
Abstract
Process damping generated between the tool flank face and the wavy finish workpiece surface has a non-negligible effect on cutting dynamics and chatter stability, especially at low cutting speeds, resulting in higher stability limits. In modeling of process damping, the calculation of extruded volume is one of the most critical challenges, especially in machining with honed tools due to the complex and time-variable contact condition between the arc cutting edge and the finite amplitude wave surface. In this study, a semi-analytical method with high computational efficiency is proposed to calculate the extruded volume in cutting with honed tools. Based on this method, we construct the stability lobes under the condition of finite vibration amplitude accurately and efficiently, which overcomes the limitation of analytical methods based on the assumption of small amplitude vibrations and the low computational efficiency of numerical method. The predicted cutting stability is verified against both the experimental results and the time-domain simulation results.
Introduction
Chatter is an unstable phenomenon in machining process when improper cutting conditions are selected, which leads to detrimental effects such as tool breakage and severe vibration marks. So, chatter avoidance should better be taken into account at the process planning stage, as seen in the literature.1–6 Process damping which is always ignored in the literature on chatter stability analysis affects the chatter stability significantly, especially in machining of some hard-to-machine aerospace materials such as titanium and nickel super alloys where low cutting speeds must be satisfied.
The primary source of process damping is due to the indentation of tool cutting edge and clearance face into wavy finish workpiece surface. To understand the process damping, pioneers have already done some excellent works trying to explain how process damping generates and affects the machining stability.7–14 Moreover, process damping models for specific issues, such as 2-degree-of-freedom (DOF) regenerative chatter, 15 different tool geometries, 16 influence of feed rate on process damping, 17 micro-milling operations, 18 mode coupling, 19 and thin-wall milling, 20 were also discussed. To identify the coefficients related to process damping, several methods were established, including fast tool servo device, 21 energy dissipation principle, 22 inverse stability analysis method,23,24 operational modal analysis method,25,26 turning process excitation method, 27 and the generalized method with static milling forces. 28
Due to the nonlinear property of process damping, the cutting process can be classified into three vibration states: 12 fully stable state, finite amplitude state, and fully unstable state. The phenomenon of finite amplitude state caused by process damping is an intermediate state between fully stable and fully unstable states in which the vibration amplitude grows and stabilizes at a certain amplitude before the tool separates from the cutting process, which has been demonstrated by numerical simulations15,29 and experiments. 30 This phenomenon derives amplitude-dependent stability region 12 which is a group of the stability boundaries under different vibration amplitudes instead of the traditional stability boundary represented by a single boundary between stable and unstable regions. Hence, stability analysis under the condition of finite vibration amplitude is necessary.
The vibration amplitude is closely related to the surface roughness of the machined workpiece. By establishing the stability lobes under the condition of finite vibration amplitude, that is, the finite amplitude stability, chatter can be eliminated at early stages when the vibration amplitude is still small and the produced surface quality can be ensured. Under the finite amplitude state, the calculation of extruded volume is one of the most critical challenges, especially in machining with honed tools due to the complex and time-variable contact condition between the arc cutting edge and the finite amplitude wave surface. Analyticalmethods7,8,25,31 based on the assumption of small amplitude vibrations have been demonstrated to be conservative under the finite amplitude vibration state. 12 Numerical methods22,23,32 can reach high precision and perform with low computational efficiency that hinders its application. How to calculate the extruded volume efficiently is still an essential problem in predicting the stability of honed tools under the finite amplitude vibration state. To this end, an efficient semi-analytical method is proposed so that the stability of cutting with honed tools considering the process damping is accurately and efficiently obtained in this work.
The equivalent process damping coefficient, a key parameter, is derived for honed tools based on energy dissipation principle which is applied to establish the relationship between the extruded volume and the equivalent process damping coefficient. Since the extruded volume can be formulated analytically, the computations of extruded volume, equivalent process damping coefficient, and stability lobes are much more efficient. This superiority is verified by comparing with the pure numerical method, experimental results in Budak and Tunc, 22 and the time-domain simulation method. Moreover, the proposed method is applicable in stability analysis for both the cases of small amplitude and finite amplitude vibrations. This article is organized as follows: Calculation of the extruded volume and establishment of the stability prediction algorithm for honed tools with cutting edge radius are presented in section “Calculation of the extruded volume and prediction of stability.” Section “Simulations and experiments” offers the simulation and experimental results to validate the semi-analytical method, and section “Conclusion” draws the conclusions.
Calculation of the extruded volume and prediction of stability
In this section, the semi-analytical method for calculation of the extruded volume is first constructed. Then, the equivalent process damping coefficient as well as the algorithm is presented for prediction of the stability with honed tools.
The semi-analytical method for calculation of the extruded volume
Existing analytical methods7,8,25,31 to calculate the extruded volume are conservative under the finite amplitude state since they are based on the assumption of small amplitude vibrations. To overcome the limitation of analytical methods applied in finite amplitude state and the low computational efficiency of numerical methods,22,23,32 a semi-analytical method, which abandons the assumption of small amplitude vibrations, is proposed to calculate the extruded volume efficiently and accurately for honed tools.
As shown in Figure 1, the honed tool with cutting edge radius

where
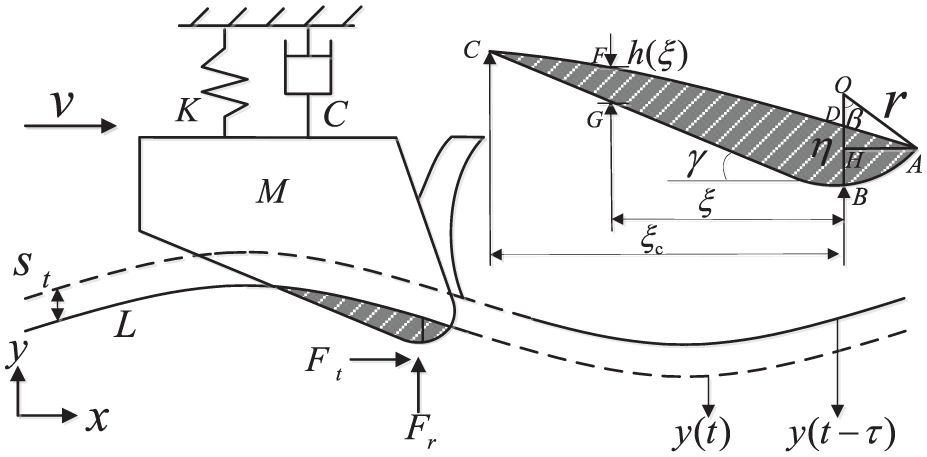
Schematic diagram of orthogonal cutting process with honed tool.
