
Abstract
Super-alloys have high thermal and mechanical strength and are widely used for heat exchangers, turbine blades, and other parts which work under severe creep conditions. Machinability of these alloys is directly affected by mechanical and physical properties. In addition, cutting force and surface roughness are two important factors in machinability of alloys. Hence, numerous studies have been conducted in order to illustrate their influences. However, among these alloys, the machining of Inconel 738 has been less studied. Milling parameters such as cutting speed, feed rate, the axial depth of cutting, and coolant have the most effects on machinability of nickel-based super-alloys. Therefore, in this research, they are considered as input parameters for investigation of milling of Inconel 738. The present study utilizes artificial intelligence as an effective method for predicting milling forces and surface roughness based on experimental results. To investigate the behavior of this alloy, four levels for the two former input parameters and two levels for the two other, totally 64 experiments, were fulfilled and studied. Based on the experimental results, the effect of input parameters on the outputs, that is, cutting force and surface roughness, was investigated, and then, neural network for modeling and predicting and genetic algorithm for the optimization of the outputs have been utilized. The optimized artificial network, which was obtained in this research, is useful for prediction of machining force and surface roughness of milling based on the values of cutting speed, feed rate, and the axial depth of cutting, for wet and dry milling of Inconel 738.
Keywords
Introduction
Inconel 738 super-alloy is an extraordinary high strength and heat-resistant material. This super-alloy is used for manufacturing parts being under high pressure at high temperature, for example, which are utilized in the turbine, airspace, and power industries. This application is due to its unique mechanical properties and its stable structure at high temperature and resistance to oxidation and corrosion. It usually has the ability to work at the temperature above 750 °C.
The machining of this super-alloy is very difficult. Due to the structure and temperature conditions in machining, the cutting edge of the tool is usually under deformation and wear. In addition, another phenomenon that complicates the machining conditions of this material is its work hardening characteristic during mechanical work, for example, machining process. The work hardening causes more wear tool and unwanted vibrations. In general, unfavorable behaviors of super-alloys under machining conditions are probable to happen.
Machining energy and roughness are two main parameters in machining, which have a great influence on tool performance, machining, and final dimension accuracy. Altogether, force in machining process is important because of the following: 1
Force involves many factors. Machining is highly dependent on cutting force. However, force measurement is easy to handle.
Efficiency in a machining process is calculated by cutting force. Therefore, estimation of energy usage is easy to handle.
Roughness is another important parameter in the industry because fracture, fatigue, corrosion, and creep will be initiated from a surface. As a result, a huge number of studies have been performed on surface modeling, optimization, and controlling the engaged parameters in surface quality according to machining factors.
Machining process parameters, especially machining force, involves altering the properties of the surface. In order to reduce the surface negative effect on some damages of material like fatigue, wear, and creep, many papers focused on optimization and modeling of machining force. In this regard, Yucessan and Altintas 2 presented a model for estimation of machining energy. Moreover, Imani et al. proposed a semi-experimental model (mechanistic model) in Ansys-1 software for milling energy measurement and extracting geometric information. 3 In addition, Zuperl et al. 4 focused on modeling of machining force based on a neural network instead in milling process with a ball mill tool. Furthermore, Aykut et al. 5 utilized the artificial neural network (ANN) for forecasting the machining energy as well as studying the ability of surface grinding. For this purpose, they investigated the cutting speed, feed rate, and depth of cutting for prediction of machining energy. Al-Zubaidi et al. 6 and Chandrasekaran et al. 7 reviewed the latest works until a date in the field of utilizing neural network in machining on metals but not Inconel.
On the other hand, Farhadi and Tehrani investigated the influence of turning parameters of Inconel 738 on roughness and machining energy. 8 In addition, the roughness of Inconel 738 was measured after wet turning with carbide tool by Davoodi. 9 It was mentioned that the feed rate and cutting speed are two determining factors on roughness in turning machining. Davoodi also investigated practically the effect of machining parameters on wet machining of Inconel 738 with carbide tool using analysis of variance and proposed a second-order regression mathematical model. 9
Hosseini Tazehkandi et al. investigated the influence of cutting parameters on cutting force and surface roughness in turning of Inconel X-750 practically. 10
Devillez et al. 11 studied the wet and dry machining in different cutting speeds (in semi polish conditions) on residual stress and roughness of Inconel 718 super-alloy. They claimed that dry machining by coated carbide tool led to better final roughness. In addition, residual stress and micro-hardness, in this case, were as the same as that for wet machining. One of the first considerations in planning for machining of super-alloys is efficiency. Hence, Parida and Maity 12 investigated the influence of heat treatment for softening the Inconel alloy before machining process.
Sugihara and Enomoto 13 studied high-speed machining of Inconel 718 considering the form of tool, while Amini and Nategh investigated the machining of Inconel 738 in ultrasonic machining. 14 Pleta et al. investigated the results of ball end milling and trochoid milling of Inconel 738 as well as tool wear rate, roughness, and force. Based on this research, the depth of cut had the maximum effect on output parameters. 15 Pleta and Mears 16 also studied on trochoidal milling of super-alloys.
There are multiple choices to investigate machining parameters and to optimize them. Yildiz et al. compared recent mathematical non-traditional optimization algorithm for applications like crashworthiness of vehicles and machining process.17,18,19,20 Particularly, Yildiz et al. studied and applied some recent optimization algorithms (like as Cuckoo search, Moth-flame, Hybrid Taguchi-differential evolution and hybrid immune algorithms) to optimize machining parameters in turning and milling.21,22,23,24 Yildiz25,26,27,28 also employed bee colony–based approach and hybrid immune algorithms to optimize multi-pass turning parameters and other design and manufacturing procedures. Sedighi and Hadi 29 performed combination of genetic algorithm (GA) and neural network to optimize and reduce forging force. Zhou et al. 30 predicted grinding force of titanium matrix composites with combination of GA and a back-propagation neural network model.
Mostafapour 31 anticipated the life span of tool by current and rotating speed of the spindle motor of milling machine with an ANN. Suresh et al. 32 applied a genetic algorithmic approach for optimization of surface roughness prediction model. Oktem and colleagues33,34 investigated surface roughness in milling process on AISI 1040 by TIALN carbide tool. They used GA and neural network for roughness optimization. Then, they employed statistical methods like variants and regression as well. In the other papers, that is, the paper by Ozcelik et al. 35 , they determined optimum cutting parameters of Inconel 718 to enable minimum surface roughness under the constraints of roughness and material removal rate. Qiang at al. completed a series of experiments for milling the Inconel 718 super-alloy with small diameter tools. The sustainable minimum quality lubricant (MQL) condition was applied to investigate the effect of tool installation, cooling condition, and milling parameters on surface quality, microstructure variation, and work hardening in depth of work-piece. 36
In addition, Wang et al. 37 studied the experimental and numerical modeling of residual stress in milling machining with a ball nose tool. Furthermore, Moufki 38 reported the analytical modeling of the forces in milling of the Inconel 718. The developed model had a well match with the experimental results. Furthermore, Borse and Kadam 39 studied the micro milling of Inconel 718. Regarding the importance of these super-alloys, researchers are still studying the behavior of these materials under milling machining.
Most of the studies have been carried out on Inconel 718, and few proper research studies can be found on Inconel 738. Consequently in this article, due to the necessity of studying this material specifically in milling, the cutting speed, feed rate, and axial cutting depth in presence or absence of coolant are reflected as input parameters to study the machining force, surface roughness, and generally the machining behavior of Inconel 738 super-alloy. In addition, an ANN model and GA are employed based on various experimental measurements for anticipating and optimizing the machining force and the roughness values.
