
Abstract
Input uncertainties inevitably result in the output error for parallel mechanisms, which will lead to significant influence on good work performance. To control the output error within the specification boundary, this article proposes a novel approach of input tolerance design based on the level set method for the driving joint. The implementation of the proposed method can be divided into two subtasks. First, using the level set method, the exact input error boundary is determined by means of evolving an initial input error interface with a defined normal speed field, thereby transforming the problem of exploring the exact boundary into solving a partial differential equation with initial value. On this basis, according to the equal and scaled principles, the tolerance width of each input is evaluated in an intuitionally geometrical manner, that is, searching the maximum geometry corresponding to the principle inside the exact input error boundary. Finally, two planar parallel mechanisms with different degrees of freedom are introduced as numerical examples to demonstrate the execution and effectiveness of the proposed method.
Introduction
As practical engineering focuses more and more on precision, accuracy analysis becomes a key issue for the parallel mechanism because a loss will be irreparable if the operation fails owing to the output error. 1 Herein, input uncertainties lead to observable geometric deviations, 2 which decrease the function and quality of parallel mechanisms, and thus need to be limited by input tolerances. Therefore, it is very necessary to develop an effective and accurate approach to evaluate the maximum tolerance for each actuator. 3
In the past, various studies related with tolerance design have been carried out. The most commonly used methods to deal with the tolerance allocation usually involve solving an optimization problem by minimizing production cost subjected to the constraints of the allowable pose accuracy, the manufacturing and assembling feasibilities, 4 and so on. Building upon statistical or worst-case error models, a series of cost-tolerance functions such as exponential model, 5 reciprocal model, 6 and polynomial model 7 have been proposed, and several algorithms have been developed to improve computational efficiency.5,8,9 For example, Muthu et al. 10 proposed an optimal tolerance design for assembly based on a non-linear integer model, considering both the manufacturing cost of each component and the assembling quality loss. Krishna and Rao 11 used an optimization technique originating from the area of metaheuristics to determine the optimal tolerance to realize the minimum manufacturing cost. Jawahar et al. 12 reported a tolerance allocation model for interchangeable assembly that, in essence, was based on searching the Pareto front of a multi-objective optimization by an iterative algorithm. Ni et al. 13 implemented the tolerance design by means of sensitivity analysis, in which a genetic algorithm was applied to allocate the manufacturing tolerance of each part. Lin et al. 14 reported a kinematic error analysis and tolerance design of cycloidal gear reducers, where the tolerances were optimized with the objective of minimizing the manufacturing cost.
Besides, mathematical approaches for the representation of geometric tolerances in tolerance simulation models have been proposed, such as vectorial tolerancing, 15 the model of technologically and topologically related surfaces, 16 the direct linearization method, 17 the deviation domain 18 relying on the small displacement torsor, 19 statistical method, 20 and tolerance maps. 21 Such tolerance analysis is useful for designers in understanding and verifying whether the output performance is locating within the specified limits or not. 22 In addition, several scholars applied some new methods in tolerance design and analysis. Goldsztejn et al. 23 evaluated the maximal pose error given an upper boundary owing to parameters uncertainties by Kantorovich theorem, and then utilized the approximate linearization to determine the tolerances. Zhang et al. 24 proposed a novel tolerance analysis framework incorporating skin model shapes and a classic boundary element method, which aims to consider the interactions between form errors and local surface deformations during assembly simulation and tolerance analysis. Homri et al. 25 used a metric modal decomposition to model the form defects of various parts in a mechanism and utilized optimization method to assess the assemblies. Armillotta 26 pioneered to treat tolerance analysis as a problem analogous to the force analysis for linkages. Mazur et al. 27 reported an application of polynomial chaos expansion in tolerance analysis, by which the uncertainty quantification was described.
Obviously, most researchers paid plenty of attentions to tolerance synthesizing of parts. These models have been mainly used for manufacture or assembly tolerance analysis, that is, analyzing the effects of geometric tolerances on the machinability and assemblability,28,29 as this has been the main concern in tolerancing for many years.30,31 Conversely, the focus on how to evaluate the input tolerance for the driving joint to control the output error is comparatively limited. As a matter of fact, the driving process is inherently imprecise, triggering the end-effector deviates from the nominal pose inevitably. To solve this problem, this study proposes a novel approach of input tolerance design for the parallel mechanism to ensure the pose error of the end-effector locates inside the design limitation. Compared to the previous works mainly by means of an optimization or statistical method, there are two major advantages of the proposed method. First, this method can rapidly give the geometric surface of the input error space in the case of a given output accuracy specification. Second, this method lets us deal with the tolerance design from a perspective of geometric insight, which is quite intuitive and provides the physical interpretation for the designer to calculate the input tolerance bands.
The rest of this article is arranged as follows. The “Problem description” section gives a brief description of the studied problem. Then, the “Evaluation of the input error boundary” section demonstrates the evaluation of the input error boundary by means of the level set method. Next, tolerance design according to the exact input error boundary is presented in the “Tolerance design” section. Thereon, two different numerical examples are showcased in the “Numerical examples and discussion” section to illustrate the proposed approach. Finally, conclusions are outlined in the “Conclusion” section.
Problem description
It can be imagined that if the exact input error boundary is obtained, the tolerance band can be determined accordingly. Here, a three-degrees-of-freedom (3-DOF) parallel mechanism is introduced to elaborate this idea. Due to the output accuracy limitation, the practical input error boundary is actually a three-dimensional (3D) surface, denoted as Ω in Figure 1. It is sure that the “error point” inside Ω, whose coordinates represent the input imperfections, satisfies the output accuracy specification. Consequently, the block Ψ formed by the maximum input tolerances (a, b, and c) is certainly locating inside Ω and inscribes the boundary fitly. In other words, if the block Ψ is ascertained in this closed input error boundary, its side lengths, a, b, and c, are just the tolerance bands of the driving joints.
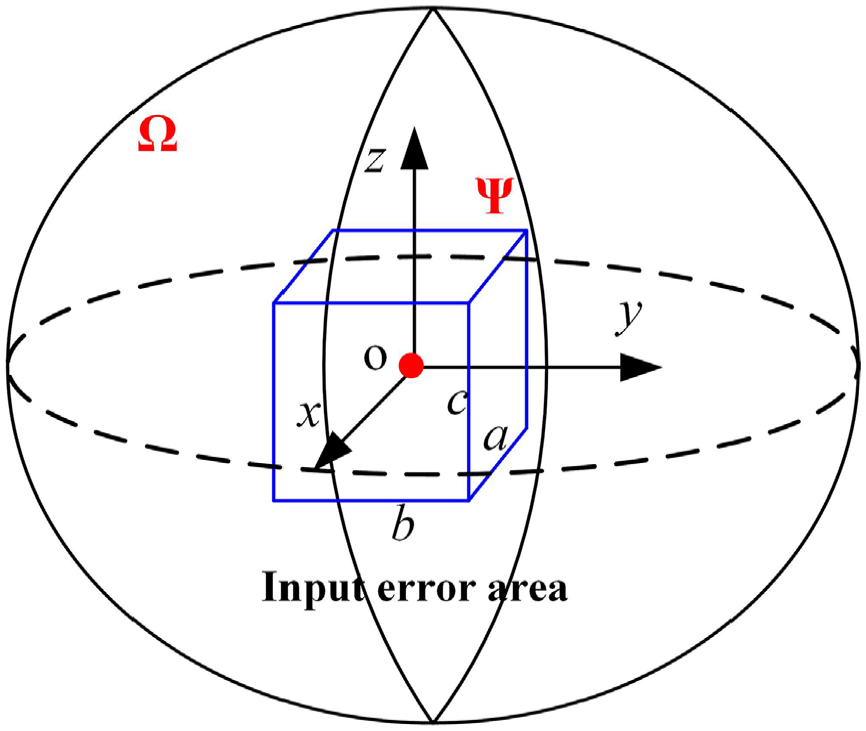
Sketch of input tolerance design using a geometric method.
Therefore, the input tolerance design can be conducted by completing the following two subtasks (the processing deviations of links are not considered in this study):
Determining the exact input error boundary Ω subject to the output accuracy specification;
Then searching the corresponding maximum geometry Ψ inside the derived boundary to obtain the tolerance.
Evaluation of the input error boundary
Basic formulation
Accuracy analysis of parallel manipulators can be sorted into two categories: the forward and inverse error boundary analysis. 32 In the past, several scholars have put efforts to explore elegant methods to estimate the maximum output error in terms of the input error space.3,33 Distinguished from them, the inverse error boundary analysis is studied in this article for the input tolerance design.
According to the forward kinematics, there exists a mapping between the input and output error spaces. Therefore, the maximum input error at a given nominal output configuration can be formulated as

