
Abstract
In this paper, we investigate the scheduling policies in the iron and steel industry, and in particular, we formulate and propose a solution to a complicated problem called skin pass production scheduling in this industry. The solution is to generate multiple production turns for the skin pass coils and, at the same time, determine the sequence of these turns so that productivity and product quality are maximized, while the total production scheduling cost, including the costs of tardiness, flow of material, and the changeover cost between adjacent and non-adjacent coils, is minimized. This study has been prompted by a practical problem in an international steel company in Iran. In this study, we present a new mixed integer programming model and develop a heuristic algorithm, as the commercial solvers would have difficulty in solving the problem. In our heuristic algorithm, initial solutions are obtained by a greedy constraint satisfaction algorithm, and then a local search method is developed to improve the initial solution. The experimental results tested on the data collected from the steel company show the efficiency of the proposed heuristic algorithm by solving a large-sized instance in a reasonable computation time. The average deviation between the manual method and the heuristic algorithm is 30%. Also, in all the components of the objective function, the algorithm performs better compared to the manual method. The improved values are greater than 15. In addition, we develop a commercial decision support system for the implementation of the proposed algorithm in the steel company.
Introduction
Nowadays, production planning and scheduling are being two of the most challenging tasks managers are facing. In other words, one of the key roles in manufacturing systems is production scheduling. 1 In the steel industry, which is a fundamental industry for any economy, providing the primary material for many industries such as of construction, machinery, automobile, and so on., production scheduling is recognized as one of the most difficult problems of industrial scheduling.2,3 Nowadays, iron-steel plants are facing more challenges than ever before for two reasons. First, for defining a possible, feasible, and optimal schedule for the production, it is necessary to take into account many different, and often contradicting, constraints. Second, rapidly changing customer requirements and global competition are becoming more drastic.4–6 The challenges include reducing energy consumption, effectively responding to customers’ custom-built requirements, improving product quality, reducing logistics costs, and enhancing system resilience.7,8 Making more reasonable and efficient production plans is an effective way in which to, at least in part, deal with the pressure imposed on the plants. Appropriate production planning and scheduling of the cold rolling (CR) section exerts a significant influence on steel plants. A large number of product categories, machines, and a long production flow make the manufacturing process of the CR line in the steel industry a complicated process. As the complexity of the production process increases, so does the importance of the reasonable order planning of the CR in order to improve the competitiveness of CR plants, reduce production costs, and enhance delivery satisfaction. 9 Despite this, the production and operation management researchers have not paid as much attention to the challenges of planning and scheduling in CR production of iron and steel as they have to those in many other industries such as metal cutting and electronics. The significance of effective planning and scheduling of CR in the reduction of costs and energy consumption and preserving the environment is not any less than in other industries.
The steel manufacturing process mainly involves sponge iron production, steel making and continuous casting (SMCC), hot rolling, CR, and finishing processes. In electric arc furnaces, some additives are added to pig iron, and then it is changed to molten iron. Thereafter, slabs, solid cube plates, are produced using certain complementary processes. Then, the slabs are carried to where initial preheating is done. The thickness of slabs is reduced by passing through four parallel rollers. Finally, hot coils are produced, which can be used as the final or semi-finished products in a CR mill station consisting of different lines, such as electro-galvanizing line, continuous annealing line, temper mill line, skin pass line (SPL), and corrective line (CL), among others. Finishing lines are used to produce the final products that match customer demands. 10 The skin pass production scheduling (SPPS) problem is a rather difficult optimization problem which has several conflicting objectives and multiple constraints, and the solution to the problem should balance those conflicting objectives and constraints. This paper proposes a generally applicable decision support system for the integration of planning and scheduling of the SPL for a CR in the sample steel company. The SPPS problem that considers the flow of material (FOM) and optimal levels of inventory for the next line has not been investigated. Therefore, in this paper, we concentrate on this problem and propose a new mathematical model and a heuristic algorithm for solving it. In most steel companies, trained human experts conduct the SPPS; however, it is very difficult to schedule coils with low tardiness penalties and production costs, considering the limitations of the production line and, also, the next and previous lines. A mixed integer linear programming proposed to reduce these weaknesses can schedule multiple turns (rolling of given coils between two roller replacements) and determine their sequence and the sequence of coils in every turn at the same time. Also, the new greedy heuristic algorithm enhanced with a guided local search solves the SPPS. The proposed algorithm is applied to real production data to test its validity and efficiency, and then, it is compared to the manual planning systems in the steel company. It should be noted that this system is currently in use by this company. The production process of SPL is shown in Figure 1.
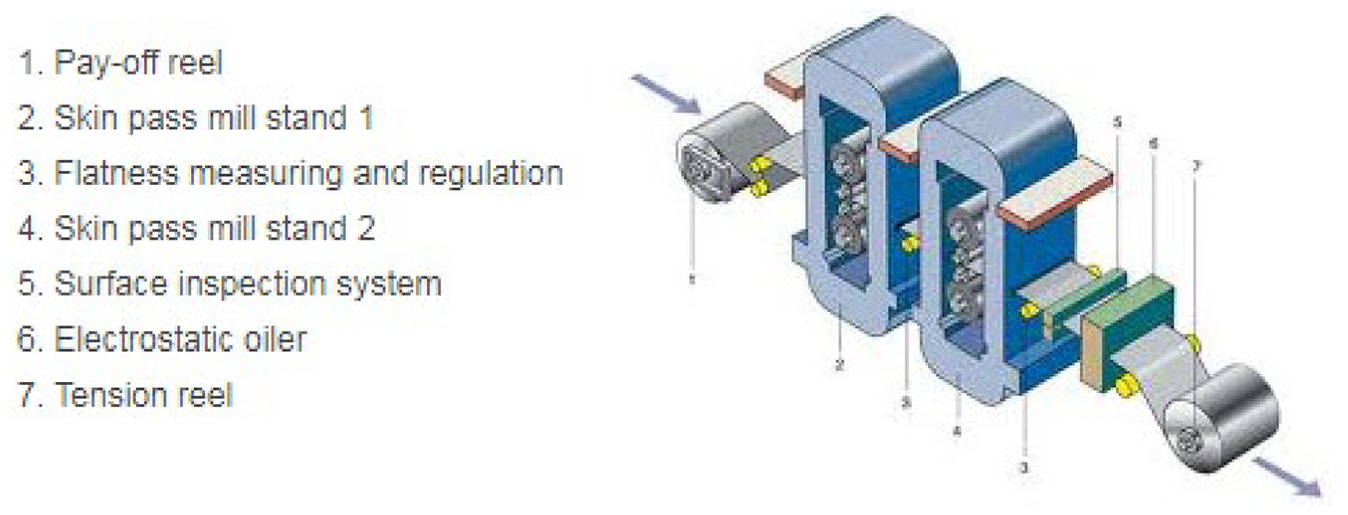
The production process in SPL.
The remainder of the paper is organized as follows: Section 2 reviews the relevant literature. The research gap is described in Section 3. Section 4 gives the definition of the problem and its formulation. Section 5 illustrates the manual system. A greedy heuristic algorithm is described in Section 6. In Section 7, the tuning of the parameter, sensitivity analysis, the comparison metrics, and the advantages of the commercial decision support system (CDSS) are given using the production data of the sample steel company. Finally, conclusions and suggestions for future research are presented in Section 8.
Literature review
Scheduling problems in finishing operations have been relatively under-examined in the literature. The main focus of this paper is to deal with the problem of scheduling in the steel industry related to primary production. Cui and Luo 11 developed a mixed integer nonlinear mathematical model and applied the Lagrangian relaxation (LR) approach to solve the SMCC problem. Lin et al. 12 developed a novel search algorithm and a new Pareto optimization approach for solving problems with four conflicting objectives. Li et al. 13 considered the hybrid flexible flow shop scheduling problem together with the dynamic operation skipping features in molten iron systems and proposed an improved discrete artificial bee colony algorithm to solve it. For the SMCC problem, in order to minimize total weighted earliness/tardiness penalties and waiting time, Mao et al. 14 proposed the scheduling problem as mixed integer programming (MIP). They present LR for solving the resultant MIP problem. Atighehchian et al. 15 proposed a hybrid scheduling algorithm, which is based on the combination of Ant colony optimization and non-linear optimization methods for SMCC problems. Sun et al. 16 presented a valid model and a solution method named population-based external optimization to solve the hot rolling scheduling problem. Tan et al. 17 proposed a decomposition approach for the steelmaking process scheduling problem by considering a variable electricity price. In the first stage, for minimizing the maximum completion time for each cast without considering a variable electricity price, mathematical programming was utilized. In the second stage, based on the obtained relative schedules of all casts, a mathematical model was formulated with an objective for minimizing the energy cost for all casts’ scheduling problem. The SMCC problem is modeled as an MIP problem, and an LR approach based on machine capacity relaxation is presented to address the MIP problem. Also, an improved sub-gradient level algorithm with a global convergence is presented to solve the Lagrangian dual problem. 14 For solving the SMCC problem, a three-stage rescheduling method is proposed including the batch splitting, forward scheduling method, and backward scheduling method. 18 Hao et al. 19 modeled the SMCC problem as an MIP model with interval variables and presented a two-layered solution framework to solve the model. Yang and Park 20 used linear programming to develop a simple and convenient scheduling methodology for three typical and distinctive production situations in real foundries. This methodology was proposed to determine an optimal casting sequence, and it has successfully been applied to all casting environments, simultaneously producing different types of castings with different alloys and weights for a number of orders within a predetermined period.
Most studies on hot rolling have defined a turn as the continuous processing of slabs between two working roller replacements. To ensure that the rolled coil quality remains acceptable, we should replace working rollers after rolling a certain number of slabs. In the real world, a scheduling problem in the steel industry is a complex problem; therefore, a wide variety of approaches have been applied to solve it: a hybrid differential evolution algorithm is proposed by Jiang et al. 21 Pan and Yang formulated this problem as a multiple route problem with multiple objectives. The procedure for solving this problem is based on a partial set-partitioning formulation; 22 a heuristic rescheduling algorithm is proposed that has the minimum total waiting time, 23 and a two-stage scheduling method is proposed for solving the hot rolling scheduling problem. 24
Semi-finished products are processed through different finishing operations to acquire the final products. The finishing production line scheduling problem is also little studied. Tang and Wang 10 proposed a mixed integer nonlinear programming model for color-coating production scheduling to generate multiple production turns for galvanized coils and a Tabu search heuristic along with two speed-up strategies. A linear integer programming model and a two-phase algorithm based on dynamic programming have been developed to solve coil sequencing problems for electro-galvanizing lines in the steel industry. 25 A genetic algorithm methodology was developed for a continuous galvanization line problem, combining a penalty procedure defined for constraints with assigned weights for different characteristics of coils. This scheduling solution predicts a continuous galvanization line sequence with a minimum number of coil transitions to improve productivity and reduce costs. 26 Boctor 27 investigated the problem of sequencing and scheduling jobs on a single cold rolling mill and presented a new mathematical formulation for the problem, a branch-and-bound algorithm as well as a new perturbation-based heuristic solution to solve the problem. As’ad and Demirli 28 assumed that only one major setup is made at the beginning of a shift. They developed a mixed integer bilinear program for solving a small-scale problem. They also proposed three families of approximating algorithms, which can only generate exact schedules for the immediate time periods. Several other papers have also been published on developing models and methods to solve the finishing line scheduling problems.29,30 Iglesias Escudero et al. 31 conducted a study about the existing solutions for dealing with uncertainty, while solving the planning and scheduling problem in the steel industry manufacturing processes. They discussed the different techniques designed to cope with uncertainty in manufacturing scheduling, along with the main uncertainty factors affecting the scheduling.