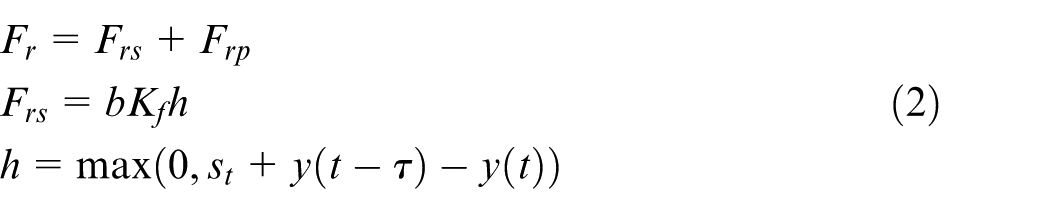
In equation (2),

where
The extruded volume is modeled based on the existence of a separation point on the arc cutting edge. As illustrated in Figure 1,

The vibration of tool is assumed to be a sinusoidal wave with amplitude
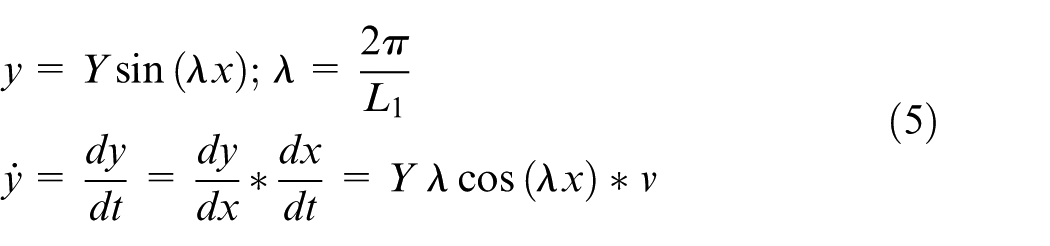
where

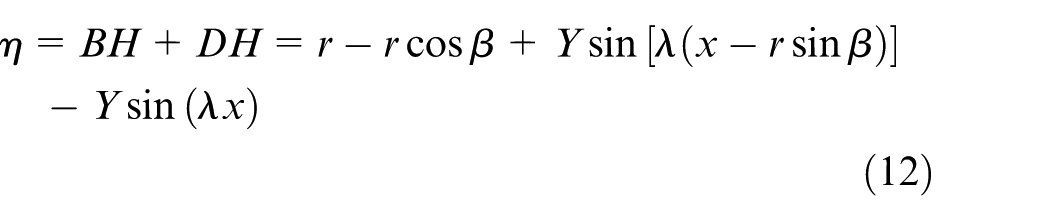
Therefore, the height
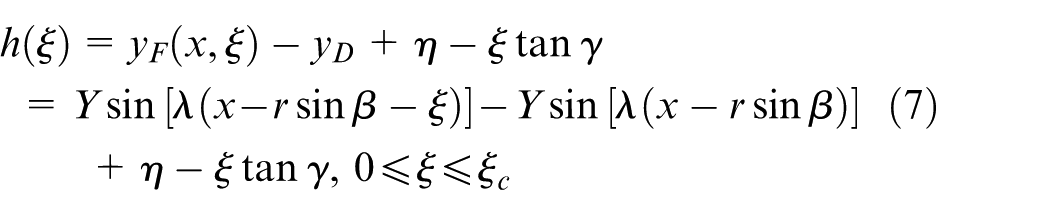
where
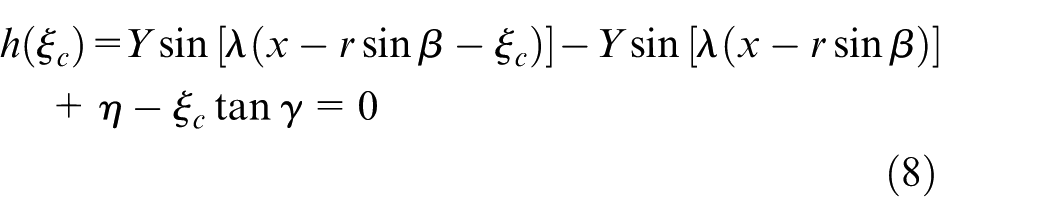
where
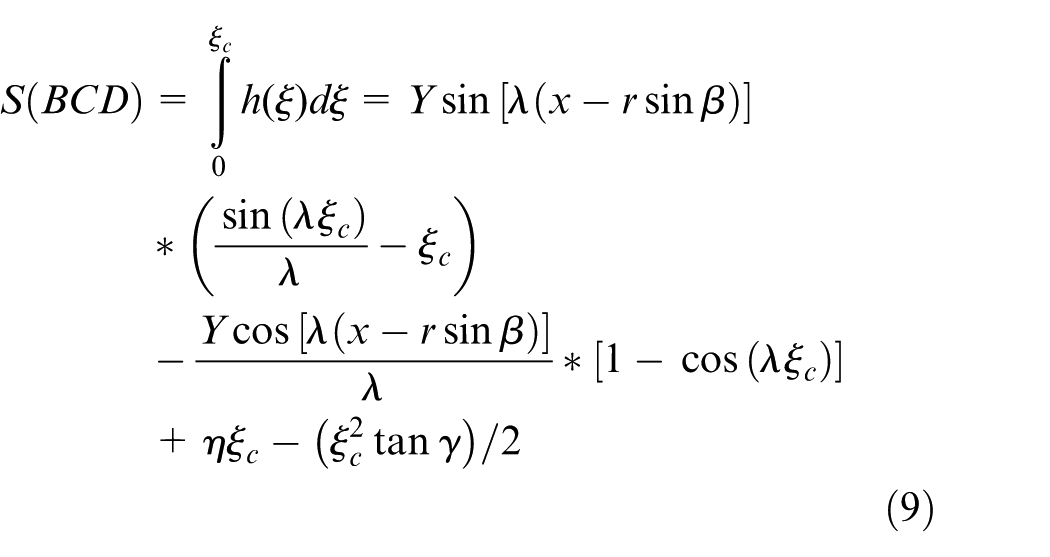
As shown in equation (9), in order to calculate the indentation area, the vibration amplitude
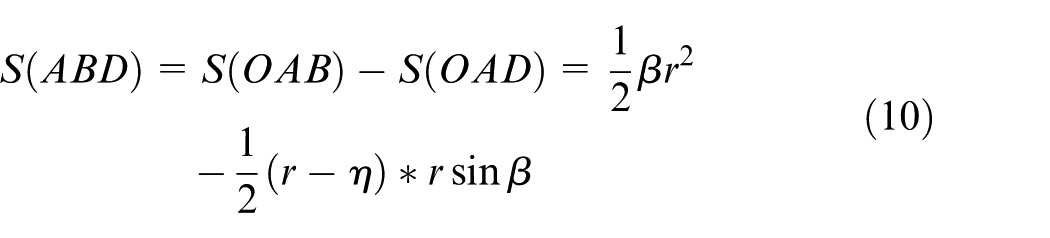
Under the finite amplitude vibration state, the indentation area,
Based on equations (4), (9), and (10), the extruded volume can be formulated analytically as

where the penetration depth
Figure 1 shows the tool penetration geometry; the penetration depth
where the separation angle

The extruded volume
The semi-analytical method is established without the assumption of small amplitude vibrations. It can calculate the extruded volume accurately under the finite amplitude state, where the indentation area
Stability prediction algorithm
First, equivalent process damping coefficient, a key parameter for modeling of process damping, is presented for honed tools based on the extruded volume calculation. Then, the algorithm is established to predict the stability for honed tools based on the equivalent process damping coefficient.
