated after one time of the cutting. In the experiment, the tool wear width size was recorded every five times of the cutting, and measured using the Keyence VK-X200 (Japan) laser scanning microscope. The experiments were performed on the compacted graphite iron (CGI) workpiece material with the width of 60 mm, length of 200 mm and height of 80 mm. The face milling is adopted to machine the CGI. The coated carbide tool Kennametal HNGX 090520-ML (USA) was used for milling process of CGI. In the end, 10 groups of experiments were carried out to test the ANFIS-RVCPSO model. All the experiments were repeated twice, and the average values of the tool wear width size were taken as the final values of the experiment. The experimental setup is illustrated in Figure 3.
Cutting conditions and levels for training data set and testing data set.
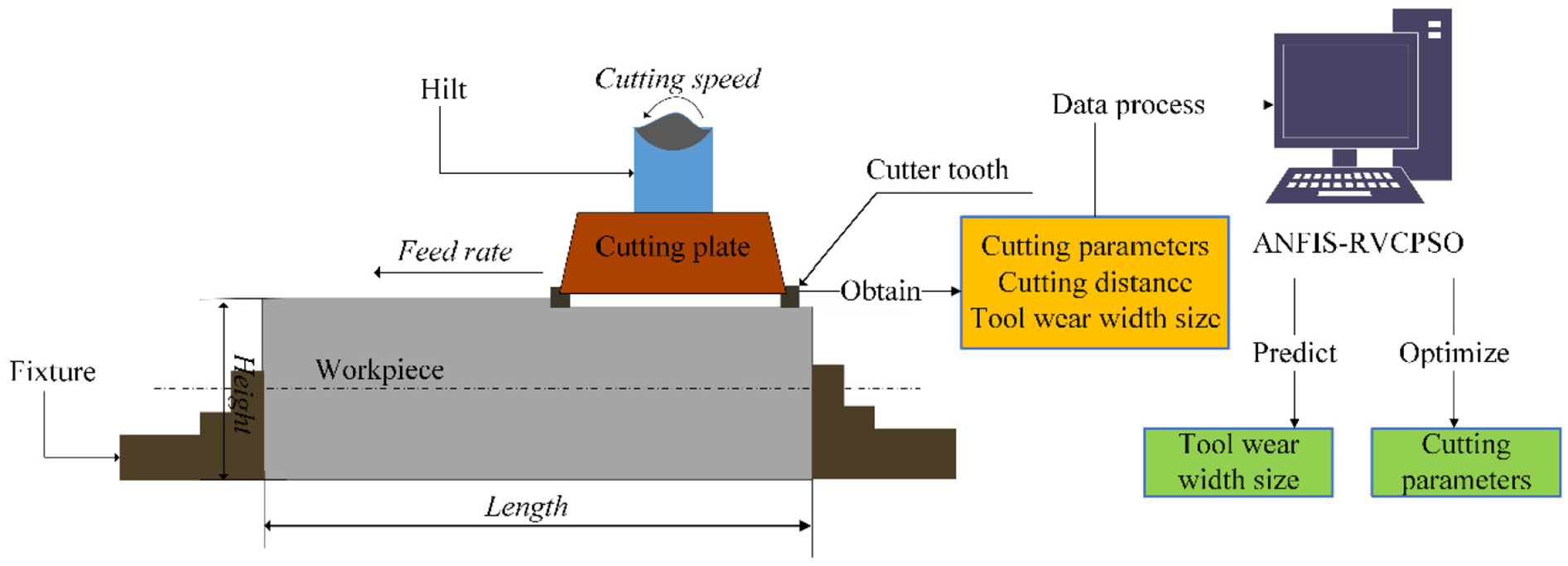
The experiment setup of this work.
Results and discussion
Experimental results
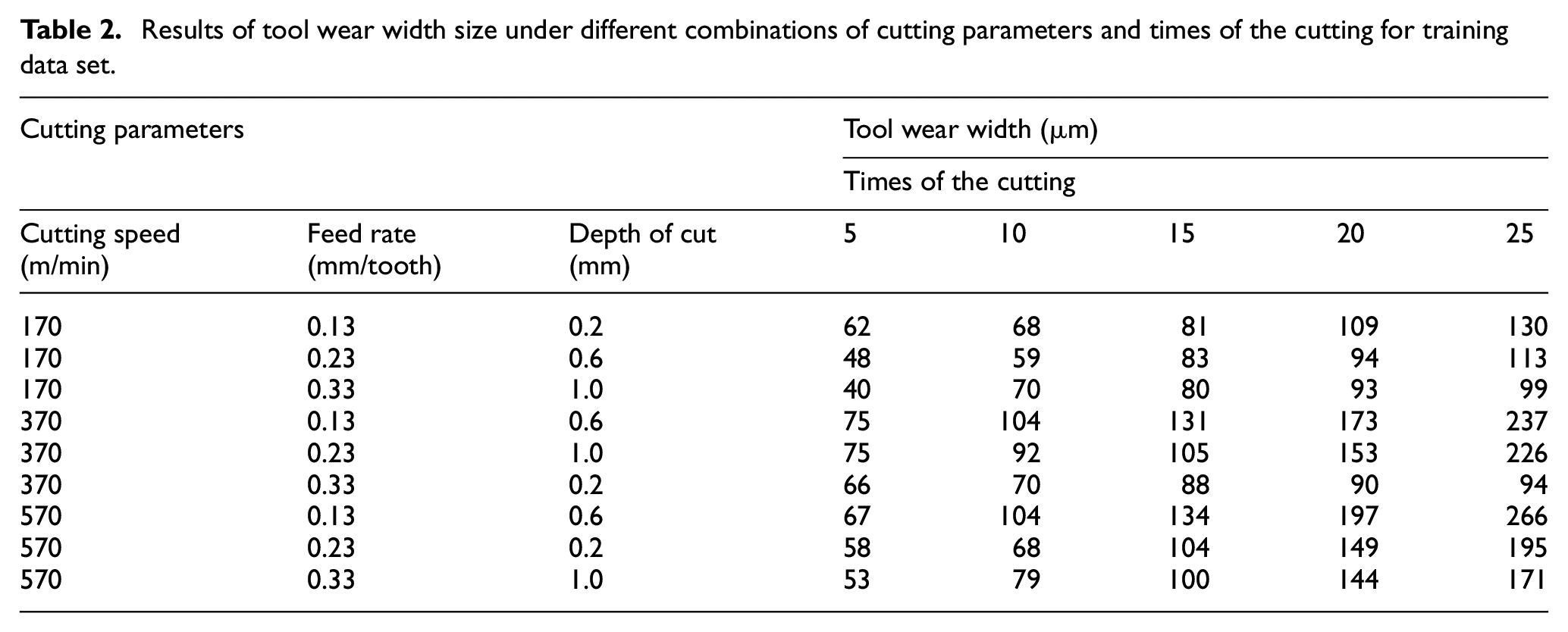
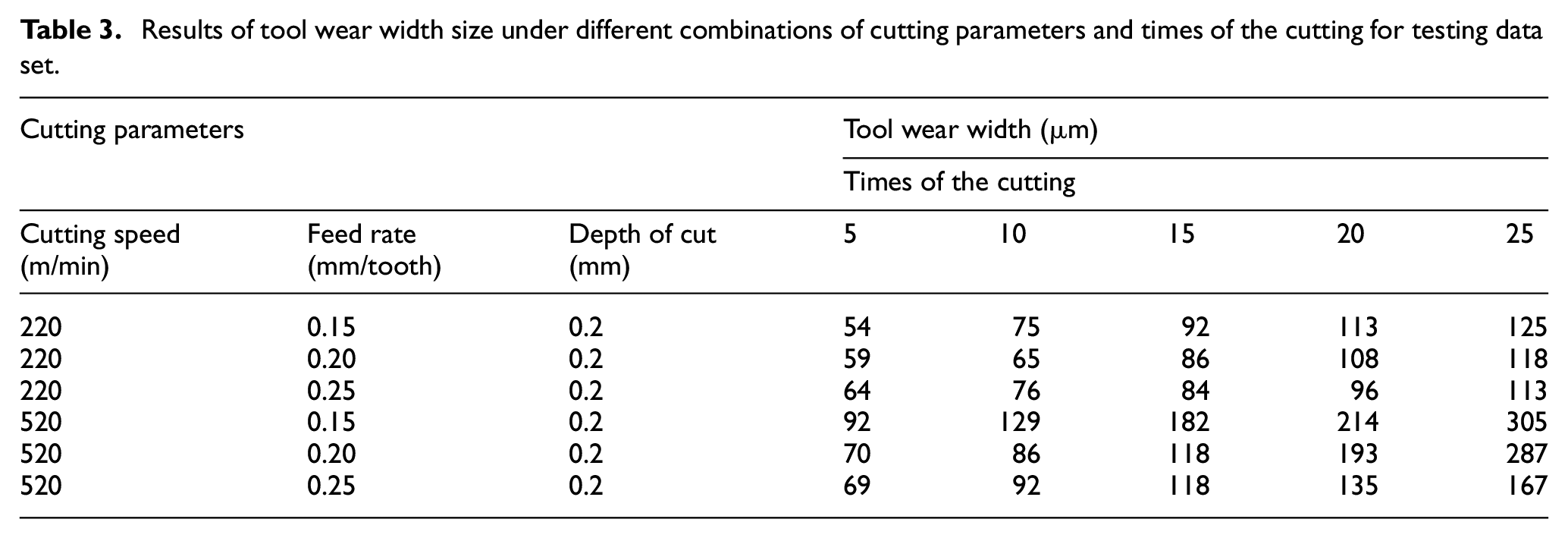
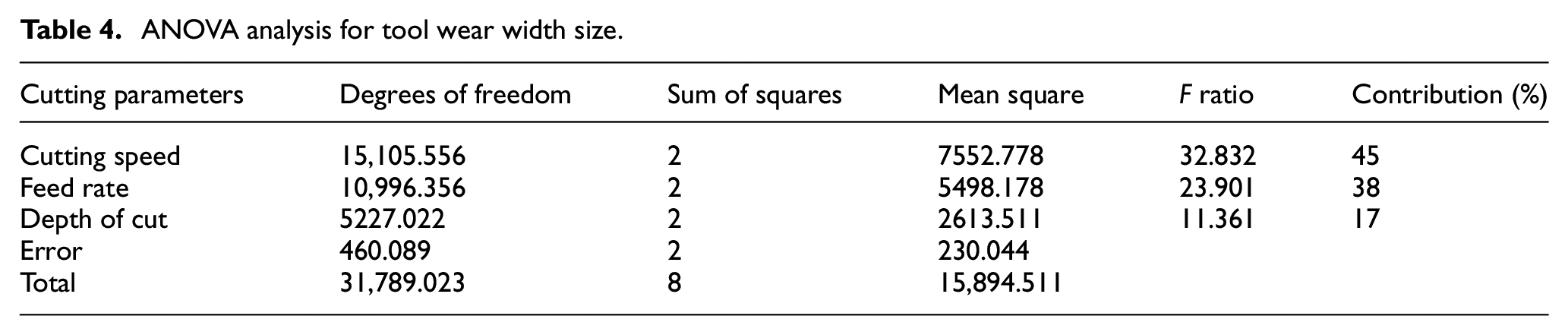
After the milling process, the different combinations of milling parameters and the tool wear width size for training data sets are shown in Table 2. The experimental results for testing data set are shown in Table 3. Analysis of variance (ANOVA) is an effective tool to determine the influence of each cutting parameter. As can be seen in Table 4, it is observed that the cutting speed is the most significant cutting parameter that affects the tool wear with the percentage contribution of 45%. The percentage contribution of feed rate is 38%, which is bigger than depth of cut with percentage contribution of 17%. The high cutting speed can generate a mass of cutting heat and high cutting forces which can accelerate tool wear. The high feed rate can reduce the contact time between tool and workpiece in the case of fixed removal area, which reduces tool wear width size. Changing depth of cut in a reasonable range has no obvious effect on the tool wear width size because the contact area between tool and workpiece changes correspondingly. Figure 4(a) and (b) shows the relationship between tool wear width size and times of the cutting with different feed rates under the condition of low and high cutting speed. It can be seen that the high cutting speed is not beneficial for improving the tool life. High cutting speed promotes a significant increase in cutting force and cutting temperature, which makes the cutting tool wear rapidly.
Results of tool wear width size under different combinations of cutting parameters and times of the cutting for training data set.
Results of tool wear width size under different combinations of cutting parameters and times of the cutting for testing data set.
ANOVA analysis for tool wear width size.
