
Abstract
An investigation on strain-based formability and pore closure rate of selectively heated sintered powder metallurgical aluminum–titanium composites has been carried out to evaluate the role of heating on the curing of stresses accumulated during mechanical working. Samples with an initial relative density of 90% and an aspect ratio of 1 were prepared through the powder metallurgy technique by applying suitable powder compaction pressures with different titanium contents such as 2%, 4% and 6%. A series of upsetting tests have been carried out on the prepared porous specimens using a 0.5 MN capacity hydraulic press and the failure zone was identified through the experimental work. It was found that failure occurs in the equatorial region of the workpiece due to the accumulation of stresses and the presence of higher amounts of pores. The magnitude of these accumulated stresses and the level of pores affect the formability of the components during cold upsetting. Therefore, there is a need to relieve the accumulated stresses and reduce the pores at the failure zone of the metals. Hence, this work is aimed at relieving the accumulated stresses, reducing the porosity amounts by adopting a novel mechanism of heating in the equatorial region of the samples for various temperatures such as 100 °C, 140 °C, 195 °C, 220 °C and 250 °C. As a result, the forming limit and pore closing rate were found to improve by selectively heating the specimens at locations where stresses have accumulated. Selectively heating this location relieves the accumulated stresses and decreases the number of pores present in the preforms, thereby enabling the metal to reach still higher strain levels before the onset of failure.
Introduction
Aluminum (Al) and titanium (Ti) play a significant role in novel light-weight structural applications such as aerospace, automobile, naval ships, electronics, biomedicine and energy due to their excellent mechanical properties.1–3 Nowadays, composites are fabricated by various manufacturing processes such as spray deposition, mechanical alloying, squeeze infiltration, casting routes and powder metallurgy.1,4 Among all these methods, powder metallurgy (P/M) is a suitable method to make composites. The techniques such as powder sintering, liquid phase sintering and isostatic pressing are used for making a component using the P/M method. The P/M technique has many advantages such as energy-efficient process, low product cost, good surface finish parts and high volume of production. P/M has three steps: preparation of powder, compaction of powder and sintering for producing components. 5 The occurrence of fracture is a major limitation to govern the forming limits of the components during the deformation process.6,7 Gouveia et al. 8 investigated the ductile fracture of lead alloy using various fracture criteria by conducting experimental work and compared the results with the finite element method during the metalworking process. In a metalworking process, formability can be achieved without the occurrence of a defect. It is determined by the occurrence of ductile fracture in the form of surface or internal cracks within the zone that are strained due to the extensive flow of material. 9 Many researchers have studied the formability of P/M-based composites having different initial relative densities (IRDs) and different aspect ratios subjected to different stress state conditions and observed that the forming limit decreases due to the number of pores present in the preforms during the upsetting process.10–22
Industries desire a high forming limit for engineering applications. Therefore, various researchers have investigated the enhancement of the forming limit using different process parameters such as friction, aspect ratio and strength of the material.23–25 HariKrishna et al. 26 investigated the work hardening and formability behavior of various cylindrical specimens by conducting the upsetting process and they reported that the forming limit increases with an increase in the value of effective strain. Park et al. 27 investigated the forming limit of dual-phase steels in various heat treatment processes during metal forming operations and observed that formability increases because of the reduction in the propagation of cracks. Matsumoto 28 studied the influence of temperature on AZ31B Mg alloy for analyzing the forming limit during upsetting and identified that the occurrence of cracks was caused in two different ways: initiation of cracks started from inside and occurred in the outside surface of the specimens. Šturm et al. 29 introduced a new method of heat treatment on the surface of P/M components to improve the material properties. However, in the upsetting process, the crack propagation takes place due to the presence of stress triaxiality in the hoop direction and fracture occurs in the equatorial region due to the presence of accumulated stresses and higher amounts of pores in the localized zone.30,31 Hence, the formability of the P/M preforms depends on the value of accumulated stresses and the amounts of pores present in the equatorial region. Such type of accumulated stresses and inherent pores in the failure zone should be reduced for obtaining better formability of the material. Therefore, there is a need to relieve the accumulated stresses and reduce the pores in the preforms during the upsetting process. Thus, studies on the pore closure behavior of various composites during the upsetting process are an active research domain among the researchers.
From the above-cited literature, it is inferred that the forming limit of P/M components relies on the presence of stresses and porosity in the equatorial region. During upsetting, the accumulation of stresses and the presence of porosity are higher in the equatorial zone. Hence, the fracture occurs in these sites and the forming limit decreased. Therefore, it is necessary to decrease the accumulation of stresses and thereby improve the formability of P/M preforms. Not many significant studies are reported on the methods to relieve the accumulated stresses and decrease the porosity in the equatorial zone. The relieving of accumulated stresses and the reduction of pore contents can increase the forming limit of the workpiece during the process. Hence, this work is aimed to relieve the accumulated stresses and decrease the number of pores present in the failure zone by heating selectively on the region where more work hardening has taken place during the deformation stage. The tests were performed under the triaxial state condition. The initiation and progression of failure can be delayed due to improved pore closure rate, less accumulated stresses and increased formability of the material. As the heating has been performed only at selected locations, the mechanical properties of the samples are not expected to deteriorate due to the heating step.
Experimental details
Preparation of P/M Al–Ti compacts
Aluminum- and titanium-based composites are widely used in the aerospace and aeronautical domains due to their excellent mechanical properties. Hence, it is proposed to work on Al- and Ti-based composites and to explore their response to selective heating and their formability improvement. The purity of atomized Al powder of particle size 44 µm and that of –100 µm for Ti (Sisco Research Laboratories Pvt Ltd, India) were found to be 99.5% with an insoluble impurity of 0.53% and 100%, respectively. Figure 1(a) and (b) shows the scanning electron microscopy (SEM) image of Al and Ti powders, which were found to be irregular and spherical. The desired quantities of Al and Ti powders were weighed by a weight balance machine and blended using a porcelain bowl by stirring manually for 60 min. The morphology of the blended Al–Ti powder is shown in Figure 1(c).
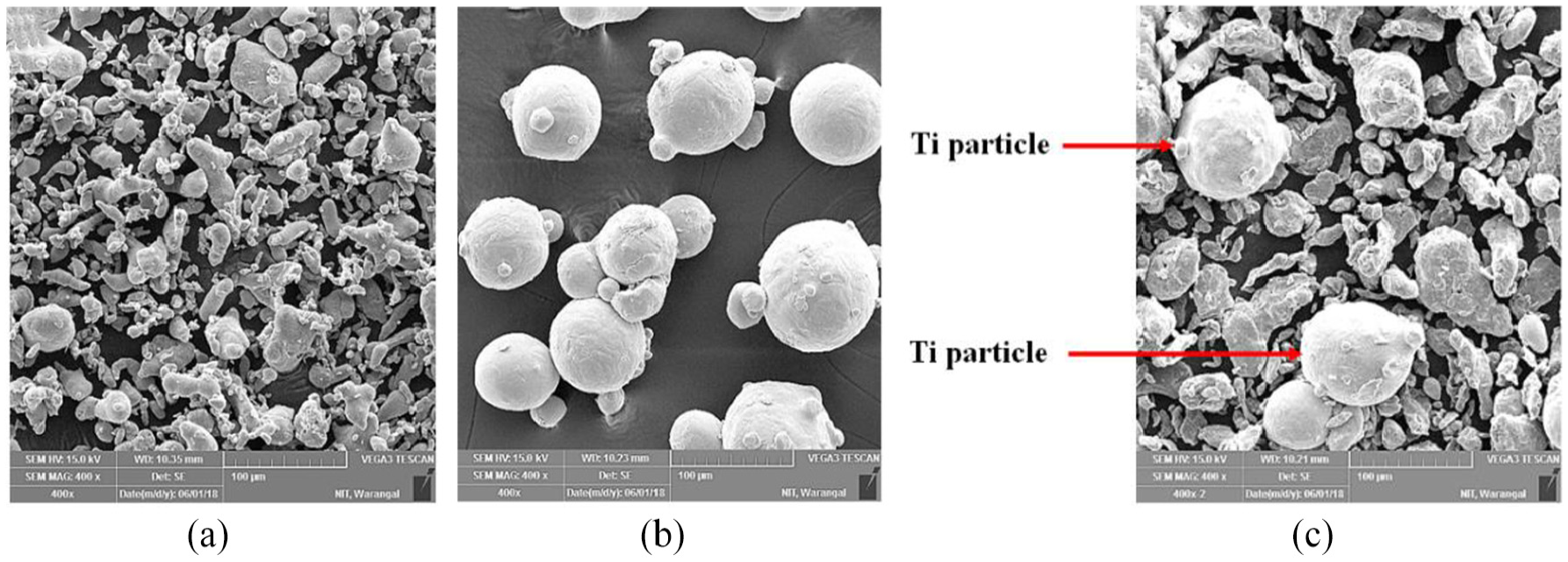
SEM photographs of powder materials: (a) aluminum, (b) titanium and (c) blended aluminum–titanium.
The Al–Ti preforms were obtained through the P/M route for the aspect ratio of 1 (height: 10 mm and diameter: 10 mm) and various Ti compositions (2%, 4% and 6%) at 30–33 kN compression load to obtain 90% of IRD using a 0.5 MN capacity hydraulic press. Figure 2(a) and (b) shows the hydraulic press and various parts of the die set-up used for making the P/M components. To reduce friction, zinc stearate has been used on the surface of all the die parts for lubrication purposes during compaction. The obtained compacts called as green compacts were sintered up to 550 ± 10 °C for 60 minutes using the electrical heating furnace and the sintered preforms were allowed to cool up to the room temperature within the furnace itself after switching off the furnace. After completion of the sintering process, the specimens were cleaned. The photograph of the sintered Al–Ti preforms is shown in Figure 3.
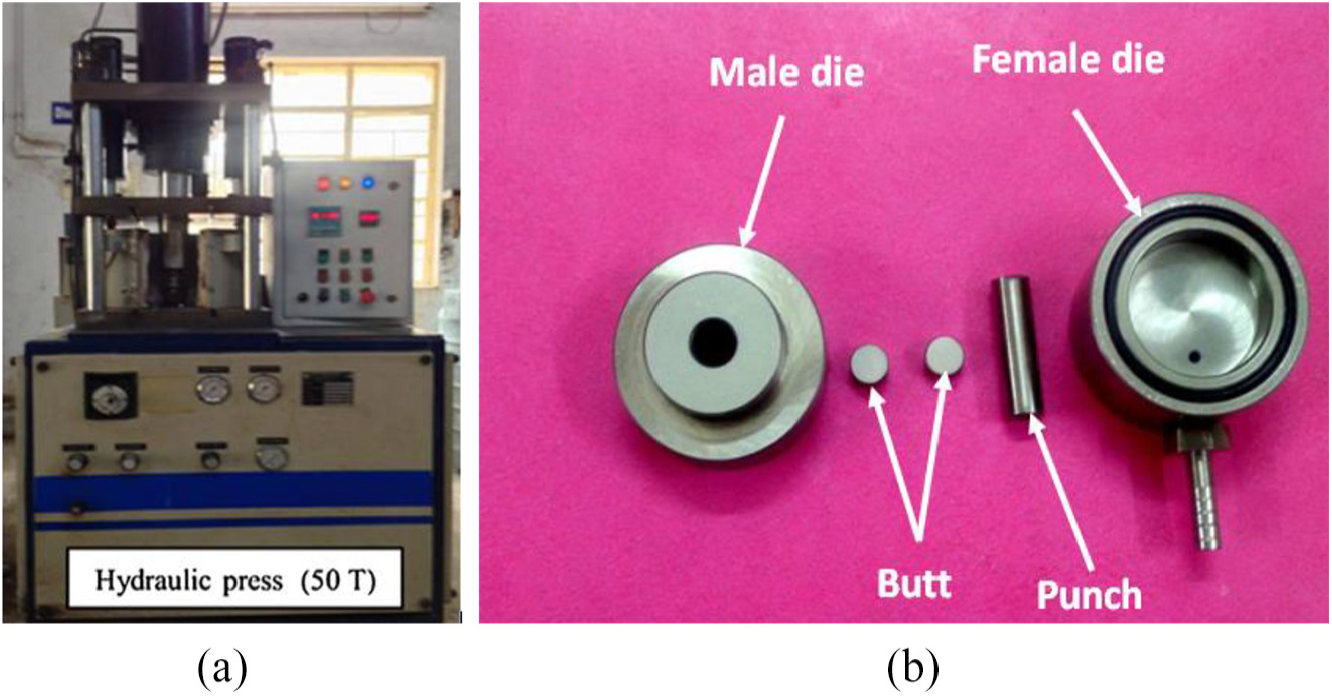
Photograph of (a) hydraulic press 17 and (b) parts of compacting die tool.
Photograph of sintered P/M Al–Ti preforms having 90% initial relative density with the aspect ratio of 1.