The equivalent viscous damping approach
33
is widely utilized to quantitatively estimate the nonlinear effect of process damping, where the equivalent process damping coefficient
Since the transcendental equations (8) and (11) cannot be analytically solved,
Based on the equivalent process damping coefficient
The equation of motion in the feed direction, that is, equation (1), can be transformed under the effect of the equivalent process damping coefficient
where
where
Since the cutting width
The threshold err is sufficient to be set as 1% for the convergence of cutting width. The increment of
Simulations and experiments
This section presents the simulations and experiments to validate the proposed semi-analytical method. First, the indentation area
Indentation area calculation
The key for computing the stability lobes accurately and efficiently focuses on the calculation of indentation area
Indentation area calculated by the numerical integration method with high precision can be regarded as the exact value. For convenience,
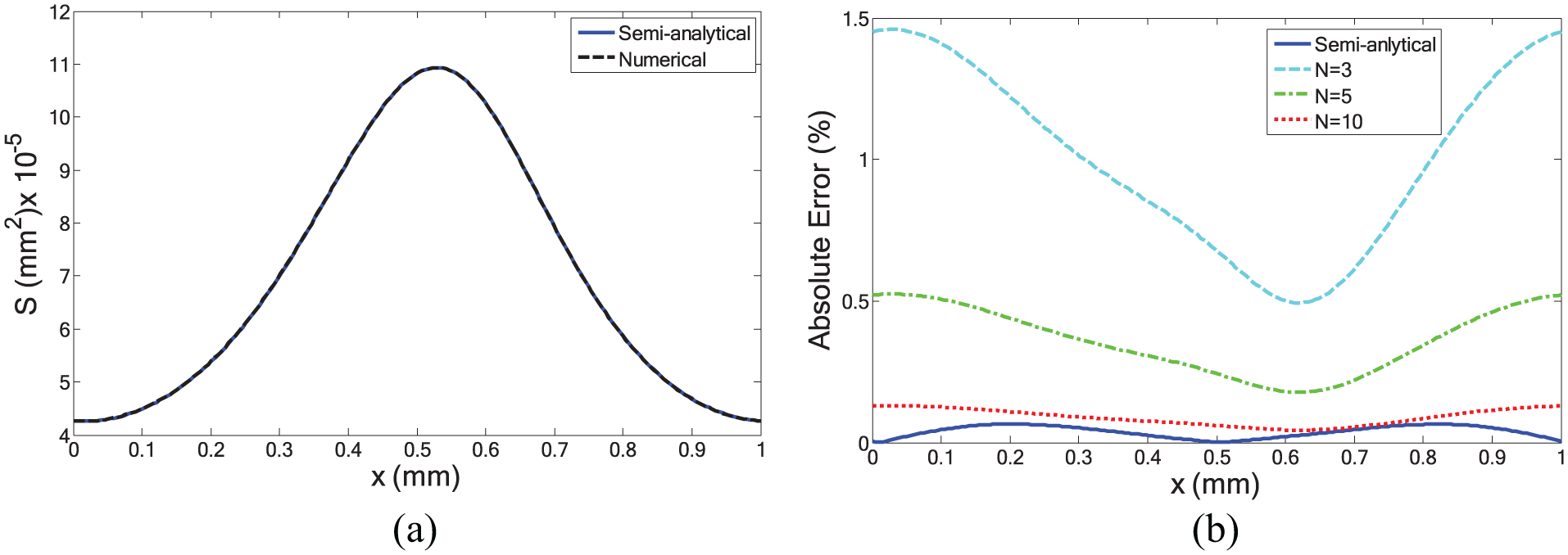
(a) The indentation area calculated by the numerical integration method with
To evaluate the accuracy of the semi-analytical method,
To evaluate the efficiency of the semi-analytical method to calculate the indentation area, different discrete numbers
To demonstrate the applicability of the semi-analytical method dealing with different cutting parameters, tool geometries, and work materials, the average indentation area over one wavelength and the average specific process damping coefficient calculated by the semi-analytical method under different cutting parameters and tool geometries are illustrated in Figures 3 and 4, respectively. The average specific process damping coefficient in Figure 4, which determines the stability limit directly,
22
is obtained under the condition of the blue curve’s parameters in Figure 3 for AISI 1050 where
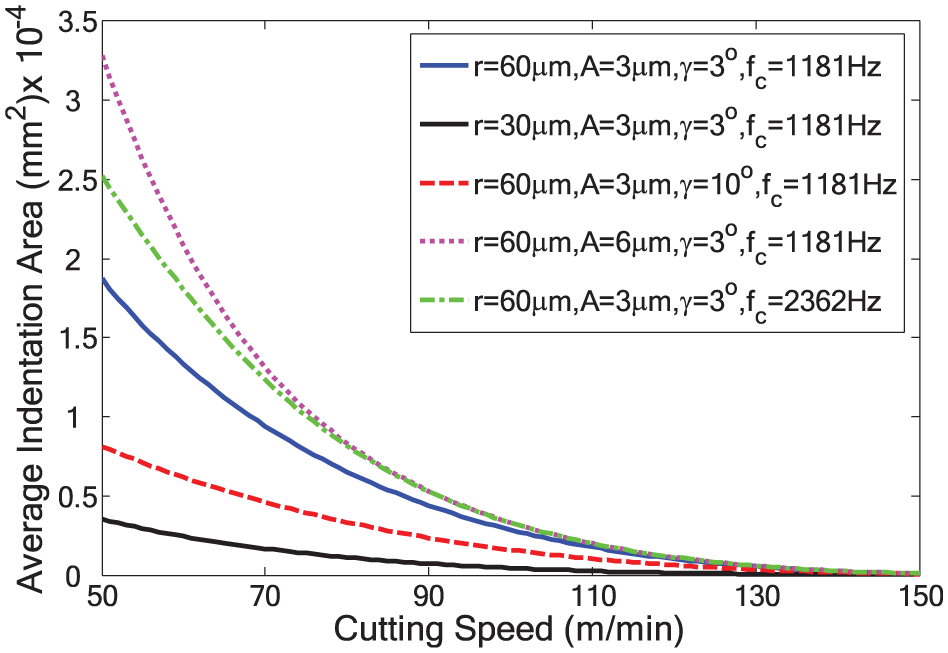
The average indentation area calculated by the semi-analytical method with different cutting parameters and tool geometries.