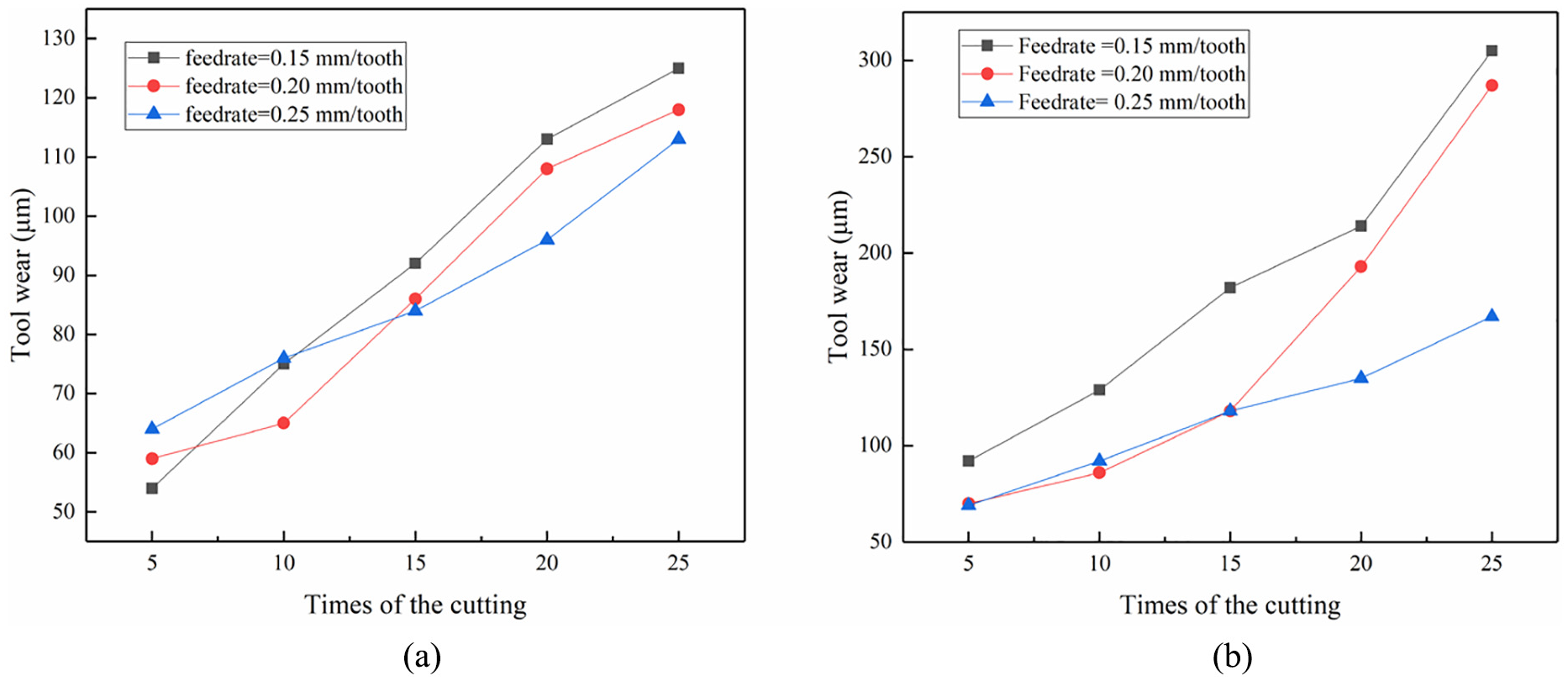
Changes of tool wear width size with an increase in times of cutting under different combinations of cutting parameters: (a) low cutting speed (220 m/min) and (b) high cutting speed (520 m/min).
Tool wear evaluation by ANFIS-RVCPSO
The ANFIS model is used to establish predictive model for tool wear width size. The training data sets are collected through experiments to train the ANFIS model. The testing data sets are used to validate the prediction ability of ANFIS model. In this model, the inputs are cutting speed, feed rate and time of the cutting, and the output is tool wear width size. The cutting parameters, time of the cutting and tool wear width size are normalized into the range (0, 1) with the formula below

where
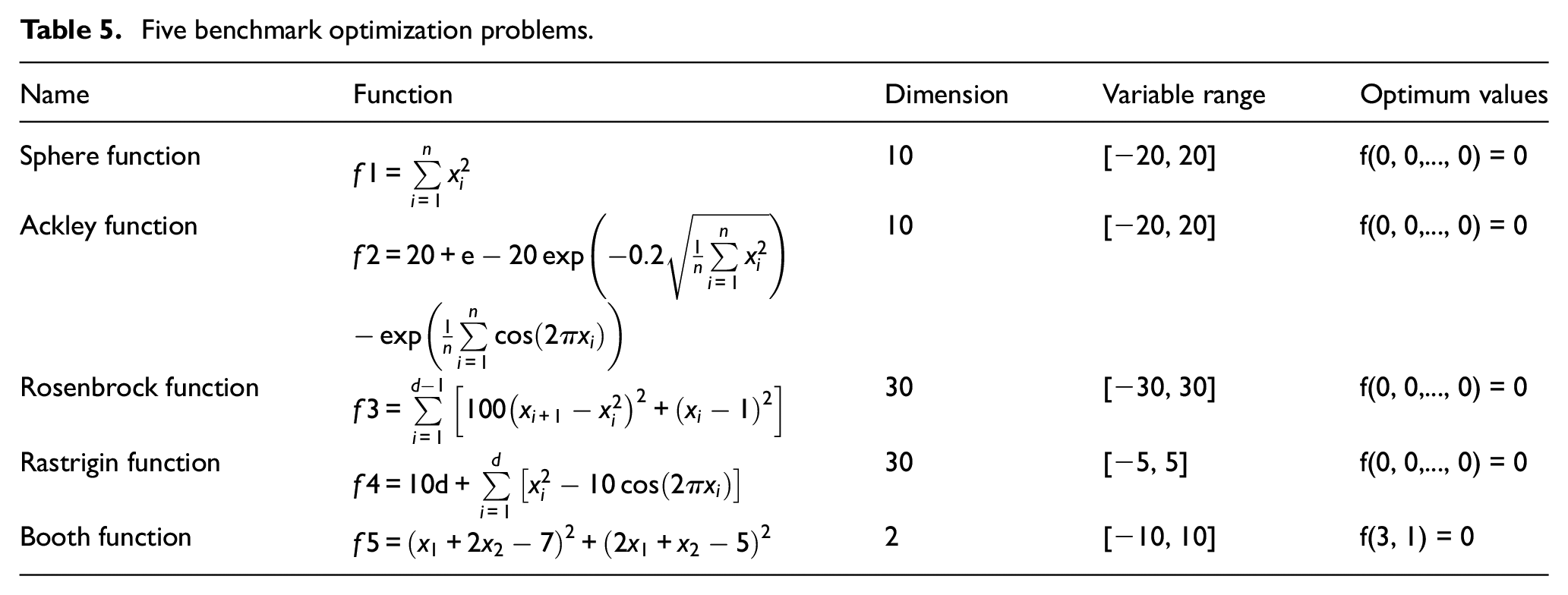
The RVCPSO algorithm is used to train the ANFIS model. To test the performance of RVCPSO algorithm, five benchmark functions are used as shown in Table 5. The obtained results of RVCPSO algorithm with different benchmark functions are shown in Table 6. It can be seen that the proposed RVCPSO is capable of solving benchmark problems successfully. In this work, two different algorithms were combined together. In the process of iteration, the two algorithms are randomly selected for global optimization. While retaining the advantages of fast convergence ability of PSO, DE algorithm also performs random mutation, crossover and selection operations on the particles, so that the particles do not blindly enter the local optimal solution. Compared with the PSO algorithm, the RVCPSO algorithm has better global optimization performance. The algorithm proposed makes the particles move in the direction of global optimization. Therefore, it can be adopted to improve the performance of ANFIS model.