However, the SPPS problem has not been investigated before. Also, previous relevant studies had not considered optimization of the FOM and optimal levels of inventory for the next line. Therefore, in this paper, we concentrate on the skin pass processes such as the finishing production line and consider the optimal level of inventory of the subsequent lines as the main aim of this paper. Like the requirement in hot strip mill (HSM), the SPL has two work rolls. Hence, in an approach similar to HSM, we use the word “turn” in the same manner as HSM. In most steel companies, trained human experts conduct the SPPS; however, it is very difficult to schedule coils with low tardiness penalties and production cost, considering the constraints of the production line and the next and previous lines. A mixed integer linear programming model is proposed to mitigate these weaknesses that can schedule multiple turns and determine their sequence and the sequence of coils at every turn at the same time. Thereafter, a new greedy heuristic algorithm enhanced with a guided local search is proposed to solve the SPPS in the form of a decision support system. The proposed algorithm is applied to real production data to test its validity and efficiency, and then, it is compared to the manual planning systems in the steel company. It should be noted that this system is currently in use by this factory.
Research gap
According to the literature review on the SPPS problem, the research gaps are described as follows: First, most of the existing studies do not investigate the SPPS problem. Second, the FOM and optimal levels of inventory for the six consecutive lines after the skin pass line in the SPPS problem have not been studied in the literature. Third, developing a CDSS for the implementation of the proposed model and algorithm in a sample steel company has not been discussed in the literature. It needs to be mentioned that our sample steel company is currently using the aforementioned model.
Aiming to address these gaps, our study presents a coil sequencing problem that arises from the SPL in the steel industry. The problem is to find a processing sequence of steel coils such that the total production scheduling costs, including the costs of tardiness, FOM, and the changeover cost between adjacent and non-adjacent coils, are minimized. The present work has three main scientific contributions: (1) this is a novel and pioneer research addressing the SPPS problem; (2) this is also the first research that addresses the FOM and optimal levels of inventory for six consecutive lines after the SPL in the SPPS problem; (3) this research presents a new mixed integer programming model to formulate the problem, develops a heuristic algorithm, and then designs the CDSS which has successfully been implemented in a major iron and steel enterprise in Iran.
Problem definition and formulation
In the SPPS problem, there are n coils that must be processed by a machine. Each coil has its own storage level, due date, priority, and dimensional characteristics such as width and thickness, lubrication, timing, and so on. The goal of this study is to select and sequence the best turns and, after that, choose and sequence the best coils for each turn (Figure 2) under multiple production constraints in order to increase line efficiency.
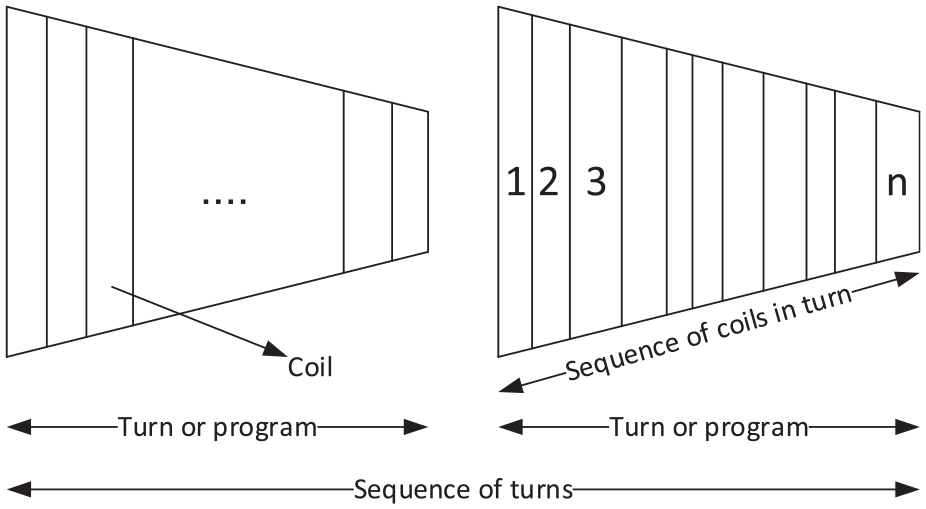
Sequence of turns and coils.
Constraints
The constraints in the SPPS model are defined as follows:
To guarantee product quality, the change of the turns’ width is descending.
The permissible value of the dimension difference between adjacent coils in the sequence is called a dimension jump, such as width jump (WJ) and thickness jump (TJ), which must be less than a certain value and not fluctuate.
Coil production has a variety of features, including lubrication and trim operations, among others. Two coils with different attributes cannot be processed in the same turn. A set of coils with the same characteristics is called a category. Therefore, each turn contains one category type.
Objectives
The SPL supplies an inventory of six consecutive lines, including four CL and two light and heavy gauges (Figure 3). Therefore, FOM must be brought into their storage in a way that does not cause the storage to be blocked or, on the other hand, other storages to be emptied. Each line has an optimal level of inventory in order to maintain the FOM. Henceforth, the objective function has five parts:(1) tardiness order; (2) coil storage level; (3) coil priority; (4) the uniformity of the WJ and TJ in each turn; and (5) FOM.
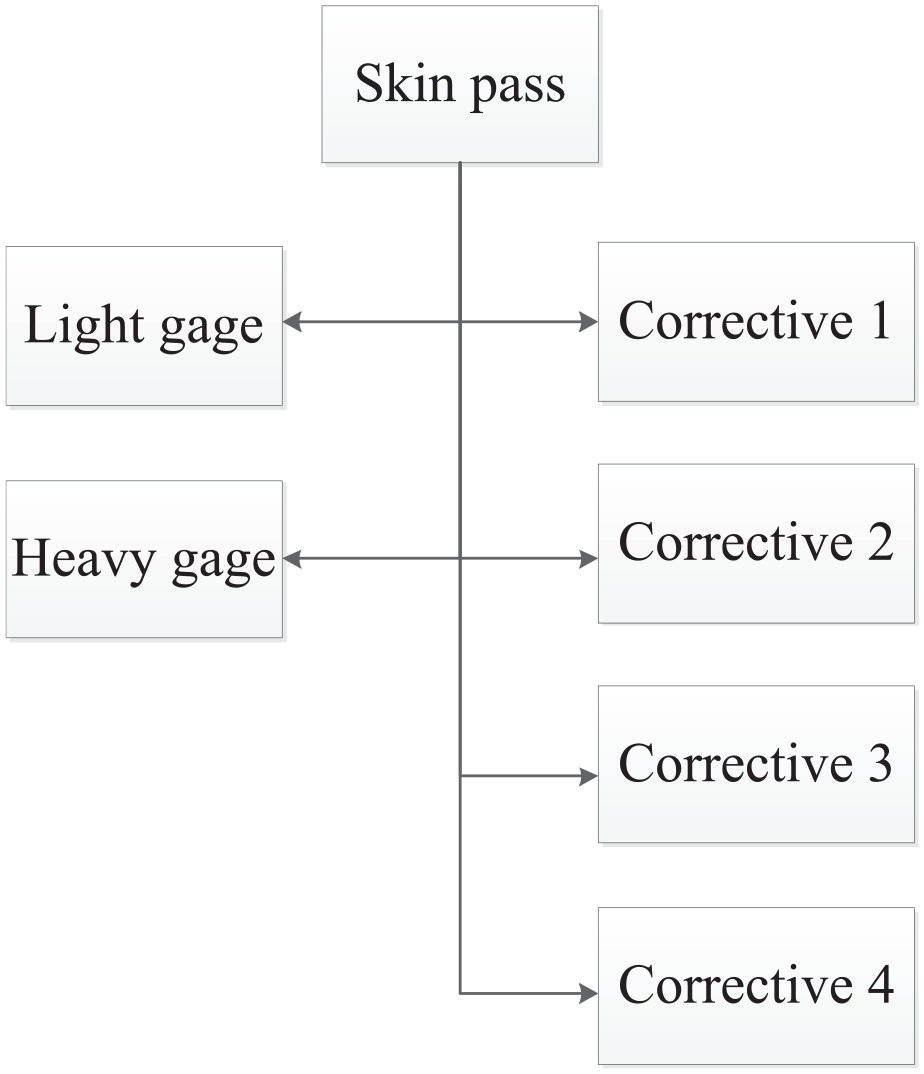
Lines after SPL.
Parameters and variables
The variables i, j, u, and v are indices denoting coils, t is the index of lines next to the SPL, and l and k are indices denoting turns.
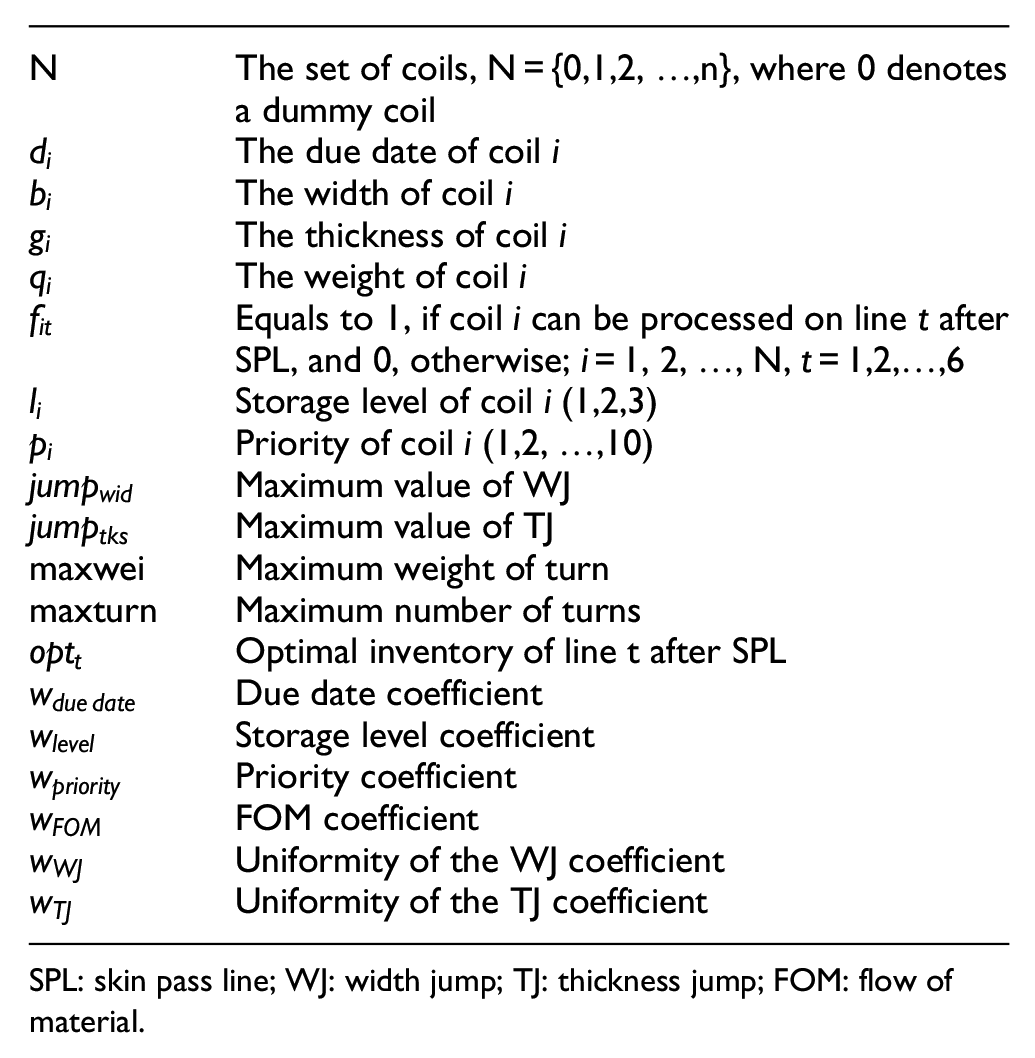
SPL: skin pass line; WJ: width jump; TJ: thickness jump; FOM: flow of material.