Experimental procedure
Material
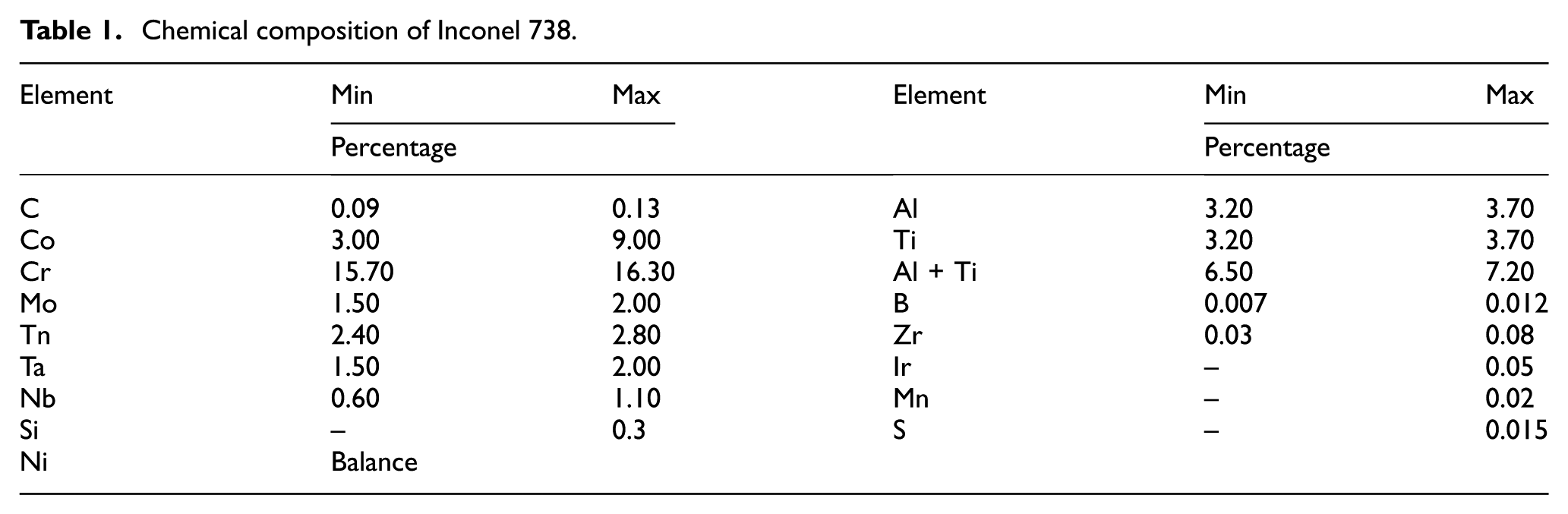
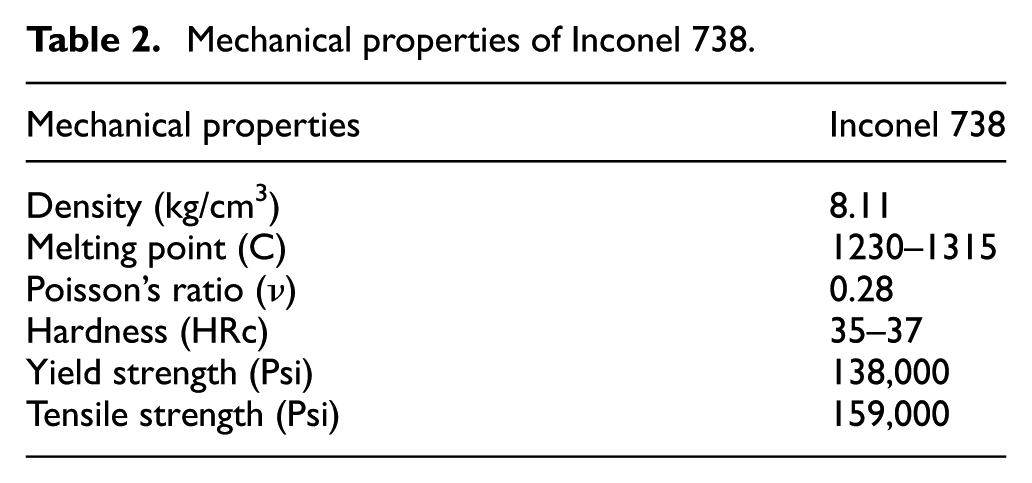
The most important alloys from Ni, Fe, and Cr are Inconel super-alloys that can be widely used in thermal exchangers and turbine blades, which work under severe creep conditions. Inconel 738 is a subgroup of Ni-based super-alloys which is studied in this article. This alloy is casted under vacuum condition and strengthened by precipitation hardening. The blades of gas and steam turbines and jet engines, are the most important applications for this alloy. In the absence of these materials, the industries did not have the ability to achieve high performance and efficiency. 39 Due to the lack of information on the milling of this alloy, it is selected as the material of interest. Table 1 shows the chemical composition of the alloy, and Table 2 represents its mechanical properties. To perform experimental tests and confirm the results of experiments, Inconel 738 blocks with 180 × 110 × 67 mm size were cut from a casted block of Inconel 738 super-alloy.
Chemical composition of Inconel 738.
Mechanical properties of Inconel 738.
Tool
A three-axis milling CNC rig with Siemens 810 D controller was utilized for machining the blocks as shown in Figure 1. Programming the route of tool was done by the relevant code manually. It is required to mention that the generating power of the employed machine was 5.5 KW, the maximum spindle speed was 3150 rpm, the spindle cone was ST40, and the axial feed rate was 2–3000 mm/min.

Set-up of experimental test.
To evaluate the roughness after machining, the flat doubled edge tool with Ti-N-coated insert in cubic shape (16-mm diameter) with 0.4-mm fillet was utilized. In order to measure forces, a Kistler dynamometer type 9255B was employed, and its accuracy was checked before tests. The dynamometers are able to measure forces in X and Y axis from −20 to +20 (KN) and −10 to +10 (KN) in Z axis. The CIO-DAS 1602/12 computer board for establishing connection between amplifiers, dynamometers with computer, and Dyno-ware software was used, and also for measurement of roughness, the Taylor Hobson (model: Surtronic-25) machine was utilized. The cut off and the overall lengths were 0.02 and 2.5 mm, respectively.
Experimental design
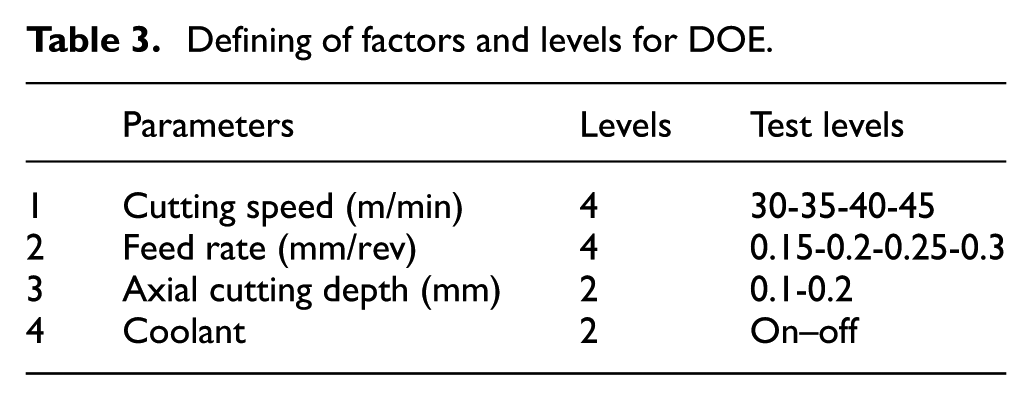
Milling factors would affect the output parameters of the process. In order to study their influence on milling process perfectly, each of them, that is, cutting speed, feed rate, and axial depths of cutting, was changed in different levels in full factorial manner, and consequently, 64 experiments were designed and executed in this research. In Table 3, the design levels of the experiments are shown. It can be noted that the experimental design was done by reviewing the literature and the authors’ experience.
Defining of factors and levels for DOE.
Methodology
ANN
An ANN is an algorithm that can learn from experiential results. ANN is used as a training algorithm in this article because of its good agreement behavior in prediction of complex problems. The architecture of ANN is made of an input layer, some hidden layers, and an output layer. Each layer has a set of neurons that has the same function. A neuron is an information process unit. The mathematical model of a neuron is represented in equation (1)

in which x1, x2, …, xpp are the input information, while wk1, wk2, …, wkpkp are the weight coefficients for neurons. In addition, k and uk are the combiner, and θk, f, and yk are the threshold value, the activation function, and the output of neuron, respectively. The various functions used in this study are the hyperbolic tangent, logarithmic, and Gaussian functions. Selection of functions depends on the problems. To achieve the overall result, all results and errors should be compared and investigated. By comparing the obtained results based on scientific fundamental, validity of the model is achieved.
Genetic algorithm
Genetic algorithm is a vital and common optimization methods derived from nature. It is pioneered by Jaun Holand in Michigan University in 1962. Thereafter, lots of survey have been done in developing the use of GA. From 1980, a number of articles and patents have been published in optimization in machining process with individual GA40,41 and some using a combination of GA with other techniques.
A relation should be established between input parameters and multi-objective function extracted from ANN modeling. In this work, the two regression models of second-order minimum force and minimum surface roughness, generated by ANN, have been served to GA optimization technique as target functions. GA optimizes initial values by help of target functions, based on evolution concepts and fitting techniques. The procedure is presented as below:
(a) Initial parameter setting.
(b) Initialize population randomly.
(c) Evaluate target/objective function based on regression model from ANN.
(d) Searching for best fitness function (based on the stop criterion).
(e) If yes, stop the procedure. Otherwise, apply genetic operations like selection, reproduction, crossover, and mutation until stop criterion is satisfied.
(f) Report the optimized output result as a Pareto front plot.