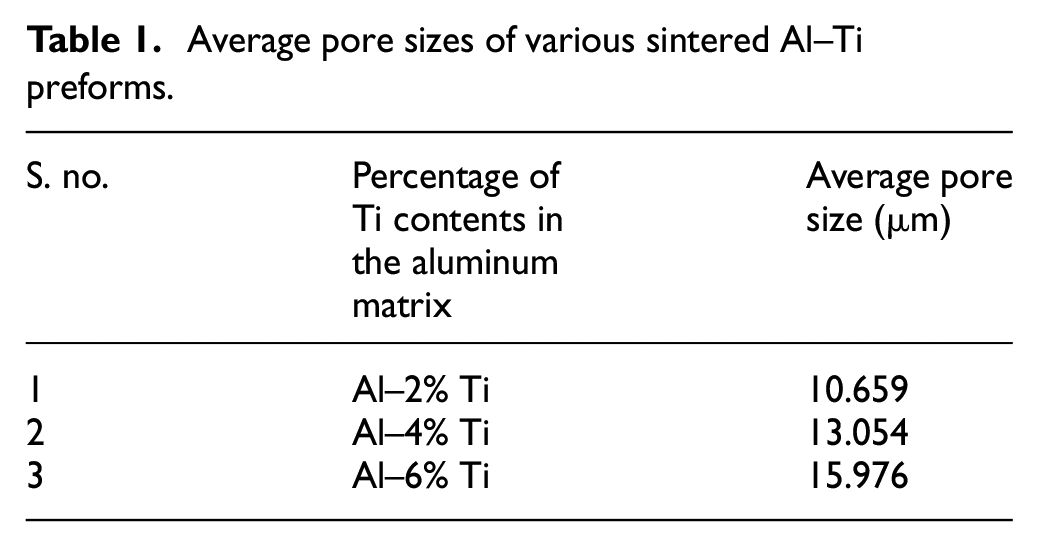
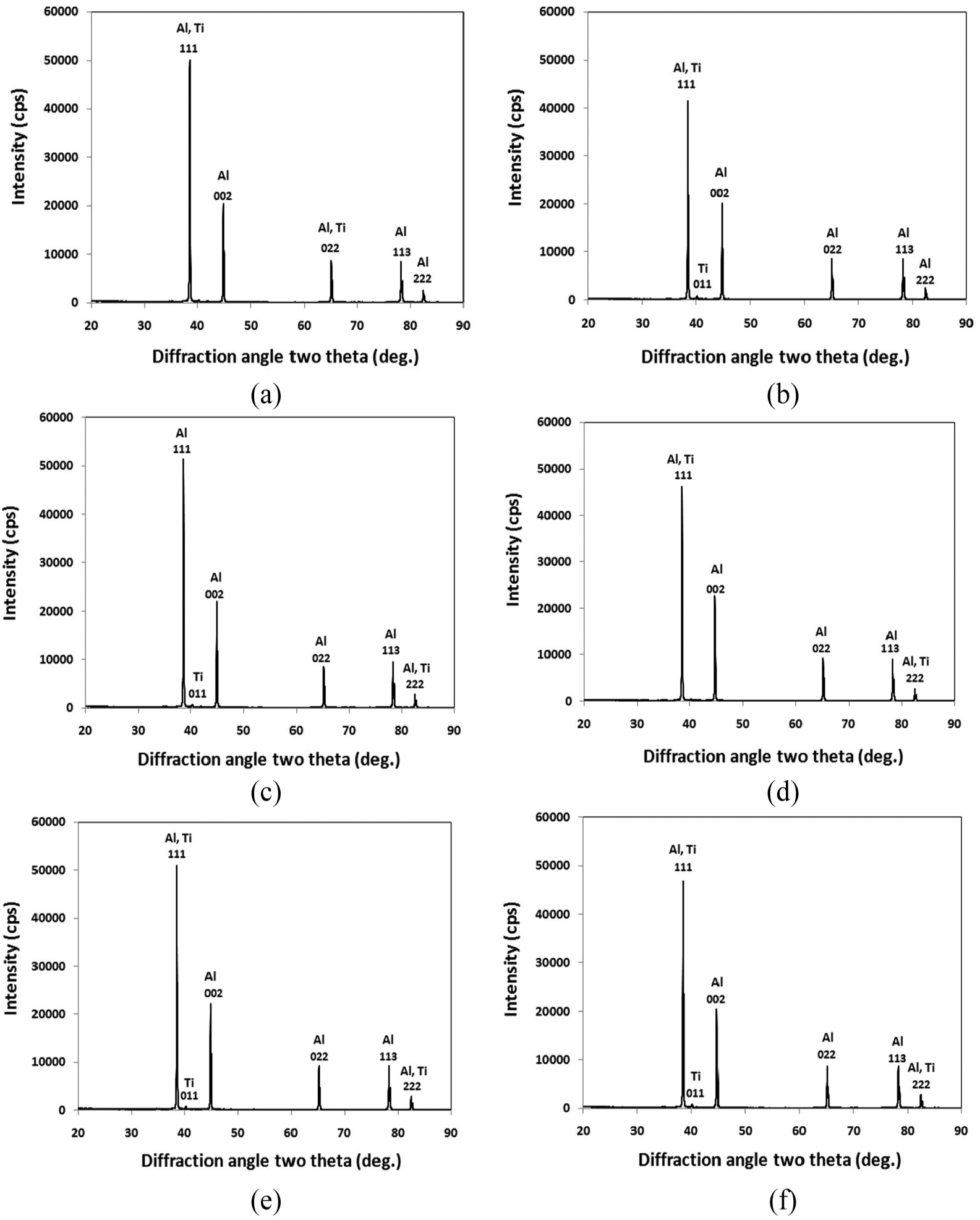
The X-ray diffraction (XRD) results of Al–Ti preforms for different titanium contents in the aluminum matrix are shown in Figure 4(a)–(c). The peaks of aluminum and titanium particles are indexed using inorganic crystal structure database (ICSD) subfiles. From the XRD pattern, it is confirmed that aluminum and titanium particles are present in the Al–Ti composites. The optical micrographs of sintered Al–Ti composites with different percentages of Ti contents under investigation are shown in Figure 5(a)–(c). The optical images of the sintered samples were taken using a Quasmo ISI microscope (software: Quasmo iView 3.7). These micrographs describe the microstructure of the Al–Ti composite, consisting of various Ti particles at 90% IRD. It is observed that a uniform distribution of Ti contents is obtained for all sintered specimens. From Figure 5(a), it is noticed that preforms with 2% of Ti particles contain a less amount of pores and the level of porosity increased with an increase in the Ti content in the aluminum matrix as shown in Figure 5(b) and (c). The microstructure of sintered Al–6% Ti preforms contains a large amount of porosity in the Al matrix. The pore sizes of sintered Al–Ti components were calculated using the ImageJ software and the results are tabulated in Table 1. It is observed from Table 1 that the pore size increased with an increase in the contents of Ti particles.
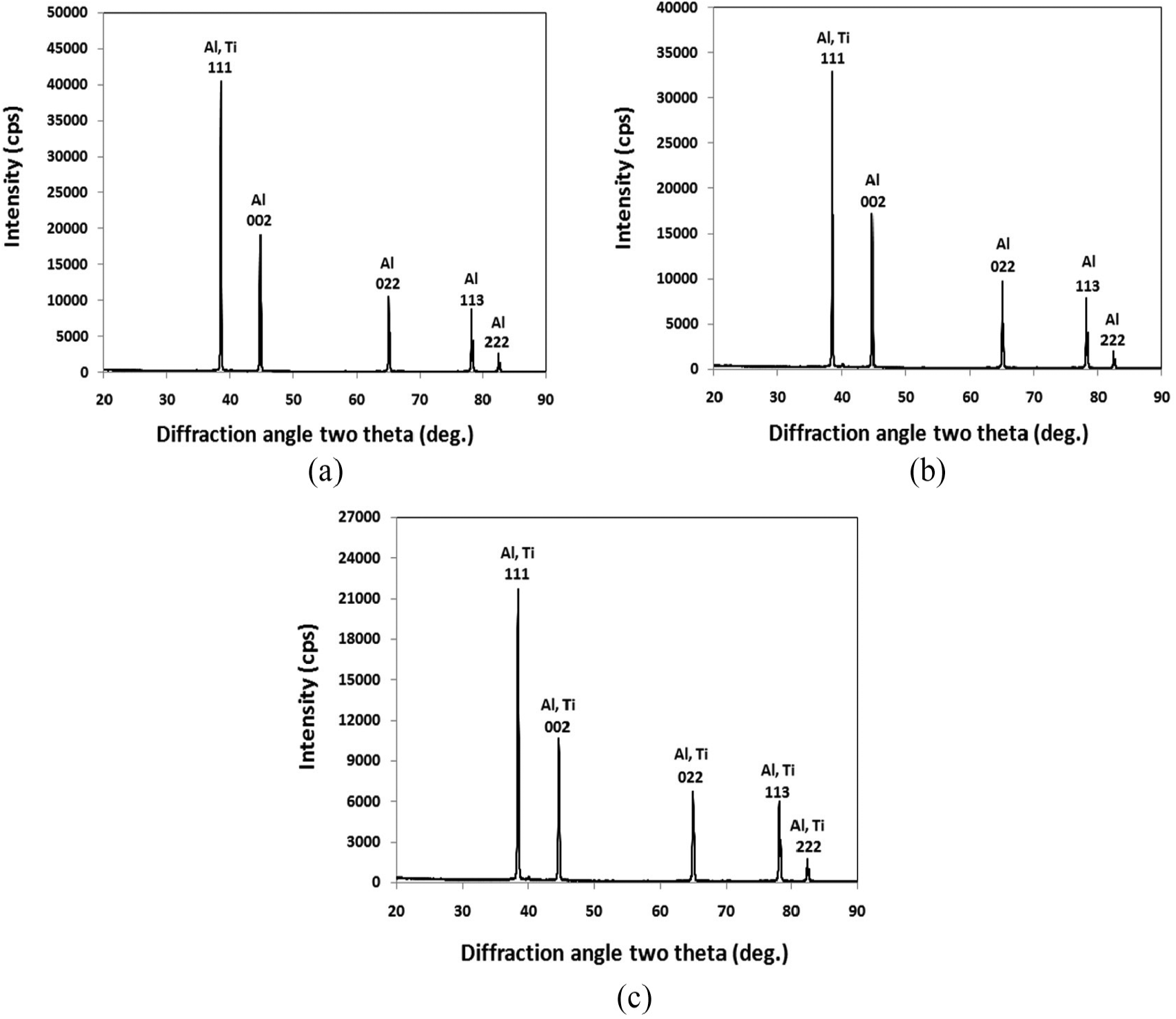
XRD results of sintered Al–Ti composites for various Ti particles: (a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
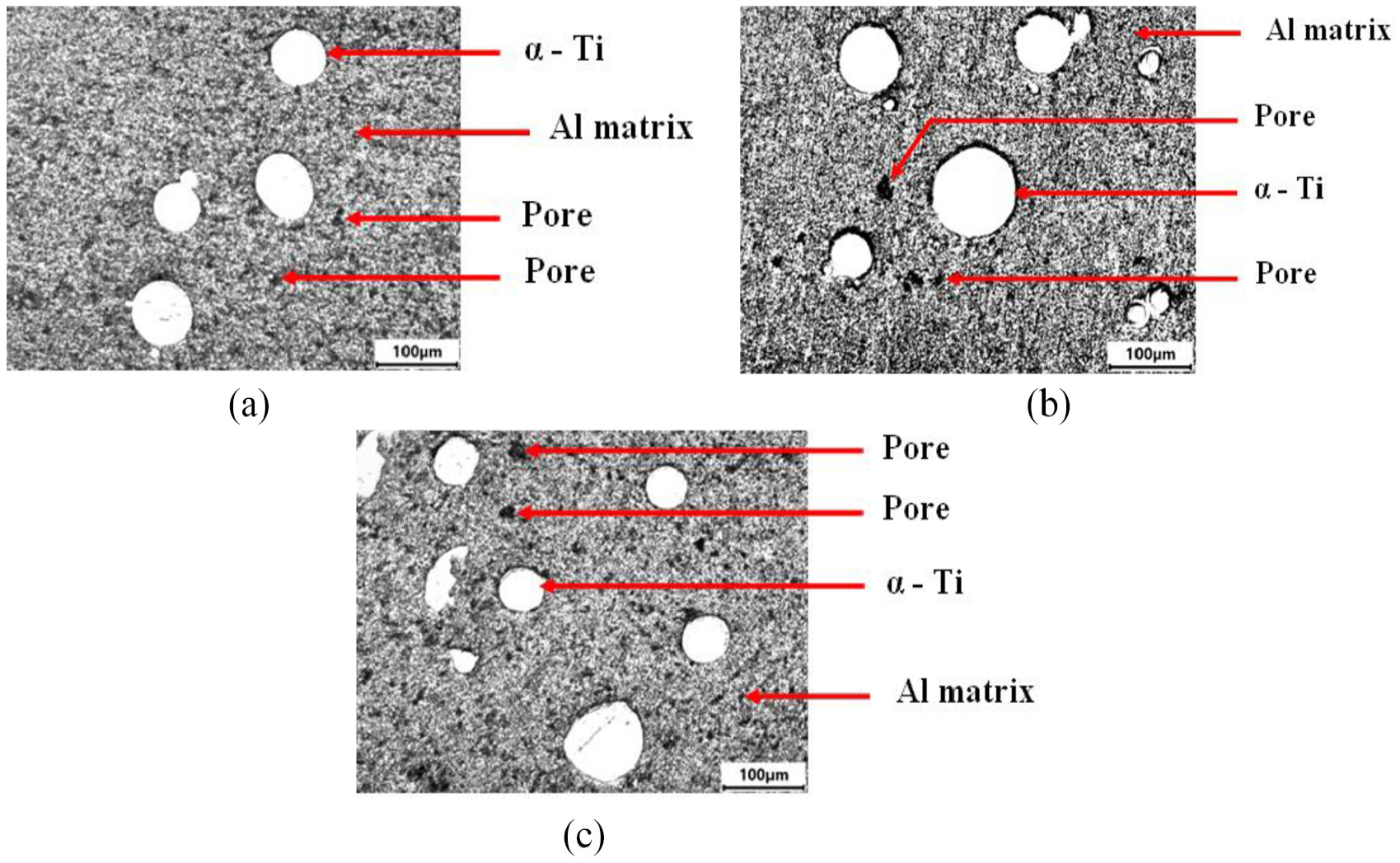
Microstructure of sintered Al–Ti composites with 90% initial relative density for various titanium contents: (a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
Average pore sizes of various sintered Al–Ti preforms.
Selective heating upsetting test
In this work, a new mechanism of uniform selective heating is proposed to increase the pore closure rate of the aluminum–titanium composites during the deformation process. In this test, the initial geometry such as height (H) and diameter (D) of the Al–Ti preforms was measured using a digital vernier caliper before the deformation process. The IRD (ρ) was measured using the weight balance machine by Archimedes principle. The die set was lubricated by zinc stearate during axial compression for creating perfect deformation. The upsetting test was conducted between two flat dies on a 0.5 MN hydraulic press at a constant strain rate of 0.1 S–1. Every component was subjected to an incremental compressive loading until the occurrence of first observable fracture on the outside surface of the specimen. For every upsetting test, eight samples were prepared in the same geometry and were deformed to different strain levels. The step-by-step procedure for conducting the selective heating test is shown in Figure 6(a)–(f). Initially, the sintered composites were placed in between the top and bottom dies and these dies were held in the hydraulic press as shown in Figure 6(a). Upsetting of P/M Al–Ti components was carried out by applying axial compression load (F) and is shown in Figure 6(b). After every incremental upsetting, the dimensional changes of the deformed preform were measured. Figure 6(c) shows the representation of geometrical changes after upsetting. During deformation, the stressed metal flows toward the outer periphery of the preform and gets accumulated in the failure (or) localized zone of the preform as shown in Figure 6(d).