Integer variables:



In order to formulate the objective function, it is needed to calculate several parameters such as







Model
The model proposed below is a generalization of the problem introduced by Tang and Wang 8
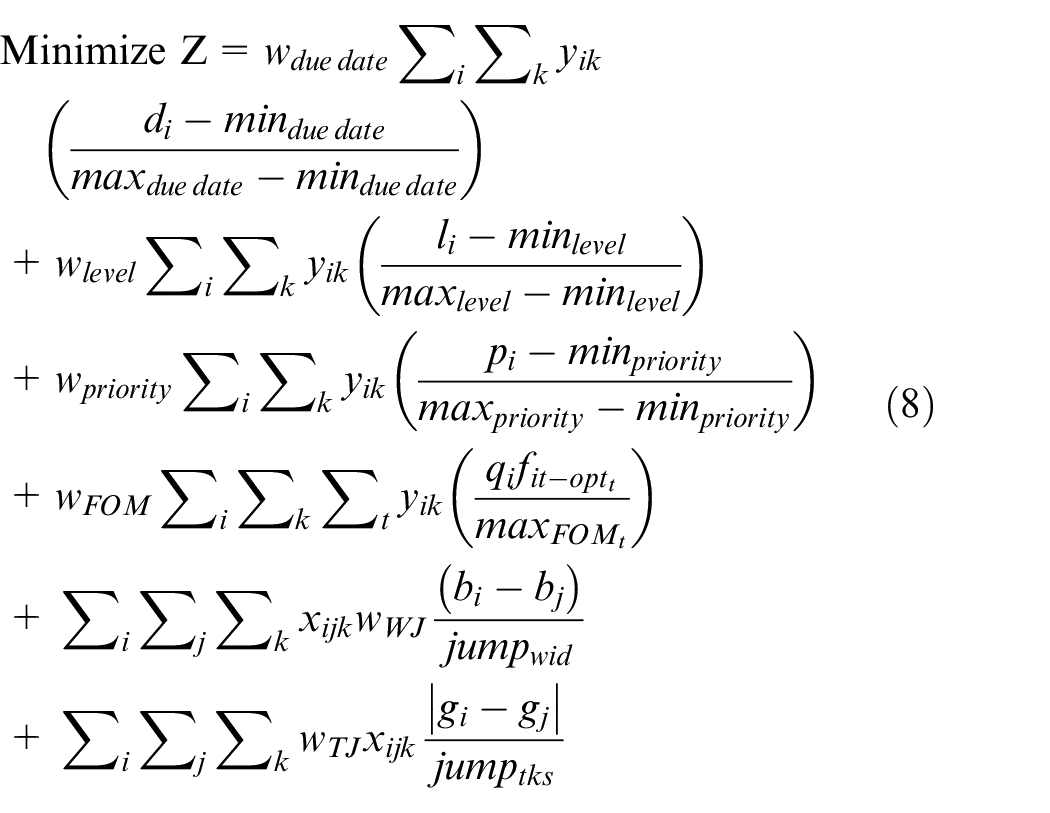











Equation (8) is a representation of the objective function that minimizes the sum of the due date, storage level, priority, WJ, TJ, and FOM. Constraint (9) ensures that each coil is processed exactly once. Constraint (10) guarantees that the number of turns is less than or equal to
Manual system
In many steel mills, planning is done by a small group of experienced planners and managers. They try to obtain daily production goals by building turns. When the planner wants to make the turn, he has to be aware of the information on the last status of the production line, so that he can take the most important constraints and objectives into account. The prerequisites a planner must have before a sequence is created are achieved by the production line technician’s opinion without considering the planning objectives. Also, the planner cannot consider all factors when generating a sequence in the short time available. In order to generate the turn in a short time, the planner has to take two steps as follows:
Select collection coils based on the production line technician’s opinion without considering the planning objectives
Sorting the selected coils based on the width attribute.
This manual planning procedure ignores some very important commercial, logistical, and production objectives, and while a manual planner can always be relied upon to generate a sequence, the sequence quality may be far lower than what is actually possible.
The proposed algorithm
In most cases, scheduling problems of the iron and steel industry are NP-hard, which means that no algorithm can optimally solve these problems within a reasonable computation time. 32 Therefore, the SPPS related to the cold rolling section in an iron and steel company is also strongly NP-hard. When scheduling coils in a short time, it is difficult for the planner to consider all constraints and objectives. For this reason, an advanced and flexible system that schedules coils according to the planners’ wish is needed. Therefore, in this paper, we propose a CDSS for the SPL scheduling, which is now in use in an Iranian steel company. The automatic sequencing system proposes turns and allows the human planner to analyze the turns and modify them by adding, removing, or replacing coils. The main framework of our proposed polynomial algorithm is shown in Figure 4. In this figure, the notations, CountTurn, NumTurn, CountCoil, and NumCoil, represent the count of the number of turns, the optimal number of turns, the count of the number of coils, and the optimal number of coils, respectively. The details of the important steps of the algorithm are explained in the next subsections.
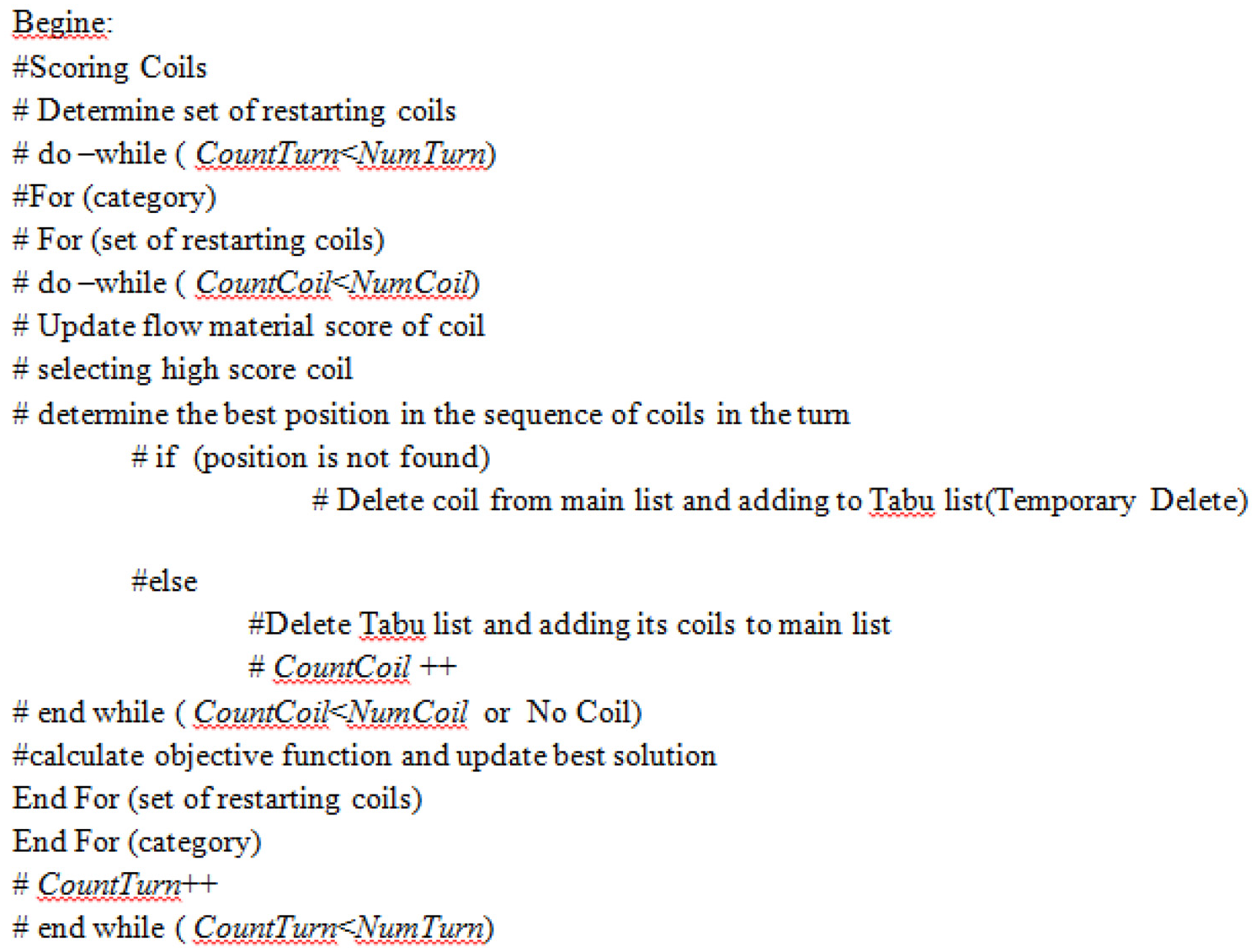
Framework of the algorithm.