which can be constrained by

where

where f represents the forward kinematics function.
So far, evaluating the maximum input error has been transformed into an optimization problem, in which the input error is selected as the design variables. As a matter of fact, the exact input error boundary is a closed curve (DOF = 2) or 3D surface (DOF = 3) or hypersurface (DOF > 3), and points on them reach the maximum values in arbitrary directions when the output error vector is given. Consequently, the input error boundary can be derived by searching the maximum input error points along all directions.3,32
Illustration of the level set method
The level set method, a computational technique developed by Osher and Sethian, 34 has been a successful tool for simulating a moving interface of co-dimension one because of its simplicity and efficiency. Its successful applications include multi-phase flows, 35 the topology optimization of structures, 36 the accuracy analysis of parallel mechanisms, 3 and image processing. 37 Owing to those merits, the level set method is employed here to search the input error boundary.
As depicted in Figure 2, there is a closed interface y = f(x) on the plane denoted by the red line. It can be identified with a higher dimensional function, the time-dependent level set function

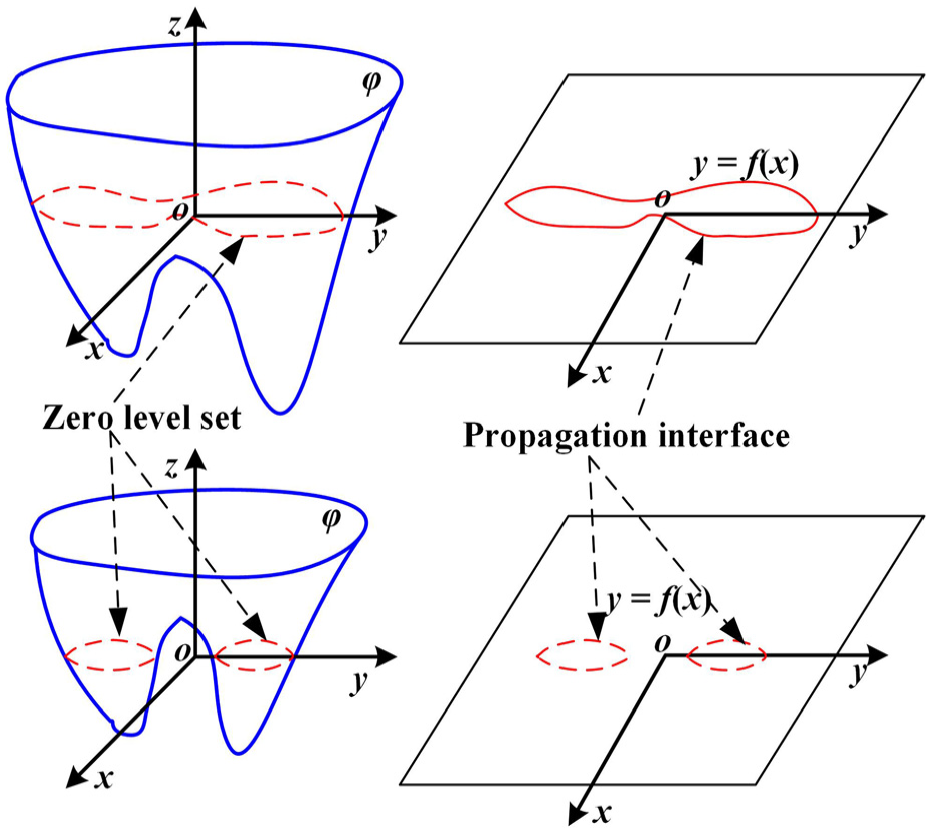
Schematic diagram of the level set propagation.
Accordingly,

Applying the chain rule to equation (5) 38


where
If a curve is propagated, the moving speed

along its normal direction must be given, where

Thus, equation (7) can be rewritten as

and the initial level set function can be described as

It is readily seen that equation (10) is just a pure Hamilton–Jacobi equation with a specific normal speed function of the propagating interface and the initial value. Hence, the problem of tracking the input error interface propagation turns out to handle a partial differential equation with the initial value.
Searching the input error boundary
The key of utilizing the level set method to propagate the input error interface lies in two aspects. On one hand, an appropriate “carrier” should be determined to express the interface implicitly, that is, a higher dimension level set function. In general, the distance function is preferred, formulated as 38