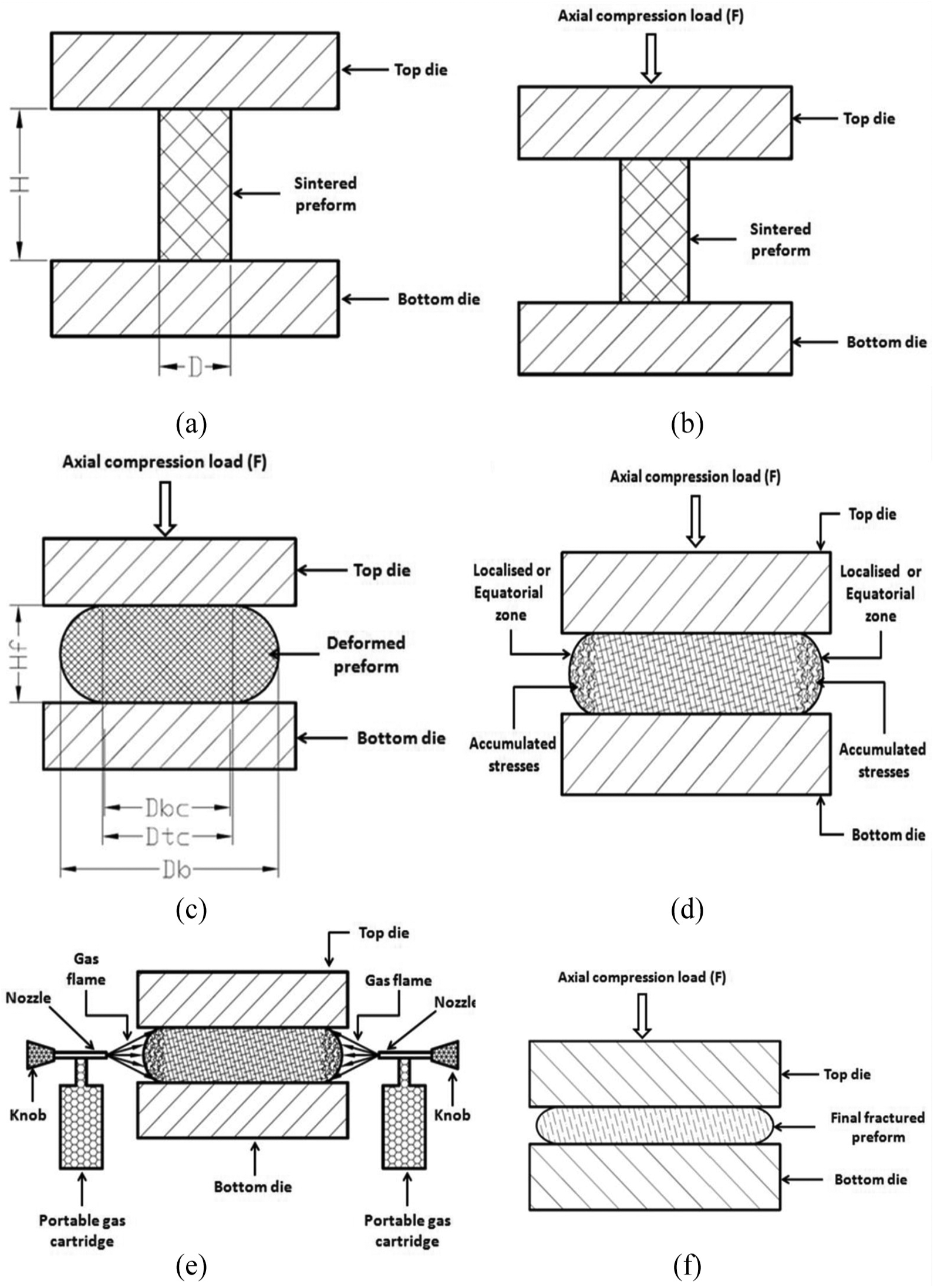
Methodology of the selective heating upsetting process: (a) before upsetting test, (b) application of axial compression load, (c) after upsetting test, (d) accumulation of stresses in the equatorial region, (e) adoption of selective heating and (f) final deformed preform.
In this method, initially, the failure load and its positions were identified for various Al–Ti specimens by conducting upsetting tests at a constant strain rate of 0.1 s–1. Once the failure site was identified, different conditions of selective heating such as 100 °C, 140 °C, 195 °C, 220 °C and 250 °C were attempted on the localized zone of the deformed preforms as shown in Figure 6(e) using a portable gas cartridge for different heating times in the range of 1–5 min. The temperature for each condition was measured for a different time interval using an infrared thermometer and the average temperature value was taken for the investigation. After successful completion of selective heating, the final geometry of the specimen (height (Hf), top (Dtc) and bottom (Dbc) contact diameters and bulged diameter (Db)) and the relative density of the deformed preforms (ρf) were measured. The final fractured specimen was obtained by applying the load until the first observable crack on the specimens and is shown in Figure 6(f). The experimental set-up of the selectively heated cold upsetting process is shown in Figure 7. It can be noticed from Figure 7 that heating is applied selectively in the equatorial region of the deformed Al–Ti preform with the help of a gas cartridge. The temperature of the specimen was controlled by adjusting the knob of the cartridge and was measured using an infrared thermometer. The measured specimen temperature is found to be 100 °C, 140 °C, 195 °C, 220 °C and 250 °C. Figure 8 shows the photograph of deformed Al–Ti preforms at every incremental compression load and it is observed that the fracture occurred in the equatorial region of the samples. The photographs of deformed preforms for different selective heating are shown in Figure 9 and the XRD results of deformed Al–Ti composites for various Ti compositions over different heating conditions are shown in Figures 10(a)–(f) to 12(a)–(f). The peaks of Al and Ti particles are indexed using ICSD subfiles. From the XRD pattern, it is confirmed that only Al and Ti particles are present in the composites after the selective heating upsetting process.
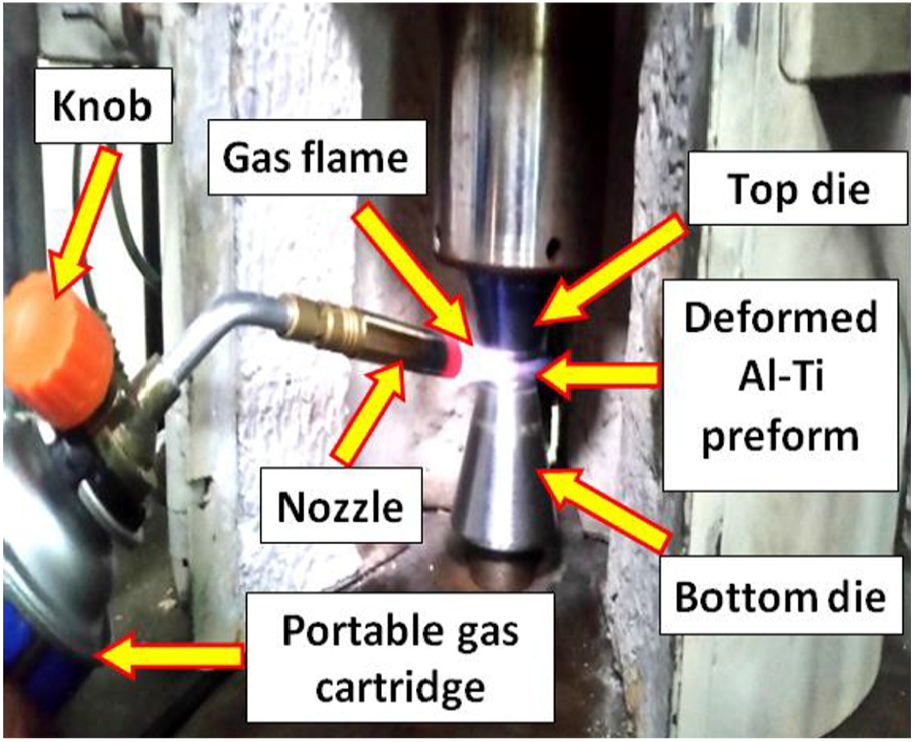
Experimental set-up of the selective heating upsetting process using a portable gas cartridge.
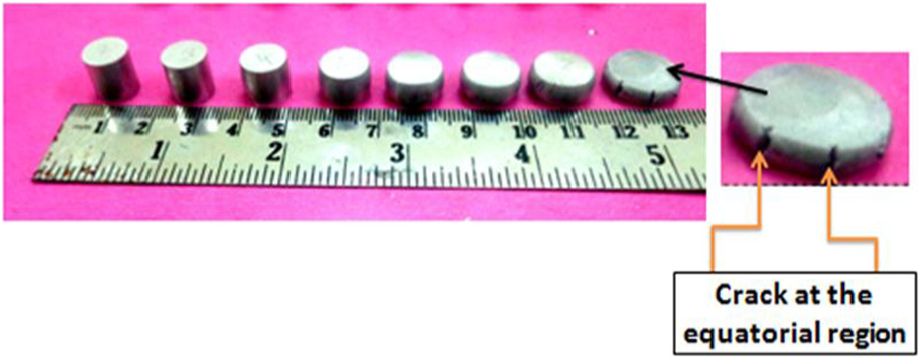
Photograph of deformed Al–Ti preforms with 90% IRD for incremental compressive loading.
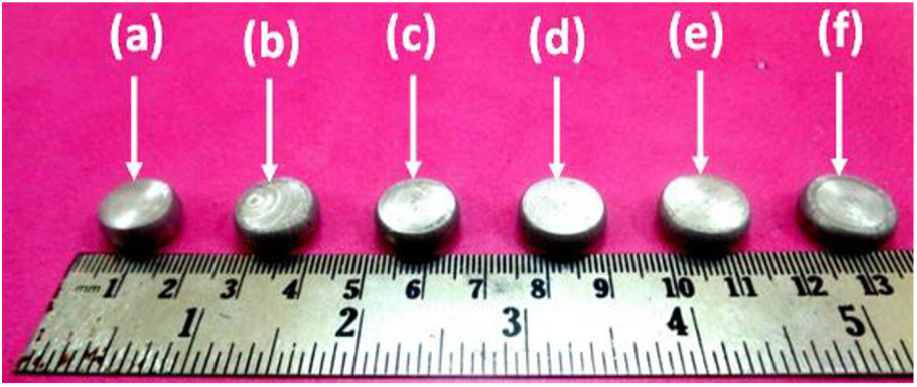
Photograph of selectively heated deformed Al–Ti preforms: (a) room temperature (27 °C), (b) 100 °C, (c) 140 °C, (d) 195 °C, (e) 220 °C and (f) 250 °C.
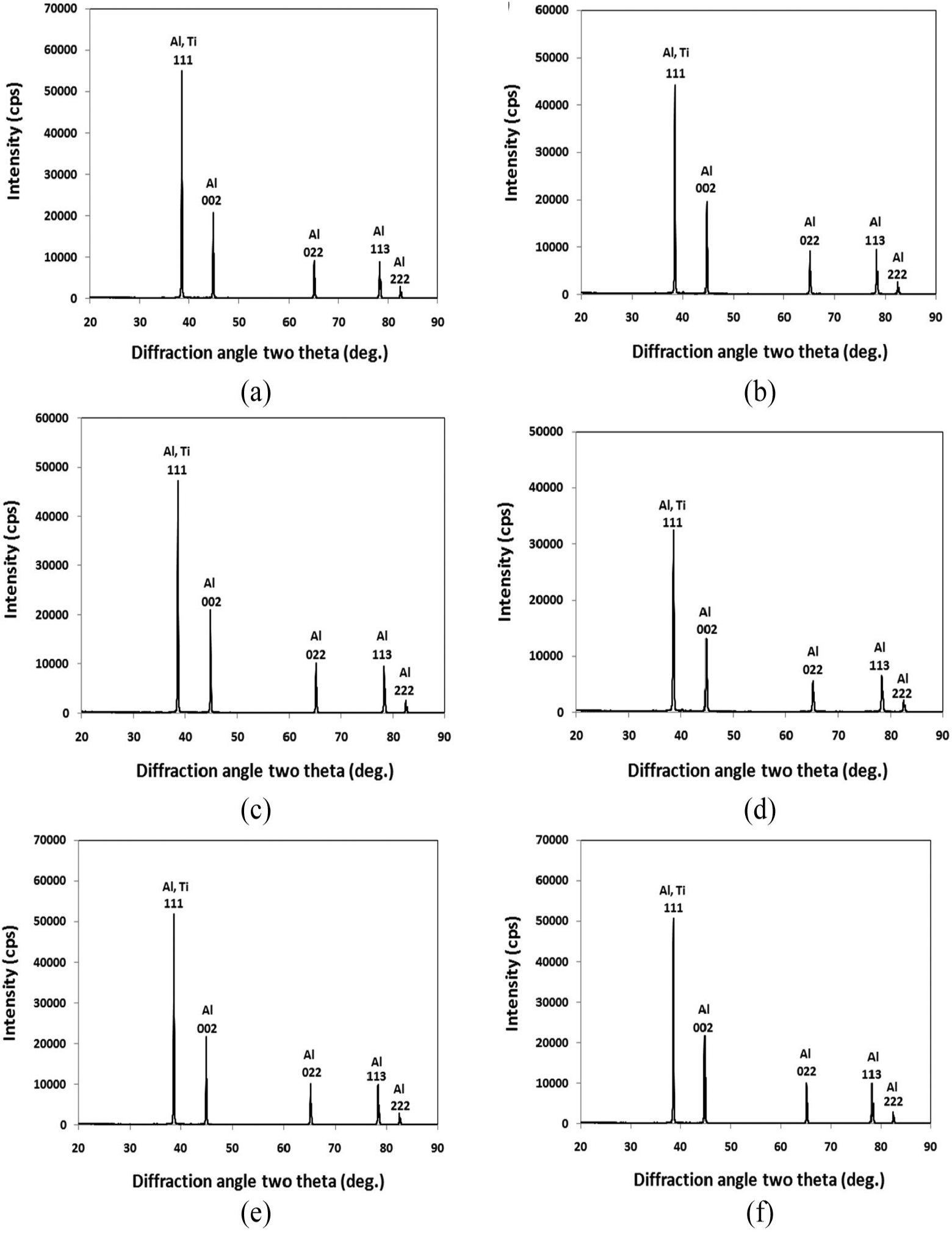
XRD results of deformed Al–2% Ti composites under various heating conditions: (a) room temperature (27 °C),(b) 100 °C, (c) 140 °C, (d) 195 °C, (e) 220 °C and (f) 250 °C.