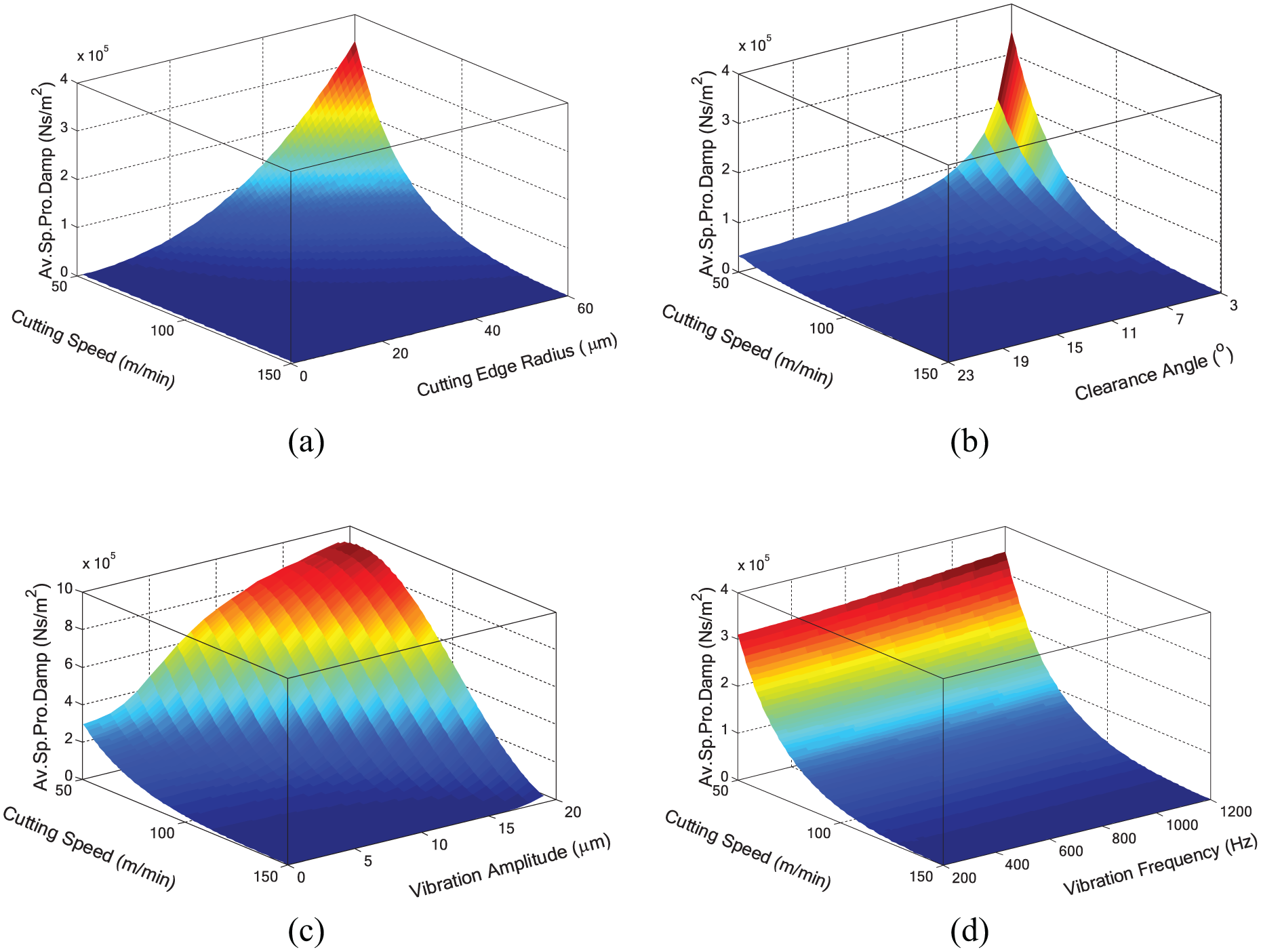
The average specific process damping coefficient calculated by the semi-analytical method with different cutting speeds and (a) cutting edge radii, (b) clearance angles, (c) vibration ampltitudes, and (d) vibration frequencies.
Verification of ploughing force predicted by the semi-analytical method
In order to verify the accuracy of the ploughing force predicted by the semi-analytical method, cutting tests are conducted. The measurement of cutting edge radius is critical for the calculation of ploughing force. Thus, the tool edges, which are symmetrically rounded, are measured by Alicona INFINITEFocus G5. The measurement report for one of tools in the test as an example is shown in Figure 5, where the cutting edge radius is measured as
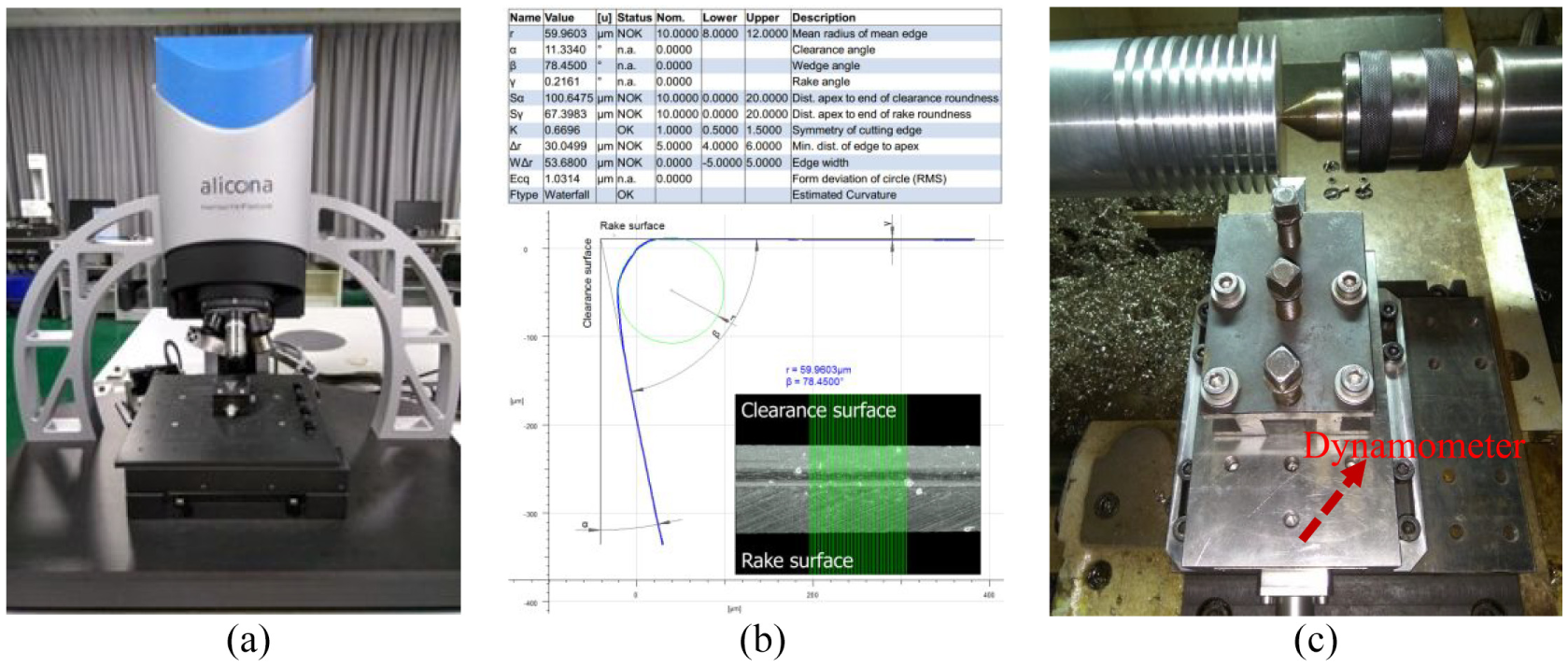
Alicona INFINITEFocus G5 to measure the tool edge radius and experimental setup of cutting tests.