Scoring coils
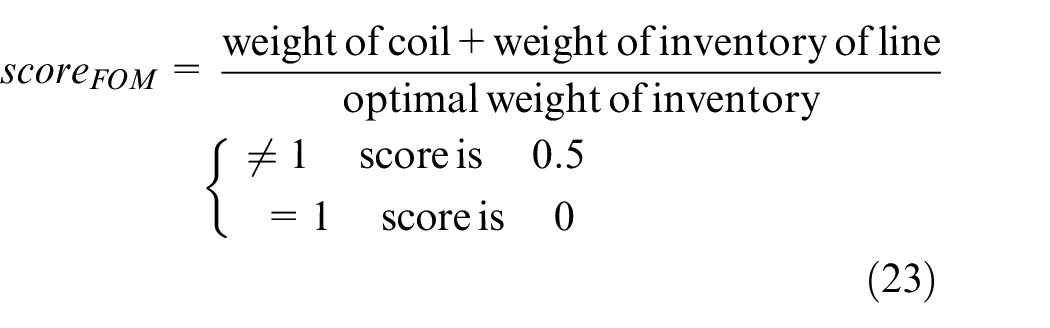
The score of coil (SOC) is based on the sections of the objective function. The SOC for each section ranges from zero to one. The scores of the due date, storage level, priority, and FOM are calculated for each coil by using equations (20)–(23), respectively. Note that the score of FOM is updated after the coil is stationed in a sequence



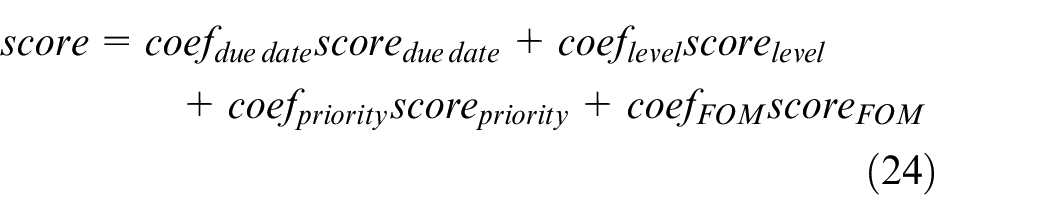
We can show the SOC by equation (24). In this equation,
Determining the best position
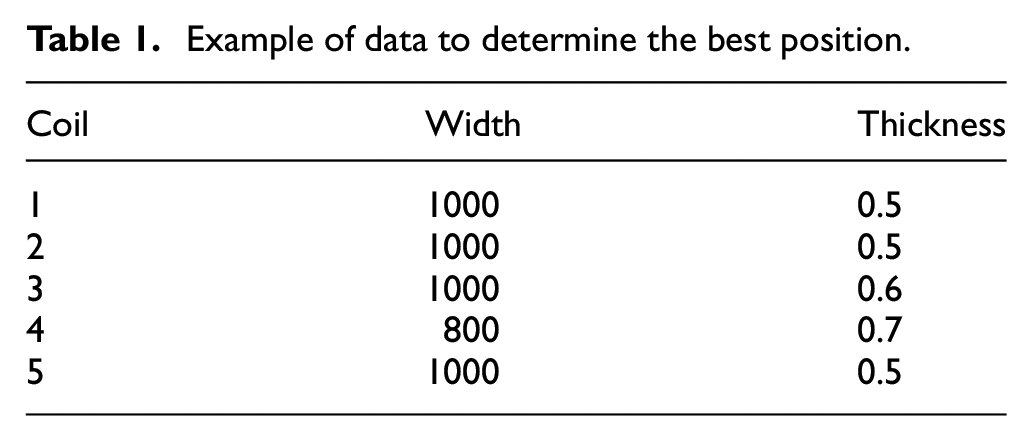
All the positions are determined in terms of WJ and TJ, and then, if multiple positions are determined, the position with the minimum WJ and TJ is selected. For example, the information for a sample of five coils is shown in Table 1. In Figure 5, the sequence of four of them is determined by assuming WJ and TJ to be equal to 200 and 0.2, respectively. In order to determine the best position for the fifth coil, there are three positions available for selection; between the first and second coils, between the second and third coils, and between the third and fourth coils. However, position 1, that is, between the first and second coils, is superior because its value of TJ is smaller than the others.
Example of data to determine the best position.
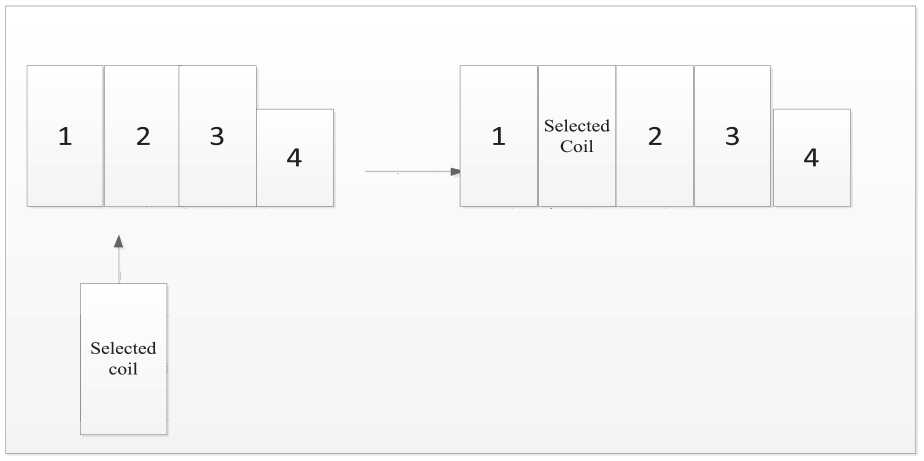
Determining the best position.
Local search procedure
In order to improve the feasible solutions, we use a local search, similar to the operator of the Tabu search algorithm in the following areas:
Exchanging two coils between two similar turns
Exchanging the coil in the warehouse with the coil in turn
Results
This section has three subsections. In the first part, the tuning of the objective function’s parameters and the coil score are described. In the second part, the effects of changes in the coefficients of the objective function are analyzed and compared to each other. Finally, the result of the proposed algorithm is compared to the schedule of the operator at the steel company.
Tuning the coefficients of objective function and SOC
After considering various values for each of the parameters, as is shown in Table 2, we consulted skilled experts in order to tune the parameters of the objective function. To select the best value, we used the design of the experimental approach reported by Vaez and colleagues.33,34 The full factorial design with 24 blocks is implemented to investigate the interactions and impacts of these parameters on the problem and to choose the best value for each of the parameters. Tukey’s multiple range test is used for comparing all the pairs of the means for each factor. The chosen values for the parameters are shown in bold numbers in Table 2.
Values for the coefficients of objective function and SOC.
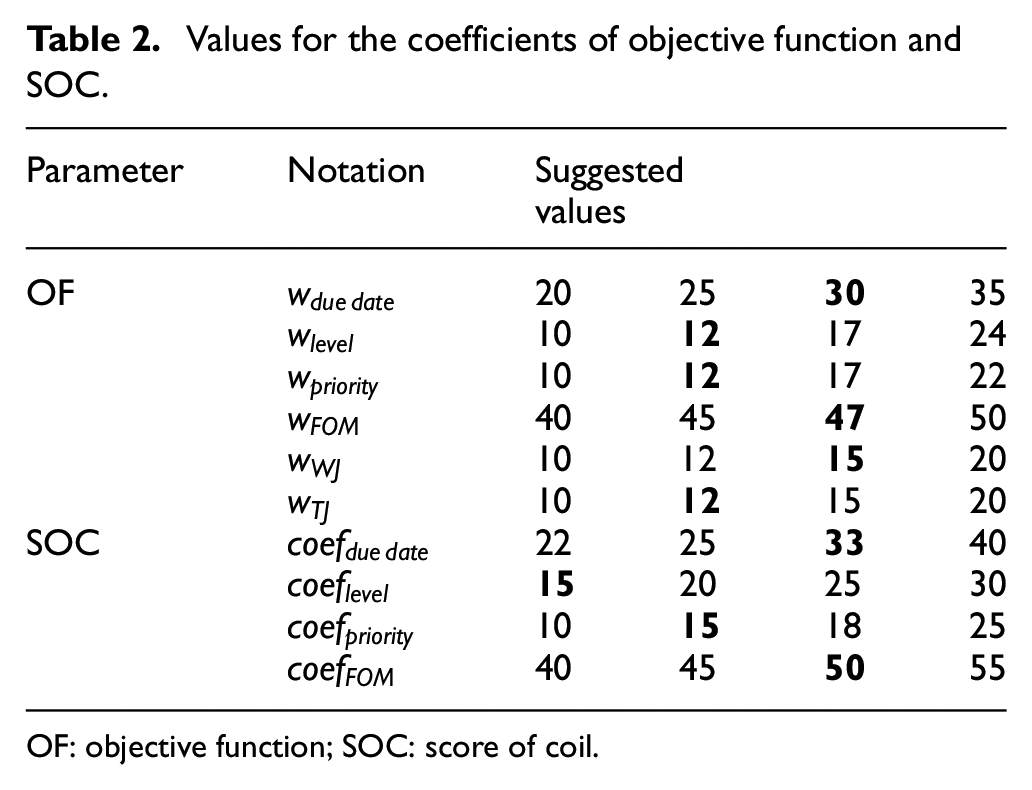
OF: objective function; SOC: score of coil.
The best way to evaluate the performance of the proposed algorithm is to compare it with the manual system used by the factory. Therefore, 10 samples of the actual data from the steel company are used. The output of the algorithm is compared to the manual method planned by the human expert. The proposed algorithm is implemented in the Visual C#.NET 2012 environment, and we have developed a software with Java/ADF for this problem. In each test instance, the number of coils ranges from 215 to 345, and the width, the thickness, and the weight of coils range from 600 mm to 1550 mm, 0.3 mm to 0.75 mm, and 3 to 25 tons, respectively. The due date of the coils or orders varies from -90 to 120 days. Also, the priority of the coils varies between 1 and 10. The optimal inventory value of six consecutive lines after the SPL is fixed to 400 for four CLs and 300 for the other two.
Sensitivity analysis of coefficients
Among the components of the objective function, WJ and TJ are related to production, while the rest of the coefficients are related to production planning. Here, we evaluate the impact of various factors on the values of the objective function. Two distinct scenarios are considered: (1) The effect of the coefficients of the objective function’s components on each other; (2) Trend analysis for the objective function’s components’ values when the scheduling is done for a long time (two shifts). Figure 6 shows the impact of the coefficient of FOM on other coefficients. By increasing the value of the FOM coefficient, the values of all the components of the objective function are increased. But the values of the due date are more affected compared to the other components. This is because of the fact that the medium-term planning and the long-term planning do not work well. One of the main tasks of medium-term and long-term planning is to simultaneously plan all lines by considering the main goals of the steel industry such as minimizing the due date. At these levels of planning, it is attempted to regard the constraints of each line and create a balance along all lines from the SMCC to the end of the CR in order to provide an inventory of downstream lines. Figure 6 shows that the balance between the due date and the FOM in the final lines is not achieved for this company. Also, increasing the cost of WJ and TJ indicates an inefficient operation of medium-term and long-term planning. In other words, in the medium- and long-term planning, the inventory of this line is supplied without regard for the constraints of the skin pass line. Therefore, the coils are not compatible with each other in terms of TJ and WJ, so that the TJ and WJ constraints are met with difficulty. The impact of the coefficient of WJ on the other coefficients is shown in Figure 7. Similar to FOM, by increasing the value of the WJ coefficient, the values of the other components of the objective function are increased. However, the values of the objective components related to production planning are more affected than the values of the objective components related to production because WJ is an objective of production that is in contrast to the objective of production planning. In other words, this increase confirms the contradiction between the goals of production planning and production. The more production goals are achieved, the less production planning goals are achieved. Therefore, it is valuable to have efficient planning to create a proper balance between these conflicting goals. In Figure 8, the impact of the coefficient of the level of storage on other coefficients is shown. There is no trend in the value of all the other coefficients related to production planning goals, and there is little effect on production goals. This indicates that the planning for the warehouse layout has not been optimal for production planning goals. This result is expected because of the inefficient operation of medium-term planning and the long-term planning, again. Figure 9 presents the relation between the due date coefficient and the values of other objective function components. Similar to previous cases, by increasing the value of the coefficient of the due date, the values of the priority and FOM are increased. This also emphasizes the lack of coordination between the effectiveness of the organization’s medium- and long-term planning. This is because suitable coils of the lines before the SPL are not correctly transmitted. In other words, the transfer of coils to the SPL warehouse should match the objectives of the due date, priority, and FOM. The interesting point is the linear, increasing pattern between the change of the due date and the FOM shown in both Figures 6 and 9. An increase in the value of the due date leads to the linear increase in the value of the FOM, and vice versa.