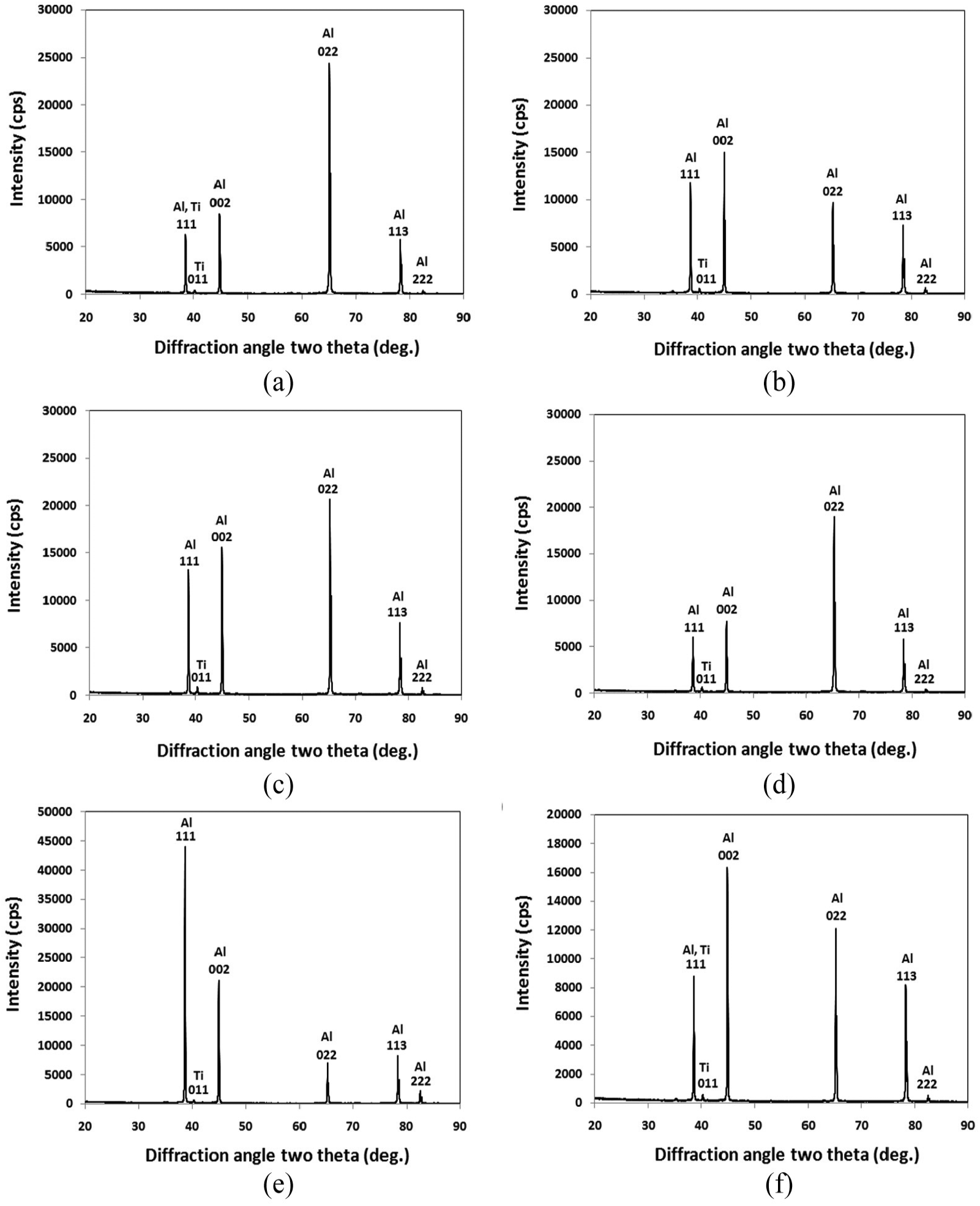
XRD results of deformed Al–4% Ti composites under various heating conditions: (a) room temperature (27 °C),(b) 100 °C, (c) 140 °C, (d) 195 °C, (e) 220 °C and (f) 250 °C.
XRD results of deformed Al–6% Ti composites under various heating conditions: (a) room temperature (27 °C),(b) 100 °C, (c) 140 °C, (d) 195 °C, (e) 220 °C and (f) 250 °C.
Theoretical calculations
For the calculation of the pore closure rate, different forming parameters such as true axial strain, hydrostatic or mean strain, effective strain and formability strain index were determined under triaxial state condition.
The true axial strains of the P/M Al–Ti components are calculated for different Ti contents from the following expression 32

where Hf is the deformed height of the preforms and H is the initial height of the preforms.
Narayanasamy and Narayanan 33 proposed an analytical expression for the determination of hoop strain under triaxial state condition as follows

where D is the initial diameter of the preforms, Db is the bulged diameter of the preforms and Dc is the average surface contact diameter of the deformed preforms which can be calculated as

where Dtc is the top contact diameter and Dbc is the bottom contact diameter of the deformed preforms.
Narayanasamy et al. 34 derived a mathematical equation to calculate the mean strain component under the triaxial state as follows

Since

where εz is the true axial strain and εθ is the hoop strain calculated using equations (1) and (2), respectively.
The effective strain component can be calculated using the following expression 34

where R is the relative density of the preforms.
Narayanasamy et al. 35 proposed the formability strain parameter which is given by

where εm and εeff are the mean and effective strain, respectively, calculated using equations (5) and (6).
The pore closure rate index (P) is a function of formability strain index (β), relative density (R), strain hardening index (n) and strain rate sensitivity (m). Narayanasamy et al. 36 proposed three novel strain-based pore closure rate indices stated as follows

where β is the formability strain index, which is determined from equation (7), R is the relative density, which is measured using the weight balance machine by Archimedes principle and ni and mi are the instantaneous strain hardening index and instantaneous strain rate sensitivity index, respectively, calculated as explained previously. 34
Results and discussion
Influence of heating conditions on formability strain index concerning true axial strain
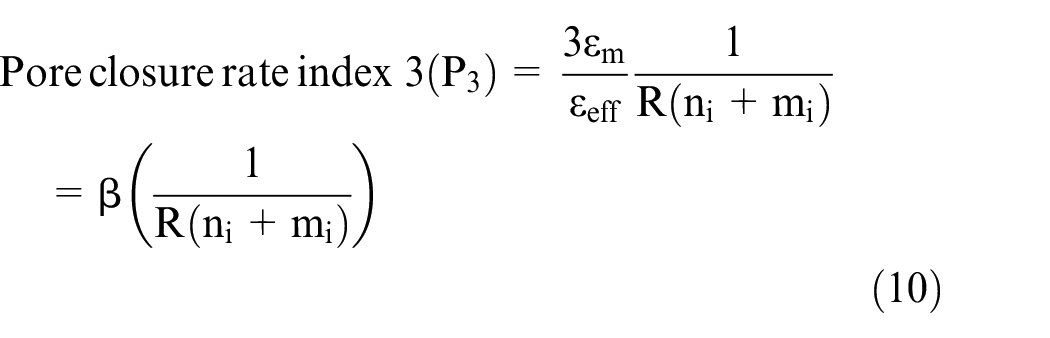
Formability is a measure of the amount of deformation that a material can endure the induced interior stresses before the occurrence of fracture. Also, it is noted that the relative density plays the main role on the formability of P/M preforms. Formability strain index is a function of relative density and true axial strain. Figure 13(a)–(c) shows the influence of true axial strain (εz) on formability strain index (β) of Al–Ti composites with 90% of IRD for various selective heating temperatures (room temperature (27 °C), 100 °C, 140 °C, 195 °C, 220 °C and 250 °C) and Ti contents (2% Ti, 4% Ti and 6% Ti) in the aluminum matrix under triaxial state conditions. The forming limit increases with the attained true axial strains irrespective of the selective heating conditions and contents of Ti particles. It is observed that the value of β varies with selective heating temperatures and the compositions of Ti contents in the Al preforms. From Figure 13(a), it is found that the intersection point in the forming limit curve increases with an increase in the selective heating temperatures concerning true axial strain. The flow behavior of Al–Ti samples increases toward the outer periphery with an increase in selective heating temperatures in the equatorial region. At higher selective heating temperatures, the preforms’ density was found to be higher compared to lower heating conditions. This is because of pore size reduction and higher fluidity of the preforms under the higher selective heating conditions. Hence, a higher forming limit is achieved under the highest heating conditions irrespective of the Ti content.
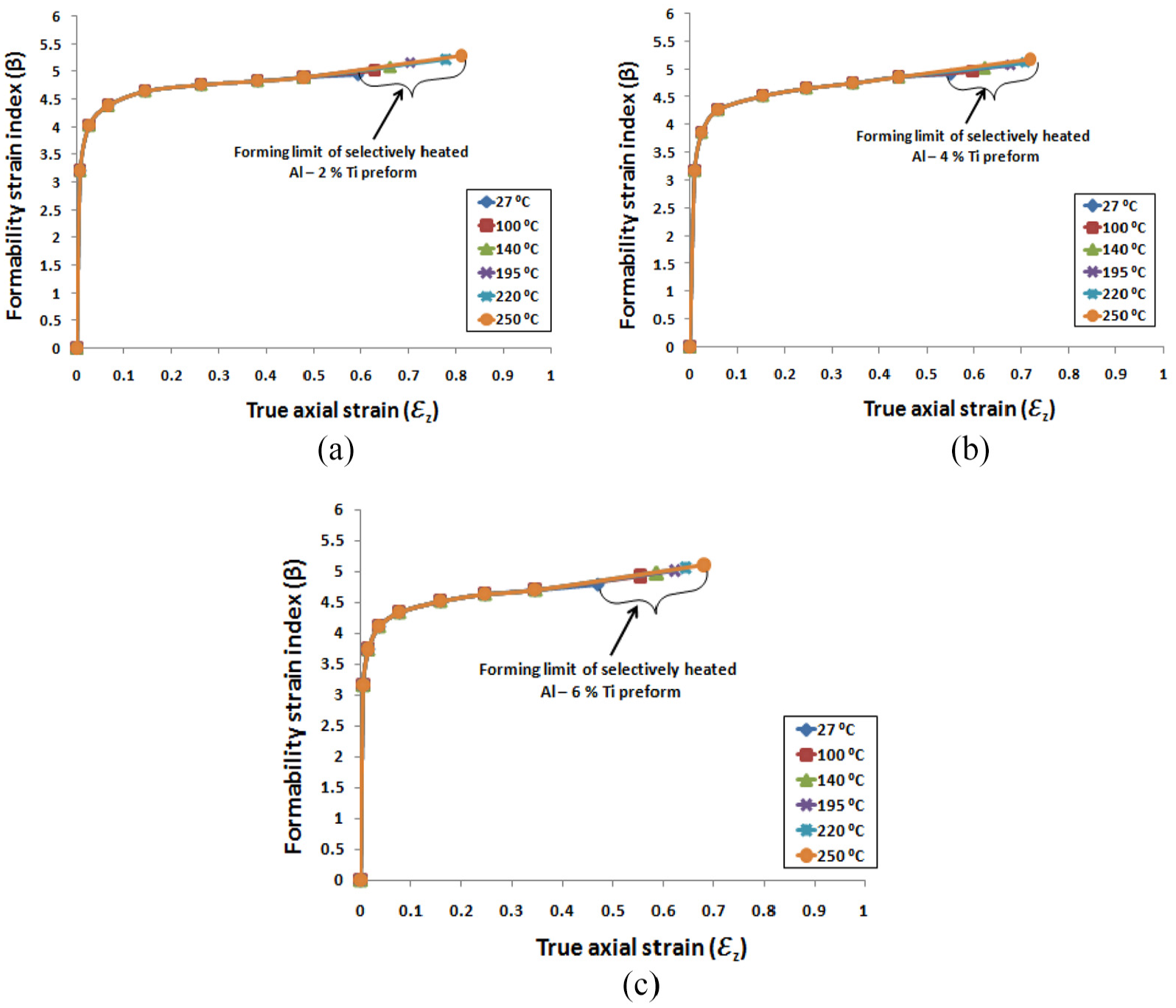
Variation of formability strain index with respect to true axial strain for various selective heating and Ti contents:(a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
It is noticed from Figure 13 that the forming limit curve moves toward the left side with an increase in Ti content in the aluminum composites. Furthermore, it is noticed that the components with higher amounts of Ti content in the Al experience an early fracture. The flow behavior of aluminum is blocked in the composites because of the presence of Ti particles. Therefore, preforms experience an early fracture initiation with the addition of higher contents of Ti particles in the aluminum, resulting in a lower forming limit. Also, it is found that the low value of formability strain index for any given true axial strain is Al–6% Ti preforms. The forming limit is found to be higher for 2% Ti preforms at 250 °C selective heating temperature and they deform at a larger strain level. For 2% of Ti preforms, the relative density increases due to pore size reduction compared to others (4% Ti and 6% Ti) and it leads to a higher forming limit.
Influence of heating conditions on formability strain index concerning relative density
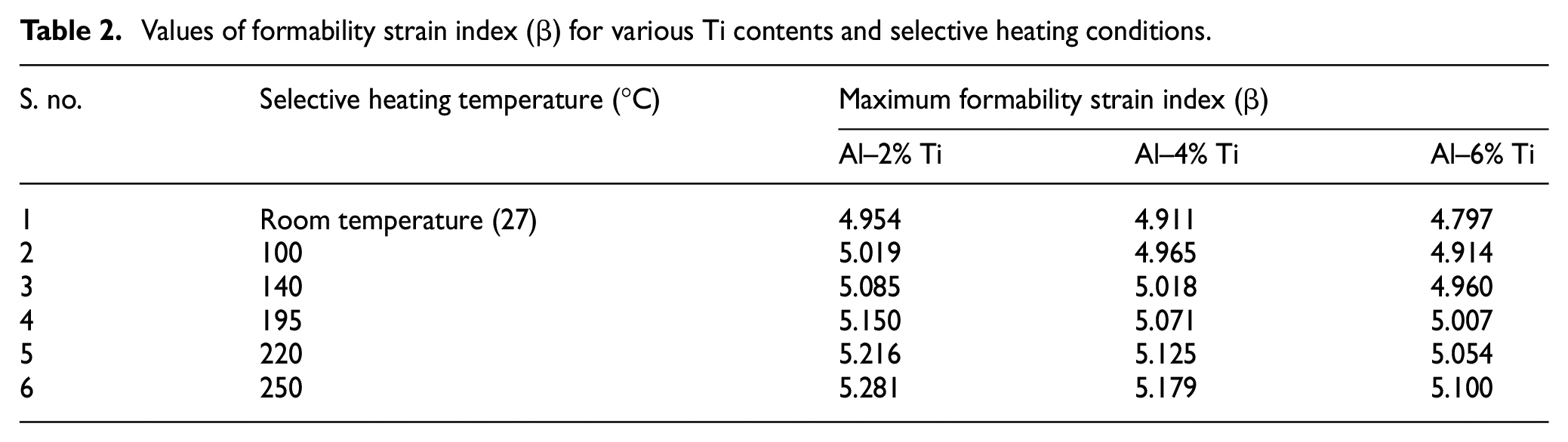
Figure 14(a)–(c) shows the influence of relative density (R) on the formability strain index (β) of Al–Ti composites with 90% of IRD for various selective heating temperatures (room temperature (27 °C), 100 °C, 140 °C, 195 °C, 220 °C and 250 °C) and Ti contents under triaxial state conditions. It is noticed that the values of formability strain index vary with the relative density for different selective heating temperatures and Ti contents in the aluminum matrix. It can be seen that the formability curve increases with an increase in temperature. With the increasing heating temperature in the failure/localized zone of the deformed samples, the atoms’ flow rate increases leading to a reduction in the amount of pores present in the preforms. Hence, the relative density of the Al–Ti preforms increases with an increase in the value of selective heating conditions leading to the enhanced forming limit.