Five benchmark optimization problems.
The obtained average results of benchmark functions with different populations.
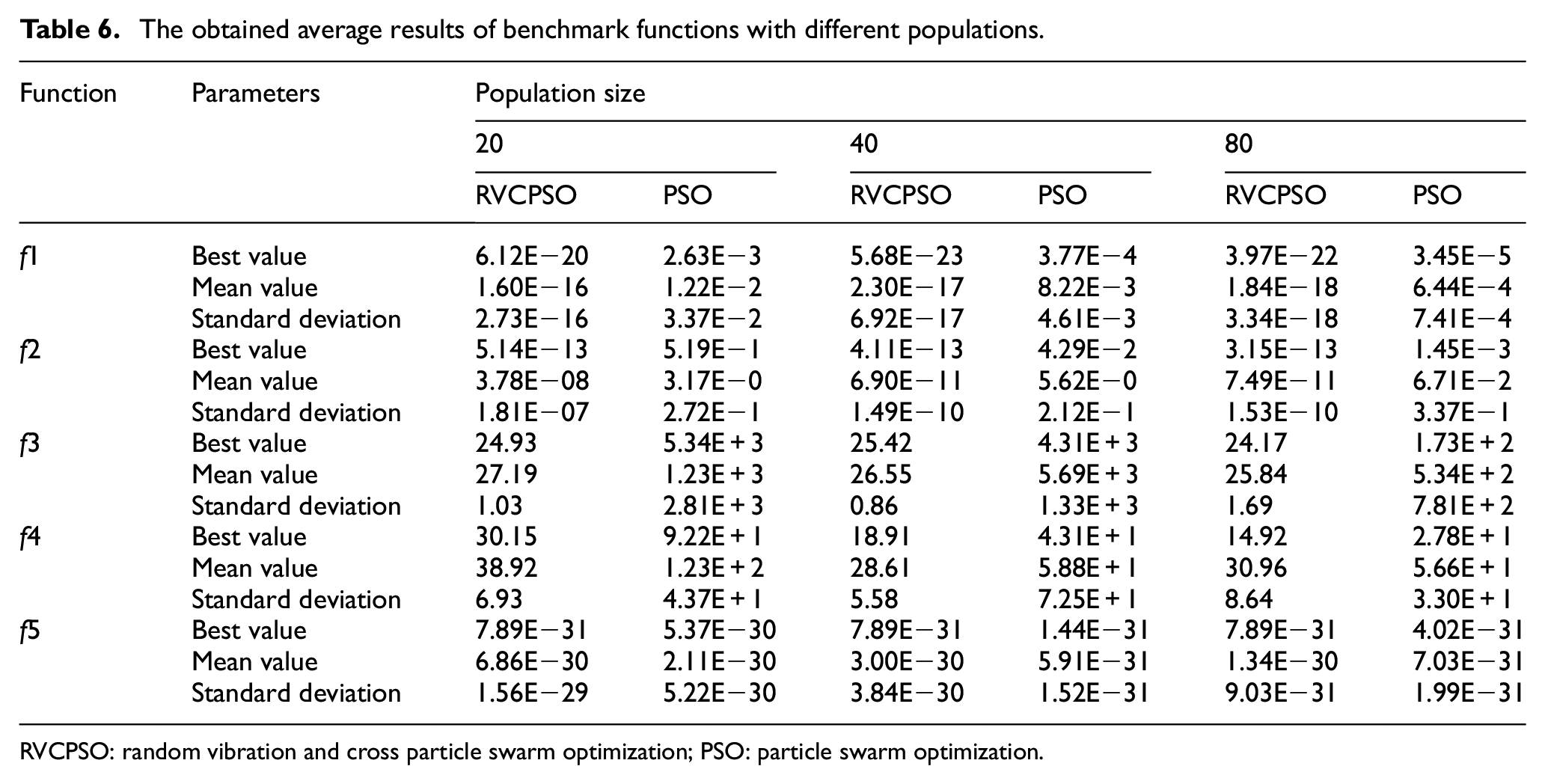
RVCPSO: random vibration and cross particle swarm optimization; PSO: particle swarm optimization.
In this work, the adaptive network–based fuzzy inference system trained by differential evolution (ANFIS-DE) and adaptive network–based fuzzy inference system trained by particle swarm optimization (ANFIS-PSO) models were also established in the MATLAB environment for comparison. The structures of the ANFIS-DE and ANFIS-PSO models were consistent with the structure of ANFIS-RVCPSO. The statistical criteria including root mean squared error (RMSE), mean absolute error (MAE), R 2 and mean absolute percentage error (MAPE) were computed


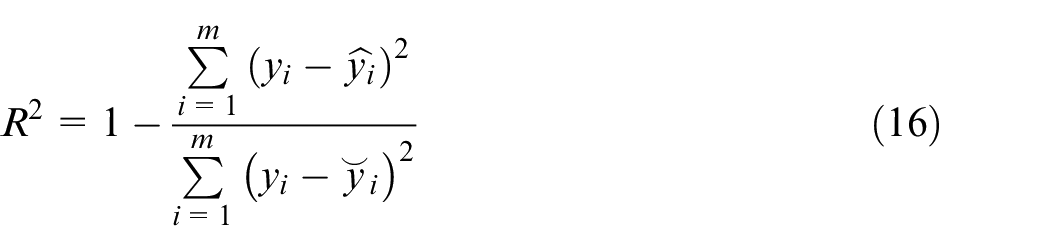

where m,
The obtained results of statistical criteria for ANFIS-DE, ANFIS-PSO and ANFIS-RVCPSO models are shown in Table 7. It is noted that the ANFIS-RVCPSO model has the best performance for predicting the tool wear width size, followed by ANFIS-PSO and ANFIS-DE models. Because the RVCPSO algorithm has the best global optimization ability among them, it can make the ANFIS model more stable as shown in Table 7. In Figures 5–7, the ANFIS-RVCPSO model predicts the tool wear width size better than the ANFIS-DE and ANFIS-PSO models. Compared with Figures 6 and 7, the predicted tool wear width size in Figure 5 is closer to the measured tool wear width size. All the data points in Figure 5 are distributed near the red line. In Table 8, the MAPE of tool wear width size is 9.7% using the ANFIS-RVCPSO model. The maximum error in Table 8 does not exceed 19.7%, which indicates that the model proposed can give an accurate estimation for tool wear width size. A comparison of the predicted tool wear width size by all the predictive models and measured tool wear width size using testing data sets is shown in Figure 8. The results demonstrate that the ANFIS-RVCPSO model is more acceptable in comparison with other models.