where Γ(t) is the closed moving interface.
On the other hand, the utilization of the level set method depends on the propagation speed. In order to illustrate the definition of the speed function clearly, an imaginary parallel mechanism with two inputs is taken, for example. Suppose that there is an initial input error curve (t = 0; the red dashed line in Figure 3(a)). Through the mapping of the forward kinematics, the corresponding output error curve can be obtained (the red line in Figure 3(b)). Note that the black line in Figure 3(b) encloses the allowable output error area.
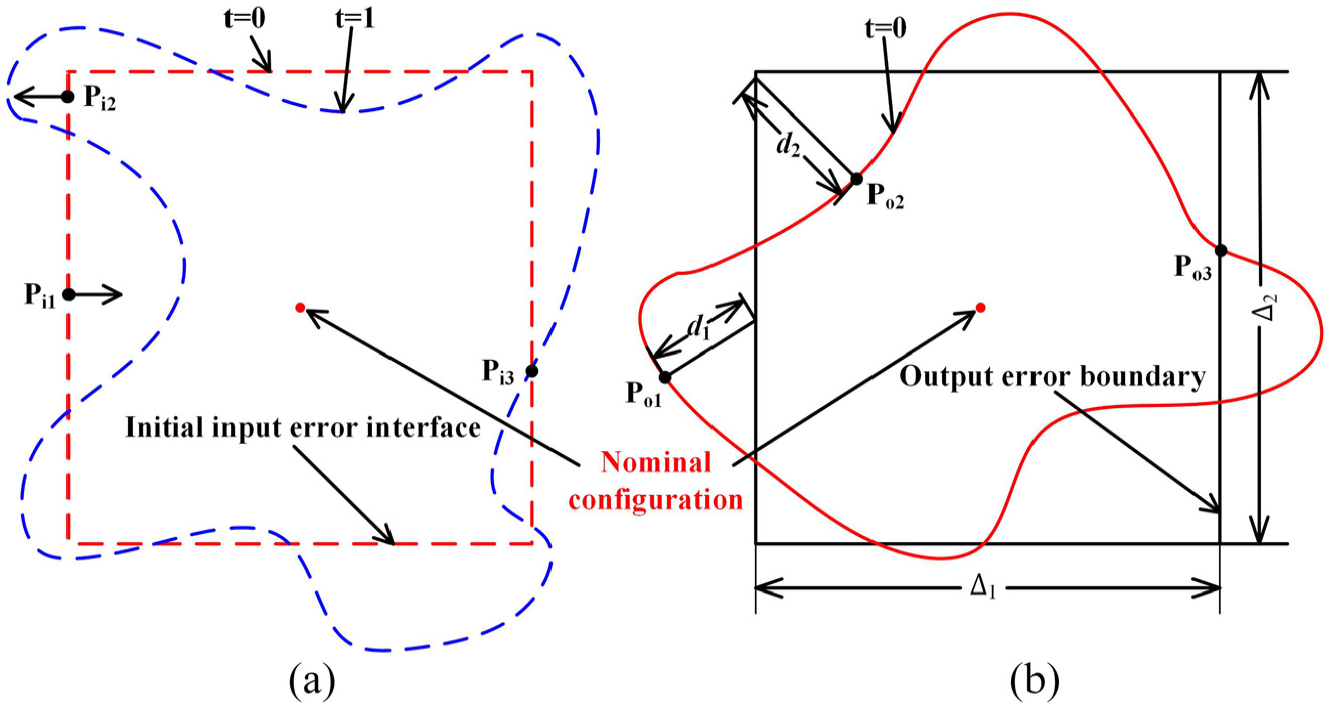
Error interface mapping between the input and output of a planar parallel mechanism: (a) input error interface and (b) output error interface.
From Figure 3(b), it can be seen that some points locate outside the designed output error domain (Po1), some inside the domain (Po2), and some exactly standing on the boundary (Po3). If the point (Po2) on the output error interface situates inside the allowable space, the corresponding original image (Pi2) on the input error interface, according to the mapping between the work space and joint space, must be one of the points inside the allowable input error area. Otherwise, if the point (Po1) stands outside the allowable output error scope, the corresponding original one (Pi1) also locates outside the tolerant input error area. Moreover, the original point (Pi3) whose mapping image (Po3) is on the output error boundary is bound to be one of the points of the exact input error boundary.
Therefore, to approach the exact input error boundary, the point inside the input error boundary should be pulled out (Pi2); whereas the point outside the input error boundary should be dragged back (Pi1). In addition, the point fitly on the exact input error boundary should not be moved any more (Pi3). In this case, the points on the input error interface can be classified into three categories:3,39 (i) the point locating inside the exact boundary, (ii) the point just lying on the exact boundary, and (iii) the point situating outside the exact boundary. Based on this classification, the speed function of the propagation front is assigned to be

where

where
In fact, the ideal case for equation (14) is to use the distance of the point on the input error interface relative to its exact boundary. But because the input error boundary is just our target, this distance cannot be obtained. As a result, the distance of the mapping point on the output error interface relative to the allowable boundary is applied to reflect the closeness degree between the input error propagating front and the target boundary from an indirect perspective. Grounding on equation (14), the speed field of the propagating front can be evaluated, and based on this, a new closed interface (the blue dashed line in Figure 3(a)) can be attained. By repeating the above computation, the exact input error boundary can be obtained until the distance dk is close enough to zero. Please see more solution details in Sethian and Smereka, 35 Peng et al., 38 and Andrew. 39
Tolerance design