The experimental setup on a computer numerical controlled (CNC) lathe is also illustrated in Figure 5. Carbide tools and AL7075 workpiece are adopted where
Cutting conditions of the tests.
In the cutting tests, commercial finite element analysis
35
is adopted to obtain the separation angle. The effects of width of cut and feed rate on the separation angle are neglected. Figure 6 shows the vertical velocity components of the workpiece around the honed tool edge simulated at the condition of tests 1–4 by the Deform v11.0 software. The boundary line
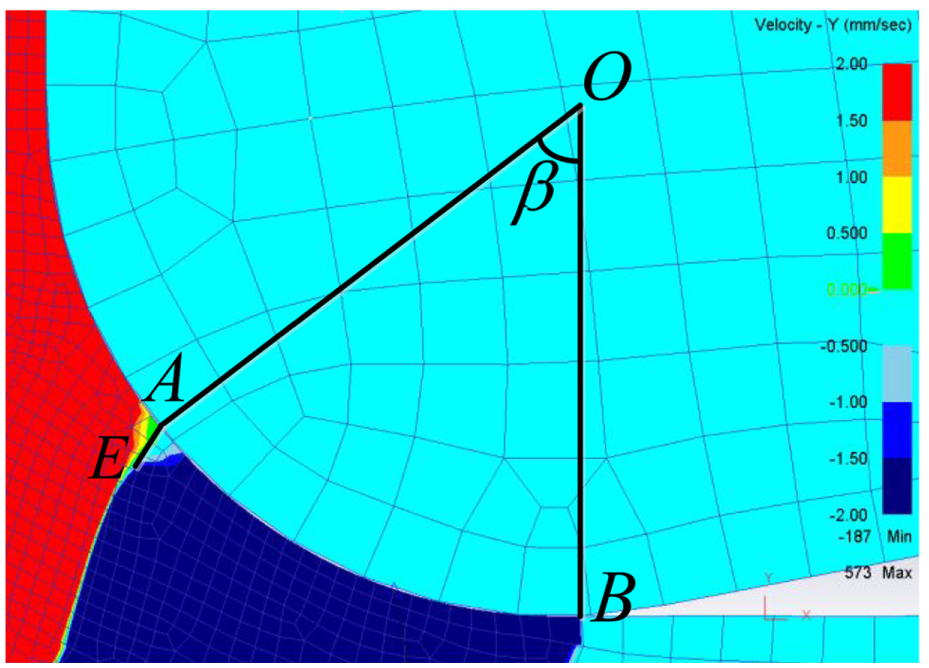
Finite element result of separation angle for tests 1–4.
The vibration amplitude in the cutting tests is actually small. Therefore, the predicted ploughing force can be calculated by the semi-analytical method according to equations (3) and (11) under the condition of vibration amplitude
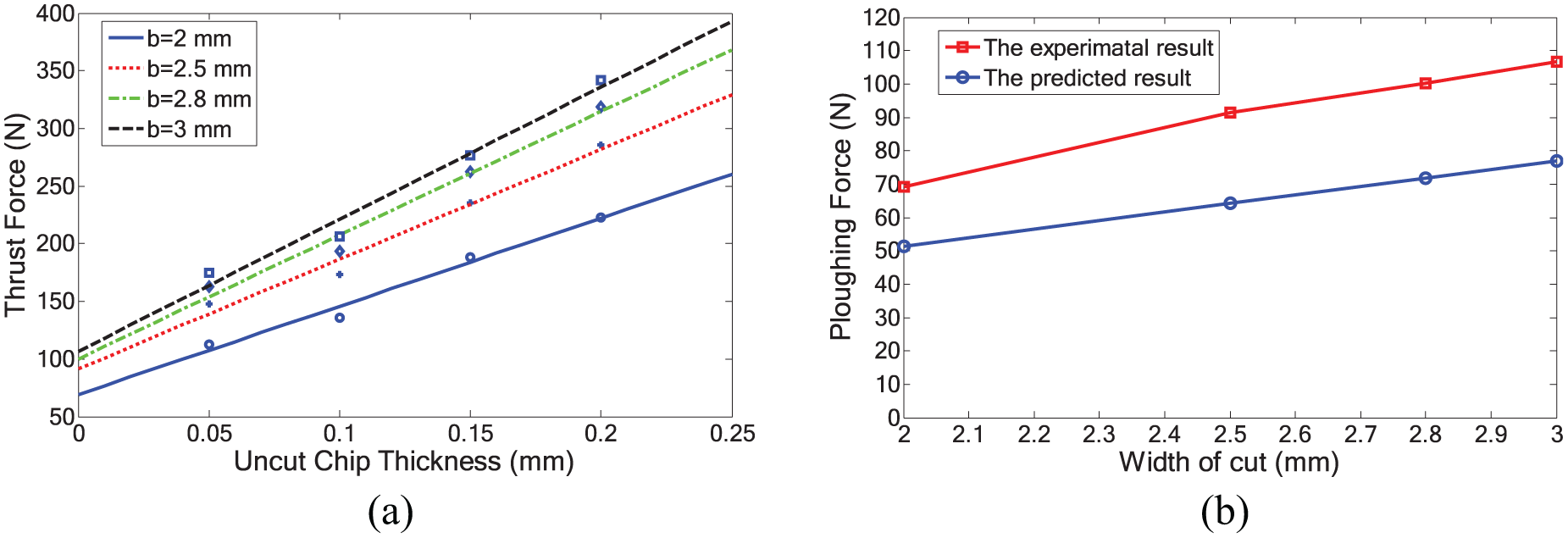
At different widths of cut: (a) the measured thrust force versus uncut chip thickness and (b) the measured and predicted ploughing forces.