Results of statistical criteria for ANFIS-RVCPSO, ANFIS-DE and ANFIS-PSO models.
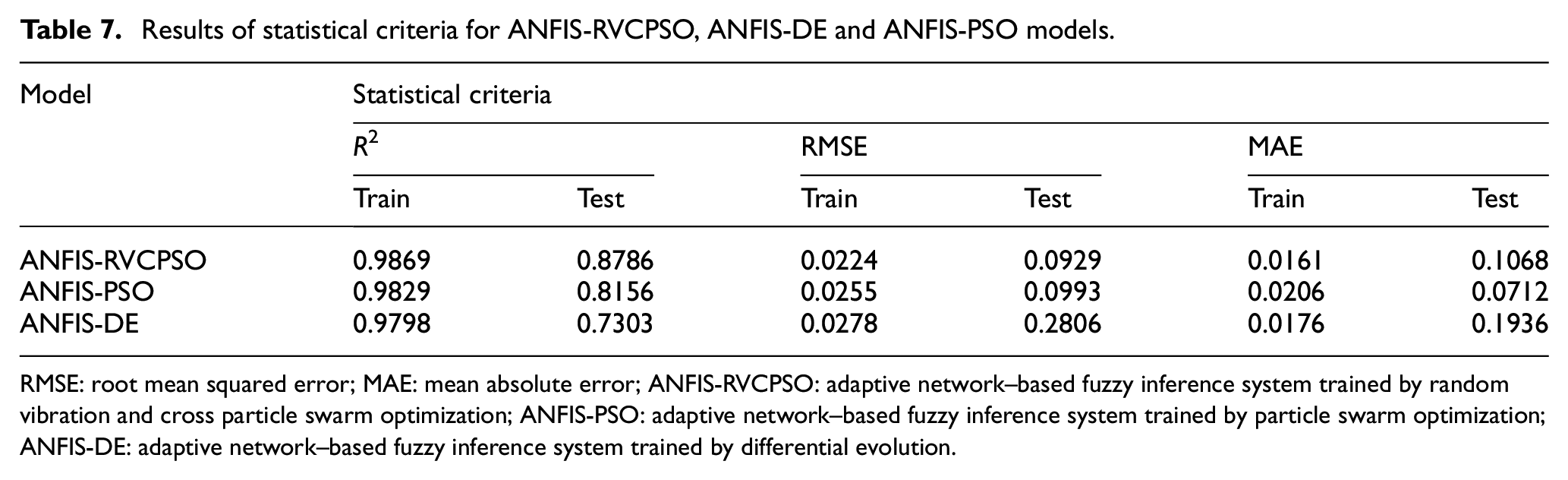
RMSE: root mean squared error; MAE: mean absolute error; ANFIS-RVCPSO: adaptive network–based fuzzy inference system trained by random vibration and cross particle swarm optimization; ANFIS-PSO: adaptive network–based fuzzy inference system trained by particle swarm optimization; ANFIS-DE: adaptive network–based fuzzy inference system trained by differential evolution.
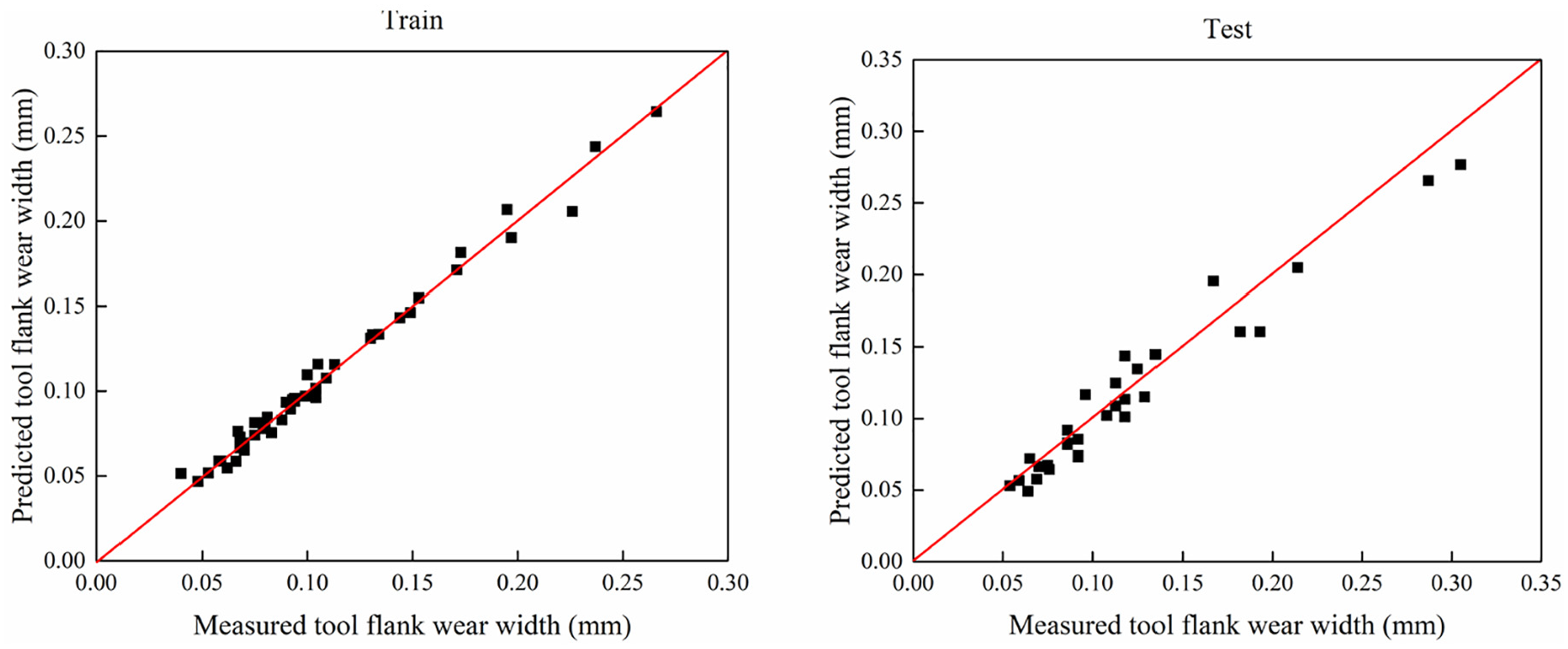
The prediction of tool wear width size using ANFIS-RVCPSO.