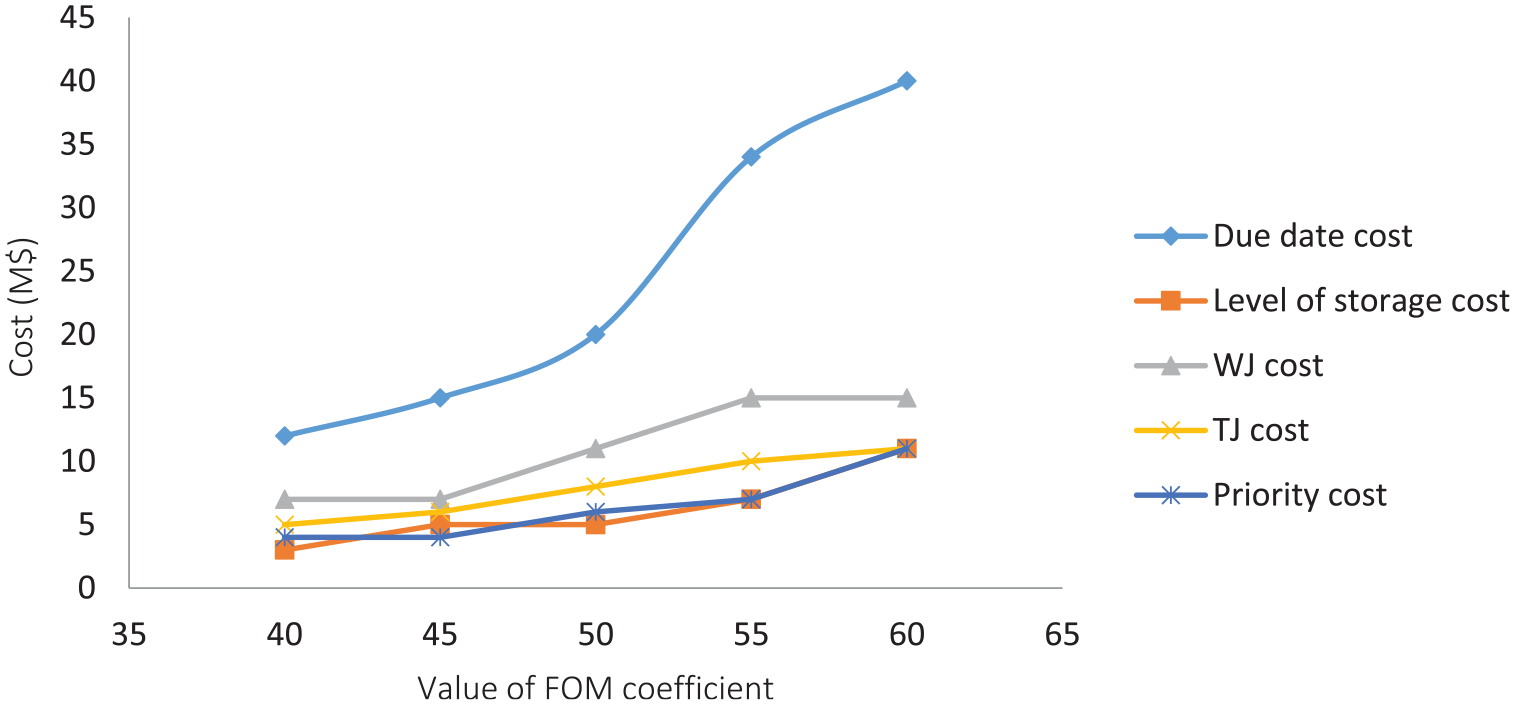
The impact of the FOM coefficient.
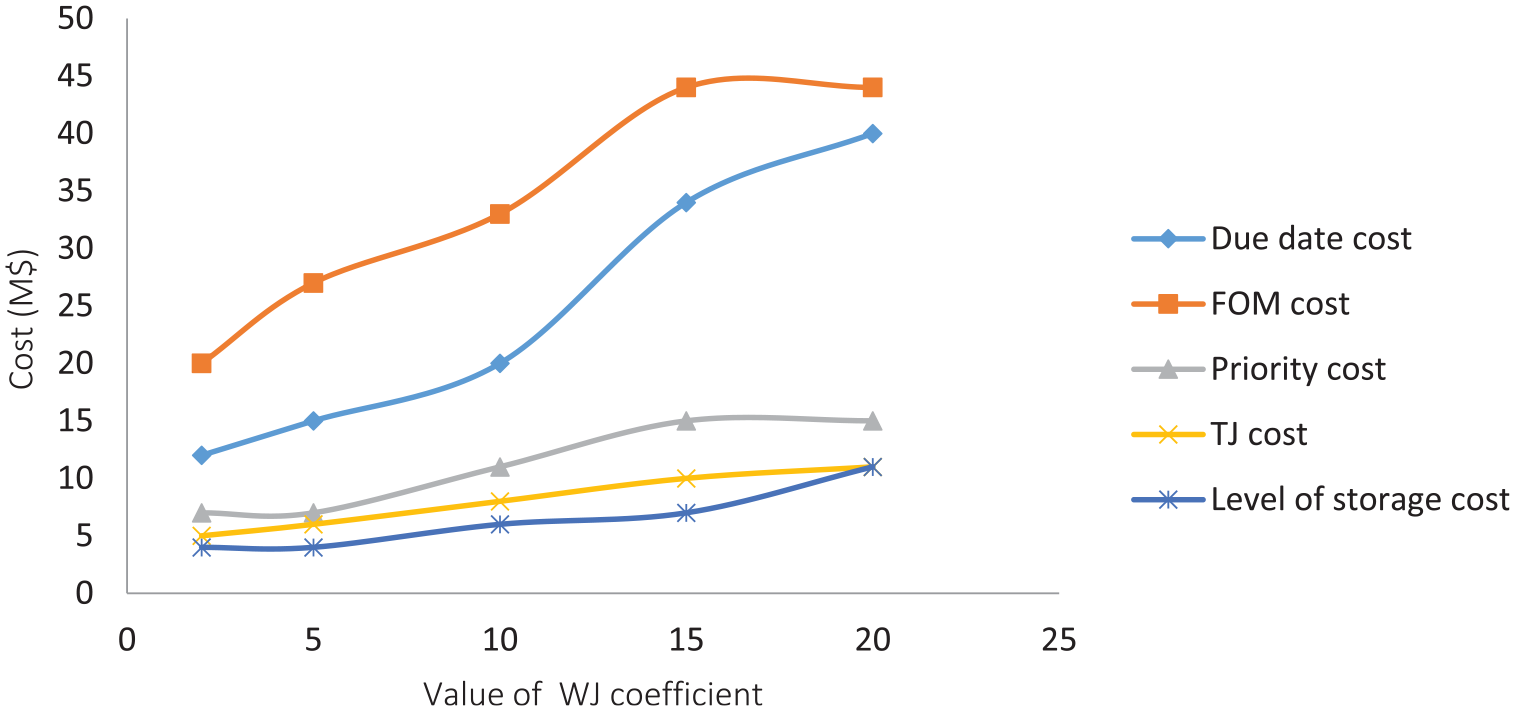
The impact of the WJ coefficient.
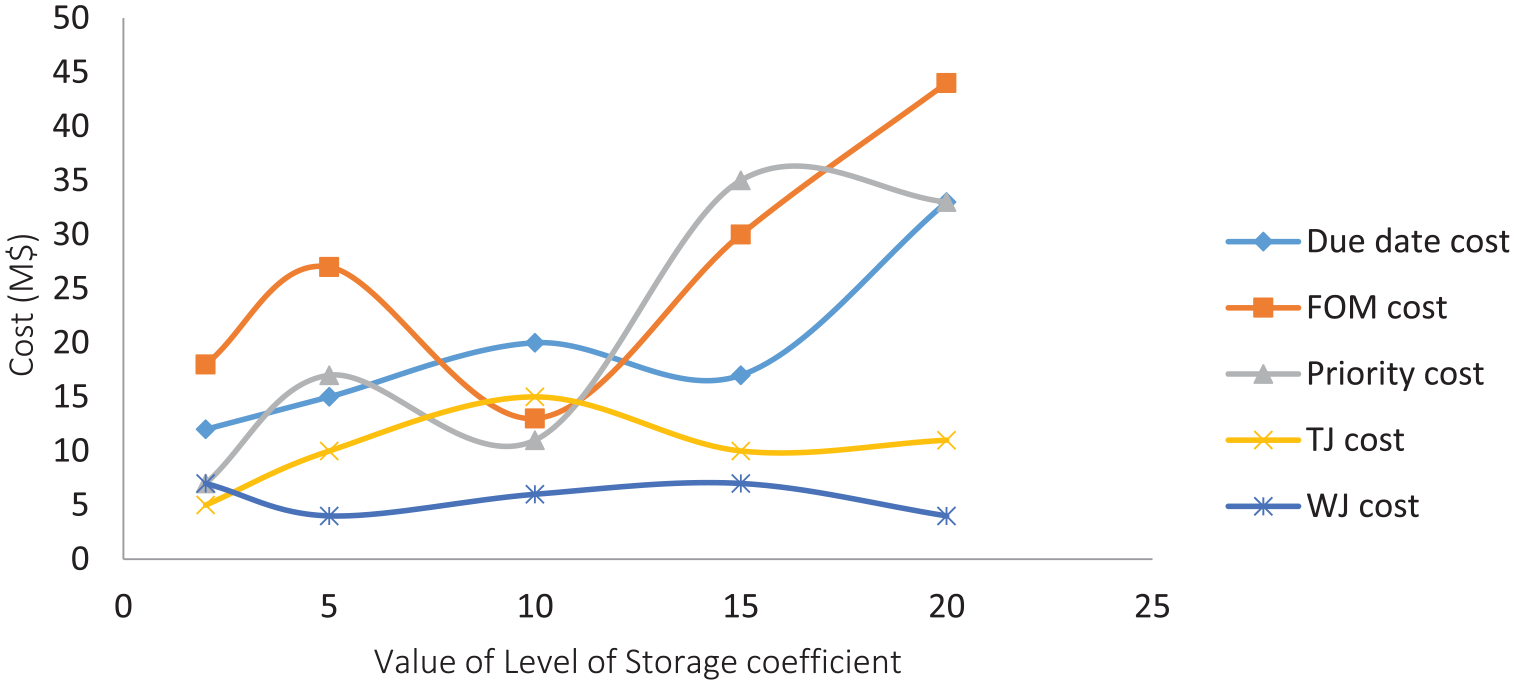
The impact of the storage level coefficient.