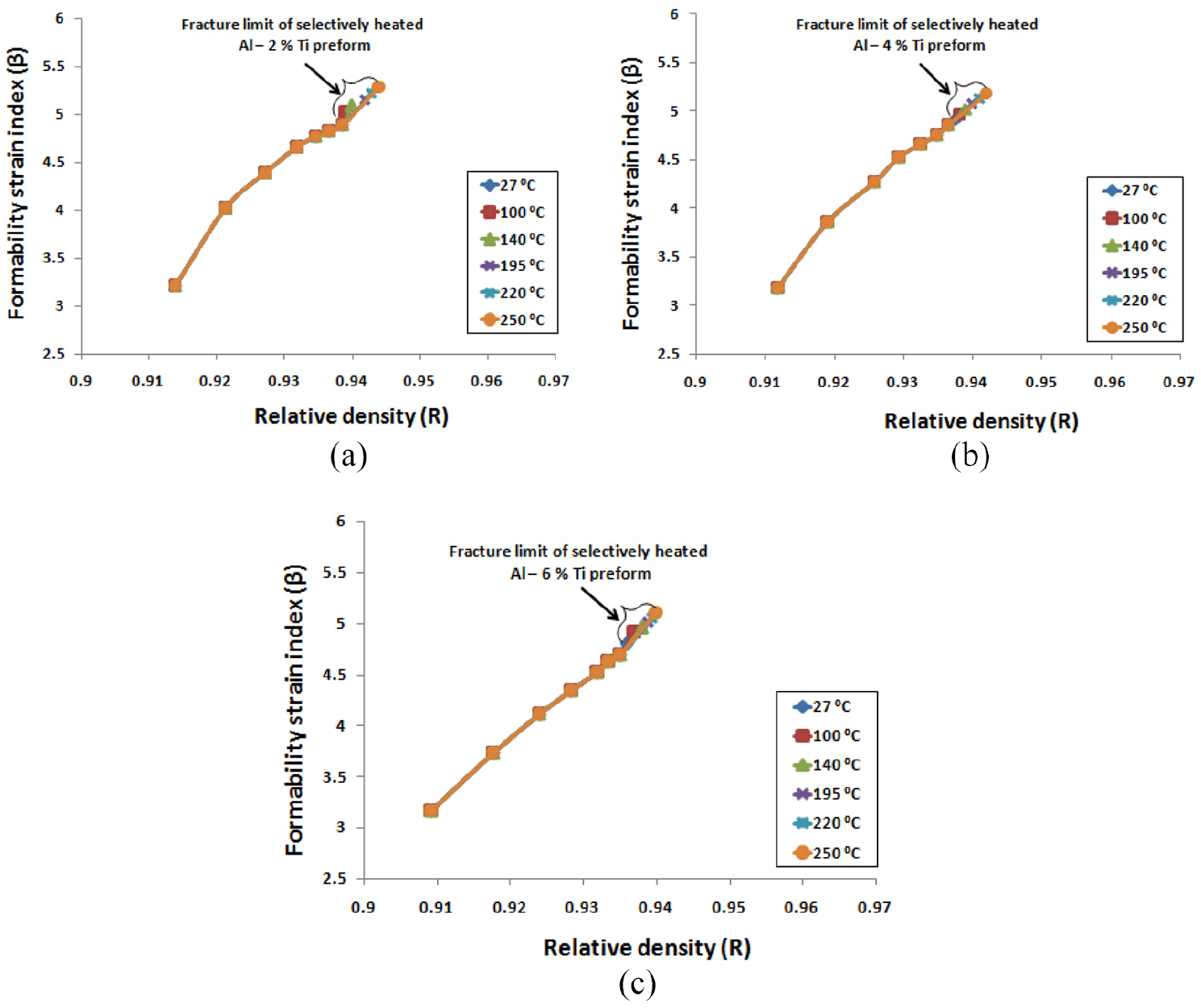
Variation of formability strain index with respect to relative density for various selective heating and Ti contents:(a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
Moreover, it is observed from Figure 14(a)–(c) that the formability curve shifted down to the left side with the increasing Ti content in the Al composites. The curve shows a decreased value of formability strain index and relative density with the addition of Ti content in the aluminum composites. The pore contents increased with an increase in the Ti content leading to an early fracture. Hence, lower formability is obtained for Al–6% preforms. The highest relative density and formability are obtained for preforms with 2% of Ti particles under 250 °C selective heating conditions. The maximum values of formability for various selective heating conditions and Ti contents are shown in Table 2.
Values of formability strain index (β) for various Ti contents and selective heating conditions.
Influence of heating conditions on various strain ratio parameters concerning relative density
Figure 15(a)–(c) shows the influence of relative density (R) on the strain ratio parameter (εθ/εeff) of the Al–Ti composite with 90% IRD for various selective heating temperatures (room temperature (27 °C), 100 °C, 140 °C, 195 °C, 220 °C and 250 °C) under triaxial conditions. It is observed that the strain ratio parameter increases with the attained relative density irrespective of the selective heating temperature and Ti content in the Al composites. It was found that the strain ratio parameter increases with the hoop strain. This is because of the amount of porosity reduction in the P/M preforms. In the upsetting process, metal flows start from its center region toward the outside and the pores present in the samples will be closed. Hence, the preforms will be strained more along its circumferential direction than the axial direction. The strain ratio parameter increases with an increase in the selective heating conditions irrespective of the Ti content in the Al composites. As the heating temperatures increase in the localized zone, the flowability of the preforms has increased due to material softening.
Effect of relative density on the strain ratio parameter (εθ/εeff) for various selective heating temperatures and Ti compositions: (a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
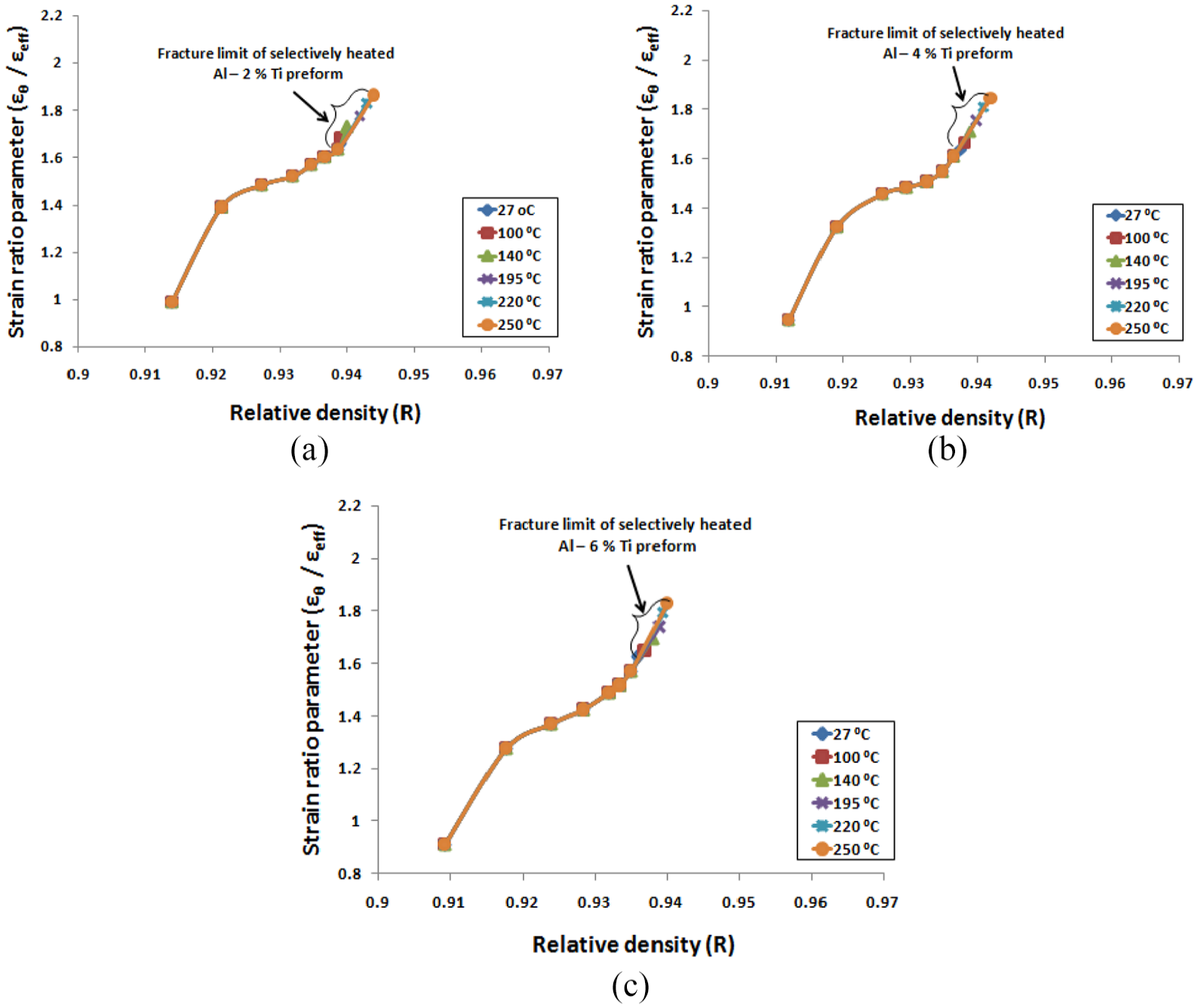
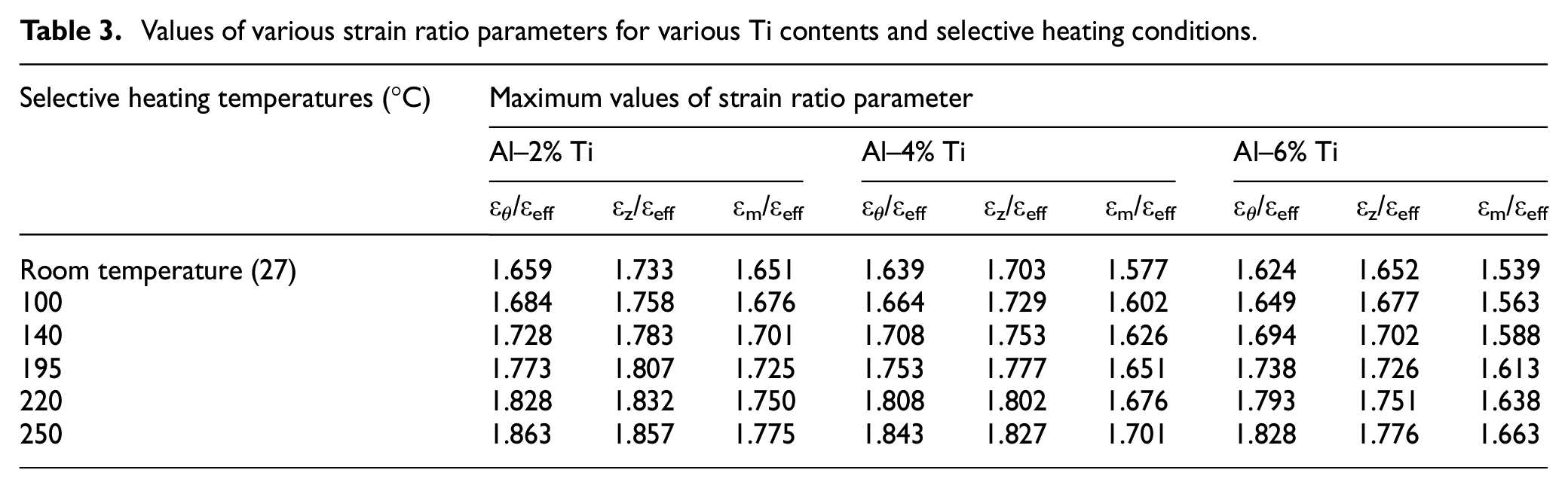
Moreover, it is observed from Figure 15(a)–(c) that the strain ratio parameter decreases with the addition of Ti content in the aluminum matrix due to higher amounts of pores present in the components. Preforms with a low amount of Ti content have less porosity and preforms with larger amounts of Ti particles have higher porosity. The average pore sizes of sintered Al–Ti preforms are shown in Table 1. Hence, a higher strain ratio parameter is obtained for the Al–2% Ti composite and it decreases for the other composites (Al–4% Ti and Al–6% Ti). The maximum value of the strain ratio parameter was obtained for the Al–2% Ti composite at 250 °C selective heating temperature. A similar kind of plots was obtained for the case of the other strain ratio parameters such as εm/εeff and εz/εeff as shown in Figures 16(a)–(c) and 17(a)–(c). Maximum values of various strain ratio parameters for various Ti contents and selective heating conditions are shown in Table 3.