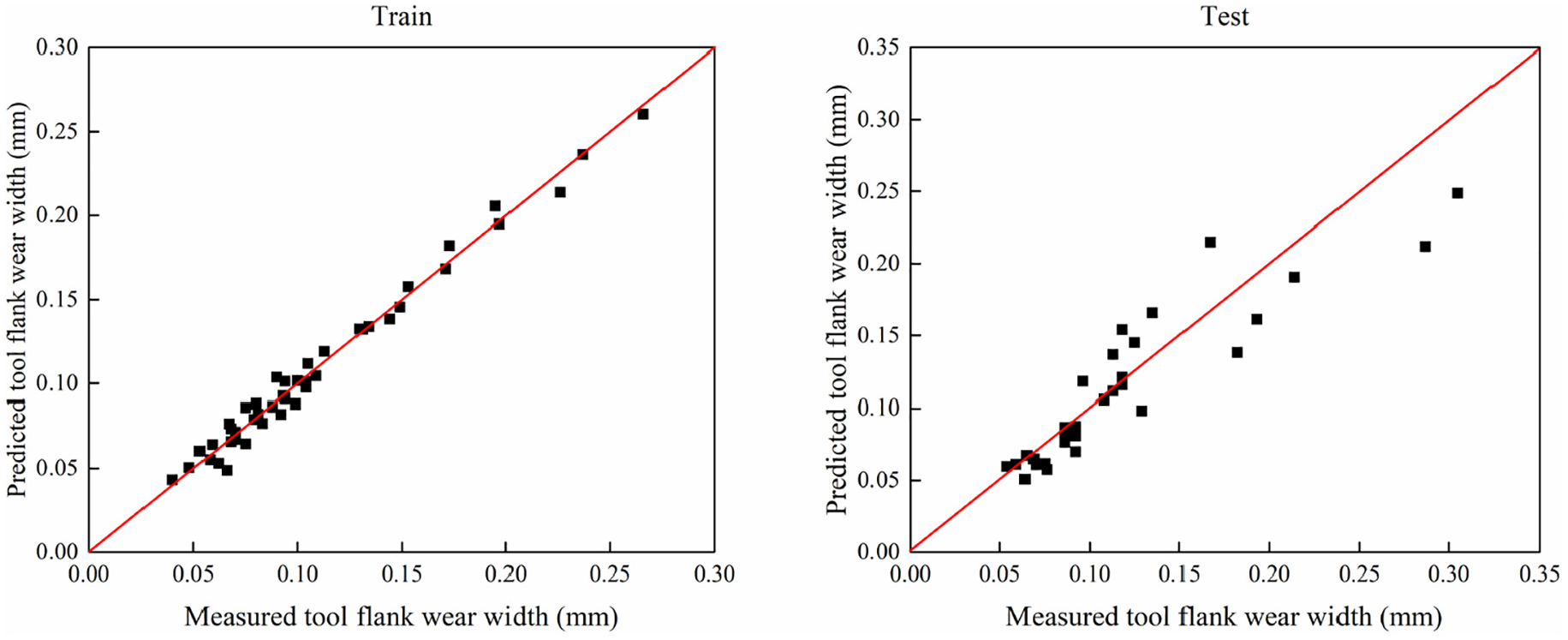
The prediction of tool wear width size using ANFIS-PSO.
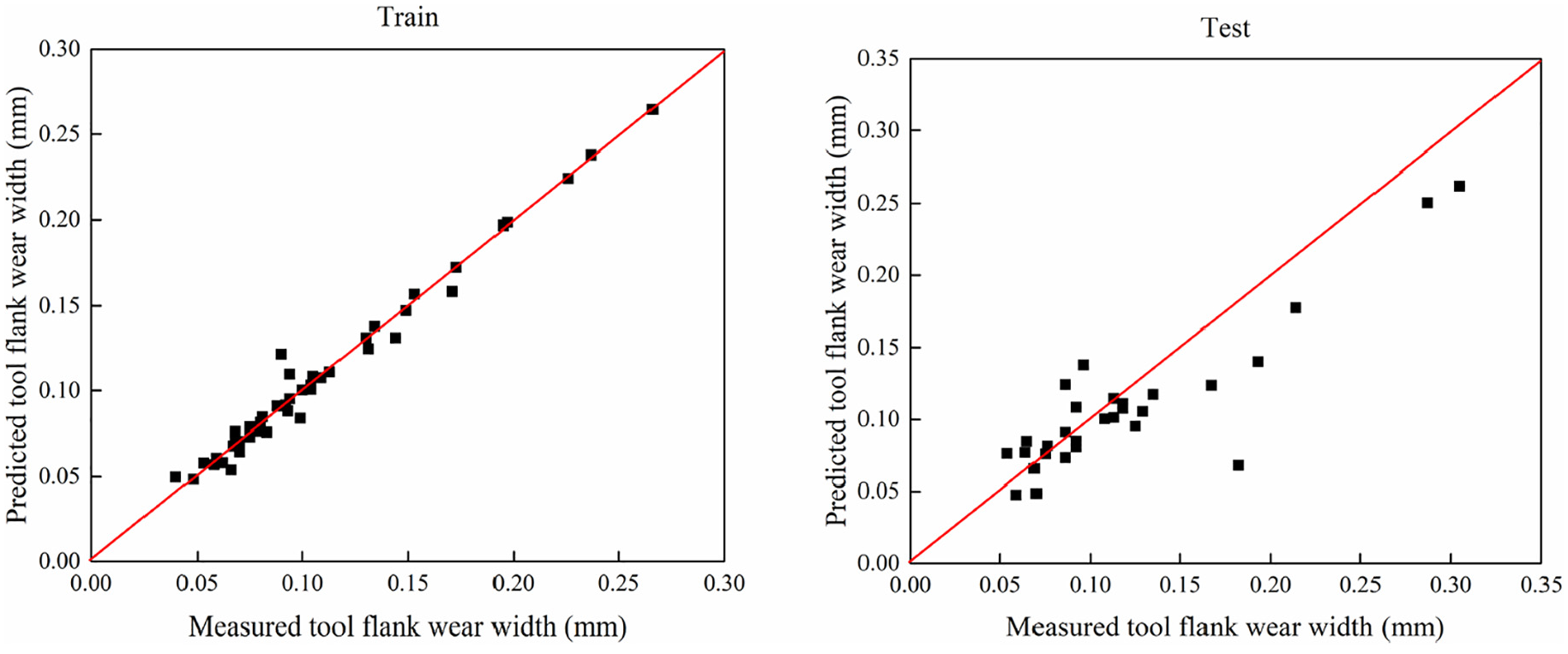
The prediction of tool wear width size using ANFIS-DE.
Prediction results of ANFIS-RVCPSO model using testing data set.