Results and discussion
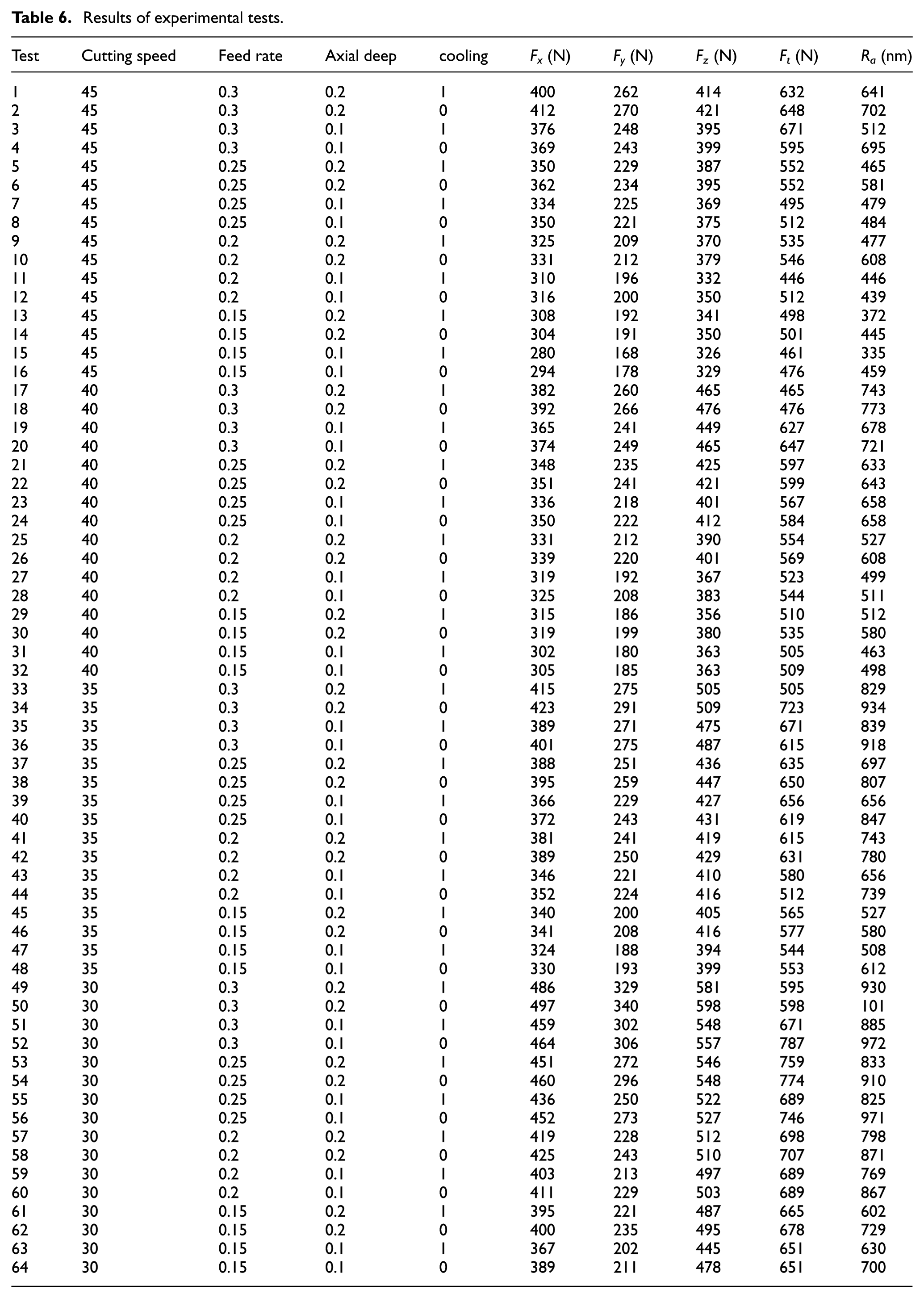
From the 64 designed experiments, three components of machining force in X, Y, and Z directions were measured for each test, and the value of the force was considered as an output. It is worth to mention that due to the influence of tool abrasion on the final results, tool was examined for ensuring to have healthy tool after each test. Also, each reporting data are the average value in at least three times of measurement to eliminate the measurement errors. Table 6 shows the obtained results in Appendix 1.
The effects of input parameters on machining force
In order to investigate the effect of different factors on the output parameters, Minitab software was employed. Figure 2 demonstrates the effect of the input parameters on the machining force. The figure shows the main plot effect, while the interaction effects are shown in Figure 3. In some of the experiments, the differences between obtained responses from a factor may not be the same for all the factors. In this case, it is said that there are interaction effects. When an interaction effect is big enough, main effects lose their importance. From Figure 3, it is seen that the interaction effects are as small as being neglected. Hence, the main plot can be investigated with confidence.
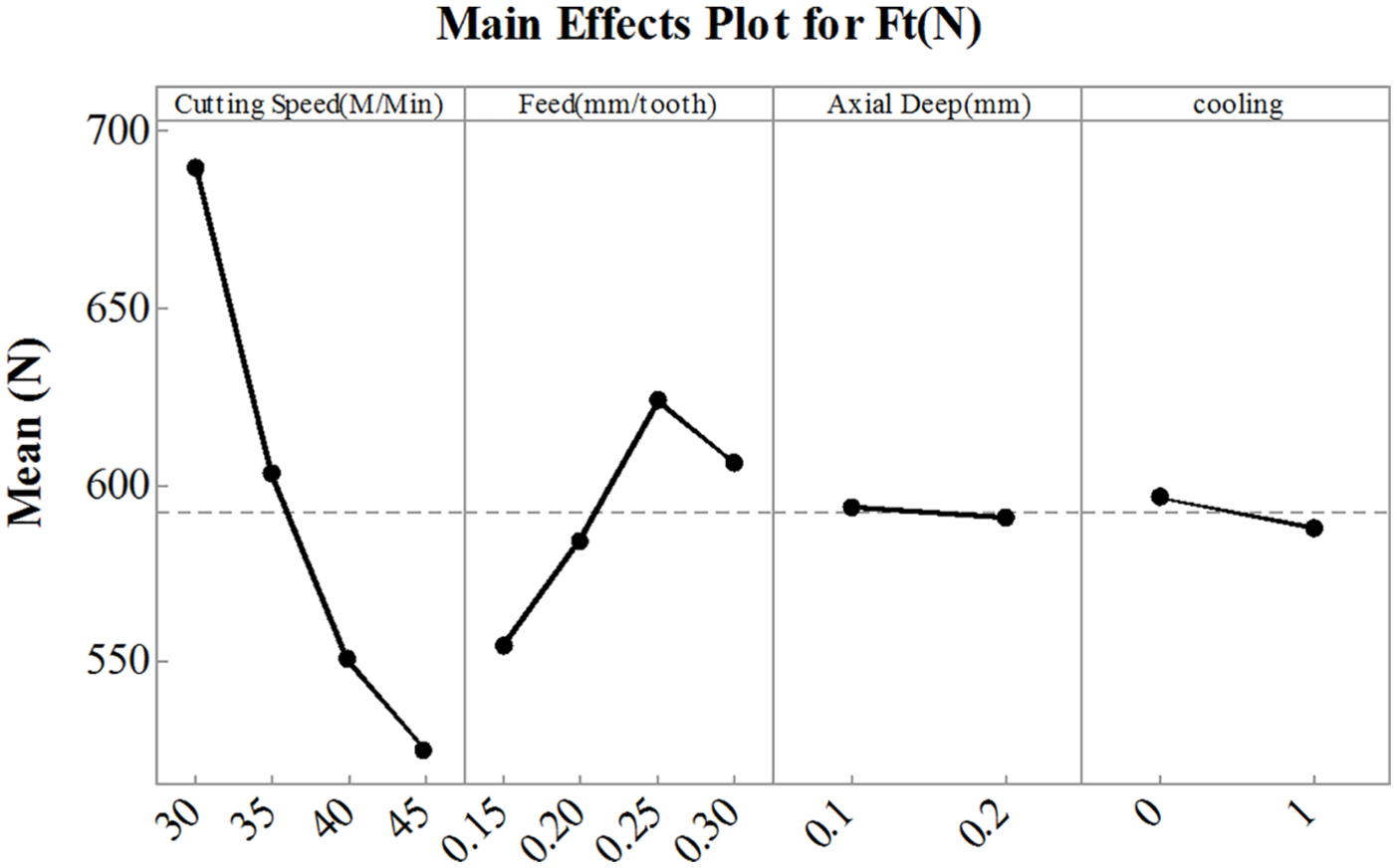
Main effects plot of cutting force.