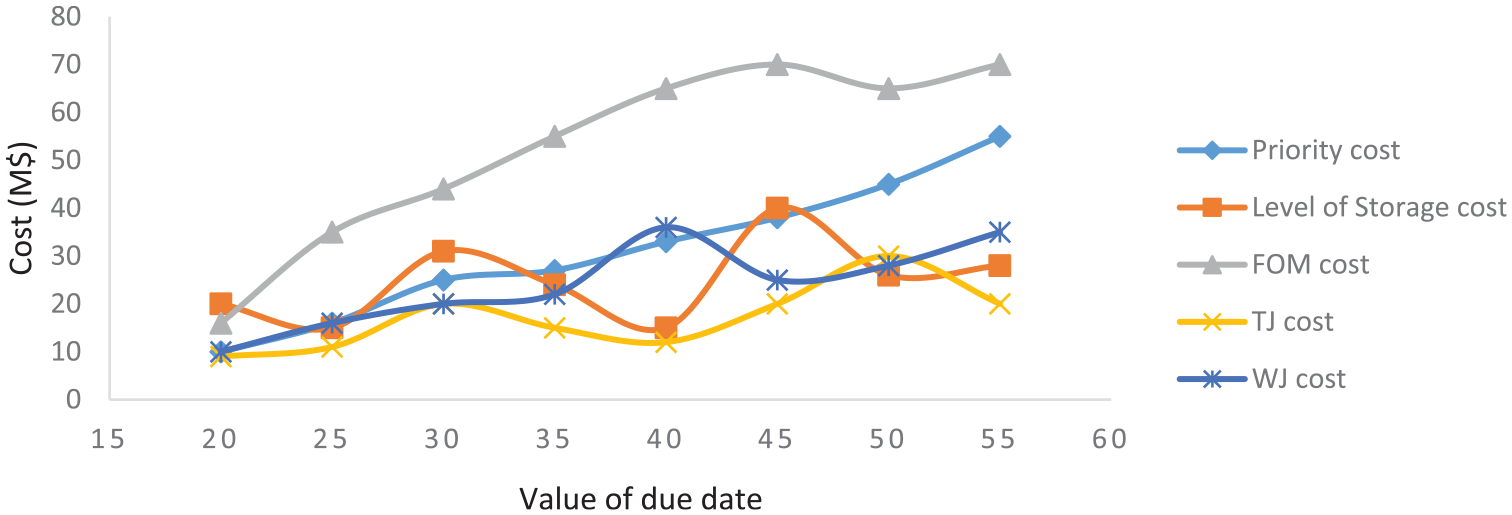
The impact of the due date coefficient.
The second analysis discussed in this paper is the relationship between the components of the objective function when the algorithm is used for long-time scheduling, for example, for two shifts (24 hours). Figure 10 shows that the trends of the change in the value of the due date, priority, and FOM are increasing, while the trend of the level of storage is decreasing. This shows that in early turns, attempts have been made to select delay coils with high priority and to focus on the FOM objective. Hence, the value of the due date, priority, and FOM objective is less than that of the latter turns. More specifically, the FOM objective will be optimized when the inventory of the storage of six lines is not less or more than the optimal value. Therefore, producing less or more than the optimal value has costs. It is clear from Figure 10 that we have approached the optimal value in the fifth turn; before and after this turn, the value of the FOM objective was less and more than the optimal value, respectively. Also, it is expected that the trend of the change in the value of the level of storage is descending. Through time, the number of coils in the warehouse is decreased, so the number of transportations in the warehouse decreases. On the other hand, the values of the WJ and TJ are increasing because by building the turns for a long time at one run, the inventory of coils in the warehouse is reduced. Therefore, it becomes more difficult to create a turn with fewer jumps in width and thickness, so the value of WJ and TJ will increase. In short, it is advisable to generate turns for a short time in order to import new coils to the warehouse when producing these turns, so that it would be possible to use suitable coils to reduce the WJ and TJ costs.
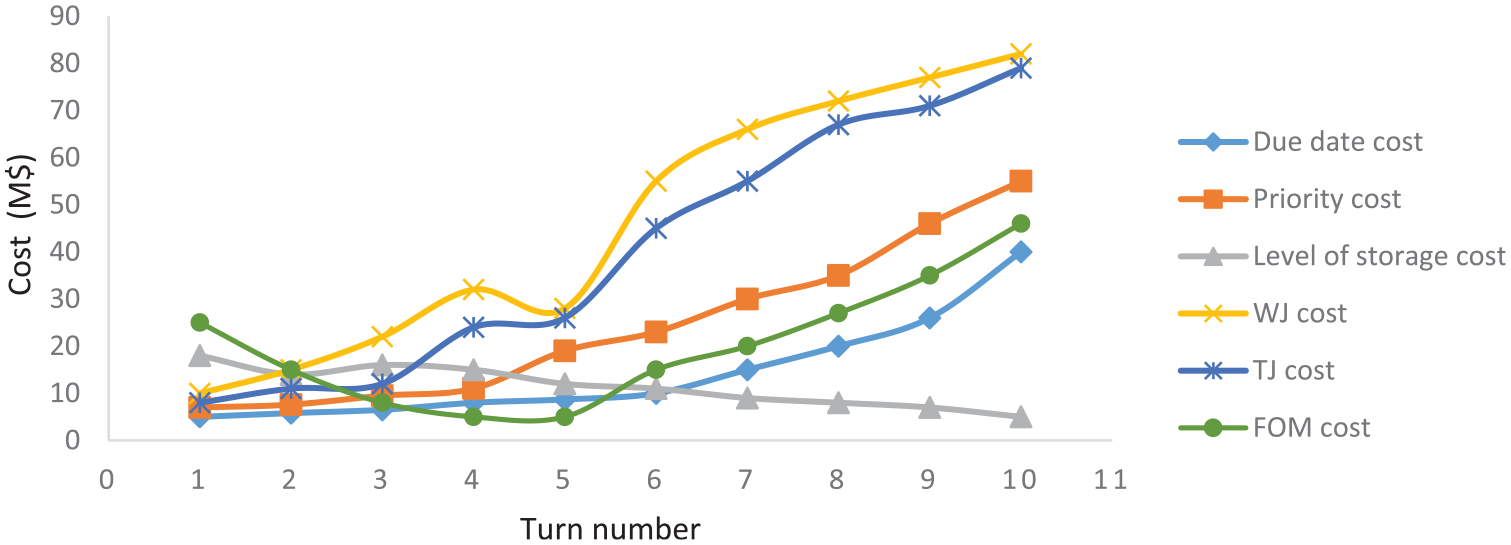
The impact of time on the components of the objective function.
Metrics comparison
Comparison with the mathematical model
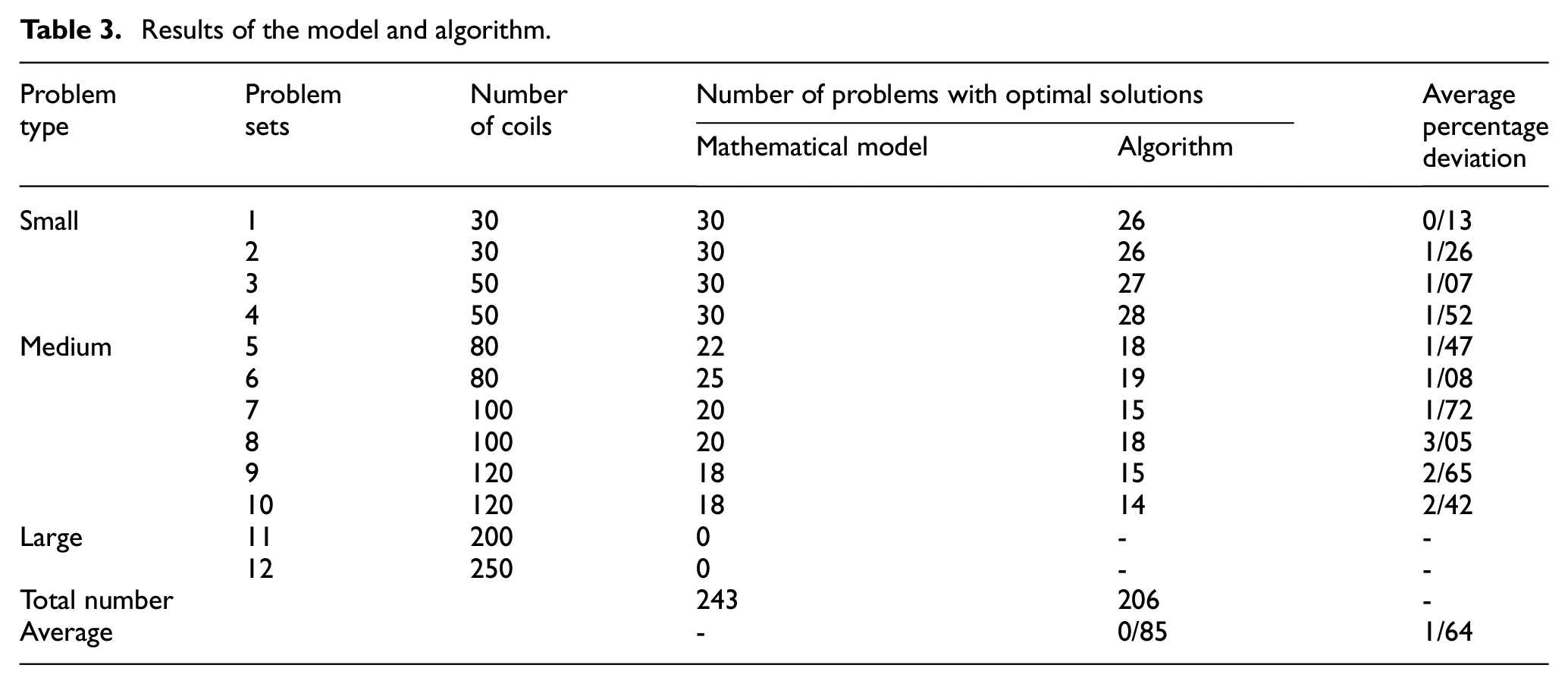
The solutions obtained from the proposed algorithm and the mathematical model are compared with each other to evaluate the performance of the algorithm. The model proposed in this paper was coded in GAMS 24.1 CPLEX solver. The time limit for running the models was 3600 seconds. The information obtained from the steel company is used to generate test problems. For each problem, we ran the algorithm ten times. The mean percentage of deviation is reported as the percentage of deviation from each of the algorithms. The results of the comparisons are presented in Table 3. There are separate parts of evaluation using small-/medium-/ large-scale problems. According to the results, the mathematical model cannot solve large problems. In other words, the limitation in the use of the mathematical model is that computation time increases as the problem size becomes larger. Therefore, in order to solve large-scale instances in the steel company, the heuristic algorithm is proposed. In this table, percentage is calculated using equation (25), where

Results of the model and algorithm.