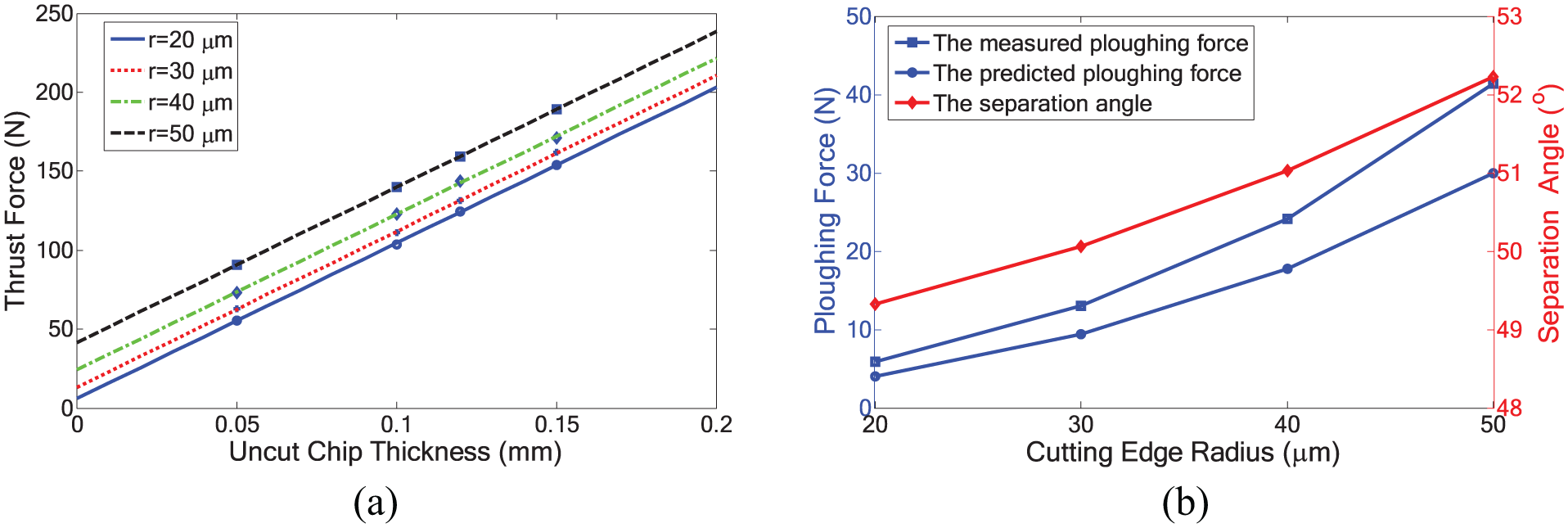
At different cutting edge radii: (a) the measured thrust force versus uncut chip thickness and (b) the measured and predicted ploughing forces and the simulated separation angle for tests 5–8.
Stability lobes construction
Stability lobes considering the effect of process damping are computed based on the established stability prediction algorithm in section “Stability prediction algorithm.” For consistency, the computation of stability in the algorithm where the indentation area is calculated by the semi-analytical method is also designated as the semi-analytical method, while the indentation area calculated by the numerical integration method is designated as the numerical method.
Finite amplitude stability
To compare with the experimental result of finite amplitude stability with vibration amplitude
The simulation parameters.
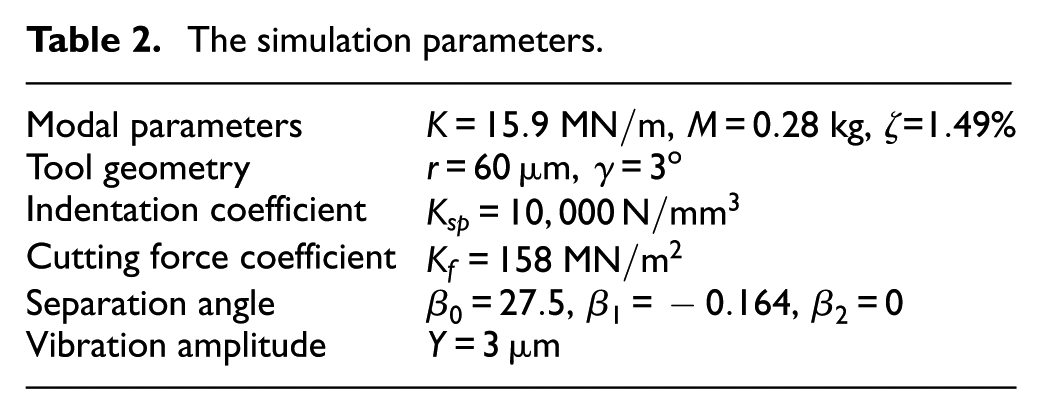
With the semi-analytical method, the finite amplitude stability lobes with vibration amplitude
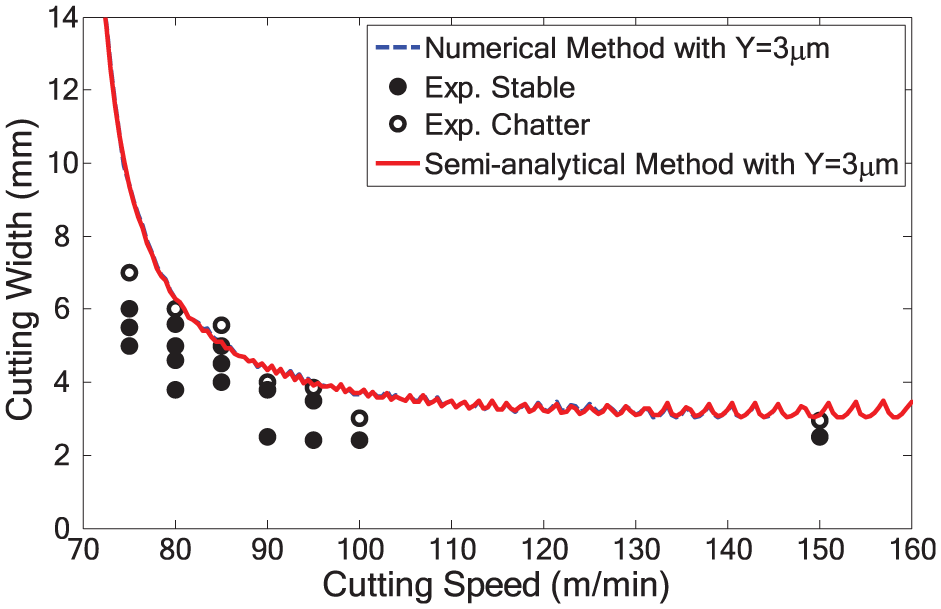
Finite amplitude stability lobes with