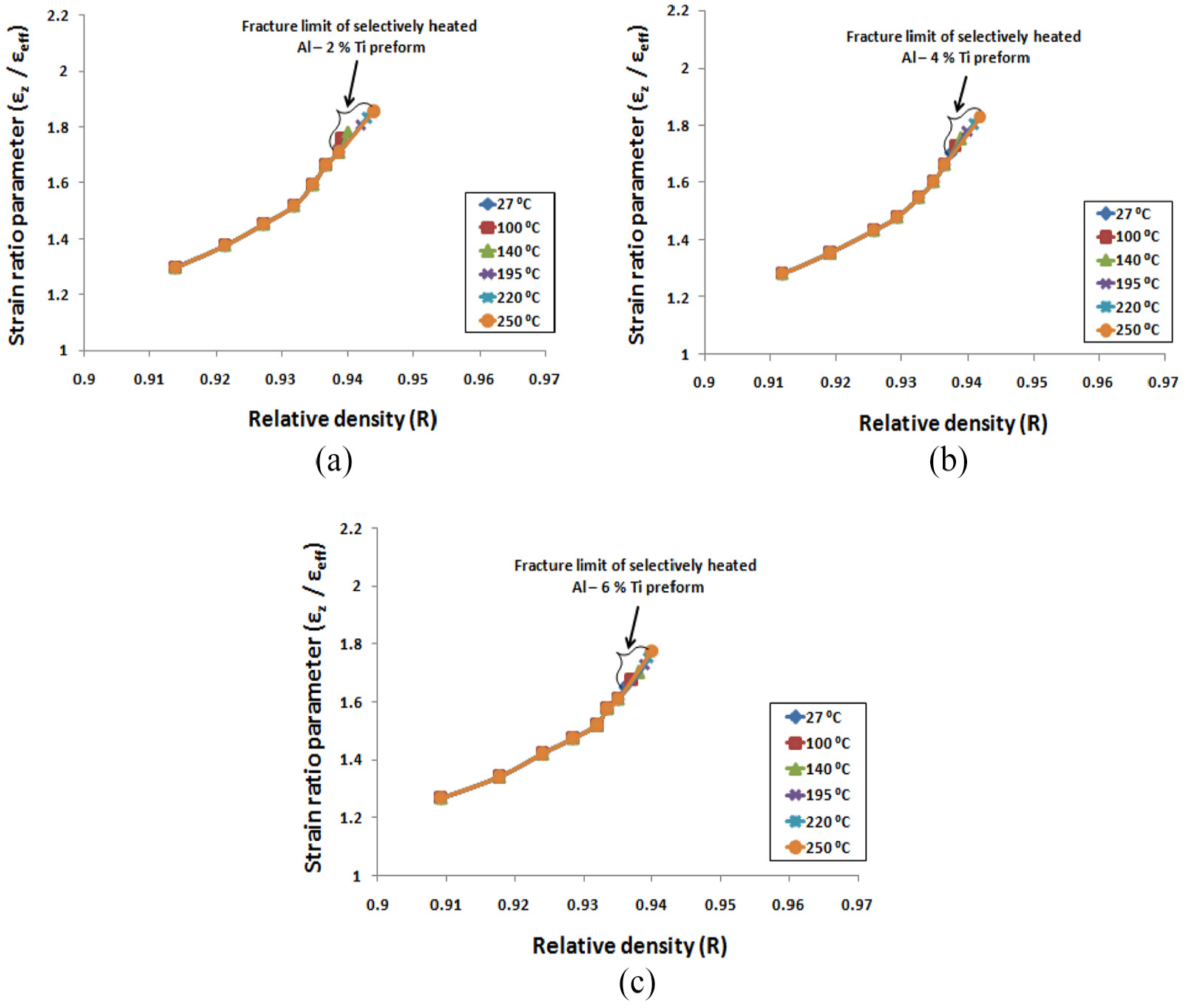
Effect of relative density on the strain ratio parameter (εz/εeff) for various selective heating temperatures and Ti compositions: (a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
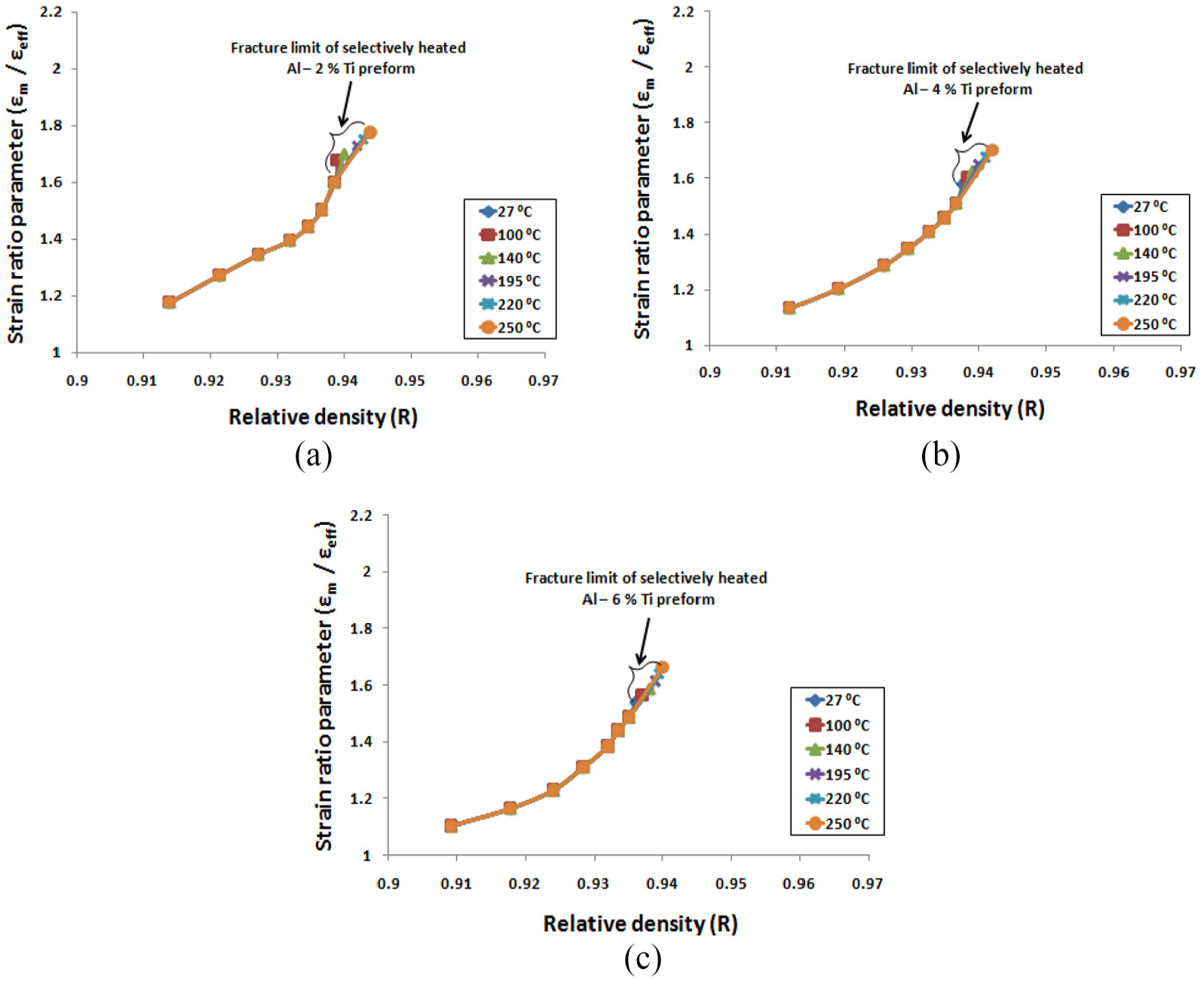
Effect of relative density on the strain ratio parameter (εm/εeff) for various selective heating temperatures and Ti compositions: (a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
Values of various strain ratio parameters for various Ti contents and selective heating conditions.
Influence of heating conditions on pore closure rate indices concerning relative density
Figure 18(a)–(c) shows the relationship between the pore closure rate index 1 (P1) and relative density (R) of Al–Ti composites with 90% of IRD for various selective heating temperatures (room temperature (27 °C), 100 °C, 140 °C, 195 °C, 220 °C and 250 °C) and Ti contents under the triaxial state conditions. It is noticed that P1 varies with the increase in selective heating temperature and Ti content in the aluminum composites. It can be seen that the pore closure curve increases with an increase in the selective heating temperature. With the increase in temperature in the failure zone of the deformed samples, the diffusion rate between the atoms increases which leads to an increase in the pore closure. Hence, the relative density of the preforms increased and the preforms achieved a higher pore closure rate irrespective of the Ti content in the aluminum composites. Also, it is observed that the value of P1 decreases with an increase in the Ti content in the Al composites. The level of porosity increases with the increasing Ti content in the composites and it leads to a decrease in the pore closure rate. Therefore, the highest relative density and pore closure rate index are obtained in the 2% Ti composites at 250 °C selective heating temperature.
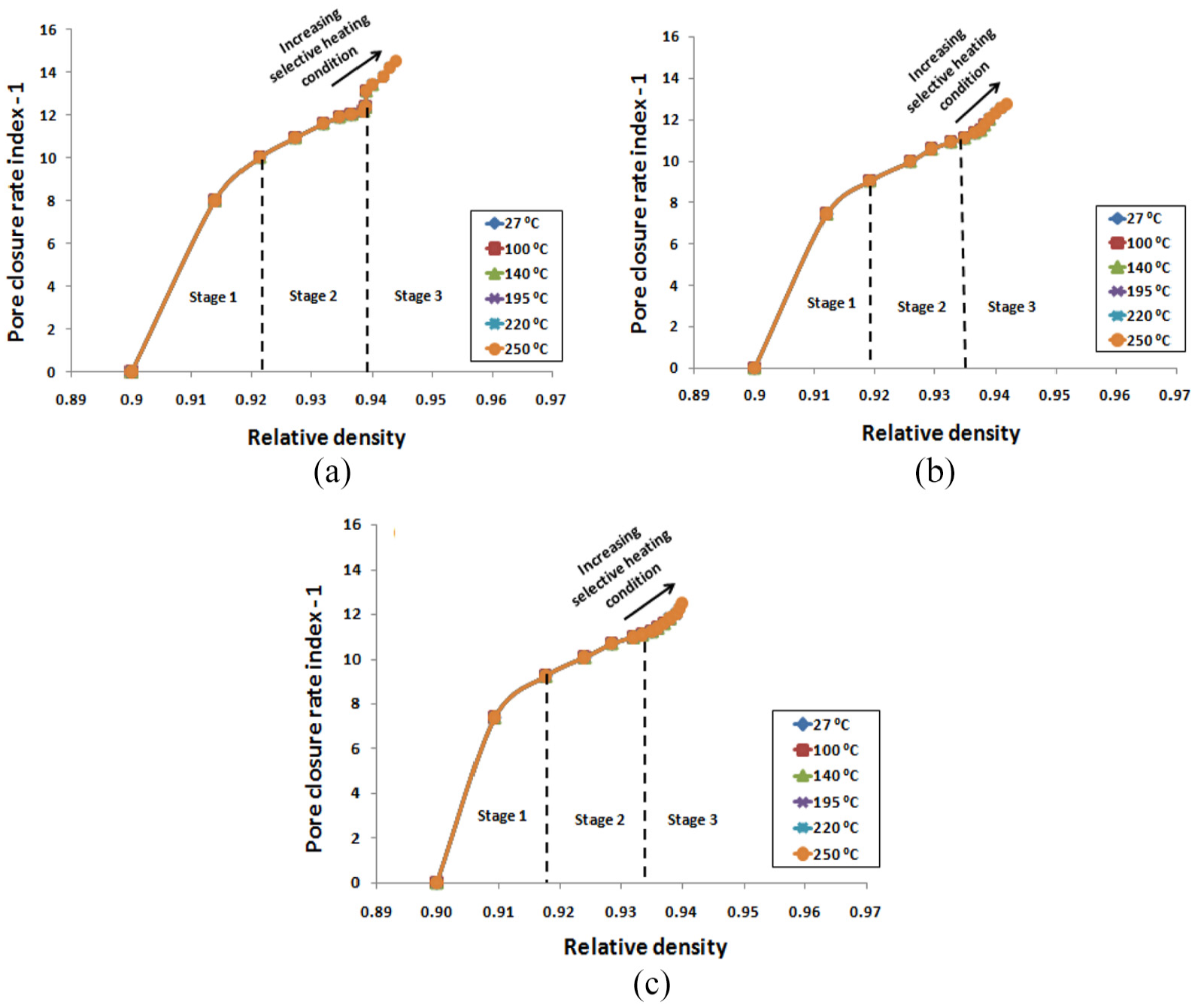
Variation of pore closure rate index 1 with respect to relative density for various selective heating temperatures and Ti compositions: (a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
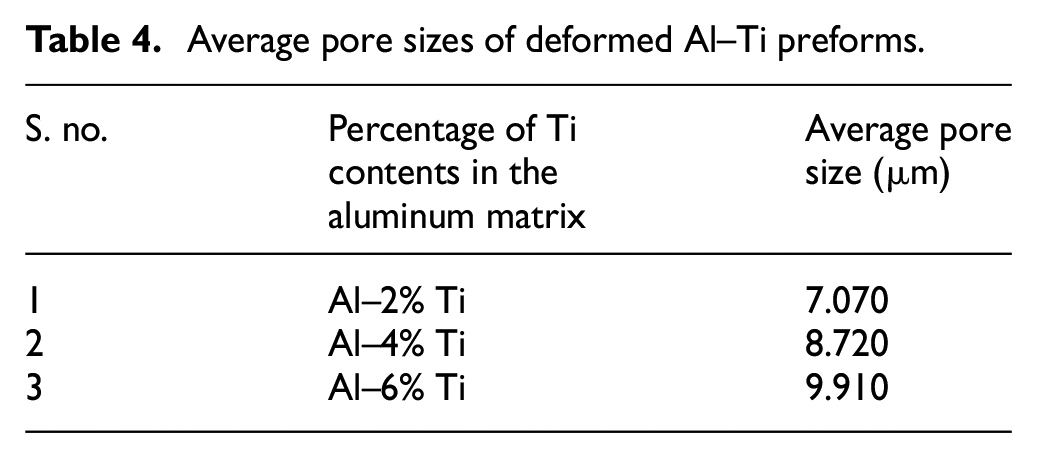
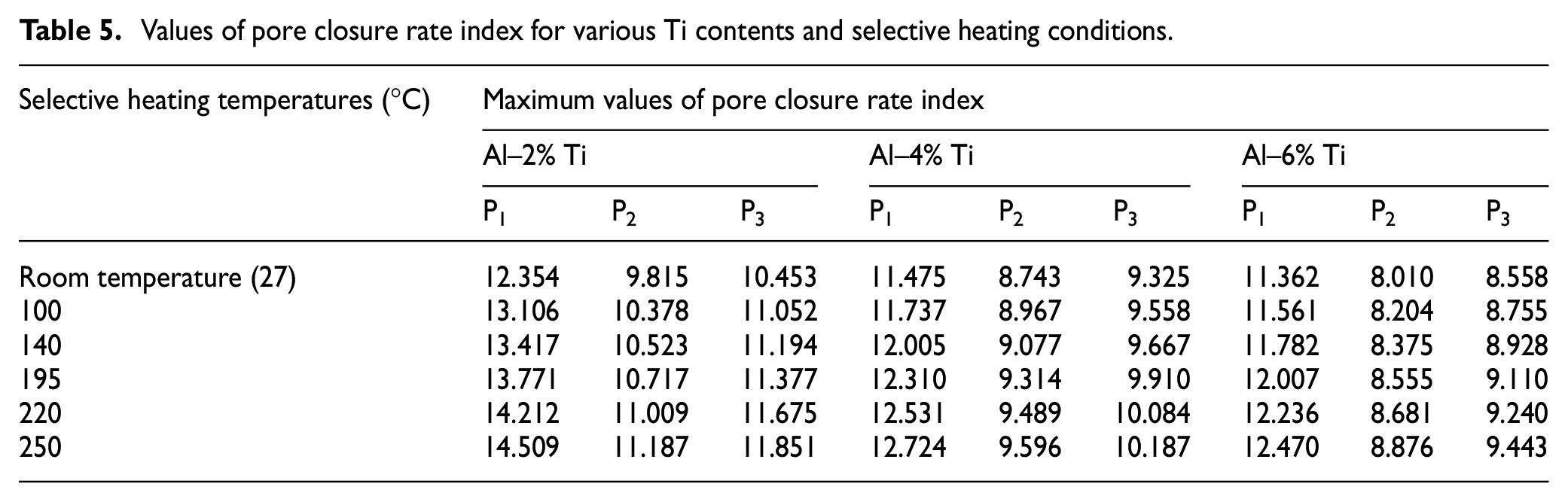
Furthermore, the pore closure curve is divided into three stages, namely, stage 1, stage 2 and stage 3. In stage 1, the pore closure rate increases quickly with a small increment in relative density because of the starting resistance of the preforms. It is indicated as an elastoplastic zone. In stage 2, the rate of pore closure decreases with an increase in the relative density. In this stage, the geometric work hardening is higher due to the higher value of R and less value of matrix work hardening. In stage 3, the average sizes of pores were found to be decreased and the values are tabulated in Table 4. The amount of strain required to close the pores increased due to the higher amount of hydrostatic strain. Therefore, in this stage, the pore closure rate is higher compared to the other two stages. Similar kinds of curves were obtained for the cases of P2 and P3 at various selective heating temperatures and Ti contents and are shown in Figures 19(a)–(c) and 20(a)–(c). Maximum values of pore closure rate indices (P1, P2 and P3) for various Ti contents and selective heating conditions are shown in Table 5.