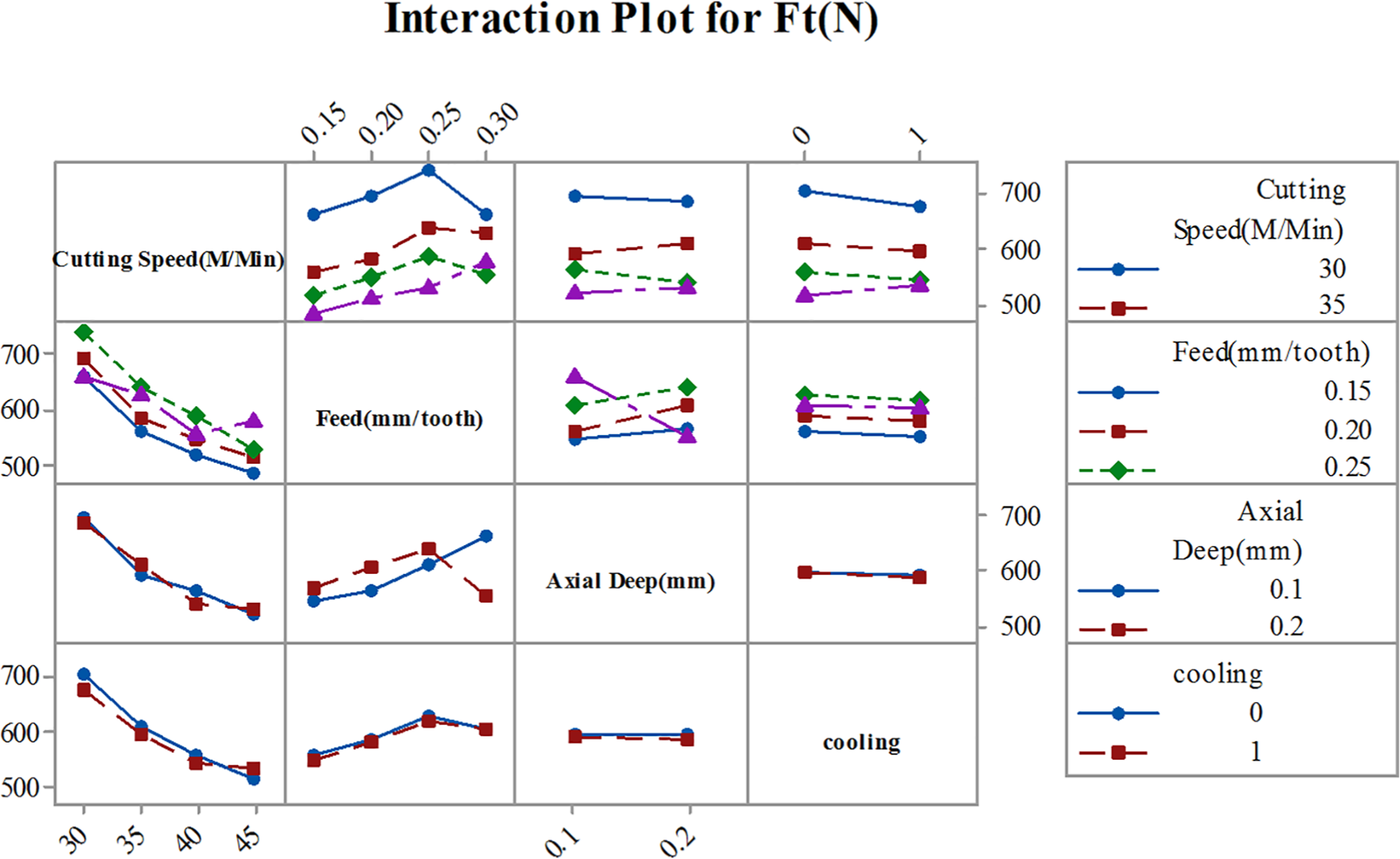
Interaction plot of cutting force.
Effect of cutting speed
One of the most evident parameters on machining efficiency, surface quality, cost, and time of machining is cutting speed. Today, thanks to CNC milling machine advancement with over 4000-r/min spin, high-speed machining is disparately easy in comparison to the past. Cutting speed range for every material is different, and in conventional machining, nickel super-alloys have the narrowest range of cutting speed. In the present research, in order to milling a piece of Inconel 738, a vast range of cutting speed was selected, and finally, the effect of cutting speed on average machining force is discussed. Eventually, the optimum range of cutting speed for this material is determined. Average of every three components of the milling forces in X, Y, and Z directions was calculated after the experimental measurement of forces. The milling force is illustrated in Figure 4, and for all tests, the axial cutting depth is 0.1 mm and the feed rate is 0.3 mm/min.
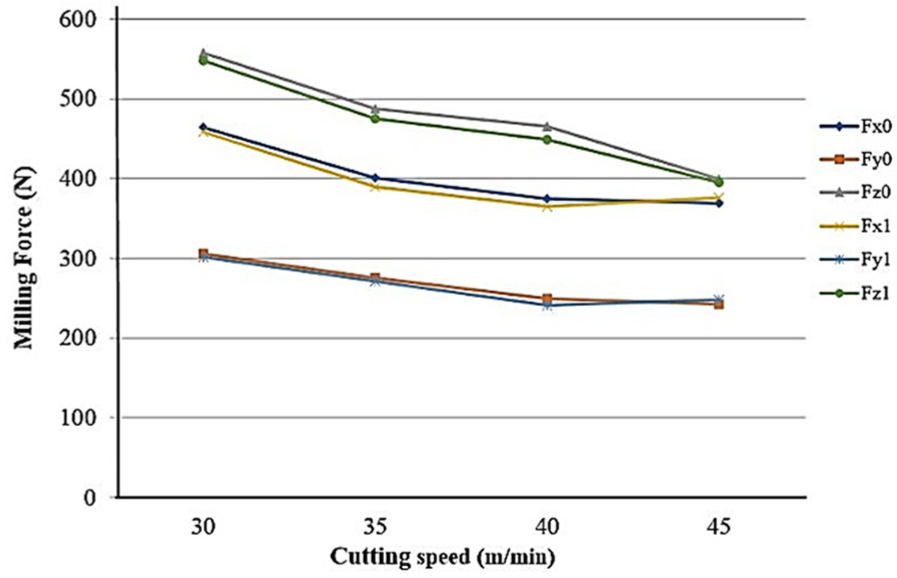
Effect of changes in cutting speed on cutting force.
Cutting speed plays an important role in machining force. Increasing cutting speed can be seen as a result of easing plastic deformation and decreasing friction due to increment of temperature. Despite that, by increasing cutting angle due to higher cutting speed, the higher chip deformation achieves. These reasons are logical but not enough to support the effect of cutting speed on machining force. It can be seen that beyond 30–35 m/min of cutting speed, the average machining force would diminish by increasing the cutting speed. This is due to high temperature in tool–chip boundary, which is resulted from high cutting speed. The area under cutting process is softened and makes the deformation of chip easier; subsequently, milling is done in lower force. Beyond a certain cutting speed, forces decline dramatically, in higher slope. In the present survey, the certain level of cutting speed by considering machining parameters, material, and geometry of tool and sample is 40 m/min, (697 r/min). Then, plastic deformation of the cutting edge, a product of the combined high temperature, pressure, and abrasive wear causes by the tool, overcomes the work-hardening phenomenon. Hence, beyond a certain level, machining force decreases. Overall, if cutting speed exceeds a specific value, cutting temperature in cutting edge will climb which can cause extra problems. To conclude, results for Ni-based super-alloys are as follows: 40–45 m/min of cutting speed, reducing force, and milling time cause increase in the milling rate.
The effect of the feed rate
Feed rate (also called simply feed) is another vital factor on machining efficiency. When feed increases, length of machining would remarkably be diminished. Due to generating low heat in the high feed rate in comparison with high speed and lower heat conduction of Inconel 738, high feed machining of super-alloys are more important.
Similar to cutting speed, a wide range of feed was selected for milling the samples. Finally, the effect of the feed rate on average milling force is plotted, and its optimum range according to the obtained data and material is proposed.
In Figure 5, the effect of the feed rate on cutting force is illustrated. Regarding the figure, the feed rate climbs up with force rise. This is probably because of the higher reaction force related to the chip. Increasing the feed rate will increase the force. If feed rate rises (for constant cutting speed), temperature will simultaneously increase. This would lead to lower yield strength, and as a result, cutting could be done more easily. To consider above issue, the feed rate for Ni-based super-alloys with two-lip flat head and TiAlN-coated carbide tool with 16-mm diameter is 0.2–0.3 mm/min; increasing 8% of machining force would lead to 25% in the milling rate. So, in order to do roughing, if material strength is high, the mentioned range is perfect because it would be carried out in less time.