The three-dimensional (3D) stability lobes depending on the vibration amplitude predicted by the proposed semi-analytical method for honed tools are illustrated in Figure 10(a). The amplitude-dependent stability lobes with finite vibration amplitude form the finite amplitude stability region in the stability diagrams. The cutting process will be in the finite amplitude state if the cutting parameters locate in this region. For comparison, the two-dimensional (2D) stability lobes with vibration amplitude
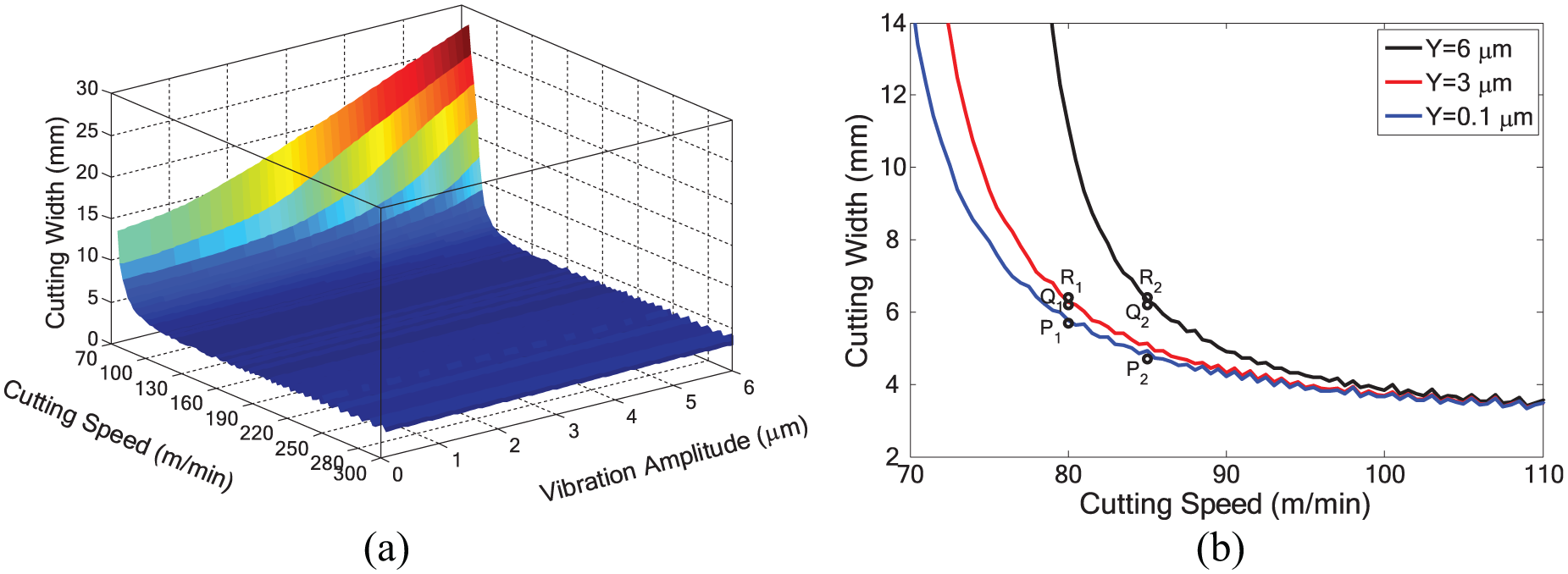
With the semi-analytical method: (a) 3D finite amplitude stability lobes and (b) 2D finite amplitude stability lobes established at specific vibration amplitudes.
Verification by time-domain simulations
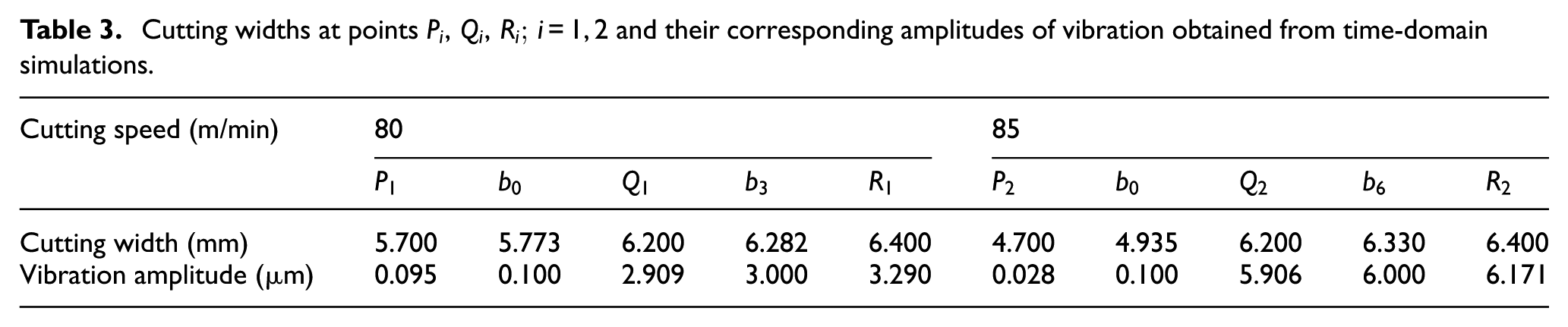
To verify specific vibration amplitudes, such as
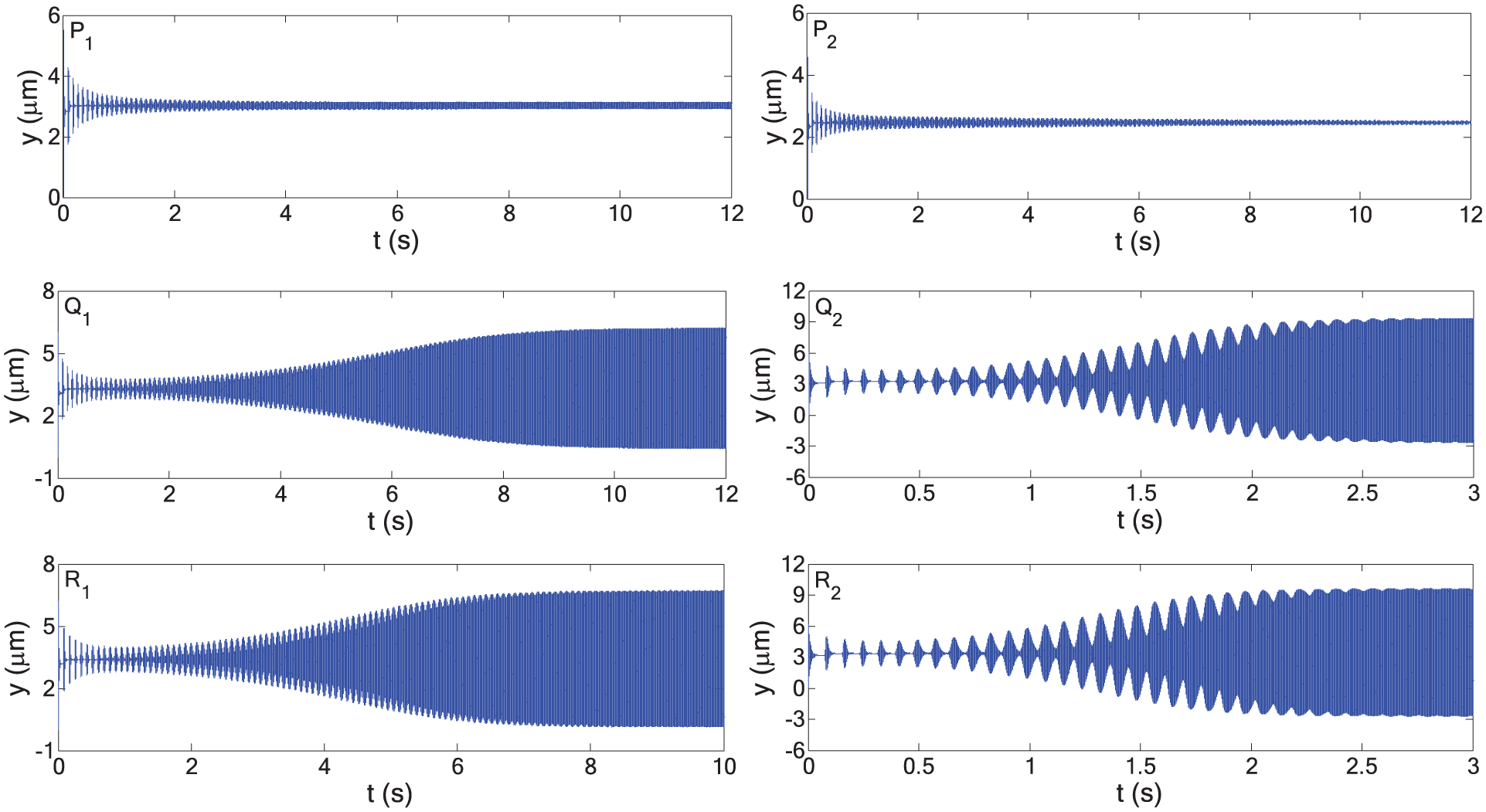
Time-domain simulation result at points
Cutting widths at points
Application of the semi-analytical method in construction of lower bound lobes
Lower bound lobes are developed for fully stable state based on the assumption of small amplitude vibrations.