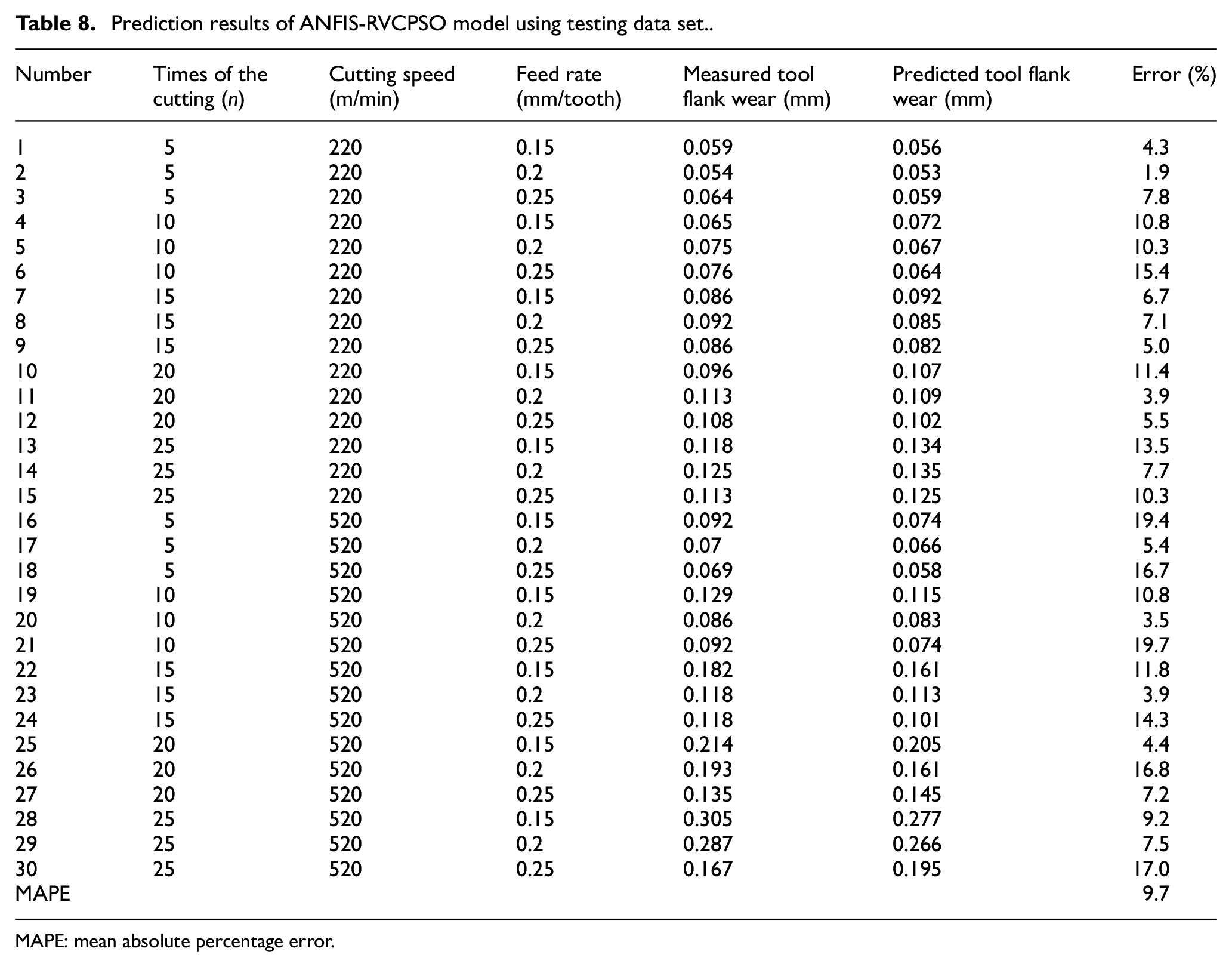
MAPE: mean absolute percentage error.
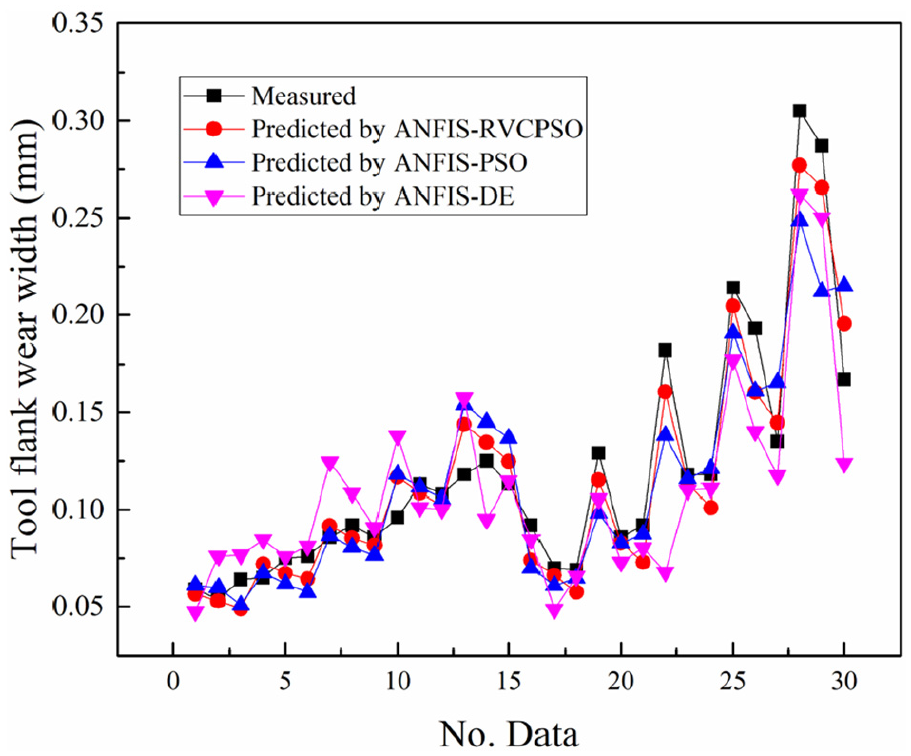
The measured and predicted tool wear width size with different prediction models.
Optimization of cutting parameters using RVCPSO algorithm
Reducing the tool wear can improve tool utilization and also improve the machining efficiency. 18 Material removal rate (MRR) is another important factor that affects the machining efficiency. Therefore, tool wear width size model and MRR model need to be optimized using RVCPSO algorithm to obtain the best combination of milling parameters.
In this work, tool wear width size models facing with different time of the cutting is established by ANFIS models. The cutting speed and feed rate are limited in (170 m/min, 570 m/min) and (0.13 mm/tooth, 0.33 mm/tooth), respectively. The MRR model is expressed as follows

where f and n are the feed rate and the spindle rotational speed, respectively. ap and ae are the axial depth of cut and the radial depth of cut, respectively.