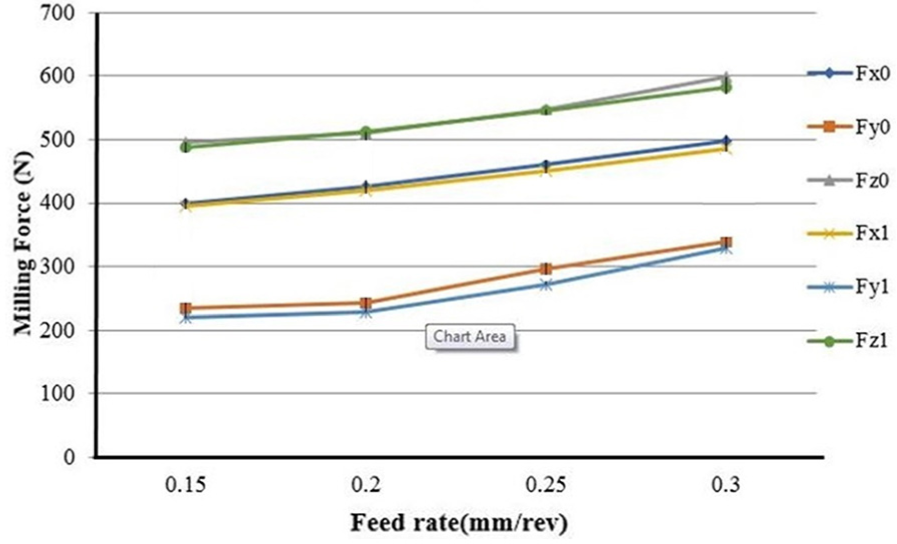
Effect of feed rate changes on cutting force.
The effect of cutting depth
From Figure 6, the cutting depth in practical range does not affect the machining force. According to the figure, when cutting depth is doubled, undeformed chip surface is doubled. Due to the fact that friction surface has doubled in free surface of tool, then energy consumption has increased twice. The relation between force and depth of cut can be calculated from empirical equation (2)

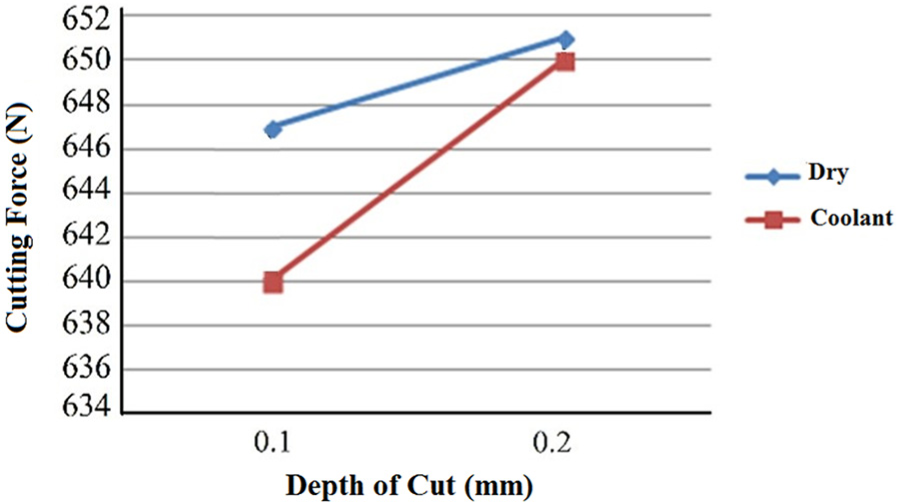
Effect of changes in depth of cut on cutting force.
The effect of coolant on cutting force
Lubricant or coolant reduces friction and increases machining force. So that, machining energy decreases while increasing cutting speed leads to lower effect of lubricant (shown in Figure 6).
The effects of input parameters on roughness
In order to investigate the output result, Minitab software is utilized. Figure 7 presents the effect of inputs on one of the output parameters, that is, surface roughness, whereas Figure 8 shows the interaction effects. In some of the experiments, the differences between obtained responses from a parameter may not be the same for all parameters. In this case, it is said that there are interaction effects. When interaction effects are high, main effects are not considered important. From Figure 9, it is seen that there are no interaction effects; hence, main plot can be investigated with confidence.
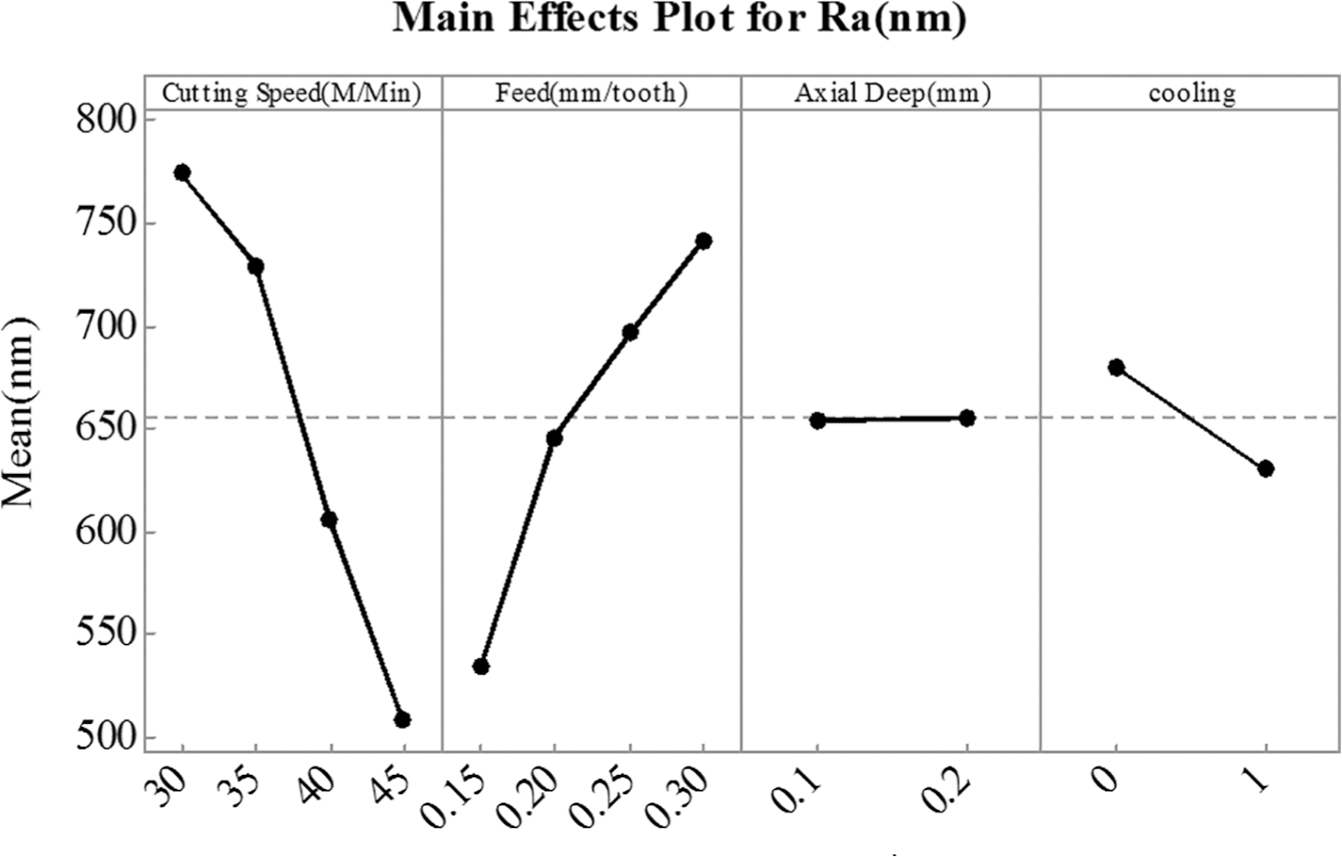
Main effects plot of surface roughness.