12
Generally, the stability determined by the lower bound lobes is conservative for case of the finite amplitude state due to the underestimation of the extruded volume by the assumption of small amplitude vibrations. The stability lobes computed by the analytical methods7,8,25,31 based on the assumption of small amplitude vibrations can be regarded as the lower bound lobes. The vibration amplitude
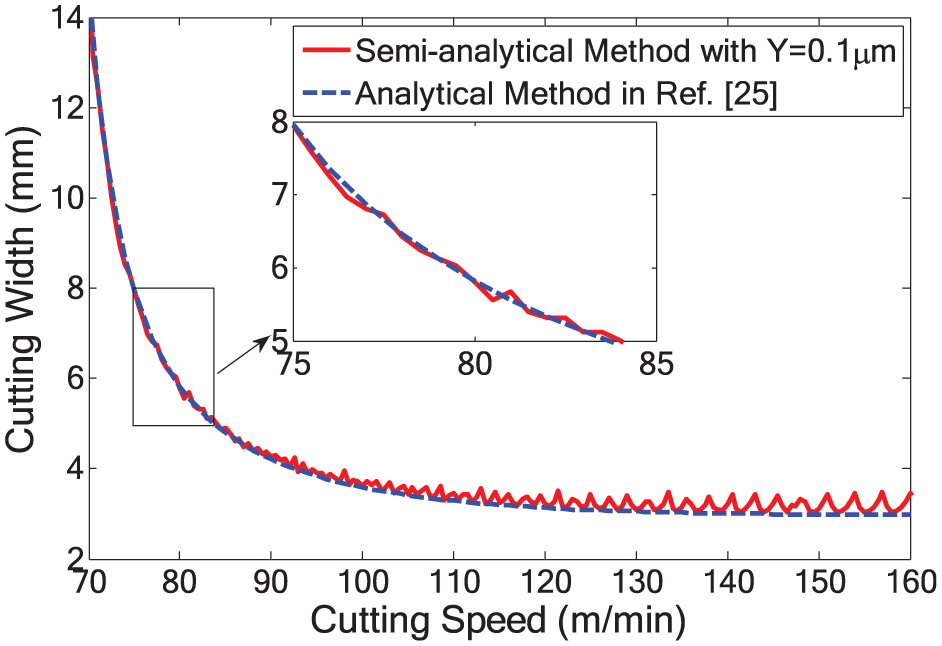
Lower bound lobes computed using the semi-analytical method and the analytical method in Ahmadi and Altintas. 25
Discussion on the efficiency and applicability of the semi-analytical method
The proposed semi-analytical method will promote the computational efficiency of extruded volume since the extruded volume can be formulated analytically by geometric modeling of the complex and time-variable contact condition between the arc cutting edge and the finite amplitude wave surface. At the same time, the geometric modeling of contact condition is elaborated to ensure the calculation accuracy of the semi-analytical method. Therefore, in the same stability prediction algorithm, the semi-analytical method will have advantage over the numerical integration method in terms of the computational efficiency. The direct computation time comparisons are given as follows.
The efficiency of indentation area calculated by the semi-analytical method is greatly promoted by 74% (from 7.73 to 2.01 s) compared with the numerical integration method. Consequently, under the condition of finite vibration amplitude
Based on the demand to describe the contact condition between the arc cutting edge and the finite amplitude wave surface, the extruded volume calculated by the semi-analytical method is dependent on the vibration amplitude. As a result, the proposed semi-analytical method is dependent on the vibration amplitude. Also, the dependent vibration amplitude can satisfy the assumption of small amplitude vibrations. Therefore, with the semi-analytical method, the lower bound of the stability and the finite amplitude stability region considering the effect of process damping for honed tools can be defined. With these defined stability regions, chatter can also be eliminated at early stages when the vibration amplitude is still small. In fact, the boundaries computed with the assumption of small amplitude vibrations are commonly adopted in the literature to determine stability limits. In addition, the semi-analytical method for the issue of process damping is applicable to deal with different cutting parameters, tool geometries, and work materials, which will save a lot of resources without further testing.
Conclusion
Under the finite amplitude vibration state for honed tool with cutting edge radius, analytical methods based on the assumption of small amplitude vibrations are conservative and numerical method performs with low computational efficiency in calculating the extruded volume, which both hinder the prediction of stability considering process damping. This article develops an efficient semi-analytical method to calculate the extruded volume so that the stability of cutting with honed tools considering process damping can be accurately and efficiently obtained. The main conclusions can be summarized as follows:
The complex and time-variable contact condition between the arc cutting edge and the finite amplitude wave surface makes the efficient calculation of extruded volume and stability difficult. With the analytical formulation of contact geometry and the numerical calculation of contact boundary condition, the semi-analytical calculation of the extruded volume for honed tool is achieved. The semi-analytical method abandons the assumption of small amplitude vibrations although the numerical calculation of contact boundary condition is included, which overcomes the limitation of analytical methods based on the assumption of small amplitude vibrations and the low computational efficiency of numerical method.
With the proposed semi-analytical method depending on the vibration amplitude, the extruded volume and the finite amplitude lobes can be calculated efficiently and accurately. The direct computation time comparisons demonstrate that the proposed semi-analytical method possess much higher efficiency compared with the numerical method. At the same time, the elaborate modeling of contact geometry and the accurate determination of boundary condition ensure the calculation accuracy of the semi-analytical method.
Since the dependent vibration amplitude established for stability lobes in the semi-analytical method satisfies the assumption of small amplitude vibrations, the lower bound of stability lobes can also be defined by the proposed semi-analytical method. Both the results of the lower bound of stability lobes and the finite amplitude lobes show great promise for understanding and quantifying the effect of process damping.
The efficient semi-analytical method makes it possible to offer a quick guidance for predicting of the stability under the effect of process damping in cutting with honed tools. Future work will focus on evaluating the relationship between the vibration amplitude and the surface roughness so that the produced surface quality can be controlled with the finite amplitude stability.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Nos 51722505, 51705176, and 51721092).