As there are two objective functions fc and fM, the multi-objective optimization problem is transformed into the single-objective optimization problem by assigning weights to each objective function. The single-objective function is expressed as follows


where
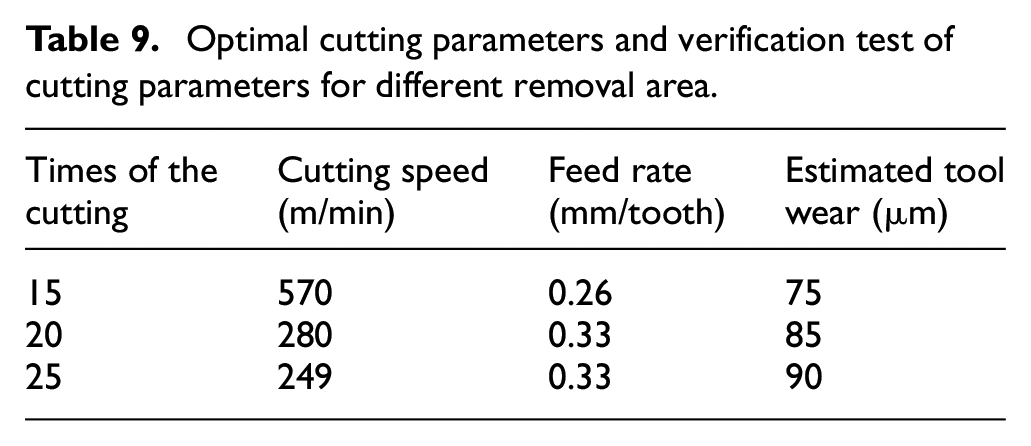
The cutting parameters optimized by RVCPSO algorithm are shown in Table 9. As can be seen in Table 9, the optimal cutting speed and the feed rate for times of the cutting of 15 are 570 m/min and 0.26 mm/tooth, respectively. This yields measurements of tool wear width size 75 μm, MRR 5.66 cm3/min. The optimal cutting speed and the feed rate for times of the cutting of 20 are 280 m/min and 0.33 mm/tooth, respectively. This yields measurements of tool wear width size 85 μm, MRR 3.53 cm3/min. The optimal cutting speed and the feed rate for times of the cutting of 25 are 249 m/min and 0.33 mm/tooth, respectively. This yields measurements of tool wear width size 90 μm, MRR 3.15 cm3/min. As shown in Table 9, high cutting speed and feed rate can improve MRR. When the times of the cutting are 15, the high cutting speed of 570 m/min is selected. Under the condition of small removal area, high cutting speed is conducive to improve machining efficiency, while tool wear will not be too large. But when the times of the cutting are 25, high cutting speed is no longer applicable. The large feed rate (0.33 mm/tooth) is chosen to improve the machining efficiency. Low cutting speed (249 m/min) is beneficial to reduce cutting temperature. Hence, the cutting tool will not wear quickly.
Optimal cutting parameters and verification test of cutting parameters for different removal area.
In order to verify the rationality of the optimized cutting parameters, the validation test was conducted and the results are tabulated in Table 10. In Table 10, the error between the predicted and measured value does not exceed 15.4%. Therefore, the RVCPSO algorithm can give accurate and optimal cutting parameters in the milling process of CGI under different times of cutting.
Verification test for optimal milling parameters.
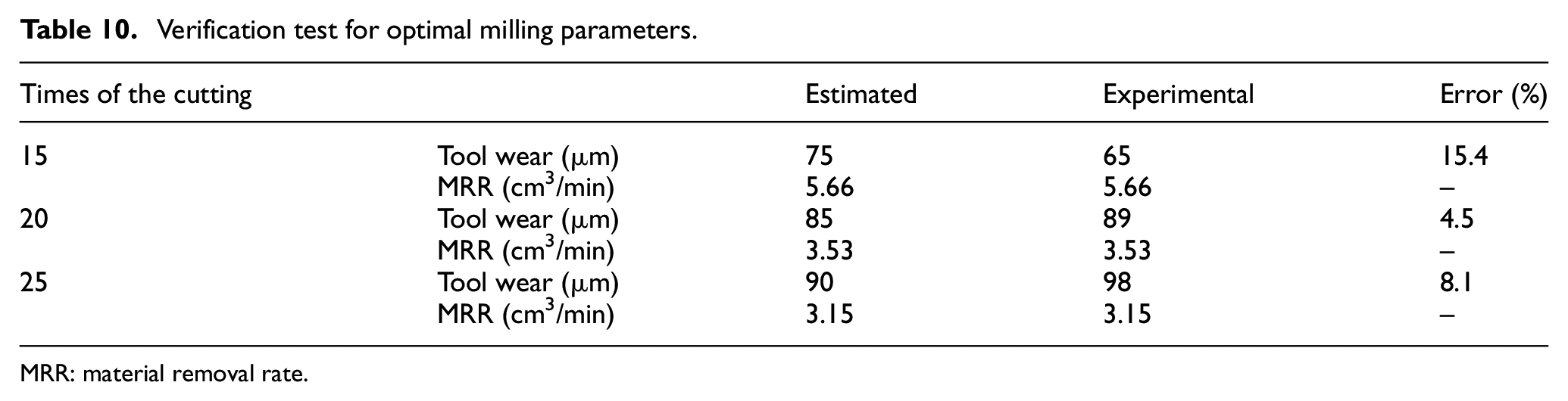
MRR: material removal rate.
Conclusion
In this work, a new learning algorithm called RVCPSO algorithm is proposed to optimize the ANFIS model, and a new prediction model for tool wear was established using the ANFIS-RVCPSO model. The detailed conclusion could be drawn as follows:
According to the experimental results, the main contributing factor affecting tool wear width size is the cutting speed with a contribution of 45%, followed by the feed rate with a contribution of 38%. The depth of cut has no significant effect on the tool wear width size based on the ANOVA analysis.
A new learning algorithm called RVCPSO algorithm was proposed. Through the testing results of the five benchmark functions, the RVCPSO algorithm has an excellent global optimization capability. The RVCPSO can be used to optimize the ANFIS model.
Based on the training data set and the testing data set, the ANFIS-PSO, ANFIS-DE and ANFIS-RVCPSO models were established, the inputs of which were cutting speed, feed rate and times of the cutting, and the output of which was tool wear width size. The R 2 , RMSE and the MAE are used to test the performance of these models. The results show that ANFIS-RVCPSO model has the best performance with R 2 of 0.8786, RMSE of 0.0929 and MAE of 0.1068.
To obtain the best combination of cutting parameters, ANFIS-RVCPSO models with the inputs of cutting speed and feed rate and the output of tool wear were established. When the times of the cutting are 15, 20 and 25, the best combinations of cutting speed and feed rate were (570 m/min, 0.26 mm/tooth), (280 m/min, 0.33 mm/tooth) and (249 m/min, 0.33 mm/tooth), respectively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the National Natural Science Foundation of China (51675312 and 51675313).