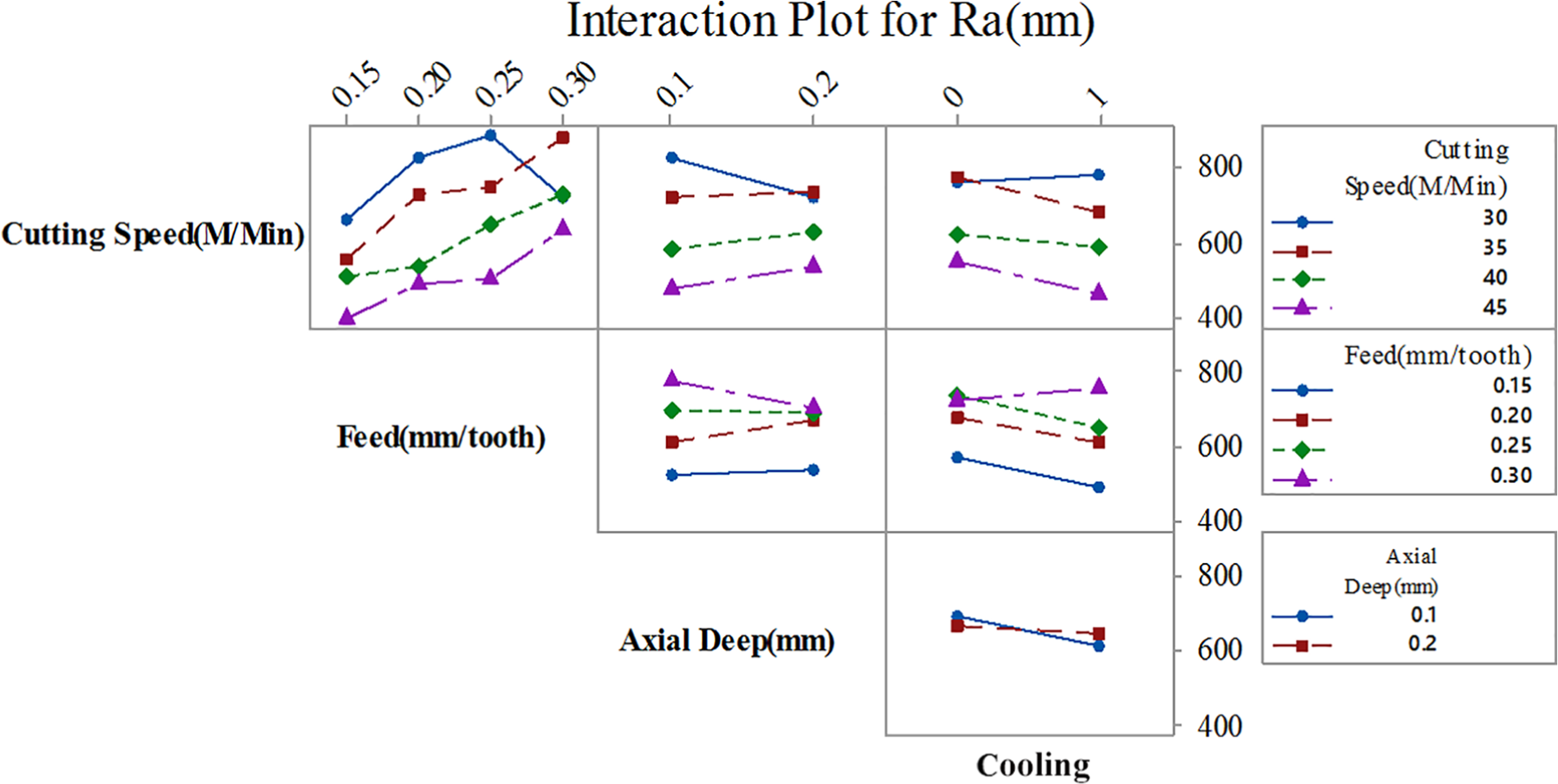
Interaction plot of surface roughness.
Effect of cutting speed on surface roughness.
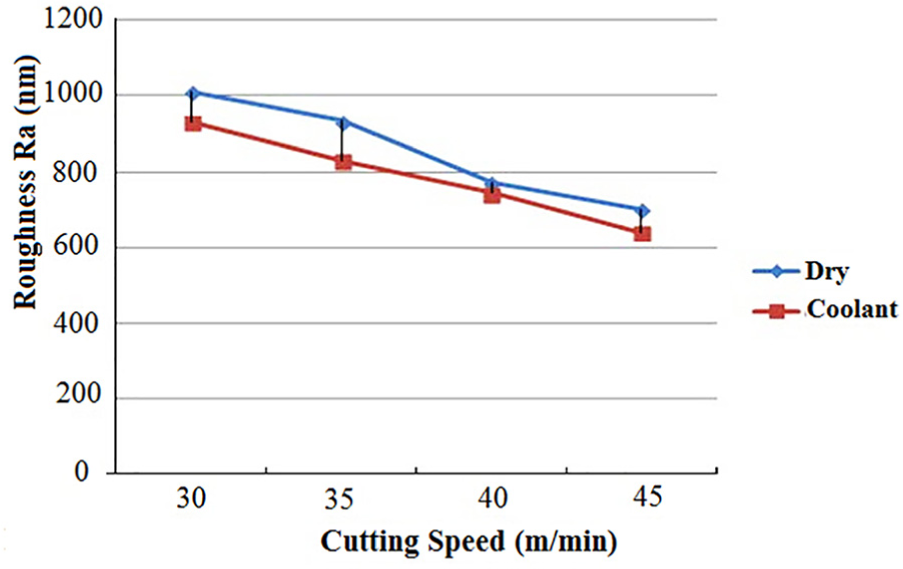
The effect of cutting speed
As a result, in milling process of this super-alloy as shown in Figure 9, whenever cutting speed increases, the final surface quality would enhance. It is visible that by increasing cutting speed, roughness decreases. This phenomenon could be seen as a result of easing plastic deformation during chip removal and decreasing friction due to increment of temperature between tool nose and chip. Indeed, in high cutting speeds, its effect on roughness will become venial.
The effect of feed rate
Figure 10 presents the surface roughness versus feed rate for milling process of Inconel 738. Regarding the figure, more feeding leads to more uneven surface after machining process. When feed rises, undeformed chip will increase and, as a result, the final machining surface would be worsened.
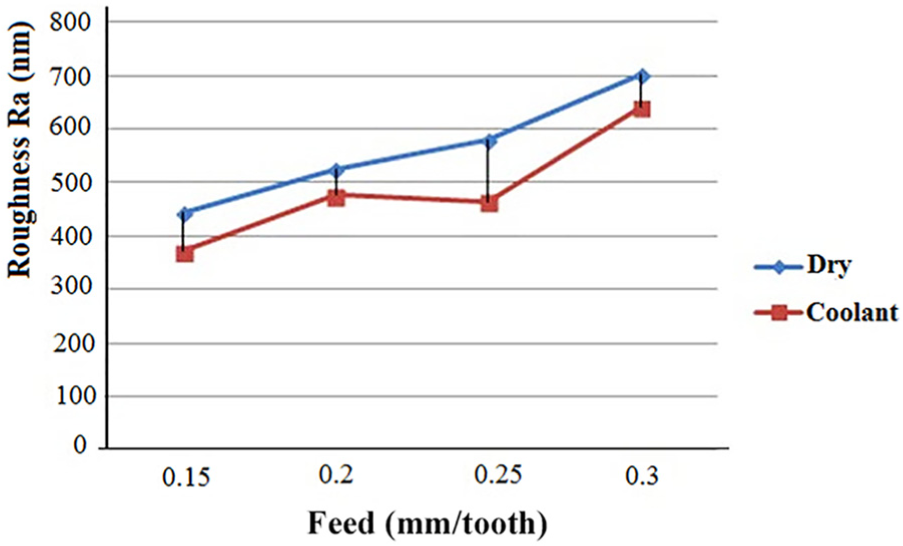
Effect of feed rate on surface roughness.
The effect of cutting depth
In Figure 11, the variation of surface roughness versus depth of cut is shown. It is observable that the cutting depth has a negligible effect on final surface quality. The only restriction of cutting depth is the tool vibration, which would be raised when depth increases, but it did not happen in the experiments.
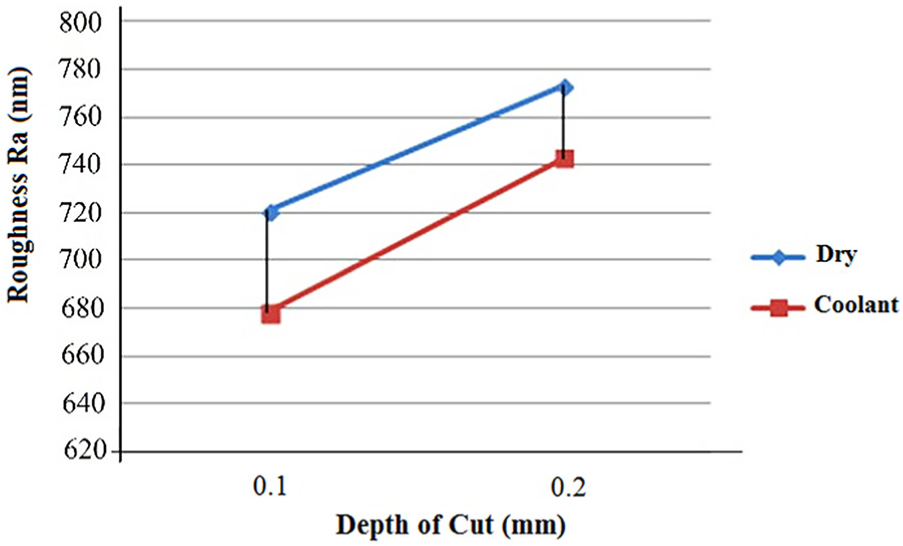
Effect of depth of cut on surface roughness.