Average pore sizes of deformed Al–Ti preforms.
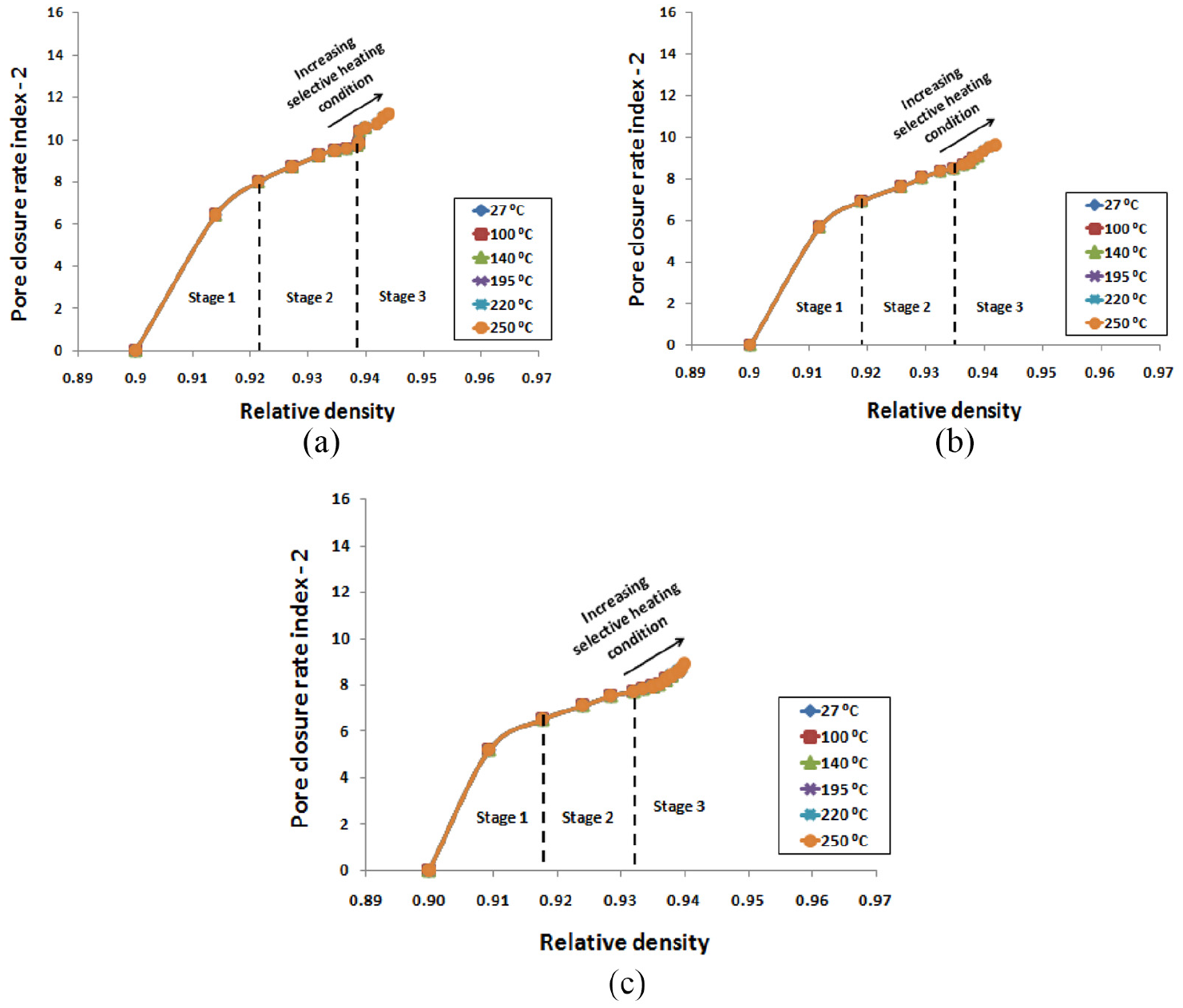
Variation of pore closure rate index 2 with respect to relative density for various selective heating temperatures and Ti compositions: (a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
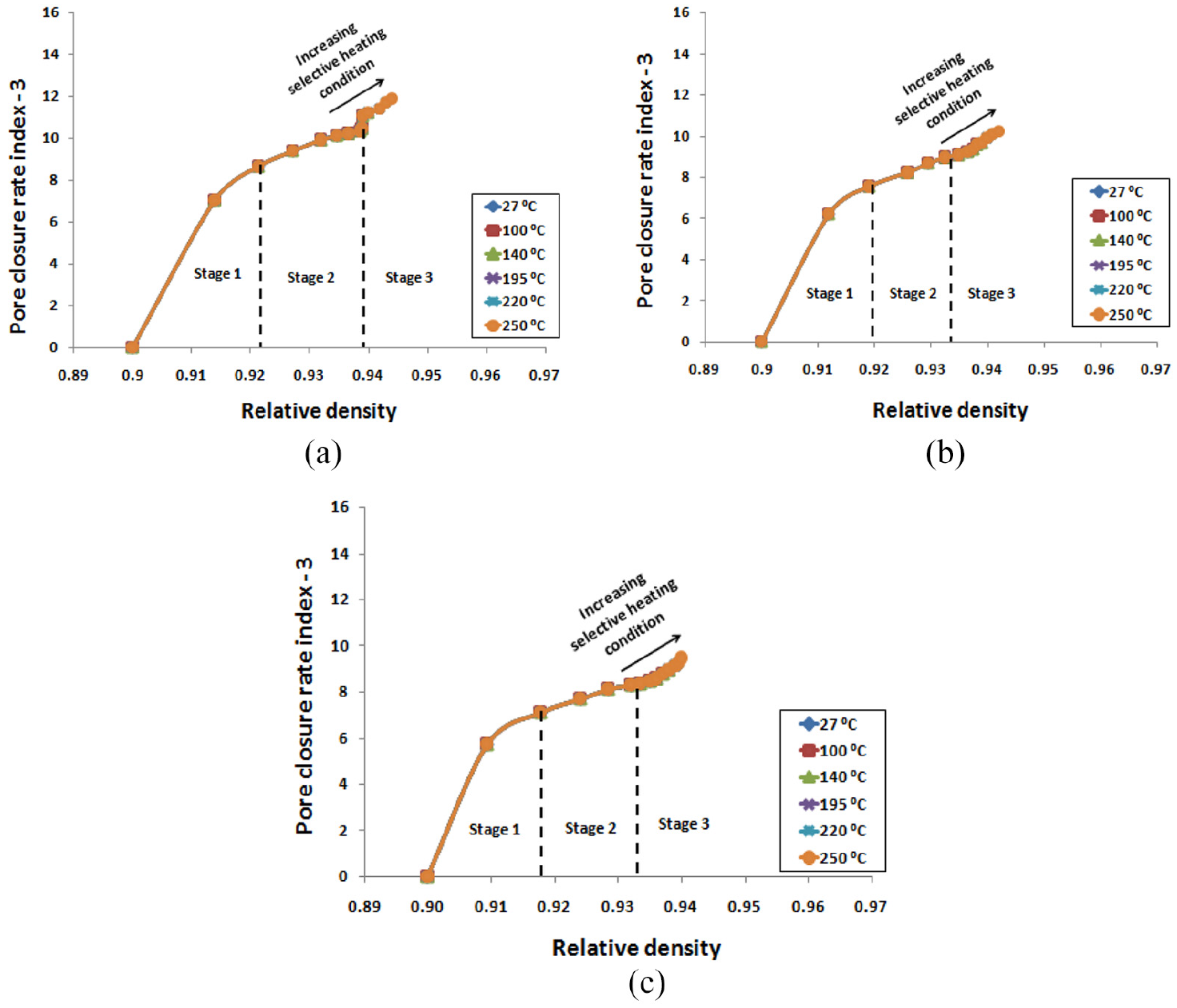
Variation of pore closure rate index 3 with respect to relative density for various selective heating temperatures and Ti compositions: (a) Al–2% Ti, (b) Al–4% Ti and (c) Al–6% Ti.
Values of pore closure rate index for various Ti contents and selective heating conditions.
Influence of heating conditions on microstructures of Al–Ti preforms
Initial microstructures of the sintered Al–Ti preforms for different Ti compositions are shown in Figure 21(a)–(c). The sintered Al–Ti preforms with 90% of IRD were polished mechanically with various grades of polishing paper, followed by cloth polish on a disk polishing machine to obtain mirror finish. These polished specimens were etched for 60–70 s using Keller’s reagent followed by microstructural evaluation using an optical microscope. It is observed that the microstructure consists of equiaxed grain size for all Al–Ti samples. Figure 22(a)–(f) shows the microstructures of compressed Al–2% Ti preforms for different selective heating conditions (room temperature (27 °C), 100 °C, 140 °C, 195 °C, 220 °C and 250 °C). It is observed from Figure 22 that a long elongated group of grains are observed after the selective heating deformation process. This is because of the localized heating in the failure zone of the deformed specimens. In the upsetting process, the propagation of crack takes place in the hoop direction due to the presence of stress triaxiality and fracture occurs in the equatorial region due to the accumulated stresses in the localized zone. 30 The high value of accumulated stresses in the equatorial region is indirectly proportional to the strain hardening exponent which generally reduces the forming limit. These accumulated stresses are relieved by the adoption of a new selective heating mechanism in the localized zone, thereby increasing the forming limit.
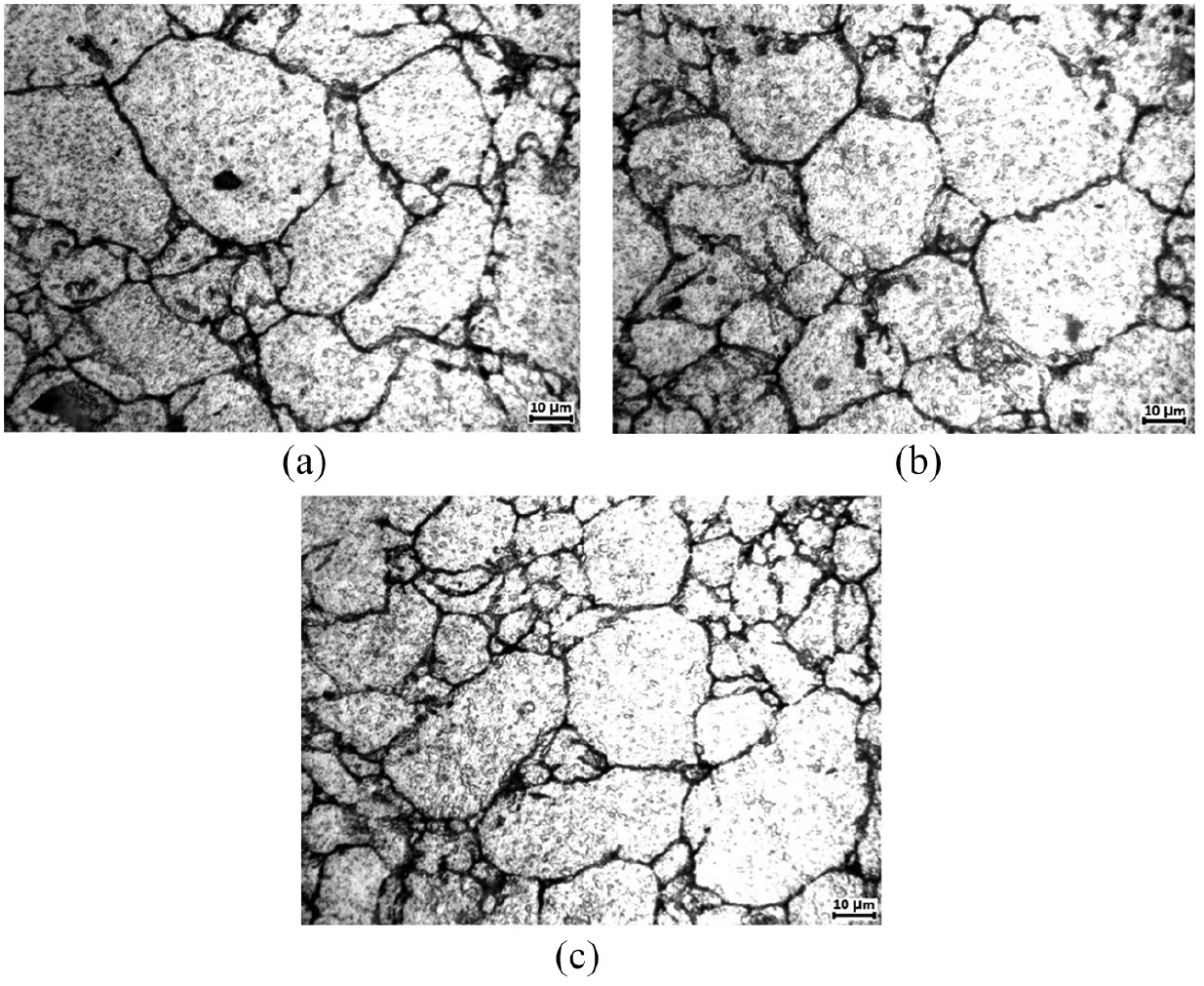
Initial microstructures of sintered Al–Ti composites with 90% initial relative density at various Ti compositions:(a) 2%, (b) 4% and (c) 6%.