The tolerance design is exactly to find the maximum interval for the error source so that the corresponding pose deviation of the end-effector locates inside the required domain. 15 The tolerance width is deeply associated with the production cost. If the cost-tolerance function of the actuator is known, the input tolerance design can be conducted by solving the optimization problem at minimizing the cost function, which is constrained by the exact input error boundary. However, the relationship between the tolerance band and production cost of the driving actuator is so complex that there is almost no ready-made cost-tolerance model. Therefore, the principles generally applied in the real-life engineering for tolerance design, namely, the equal and scaled tolerances,40,41 will be adopted to conduct the input tolerance design for parallel mechanisms. To be specific, the equal tolerance means to select the actuators with the same allowable deviation intervals, whereas the scaled tolerance indicates these intervals are proportional with the prescribed coefficient. In essence, these two principles originate from the linear cost-tolerance model. 42 In addition, considering the driving actuator usually has the identical possibility of generating deviations along the forward and backward directions, the tolerance band of each input is defaulted to be symmetrical.
Once the tolerance band of each driving joint is determined, the input error “geometry” inside the allowable boundary can be settled down accordingly. Thus, the input tolerance design based on the derived error boundary is essentially to find the maximum equal-side or scaled-side plane/3D/hypergeometry within it. Here, an imaginary 2-DOF parallel mechanism is used, for example.
As shown in Figure 4, the input error boundary for a 2-DOF parallel mechanism is actually a closed plane curve. According to the aforementioned principles, the tolerance evaluation for its two actuators can be regarded as finding a maximum square (equal tolerance) or rectangle (scaled tolerance) within the input error boundary. It is worth mentioning that because the tolerance band is symmetrical, the geometrical center of the square or rectangle coincides with the origin of the nominal configuration.
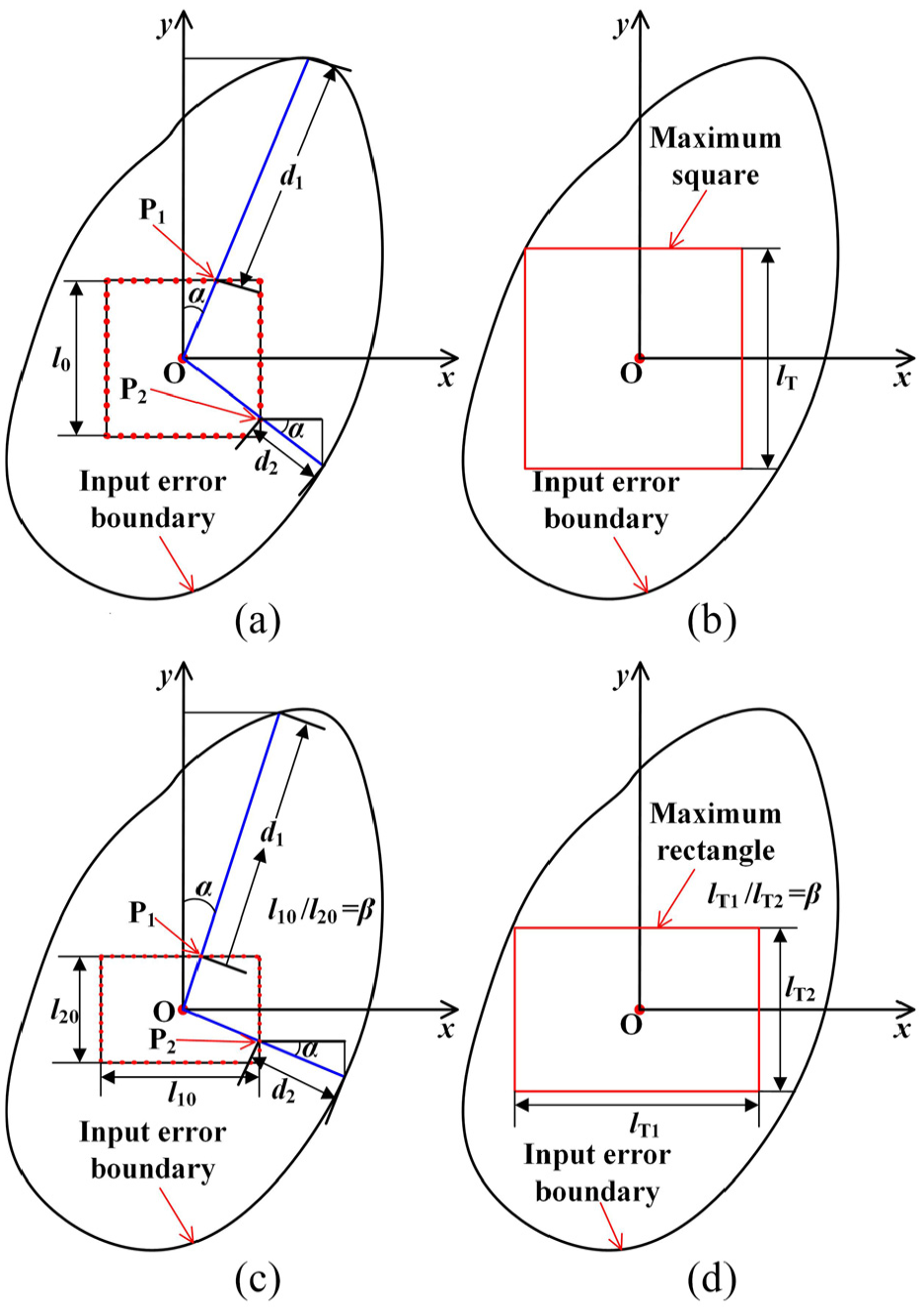
Input tolerance evaluation for a 2-DOF parallel mechanism: (a) initial square, (b) maximum square, (c) initial rectangle, and (d) maximum rectangle.
Equal tolerance
First, a square with a rather small side length is drawn, as shown in Figure 4(a). Then, whether points on this square situate inside the error boundary should be checked. In this case, the four sides are discretized and the distance of each point relative to the error boundary is computed. Suppose that the initial square side length is l0, and then by sweeping the square, the distance of each point relative to the boundary along the vector direction linking the origin O to itself can be obtained. For example, the distances of P1 and P2 relative to the exact input error boundary are d1 and d2, respectively. On this basis, project these distances onto the axes, and the minimum distance of the point relative to the error boundary along the axis can be derived, which is denoted as dmin. It is worthy pointing out that if the original distance belongs to the point on the side parallel to x-axis, it should be projected to y-axis; otherwise, project it to x-axis. For instance, the distance of P2 relative to the boundary along x-axis equals to d2·cosα2.
By computing dmin, the closeness degree of the geometry with respect to the exact input error boundary can be assessed. As a result, the initial tolerance square can be extended, and the side length becomes