The effect of coolant on roughness
The phenomenon shown in Figure 11 is excusable because the existence of lubricants in the machining process leads to decreasing formation of built-up edge, while presence of built up edge is a significant factor in increasing uneven surface after machining. Hence, by machining in presence of lubricants, almost all coolants include lubricants, surface roughness is improved. From the figures, it can be realized that the lower feed rate has more effect on roughness compared to the higher feed rate. It is because build-up edge formation in low speed exists, whereas this problem is solved in high speed. Subsequently, the effect of feeding speed reduces. Decreasing surface roughness by increasing cutting speed could be seen as a result of easing plastic deformation and decreasing friction due to increment of temperature. On the other hand, increasing cutting speed leads to decreasing formation of built-up edge; hence, more increase of cutting speed causes the decrease of the formation of built-up edge, and the surface roughness is improved. By increasing feed, due to increment undeformed chip thickness, the height of inequality and, consequently, the roughness increases. As it can be seen in Figure 11, the values of axial depth of cut has no significant effect on surface quality, and with the presence of coolant, surface roughness declines. With the increase of temperature caused by increased cutting speed in the absence of cooling, the final machining quality increases because yield tensile and shear strength will decrease with temperature increase, while strain soars. Consequence of these easy deformation, chips formation, and conversion continues to chopped chips, which can be justified in the high feed rate.
Modeling by neural network
Force
In this article, neural network is adopted for observation of the effect of input parameters on machining force. Input parameters include axial cutting depth, cutting speed, feed rate, and coolant on/off. Neural network carries out the result quickly. In the next stages, the data are divided into three groups: Training, Testing, and Validation. The purpose of training is to determine the optimum network parameters including the number of hidden layers, hidden neurons, transfer function layers, and weight coefficients for achieving the best network of modeling. To obtain the optimum model, the variables are frequently changed to minimize network errors in training and testing mode. 42 To recognize the optimum model, different layers and neurons are examined. In this network, total machining force has been attained by equation (3), from machining forces in three directions corresponding to the machine tool coordinate system, which is considered as an output factor

After investigation of different networks, a network including two hidden layers with eight and eight neurons in middle layers, based on performance analysis, and also four and one neurons for input and output layers, respectively, was selected as the best network. A database, including 48 data for training, 8 data for validation, and 8 data for testing, was applied for the optimum neuron network. The train function was trainscg, and the transfer functions between layers were tansig, tansig, and purelin, respectively. Weight variables are given quasi randomly from initial values. The relationship among new weight and previous weight is presented in equation (4). These values will repeat until minimum the mean square error (MSE) get between predicted network and input values
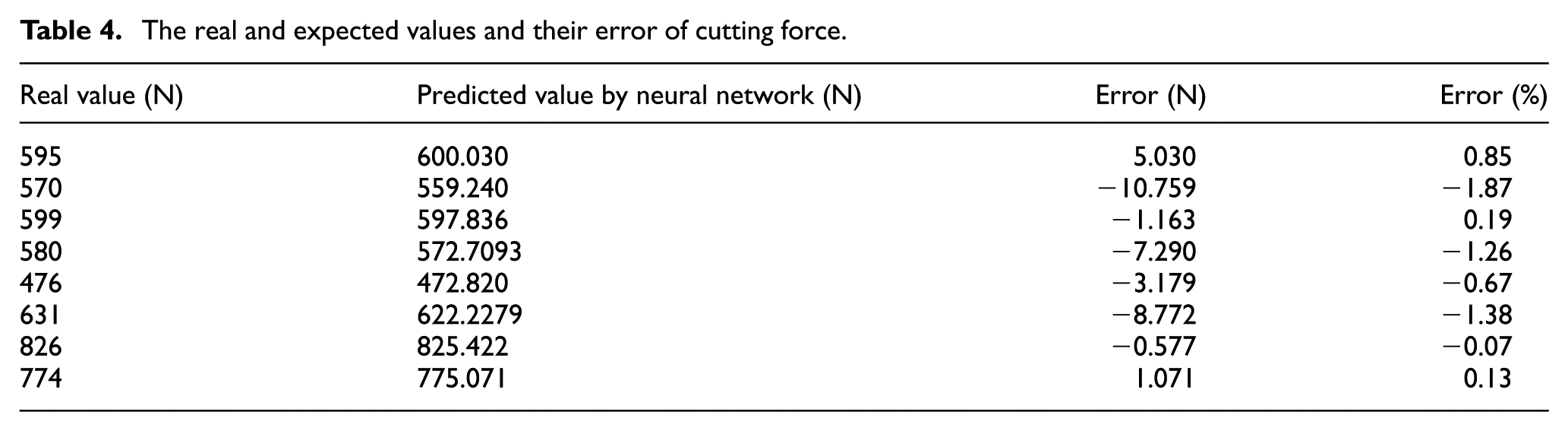
where η is the learning rate, wij is the weight value of the network, which control the stability and network deviation, Δ is the deviation in each iteration, and E is the error function. Eventually, network neurons with optimized weight were examined by test data. The regression for examination were 0.99905. As illustrated in Table 4, the maximum error for prediction of force by this network is 1.87% comparing with experimentally measured data.
The real and expected values and their error of cutting force.
Surface roughness
The 48 datasets were selected randomly for training, 8 datasets for examination, and 8 datasets for evaluation of the network to examine surface roughness.
The purpose of training neuron was to determine the optimum network parameters including the number of hidden layers, hidden neurons, transfer function layers, and weight values for achieving the best network of modeling target. To obtain the optimum model, defined parameters were usually changed to minimize network errors in training and testing mode. To recognize the optimum model, different layers and neurons were examined. Finally, a network with one input layer, two hidden layers, and an output layer was selected as the best network. The optimum numbers of neurons are 9 and 10 neurons in hidden layers based on performance analysis, whereas these numbers for input and output layers are 4 and 1, respectively. The transfer functions between layers are tansig, tansig, and purelin, respectively, and the training algorithm is trainlm. The output regression of neural network data, which has the correlation coefficient, was 97%. Both the regression of training and the performance of neural network confirm the validity of neural network results.
Optimization
There are two significant challenges in manufacturing processes. To obtain a high-quality surface roughness, selecting appropriate quantities of input parameters is the first challenge and reaching the maximum productivity is the second one. Efficiency of a machining process is evaluated by the cutting rate, process time, machining force, cutting power, tool wear, and tool life. Optimization for each of these goal functions without missing surface quality is very important because an undesirable surface requires additional process that causes low product ability. The cost functions of this optimization are cutting force and surface roughness, which should be minimized. The parameters that influence output are machining inputs, that is, cutting speed, feed rate, axial depth of cut, and coolant on/off. Among optimization methods, the GA is one of the most efficient methods and is easier than solving complex equations. A second-order regression model that developed from experimental data has been used as a goal function. This optimization is fulfilled without any constraint using multi-objective optimization from Matlab toolbox. From Table 5, it is illustrated that if coolant is on, the feed rate and the axial depth of cut will be minimum for cutting speed of 45 m/min, 0.15 mm/tooth feed rate, and 0.1 mm cutting depth and with using coolant. The same is also visible from Figure 12 that surface roughness and cutting force are minimum at one point. Comparing these optimum input parameters with 44th row of Table 6 in Appendix 1 emerges acceptable errors in predicted force and roughness which are 5.6% for machining force and 1.5% for surface roughness.
Optimization result of cutting force and surface roughness.

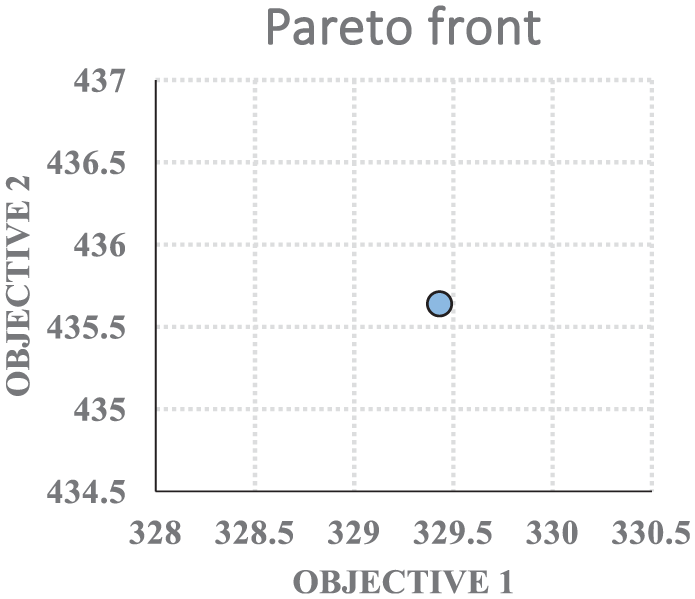
Optimum relation between surface roughness and cutting force.