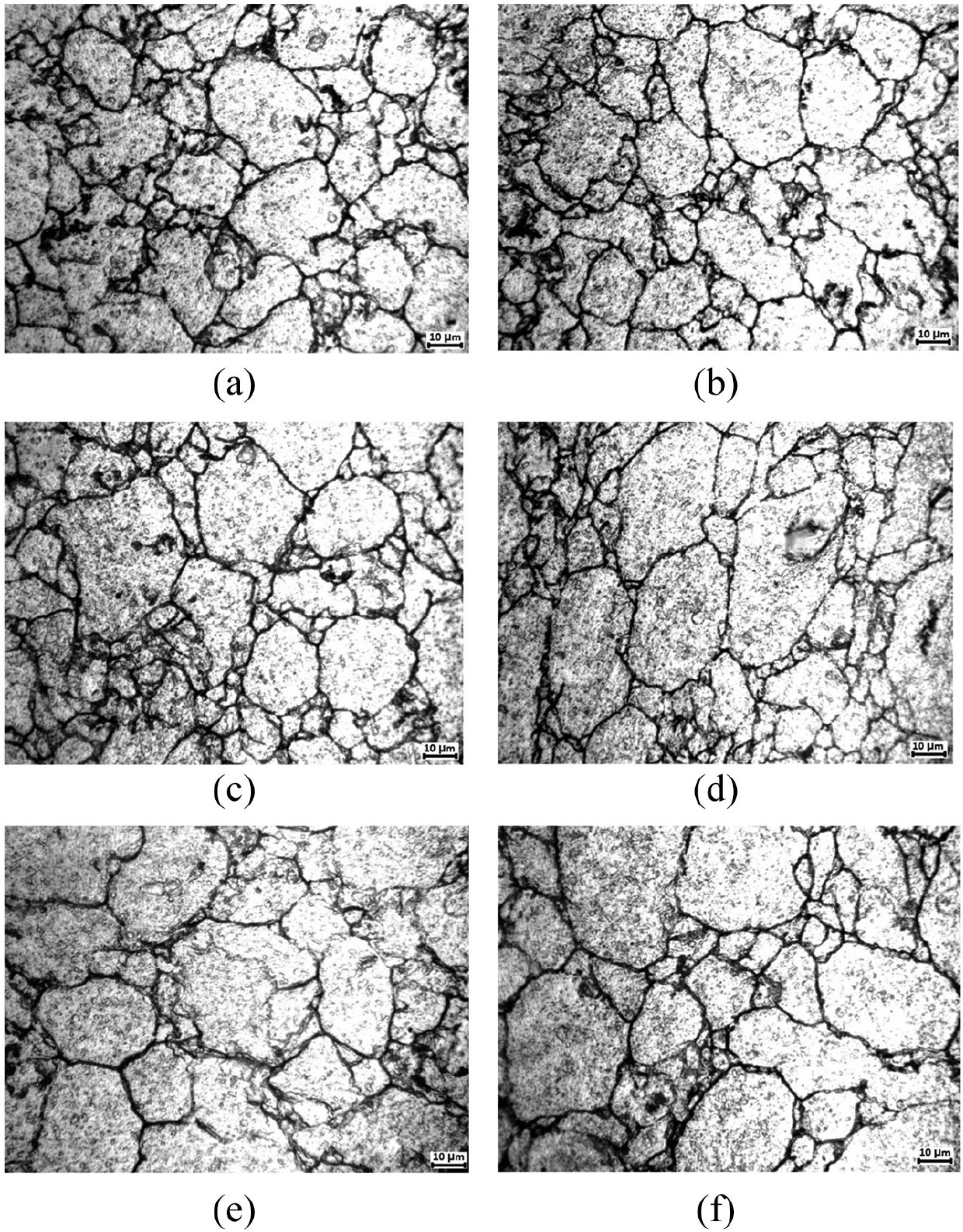
Microstructure of deformed Al–2% Ti preforms at different selective heating temperatures: (a) room temperature (27 °C), (b) 100 °C, (c) 140 °C, (d) 195 °C, (e) 220 °C and (f) 250 °C.
Also, the amount of pores present in the preforms affects the forming limit of the material during the upsetting process. The presence of pores in the entire preform varies from the center part to the outer part. At the center, the specimens have low porosity and, at the edge (equatorial region) of the specimens, more porosity is obtained due to metal flows in the hoop direction during the process. The microstructural evolution of pores for P/M prefoms from the center to the outer region is explained elsewhere. 31 The authors reported that fracture occurs in the edge/equatorial region of the specimen due to the presence of a higher level of porosity. Therefore, there is a need to reduce the porosity level in the equatorial zone to increase the forming limit. Hence, selective heating in the equatorial region of the specimens is proposed as a new approach to improve the formability. During selective heating in the failure zone of the metals, the rate of diffusion between the atoms increases leading to the increase in the growth of grains and reduce the pore contents in the preforms. Hence, the relative density of the preforms increases with an increase in the selective heating conditions and it facilitates a higher forming limit. In other words, the grain size increases with the increasing selective heating temperature due to higher mobility of grain boundaries in the localized zone of the metals. A similar kind of behavior is observed for other Ti compositions (Al–4% Ti and Al–6% Ti) as shown in Figures 23(a)–(f) and 24(a)–(f).
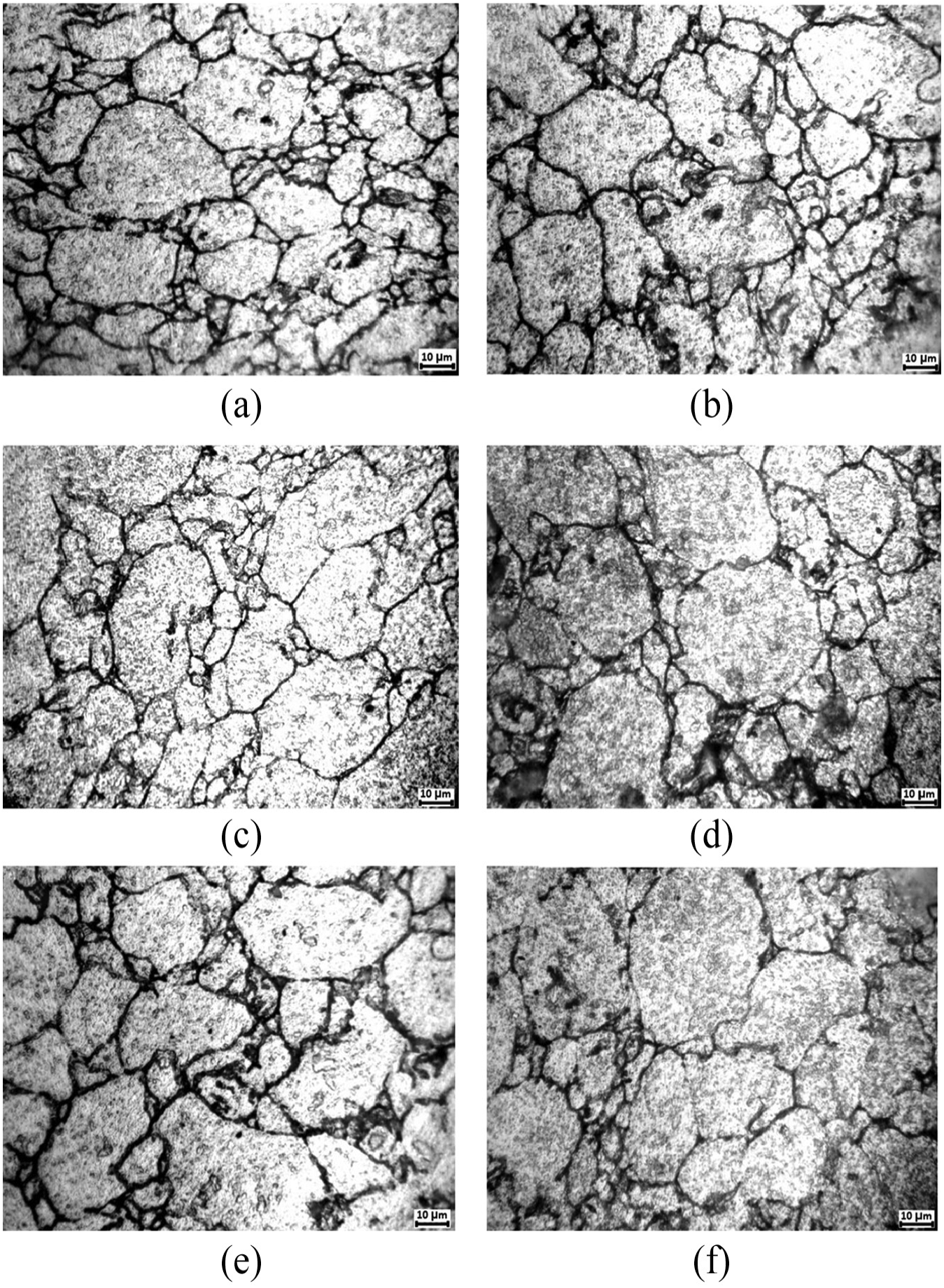
Microstructure of deformed Al–4% Ti preforms at different selective heating temperatures: (a) room temperature (27 °C), (b) 100 °C, (c) 140 °C, (d) 195 °C, (e) 220 °C and (f) 250 °C.
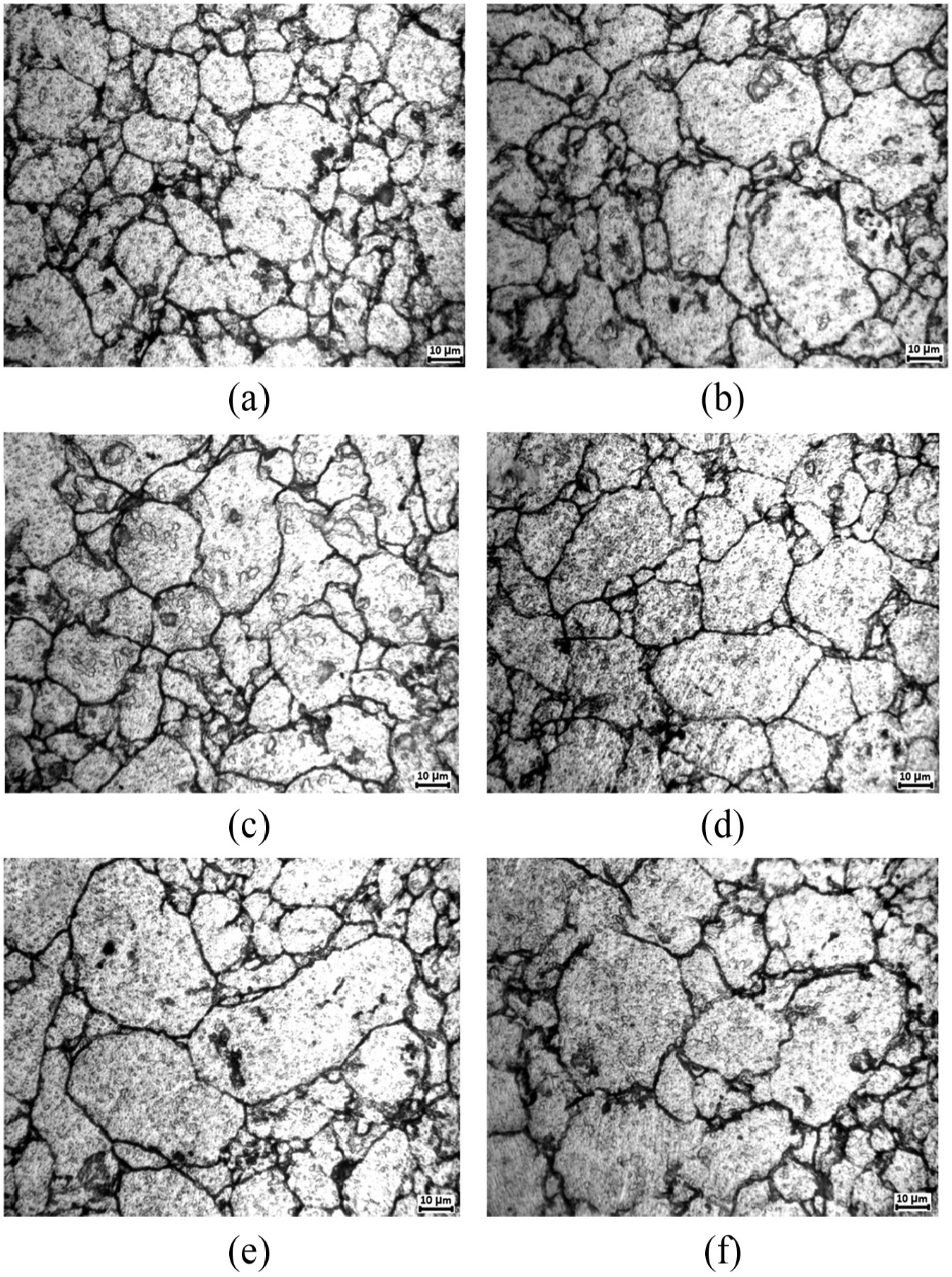
Microstructure of deformed Al–6% Ti preforms at different selective heating temperatures: (a) room temperature (27 °C), (b) 100 °C, (c) 140 °C, (d) 195 °C, (e) 220 °C and (f) 250 °C.
Conclusion
The influence of heating conditions on strain-based formability and pore closure rate of sintered Al–Ti composites for various Ti contents such as 2%, 4% and 6% has been investigated over different temperatures such as 100 °C, 140 °C, 195 °C, 220 °C and 250 °C under the triaxial state condition. The conclusions of this work can be reported as follows:
Heating selectively in the failure zone is a suitable method to enhance the formability by relieving accumulated stresses and closing the pores during the upsetting process.
Formability strain index has increased with an increase in the selective heating conditions due to higher fluidity of the preforms and pore reduction. Also, the values of the forming limit have decreased with the increasing percentages of Ti content in the aluminum due to the presence of more inherent porosity.
Various strain ratio parameters increased with an increase in the heating temperatures in the localized zone of the Al–Ti preforms due to material flow softening and they decreased with the addition of Ti content in the aluminum.
The relationship between the pore closure rate indices and relative density indicates that the pore closure rate increases with an increase in the heating conditions in the localized zone due to pore size reduction, thereby increasing the formability of the preforms.
The influence of selective heating on microstructures of deformed Al–Ti preforms for various Ti compositions has been studied using an optical microscope. It is observed that the average grain size increased with an increase in the value of heating conditions in the equatorial region due to higher mobility of grain boundaries in the localized zone of the preforms.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The authors gratefully acknowledge the financial support to this work by Department of Science and Technology, New Delhi, Government of India under INSPIRE program (Vide Letter No. DST/INSPIRE Fellowship/2016/IF160525).