When the new side length lt is calculated, a new square will be also determined. Subsequently, the same work of computing the minimum distance dmin of the whole points on the square sides should be carried out. By repeating the above operation until the minimum distance dmin vanishes or extremely approaches to zero, the final biggest square can be harvested, as shown in Figure 4(b). At this moment, the side lengths are just the input tolerance bands of the two driving actuators, which can be expressed as

where
Scaled tolerance
For the scaled principle, an initial small rectangle whose side lengths conform to the prescribed proportionality coefficient is also needed to be assigned inside the allowable input error boundary, as presented in Figure 4(c). Then, similar to the process shown in Figure 4(a), the distances of all points on the sides such as d1 and d2 should be computed first to determine dmin. Then, assume that the proportionality coefficient of the tolerance bands of the two inputs is β (β > 1) and extend the initial rectangle. But different from the one shown in Figure 4(a), the side lengths should be evaluated, respectively, and expressed as

Obviously, when l1t and l2t are known, the initial rectangle can be updated accordingly. Like the equal principle, repeat calculating dmin and then update the side lengths of the rectangle by equation (17) until the biggest rectangle within the allowable input error boundary is sought, as shown in Figure 4(d). Consequently, the final tolerance width for each actuator can be given as follows
It can be readily observed from Figure 4 that the input tolerance design is actually to find the maximum geometry within the exact error boundary, and the side length is just the tolerance width of each driving actuator. Here, a 3-DOF parallel mechanism is considered as another example to illustrate the approach. First, suppose the exact input error boundary has been derived. There is no doubt that this boundary is a 3D surface, as shown in Figure 5. The input tolerance design of the 3-DOF parallel mechanism is to search the maximum cube inside the exact error boundary. Figure 5(a) and (b) gives the schematic diagram of tolerance evaluation for the three inputs according to different principles. Moreover, if the DOF of the parallel mechanism increases, the same operation described above can be generalized directly.