Conclusion
Prediction of cutting force and surface roughness, which are two technical output parameters in milling operation of Inconel 738 super-alloy, was presented. The influence of various parameters on cutting force was determined in all directions. Also, due to the importance of cutting forces and surface roughness, two distinct ANNs were modeled and the regression models were developed to predict the optimum machining force and surface roughness.
It was seen when cutting speed increases, machining forces decreases. It is noted that higher temperature generated in super-alloys during higher speeds softens the material and reduces the machining force.
Also, it is found that cutting speed and feed rate have the highest influence on design of experimental range of machining force. Alternatively, cutting speed, feed rate, coolant, and axial depth of cut have the highest influence on the surface roughness of Inconel 738. The results show the cutting depth can be selected at the highest possible level due to the effect of low axial depth of cut.
The force model including two hidden layers with eight neurons in each layer predicted the machining total force with maximum error of 1.9% and with 0.99905 regression.
The surface roughness model is also made with two hidden layers containing 9 and 10 neurons in each one. This model could predict output with 97% accuracy which shows that the model is very accurate.
The optimum situation for minimizing machining force and surface roughness was concurrently achieved by running a multi-objective GA optimization with no constraint, and the results were obtained with less than 5.6% error compared with experiments for cutting speed of 45 m/min, feed rate of 0.15 mm/tooth, and 0.1 mm cutting depth and with cooling.
Footnotes
Appendix 1
Results of experimental tests.
| Test | Cutting speed | Feed rate | Axial deep | cooling | Fx (N) | Fy (N) | Fz (N) | Ft (N) | Ra (nm) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 45 | 0.3 | 0.2 | 1 | 400 | 262 | 414 | 632 | 641 |
| 2 | 45 | 0.3 | 0.2 | 0 | 412 | 270 | 421 | 648 | 702 |
| 3 | 45 | 0.3 | 0.1 | 1 | 376 | 248 | 395 | 671 | 512 |
| 4 | 45 | 0.3 | 0.1 | 0 | 369 | 243 | 399 | 595 | 695 |
| 5 | 45 | 0.25 | 0.2 | 1 | 350 | 229 | 387 | 552 | 465 |
| 6 | 45 | 0.25 | 0.2 | 0 | 362 | 234 | 395 | 552 | 581 |
| 7 | 45 | 0.25 | 0.1 | 1 | 334 | 225 | 369 | 495 | 479 |
| 8 | 45 | 0.25 | 0.1 | 0 | 350 | 221 | 375 | 512 | 484 |
| 9 | 45 | 0.2 | 0.2 | 1 | 325 | 209 | 370 | 535 | 477 |
| 10 | 45 | 0.2 | 0.2 | 0 | 331 | 212 | 379 | 546 | 608 |
| 11 | 45 | 0.2 | 0.1 | 1 | 310 | 196 | 332 | 446 | 446 |
| 12 | 45 | 0.2 | 0.1 | 0 | 316 | 200 | 350 | 512 | 439 |
| 13 | 45 | 0.15 | 0.2 | 1 | 308 | 192 | 341 | 498 | 372 |
| 14 | 45 | 0.15 | 0.2 | 0 | 304 | 191 | 350 | 501 | 445 |
| 15 | 45 | 0.15 | 0.1 | 1 | 280 | 168 | 326 | 461 | 335 |
| 16 | 45 | 0.15 | 0.1 | 0 | 294 | 178 | 329 | 476 | 459 |
| 17 | 40 | 0.3 | 0.2 | 1 | 382 | 260 | 465 | 465 | 743 |
| 18 | 40 | 0.3 | 0.2 | 0 | 392 | 266 | 476 | 476 | 773 |
| 19 | 40 | 0.3 | 0.1 | 1 | 365 | 241 | 449 | 627 | 678 |
| 20 | 40 | 0.3 | 0.1 | 0 | 374 | 249 | 465 | 647 | 721 |
| 21 | 40 | 0.25 | 0.2 | 1 | 348 | 235 | 425 | 597 | 633 |
| 22 | 40 | 0.25 | 0.2 | 0 | 351 | 241 | 421 | 599 | 643 |
| 23 | 40 | 0.25 | 0.1 | 1 | 336 | 218 | 401 | 567 | 658 |
| 24 | 40 | 0.25 | 0.1 | 0 | 350 | 222 | 412 | 584 | 658 |
| 25 | 40 | 0.2 | 0.2 | 1 | 331 | 212 | 390 | 554 | 527 |
| 26 | 40 | 0.2 | 0.2 | 0 | 339 | 220 | 401 | 569 | 608 |
| 27 | 40 | 0.2 | 0.1 | 1 | 319 | 192 | 367 | 523 | 499 |
| 28 | 40 | 0.2 | 0.1 | 0 | 325 | 208 | 383 | 544 | 511 |
| 29 | 40 | 0.15 | 0.2 | 1 | 315 | 186 | 356 | 510 | 512 |
| 30 | 40 | 0.15 | 0.2 | 0 | 319 | 199 | 380 | 535 | 580 |
| 31 | 40 | 0.15 | 0.1 | 1 | 302 | 180 | 363 | 505 | 463 |
| 32 | 40 | 0.15 | 0.1 | 0 | 305 | 185 | 363 | 509 | 498 |
| 33 | 35 | 0.3 | 0.2 | 1 | 415 | 275 | 505 | 505 | 829 |
| 34 | 35 | 0.3 | 0.2 | 0 | 423 | 291 | 509 | 723 | 934 |
| 35 | 35 | 0.3 | 0.1 | 1 | 389 | 271 | 475 | 671 | 839 |
| 36 | 35 | 0.3 | 0.1 | 0 | 401 | 275 | 487 | 615 | 918 |
| 37 | 35 | 0.25 | 0.2 | 1 | 388 | 251 | 436 | 635 | 697 |
| 38 | 35 | 0.25 | 0.2 | 0 | 395 | 259 | 447 | 650 | 807 |
| 39 | 35 | 0.25 | 0.1 | 1 | 366 | 229 | 427 | 656 | 656 |
| 40 | 35 | 0.25 | 0.1 | 0 | 372 | 243 | 431 | 619 | 847 |
| 41 | 35 | 0.2 | 0.2 | 1 | 381 | 241 | 419 | 615 | 743 |
| 42 | 35 | 0.2 | 0.2 | 0 | 389 | 250 | 429 | 631 | 780 |
| 43 | 35 | 0.2 | 0.1 | 1 | 346 | 221 | 410 | 580 | 656 |
| 44 | 35 | 0.2 | 0.1 | 0 | 352 | 224 | 416 | 512 | 739 |
| 45 | 35 | 0.15 | 0.2 | 1 | 340 | 200 | 405 | 565 | 527 |
| 46 | 35 | 0.15 | 0.2 | 0 | 341 | 208 | 416 | 577 | 580 |
| 47 | 35 | 0.15 | 0.1 | 1 | 324 | 188 | 394 | 544 | 508 |
| 48 | 35 | 0.15 | 0.1 | 0 | 330 | 193 | 399 | 553 | 612 |
| 49 | 30 | 0.3 | 0.2 | 1 | 486 | 329 | 581 | 595 | 930 |
| 50 | 30 | 0.3 | 0.2 | 0 | 497 | 340 | 598 | 598 | 101 |
| 51 | 30 | 0.3 | 0.1 | 1 | 459 | 302 | 548 | 671 | 885 |
| 52 | 30 | 0.3 | 0.1 | 0 | 464 | 306 | 557 | 787 | 972 |
| 53 | 30 | 0.25 | 0.2 | 1 | 451 | 272 | 546 | 759 | 833 |
| 54 | 30 | 0.25 | 0.2 | 0 | 460 | 296 | 548 | 774 | 910 |
| 55 | 30 | 0.25 | 0.1 | 1 | 436 | 250 | 522 | 689 | 825 |
| 56 | 30 | 0.25 | 0.1 | 0 | 452 | 273 | 527 | 746 | 971 |
| 57 | 30 | 0.2 | 0.2 | 1 | 419 | 228 | 512 | 698 | 798 |
| 58 | 30 | 0.2 | 0.2 | 0 | 425 | 243 | 510 | 707 | 871 |
| 59 | 30 | 0.2 | 0.1 | 1 | 403 | 213 | 497 | 689 | 769 |
| 60 | 30 | 0.2 | 0.1 | 0 | 411 | 229 | 503 | 689 | 867 |
| 61 | 30 | 0.15 | 0.2 | 1 | 395 | 221 | 487 | 665 | 602 |
| 62 | 30 | 0.15 | 0.2 | 0 | 400 | 235 | 495 | 678 | 729 |
| 63 | 30 | 0.15 | 0.1 | 1 | 367 | 202 | 445 | 651 | 630 |
| 64 | 30 | 0.15 | 0.1 | 0 | 389 | 211 | 478 | 651 | 700 |
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.