Comparison with operator’s turns
In order to compare the results of the algorithm with the manual schedule, we used opinions of experts who are experienced engineers in the planning department and are aware of all technical, logistical, and commercial constraints and objectives. They analyzed the algorithm output in different aspects, so that the productivity and product quality are maximized, while the total production scheduling costs, including the costs of tardiness, FOM, and changeover cost between adjacent and non-adjacent coils, are minimized. There are multiple aspects as follows:
Selecting the best categories, turns, or programs
Determining the sequence of the selected categories
Choosing the best coils for each category
Determining the sequence of coils for each category
The results of the algorithm (denoted by Alg) are compared to those of the manual scheduling system, which is denoted by Man, in Table 4. The insights obtained are as follows: (1) the algorithm has a better result compared to the manual method in all instances. The value of the objective function in all instances is lower than that of the manual method. The minimum and maximum values of percentage of improvement are 19 % and 41 %, respectively. Moreover, the average improvement in the objective value is 30%; (2) the number of turns determined by the algorithm is smaller than that of the manual method, that is, the number of rollers used in the algorithm can be smaller than those used in the manual method. More specifically, when the turn is changed, it is possible to increase the width between the two adjacent turns, leading to the change of the roll. Therefore, the higher the number of turns with an optimal number of coils, the lower the roller consumption. The average improvement is about 10%; (3) a heuristic is also proposed to provide quicker solutions because in the manual system, experts must consider all the issues. In other words, the planner can spend more time on gathering data concerning the commercial and technical status such as the status of the inventory of six lines after SPL; (4) the algorithm’s performance in the number of lines is better than that of the manual method. It is observed that operators could not consider inventory of the next lines. The number of lines between the six lines after SPL shows that their inventory is optimal (with a deviation of ±10%) and superior to the manual decisions. For details, refer to the last column of Table 4. From the perspective of the FOM, the results of the heuristic method have a great advantage over those of the manual method. The algorithm could optimize the inventory of more than or equal to three among six lines. The average improvement is about 54%.
Results of manual and algorithm.
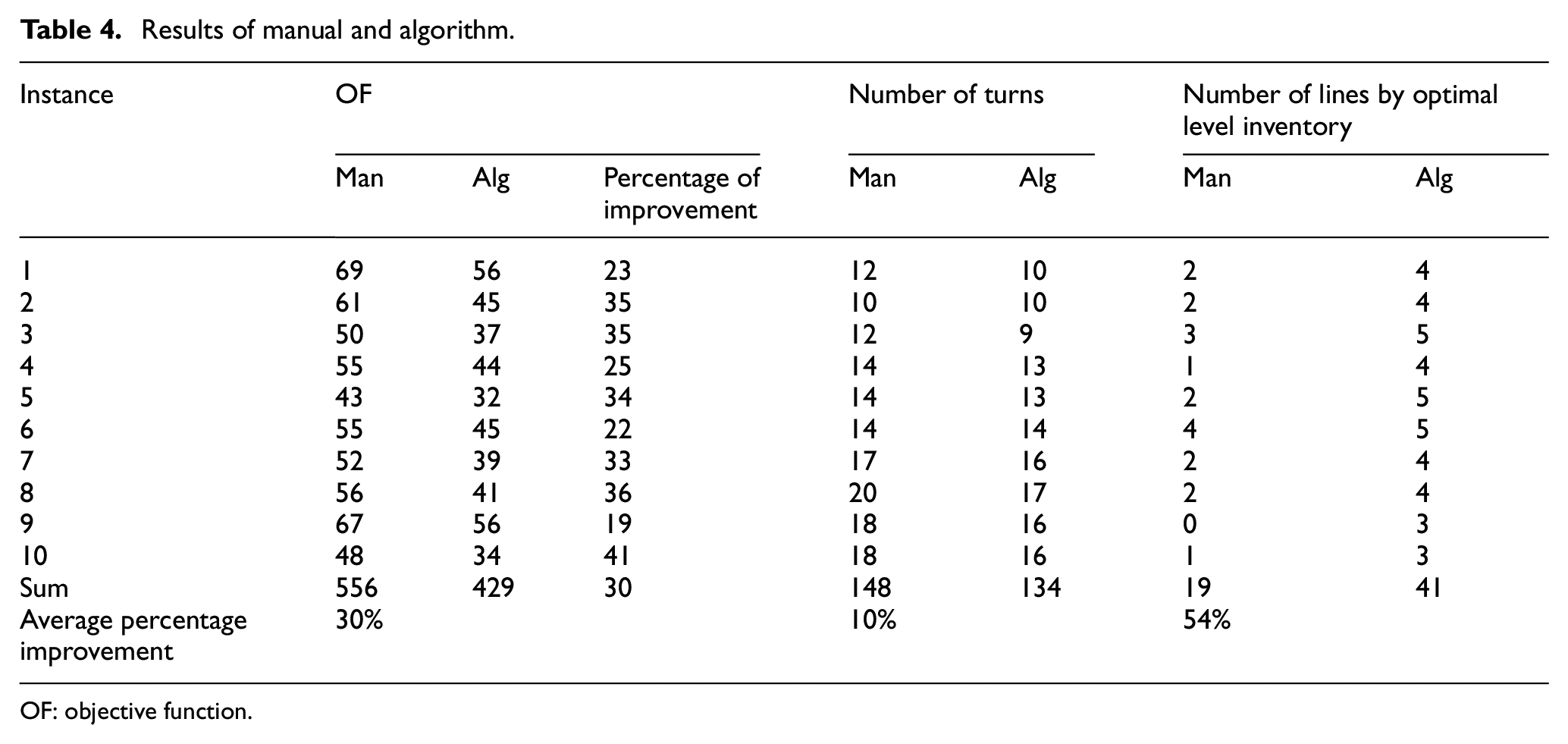
OF: objective function.
The details of the values of objective function are represented in Table 5. In this table, percentage is calculated using equation (26), where
Details of the value of objective function by manual and algorithm.
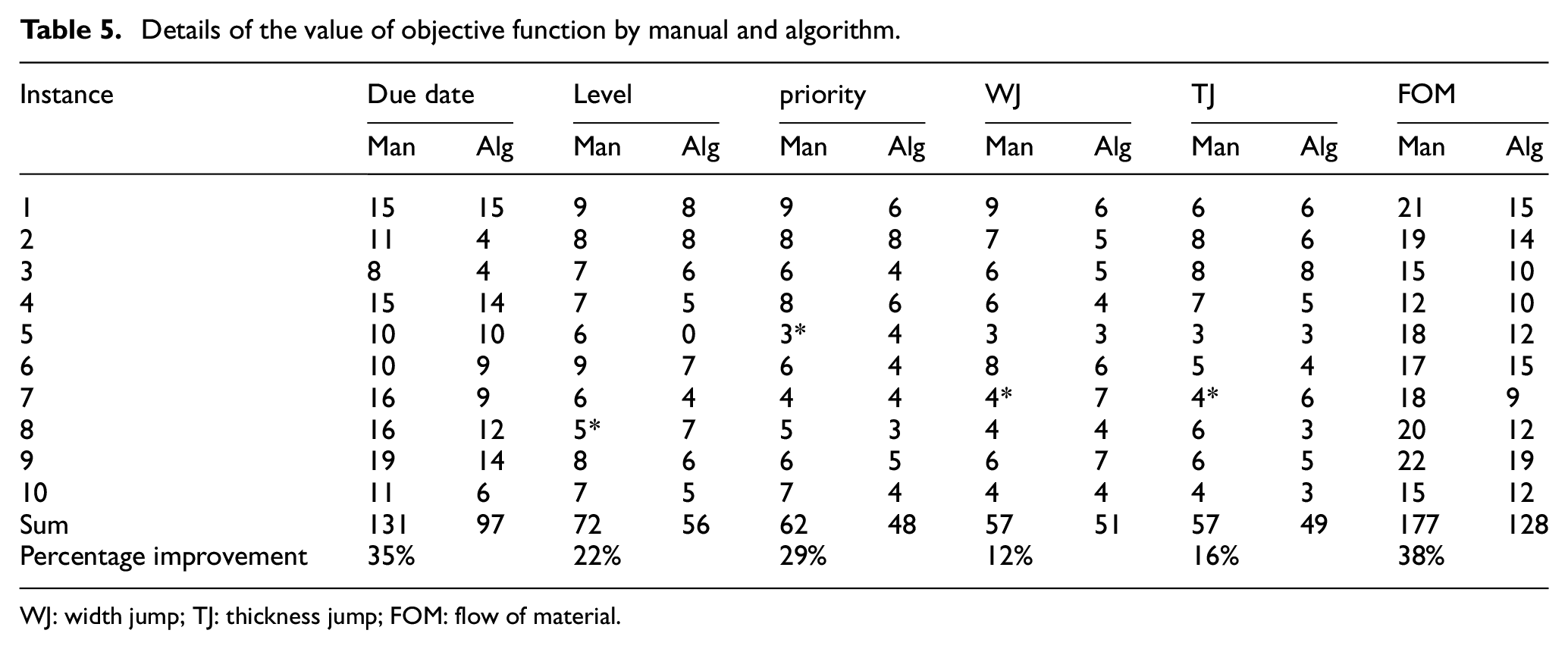
WJ: width jump; TJ: thickness jump; FOM: flow of material.
The observations about the heuristic algorithm can be obtained from Table 5: (1) in all the components of the objective function, the algorithm performs better compared to the manual method. The percentage of improvement is between 12% and 38%; (2) the percentage of improvement in the components of the objective function is not the same as the values of their coefficients’ variations in the objective function. The percentage of improvement in the due date and FOM is more than the others, as their coefficients in the objective function are greater than the others; (3) the percentage of improvement in WJ is superior to that of the TJ because the width is on a descending trend, while the thickness has no trend. For this reason, the number of candidate positions in turn for observing the TJ is greater than that of the WJ. Therefore, the value of its objective function is lower than that of WJ; 16% and 12%, respectively; (4) from other perspectives, an improvement in WJ and TJ can lead to a decline in roll consumption. The increase in width between two adjusting turns and lots of changes in WJ and TJ cause a roll change; (5) the percentage improvement in the first column of Table 5 shows the effect of the customers’ promising factor. In all the instances, the due date value of the algorithm is less than or equal to the value of the manual method, which indicates an increase in the customers’ promising factor; (6) the value of percentage improvement in production planning goals is greater than production goals. This means that unlike the manual method, the algorithm pursues production planning goals over production goals; (7) the percentages of improvement in the FOM and the due date are closer to each other; the percentages of improvement in FOM and the due date are 38 and 35, respectively. This means that there is a close connection between these two goals on this line, as stated in the previous section.
In order to study the efficiency of the algorithm in inventory balances of the six consecutive lines after the SPL, we run the algorithm for 24 hours. Figure 11 presents the flow trend of the six lines in relation to their optimal value. In this picture, the ratio is calculated by equation (27). Similar to the previous analysis, the turn is built for 24 hours. The values of the FOM of the 6 lines are smaller than zero. In turn 5, these six values are closer to each other and closer to 1. In Figure 11, this trend indicates that by constructing turns 1 through 6, the status of the storage of six lines is optimized and balanced. From turn 7, the storage status of the six lines exceeds the optimal value because the turns are built for 24 hours without producing coils in six lines, leading to a decrease in the level of inventory of the warehouse, and again, a deviation from the optimal values of each line. In this circumstance, the algorithm tries to maintain a balance between the storage of six lines and maintain the level of inventory on one level. In other words, in both conditions, when the line’s inventory deviates from its optimum, i.e. number 1, the algorithm uses the coils of that line for turns of SPL in a way that the coils of the lines with a ratio of less than 1 are chosen, and those having a ratio greater than 1 are avoided as much as possible.