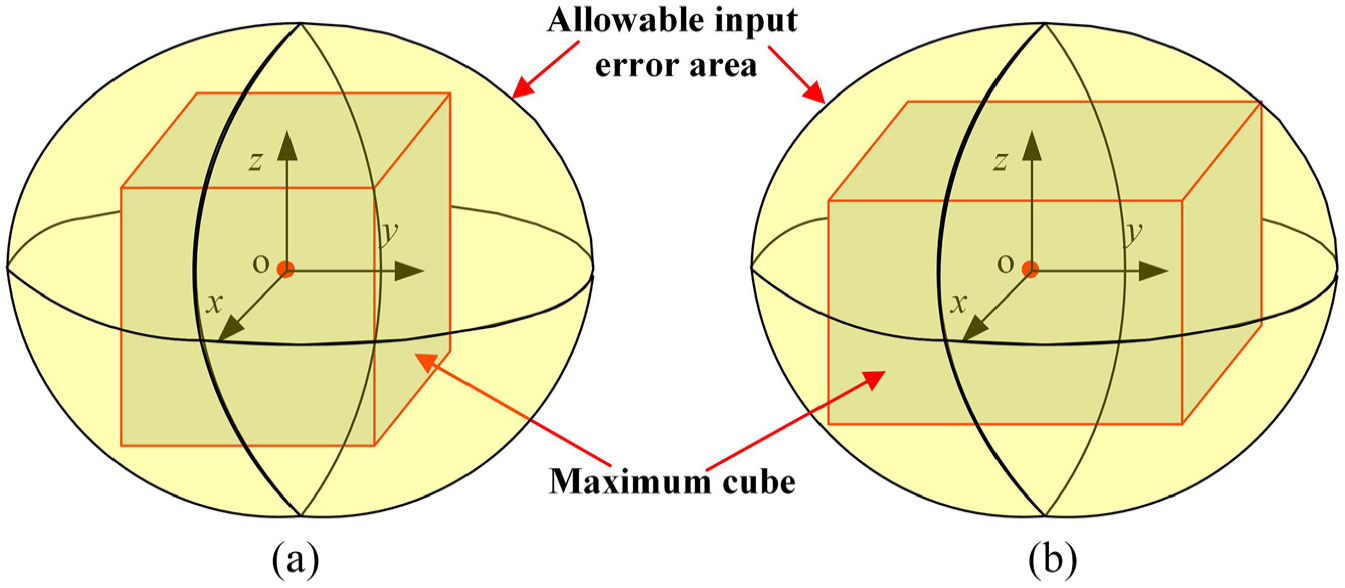
Schematic diagram of tolerance evaluation for a 3-DOF parallel mechanism: (a) equal principle and (b) scaled principle.
Numerical examples and discussion
To demonstrate the effectiveness and generalization of this approach, parallel mechanisms with different DOFs are chosen to conduct input tolerance design.
2-DOF five-bar mechanism
Figure 6 presents a simply planar parallel mechanism—five-bar linkage. Two rotating actuators are mounted between the base and its adjacent links, respectively. The global frame locates at the center of Oa1Oa2 with x-axis alongside Oa1Oa2. The length of each link is set to be 100 mm, and the configuration studied here is specified at θ1 = 60° and θ2 = 120°. Besides, the output errors of G, serving as the accuracy index of this planar parallel mechanism, are bounded by |Δx| ≤0.045 mm and |Δy| ≤0.035 mm.
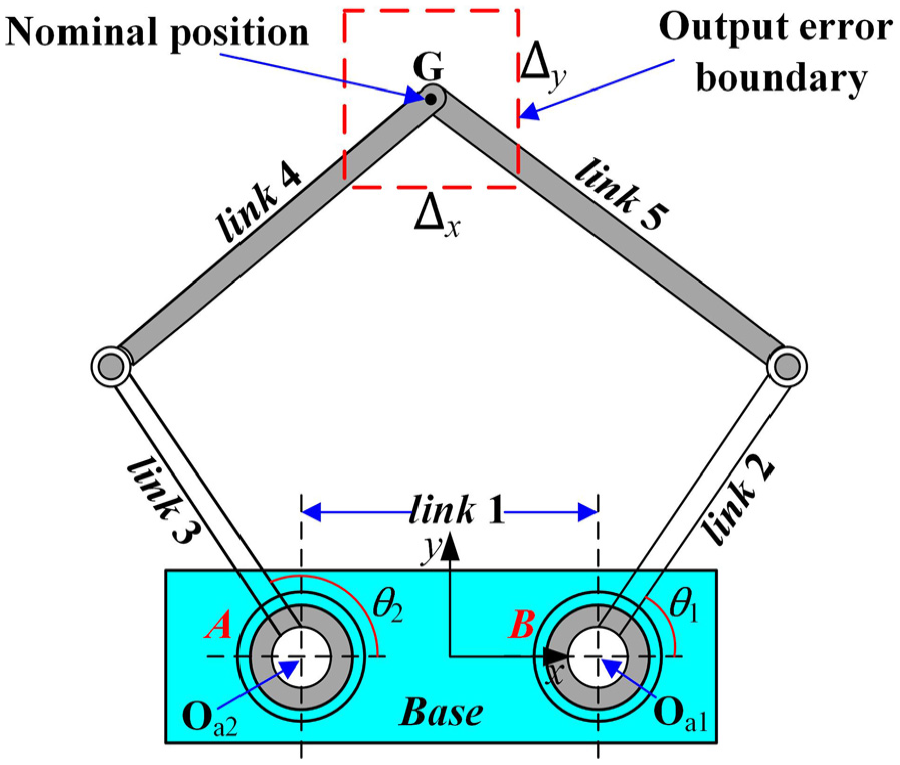
The planar five-bar mechanism.
Here, the initial input error interface is set to be a small circle (radius: 0.003 rad), as presented in Figure 7(a). According to the “Searching the input error boundary” section, the input error interface will be propagated with the normal speed field defined by equation (13). Note that the adjustment coefficient
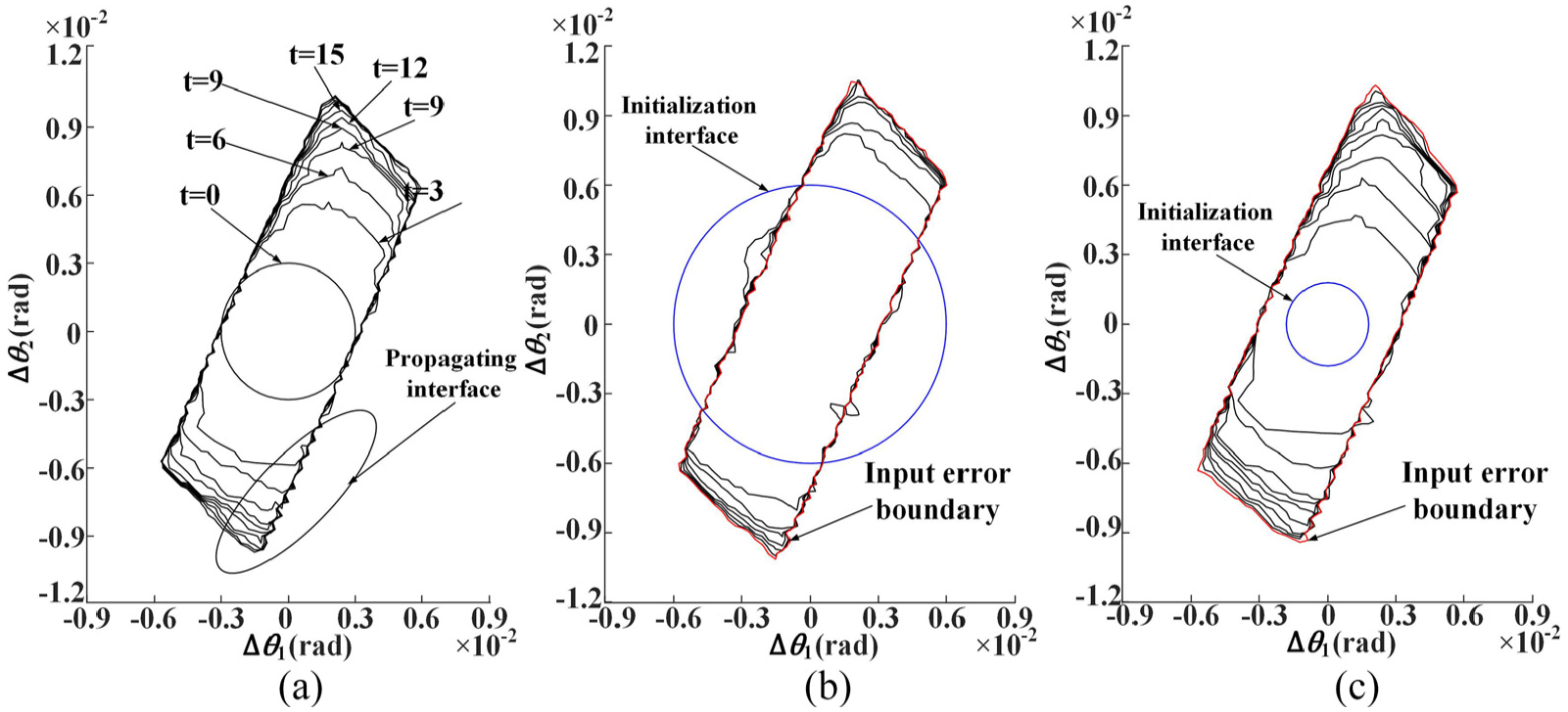
Propagation of the two-dimensional input error interface with different initial interfaces: cases (a), (b), and (c).
There might be some confusion about whether the initial interface affects the final result. To prove that it has no influence on the exact boundary, two different initial interfaces (see Figure 7(a) and (b)) are set to search the boundary again. It can be observed that the same boundary is obtained with different initial interfaces although the propagation times are different.
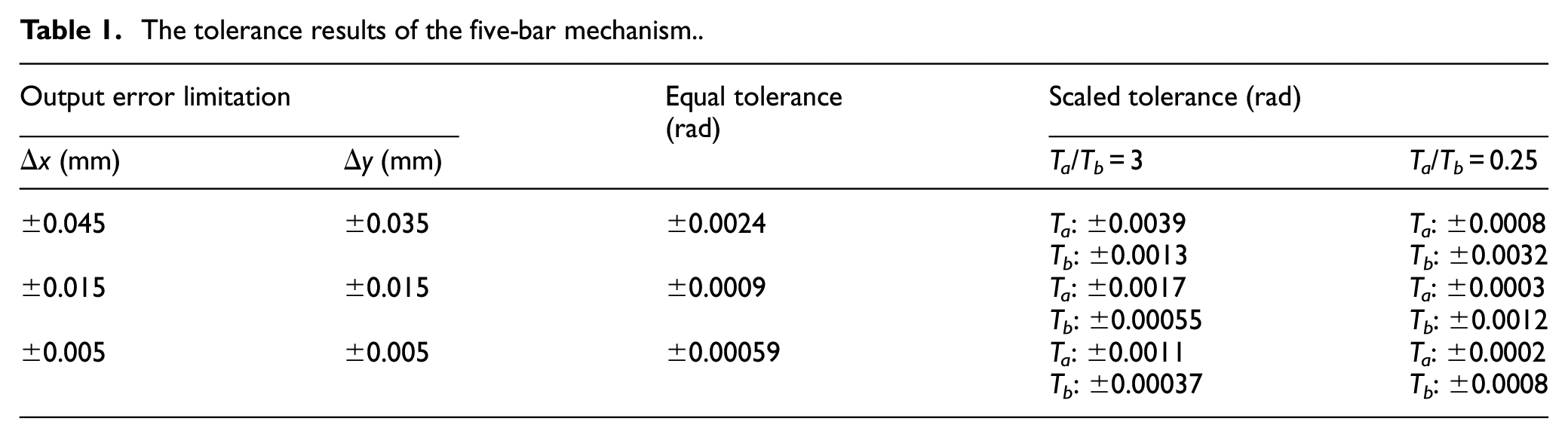
Now, the tolerance width of each input can be evaluated based on this boundary. For the equal principle, the tolerance bands of inputs A and B are both ±0.0024 rad (Figure 8(a)). For the scaled principle, two proportionality factors are assigned: if Ta/Tb = 3, the tolerance bands of A and B are ±0.0039 and ±0.0013 rad, respectively (see Figure 8(b)); if Ta/Tb = 0.25, that of A and B are ±0.0008 and ±0.0032 rad, respectively (see Figure 8(c)). Besides, another two numerical simulations are proceeded under different output error boundary. The whole results are listed in Table 1.
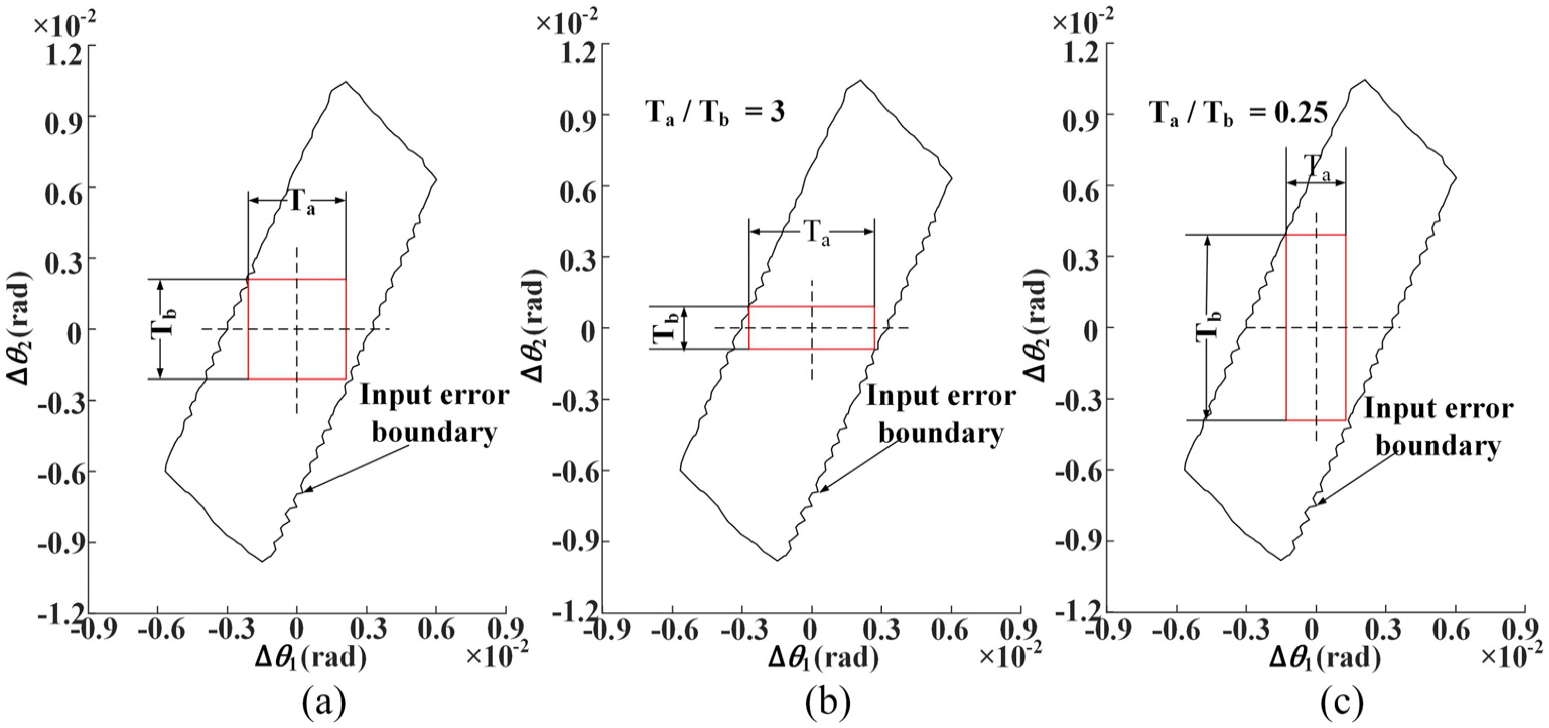
Input tolerance design for the 2-DOF five-bar parallel mechanism according to (a) the equal principle, and scaled principle with different proportionality factors of (b) Ta/Tb = 3 and (c) Ta/Tb = 0.25.
The tolerance results of the five-bar mechanism.
3-RP R parallel robot
Figure 9 gives the scheme of a 3-R
The translational actuators are mounted on the middle prismatic pairs;
Triangles P01P02P03 and P1P2P3 are equilateral;
OP0i = 0.35 m and OP i = 0.1 m (i = 1, 2, 3);
The origin of the local frame mounted on the mobile platform P1P2P3 is located at the midpoint of P1P3 and the corresponding x-axis is alongside P1P3;
The origin of the global frame situates at point P01, with xg-axis pointing from P01 to P03.
The pose error of the mobile platform contains a rotational imperfection and two translational deviations along xg and yg directions, respectively. Therefore, the output error boundary is actually a 3D box (see Figure 9). When searching the input error boundary, the initial propagation interface at t = 0 is set to be a sphere (see Figure 10). The exact input error boundary is derived after 12 iterations.
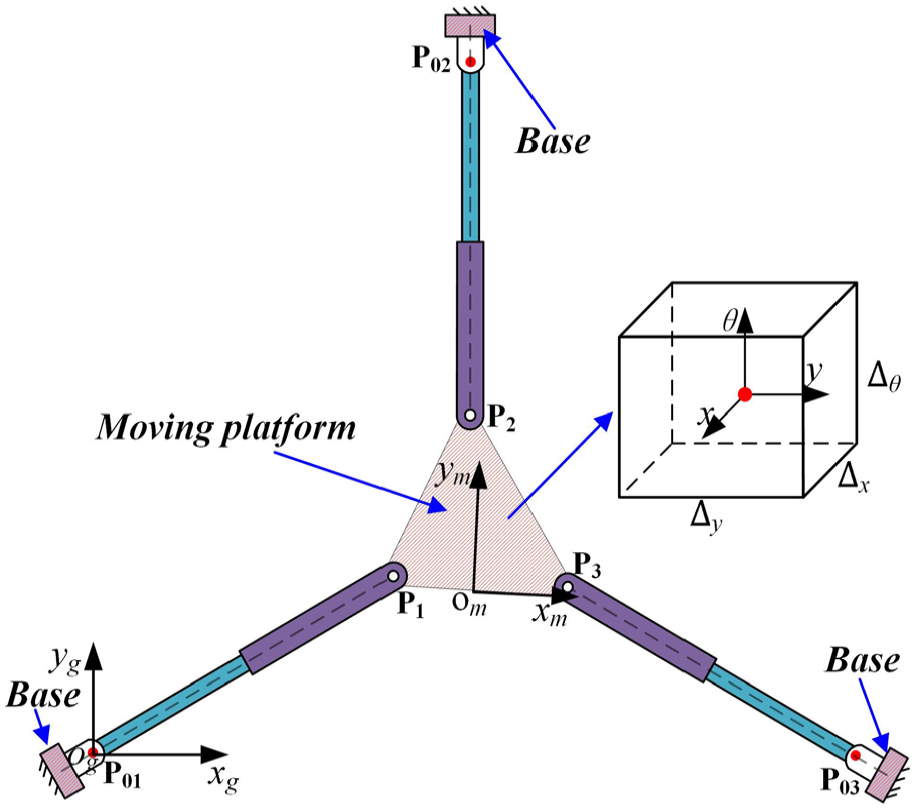
Diagram of the 3-R
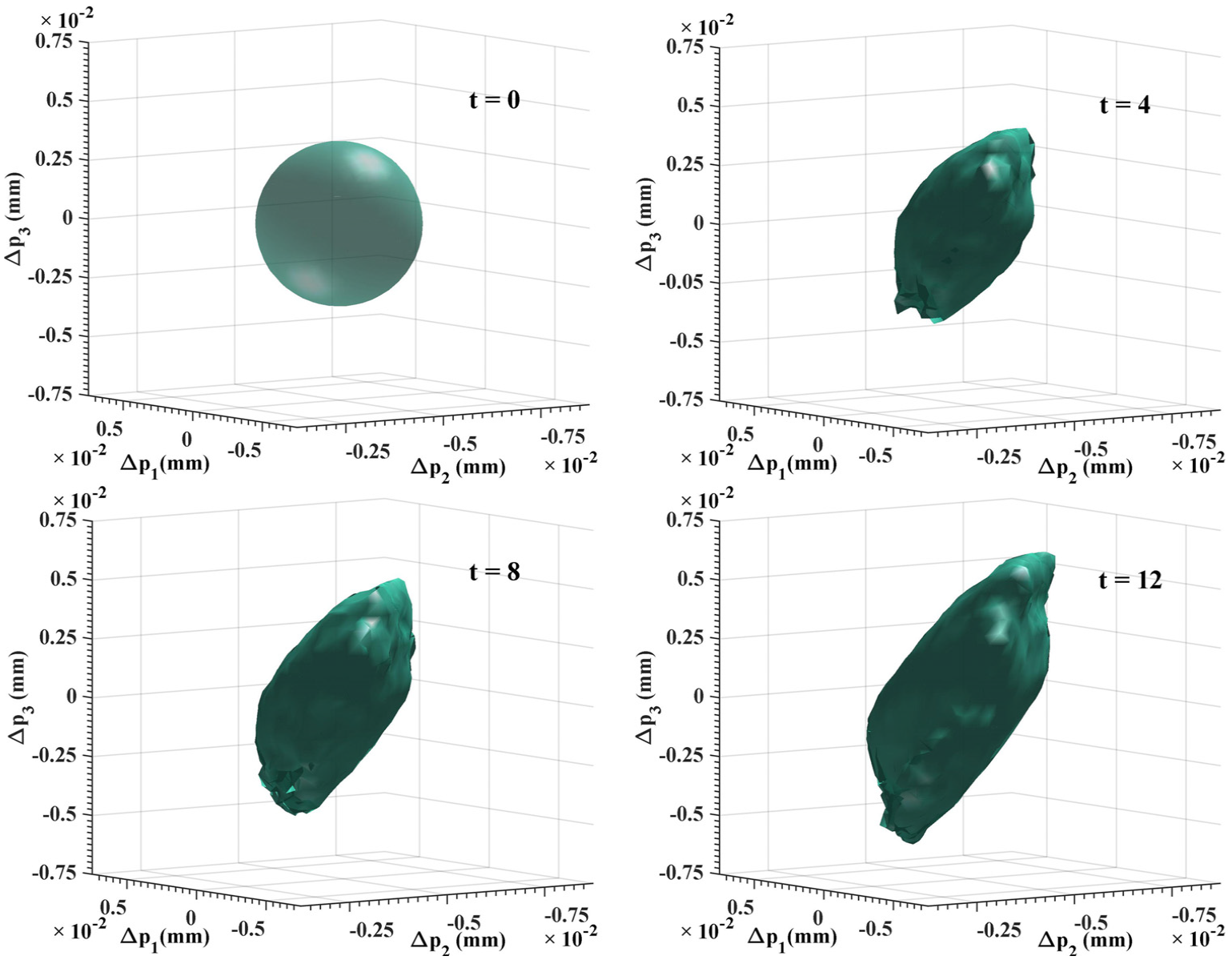
Evolution of the 3D input error interface.
For the equal principle, the maximum cube (Figure 11(a)) should be looked for, whereas for the scaled principle, the maximum cuboid (Figure 11(b)) whose side ratio satisfies the design requirement should be sought. The tolerance results obtained in Figure 11 are constrained by the output error boundary as follows: |Δx| ≤ 0.009 mm, |Δy| ≤ 0.009 mm, and |Δθ| ≤ 0.009 rad. Likewise, another numerical simulations with different output error limitations are performed. The whole results are listed in Table 2.