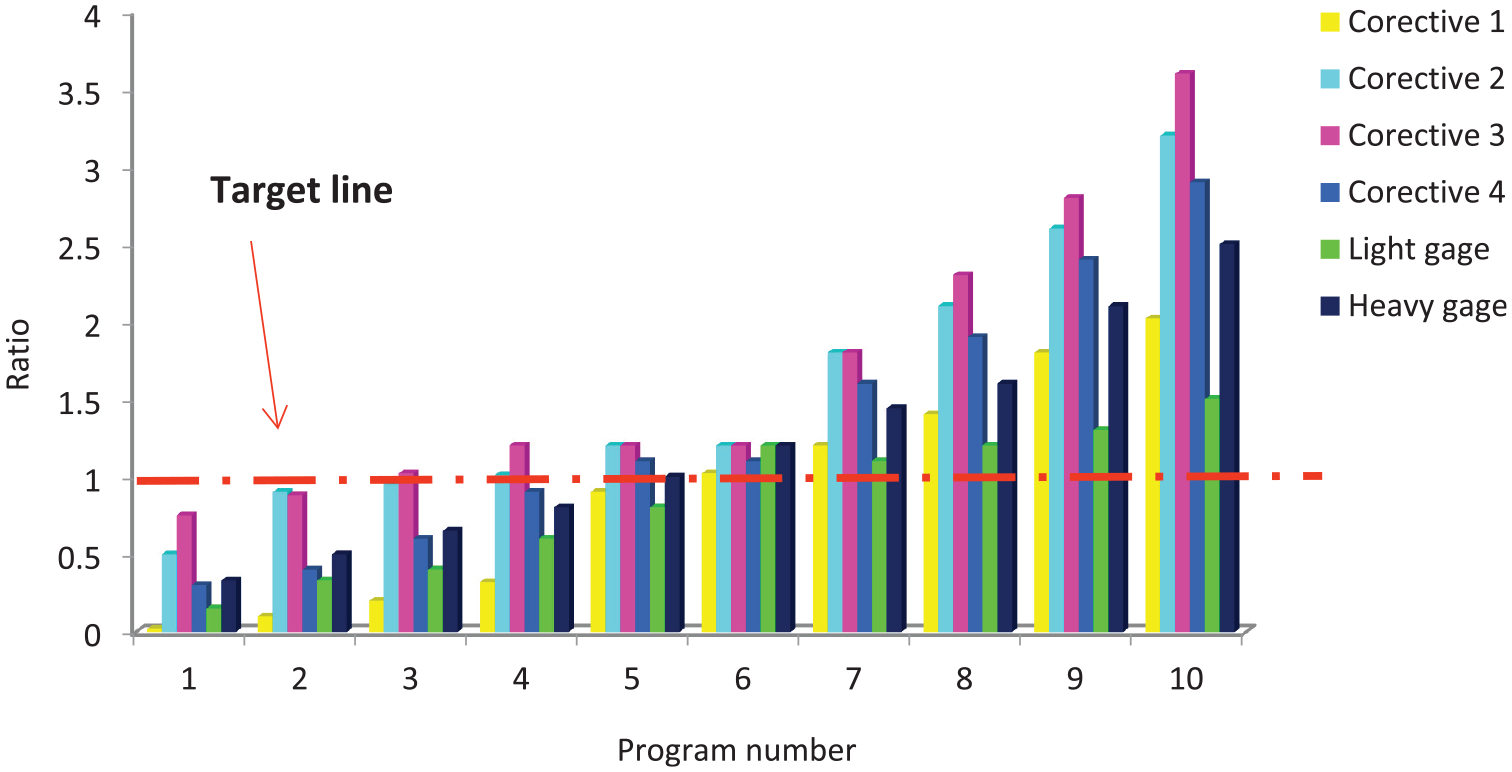
The impact of time on the FOM.
Figure 12 shows the user interface of the designed software. In this system, the planner can check the details of the objective function of turns and characteristics of coils.
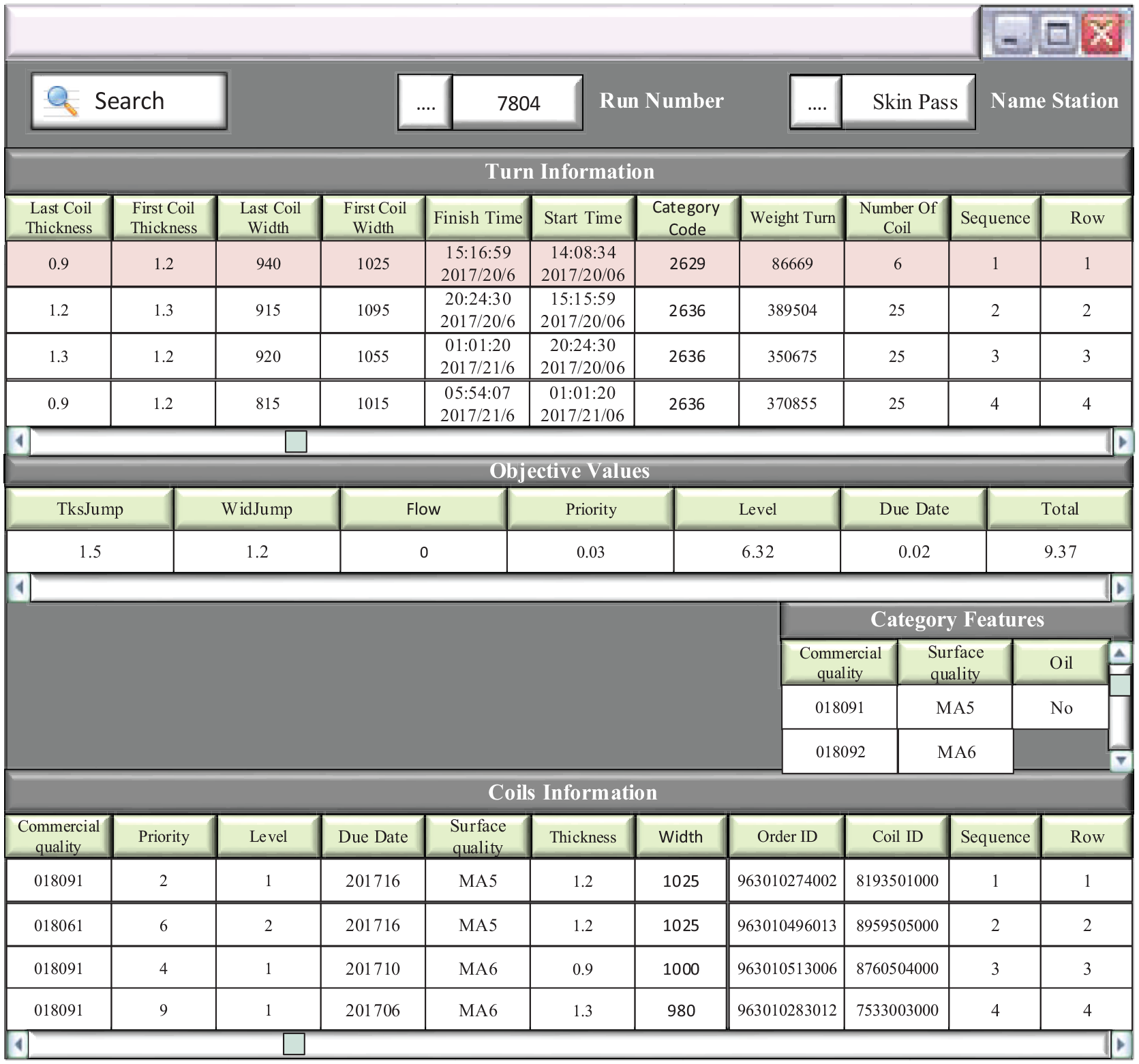
An illustration of the user interface.
Advantages of the CDSS
Some advantages of this commercial automatic sequencing system can be described as follows:
Applying optimization techniques that, when it is requested by the user, can return the best solution thus far using the available search time. As a particular instance, a “Local search procedure” search approach is able to yield adequate solutions and improve them if more time is available, very quickly.
Considering and analyzing all constraints and objective functions simultaneously by a planner is not likely to be possible. The proposed algorithm considers all the factors and is very quick to build acceptable sequences according to the planners’ desire.
Hundreds or thousands of orders are accepted in steel companies, and they need coils with special features such as quality, dimensions, priority, and due date; therefore, the algorithm must be very quick to provide an acceptable solution, in a matter of a few minutes.
The CDSS cannot replace the human planner completely, so CDSS is editable; in other words, the planner is capable of analyzing the output and editing the scheduling by adding, deleting, or swapping coils in programs.
By changing the technical or commercial environment, it is possible to adapt the constraints and goals of the sequencer in response to it. The system is designed in such a way that substantial and unforeseen changes may be incorporated into sequencing decisions with a minimal amount of system reconfiguration.
When the algorithm is running, the planner can view the details of the objective function of every program and analyze the output by its value.
Guiding the sequencing algorithm is another property of the CDSS. By tuning parameters, it is possible to impose human decision-making on the automatic sequencer.
Conclusions
This paper investigated the SPPS problem, which is one of the most important planning problems in the steel industry. The goal of this problem was to determine the scheduling of turns and coils in order to decrease production planning costs. One of the most important objectives here was to balance the inventory level of the six consecutive lines after the SPL, which has not been studied in the literature before. A mathematical model and a greedy heuristic algorithm were presented for solving this problem. The algorithm was implemented, in the form of a CDSS, to the production planning of a steel company in Iran. We explained the characteristics of this system as well as the quantitative and qualitative improvements and other consequences resulting from its implementation. Furthermore, we examined how the changes in important input parameters, including the due date, priority, level of storage, WJ, TJ, and FOM, could influence each other and the total cost. Finally, the efficiency of the proposed algorithm was investigated using real data obtained from the steel company.
In sum, the most important achievements of this article were as follows: (1) the efficiency of our algorithm was evaluated against a manual method used in a sample steel company as a real-life problem; the percentage of improvement in the objective function was up to 41%, on average over 30%; (2) the proposed algorithm was compared with the mathematical model by solving several small- and medium-scale instances. Numerical results indicated the efficiency of the proposed algorithm; an average percentage of deviation of the optimal value was up to 3.05%, on average over 1.64%; (3) when the proposed heuristic algorithm was applied, the values of due date, storage level, priority, WJ, TJ, and FOM costs were all improved compared to the manual system greatly (about 35%, 22%, 29%, 12%, 16%, and 38%, respectively). The maximum value was related to the FOM, which was the most important objective in this line; (4) the significance of the effectiveness of the algorithm in the reduction of the due date cost showed an increase in the customers’ promising factor; this reduction was 35%, compared to the manual method; (5) the algorithm was able to reduce the width and thickness changes, compared to the manual method, about 12% and 16%, respectively. This reduction led to a decrease in the number of line setups and increased efficiency; (6) roll consumption was dependent on both a change of width in turn and the number of turns. The proposed algorithm could decrease them about 12% and 10%, respectively, compared to the manual method.
To improve the algorithm’s performance, other meta-heuristics need to be studied and investigated in the future, and other kinds of large-scale, multi-objective optimization problems should be investigated in real production.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.