The tolerance results of the 3-R
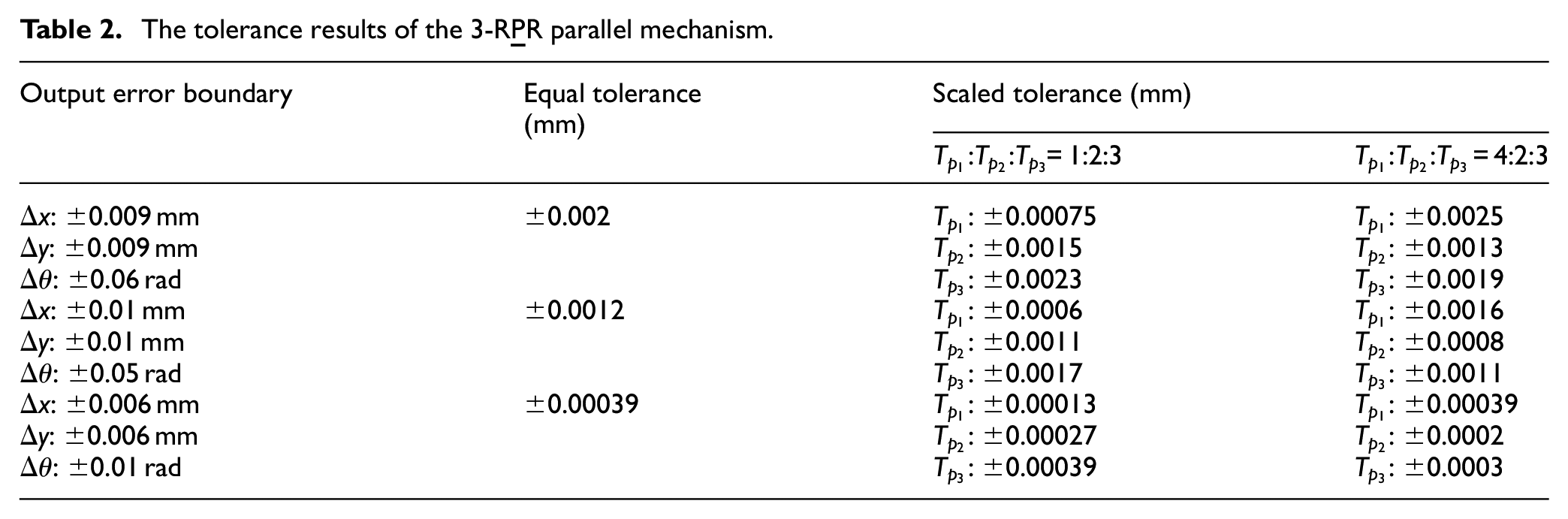
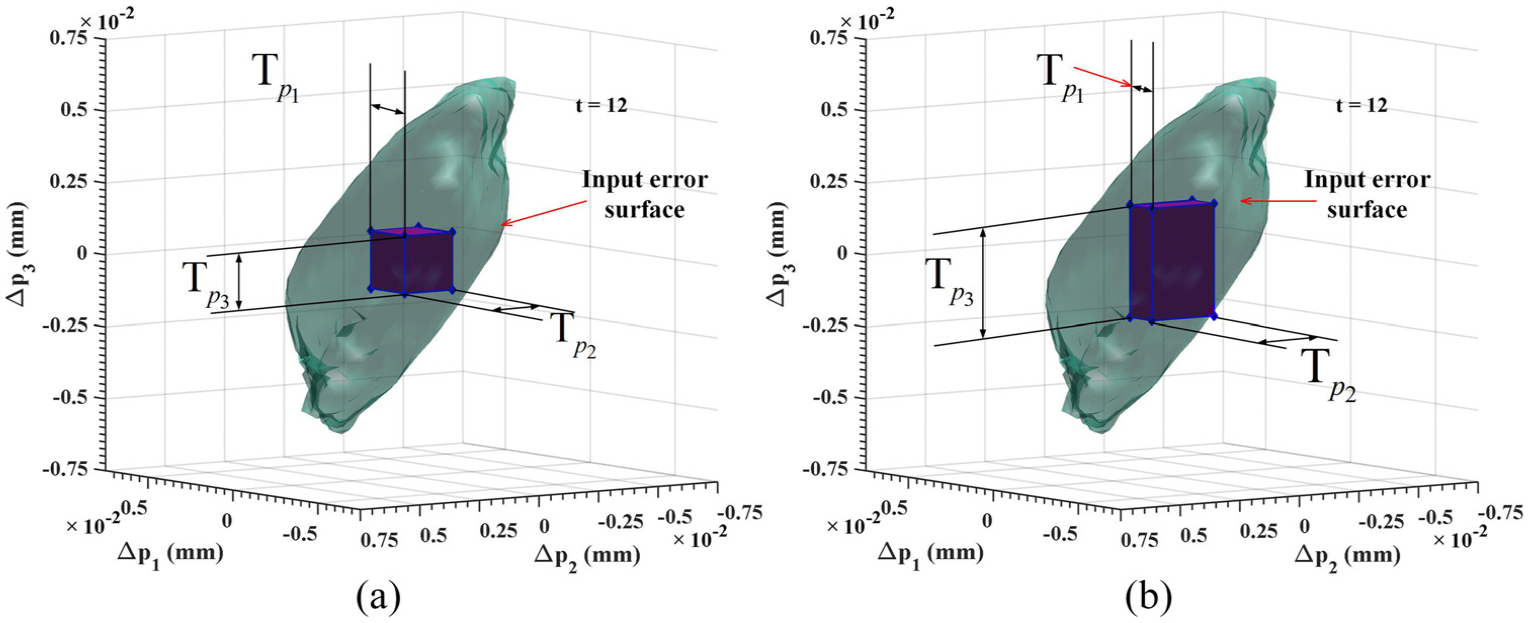
Input tolerance design within closed input error boundary for the 3-R
Discussion
As mentioned above, the initial input error interface does not affect the final exact input error boundary, but it inevitably has influence on the convergence rate. According to Figure 7, it is evident that the larger initial input error interface needs a shorter time to achieve the exact boundary. In fact, the most appropriate initial input error curve can be chosen by several numerical experiments for the propagation. And also, it can be easily seen that as the output accuracy requirement becomes strict, namely, a tighter output error space, the input tolerance band will come about an obvious shrink, which is in accordance with the practical experience. In addition, for the 3-R
Conclusion
This study proposes a novel approach based on the level set method to implement the input tolerance design for parallel mechanisms. First, the input error boundary is obtained by means of the level set method, which inserts an initial error interface into a defined higher dimension level set function—distance function—and propagates it to evolve with a newly defined normal speed. Then, the evaluation of the tolerance width for each driving joint, according to different principles, is carried out in a geometric manner. Compared with the previous works that mostly regard tolerance design as a purely optimization problem, the contribution of this work, conversely, is transforming the evaluation of the input tolerance into a geometric issue, which is more straightforward and pellucid. Considering the level set method is available for evolving any dimensional hypersurface theoretically, this approach is generalized so that it can be applied to the spatial parallel mechanism except these situating at a forward singularity.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are so grateful to the National Natural Science Foundation of China (Grant Nos 51635010 and 51805419) and the China Postdoctoral Science Foundation funded project (Grant No. 2018M631147) for the financial support of the work in this paper.