
Abstract
The ability of high-speed sintering to fabricate fully functional polymer parts at higher production rates as compared to other alternative additive manufacturing processes makes it prudent to further investigate its capability in processing different materials. The preferential deposition of a radiation absorbing material, which is often presented in the form of a liquid ink, on the powder bed can be considered the highlight of this technology. The effect of ‘print density’, that is, the amount of ink which is deposited, on the mechanical properties of parts made of an amorphous polymer, poly(methyl methacrylate), was investigated along with its potential role in controlling the porosity and partial melting. The ultimate tensile strength was measured and compared to other additive manufacturing technologies such as laser sintering and was found to be comparable, possibly due to the gradual supply of heat from the infrared lamp which allowed the amorphous poly(methyl methacrylate) particles to melt and have proper bonding with neighbouring particles as compared to the fast lasing action in laser sintering, where the sudden introduction and the withdrawal of the heat source (laser) led to poor inter-particle bonding.
Introduction
Additive manufacturing (AM), popularly termed as three-dimensional (3D) printing, has been described as a process of joining materials to fabricate objects from a 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies. 1 AM technologies provide material, geometric and cost flexibilities, which enable processing of materials that would be difficult to transform with other conventional machining and forming techniques.2–5
Incremental layered fabrication of polymer parts has been realised via varied routes. Lasers have been used as a source of energy to cure or sinter the polymer-based raw material, which is presented in the form of a photosensitive liquid or a powder, having homogeneous particle morphology.6–10 Bourell et al. 11 observed that poor productivity was an issue that plagued laser-assisted AM. Rapid, non-uniform cooling from high temperatures led to undesirable phenomena such as partial melting of particles and thermal-induced geometric distortion. 2 Common reservations often expressed regarding laser sintering are the processing speeds and inability to fabricate larger builds. High-speed sintering (HSS) is a new AM process, which was patented by Hopkinson and Thomas 12 in 2011, as shown in Figure 1. The process is characterised by the selective sintering of powder layers using an infrared lamp. A radiation absorbing material (RAM) is deposited on the powder layer which preferentially absorbs more heat, thus decreasing the sintering time of the polymer powder beneath it. A major advantage of HSS over laser sintering systems is an increased productivity with lower operational cost involved per part, with the HSS having one-tenth of the cost incurred with laser sintering. 13 The RAM could be a material in powder form like carbon black or a special ink, which increased its printability and flowability on the polymer layer that would be subsequently sintered.13,14 Ellis et al. studied the capability of HSS in terms of material flexibility and observed successful process ability of nylon grade polymers, namely, DuraForm® PA, DuraForm HST and TPE-210-S. The elasticity modulus for DuraForm PA and DuraForm HST were reported to be appreciably superior to their laser-sintered counterparts. 15
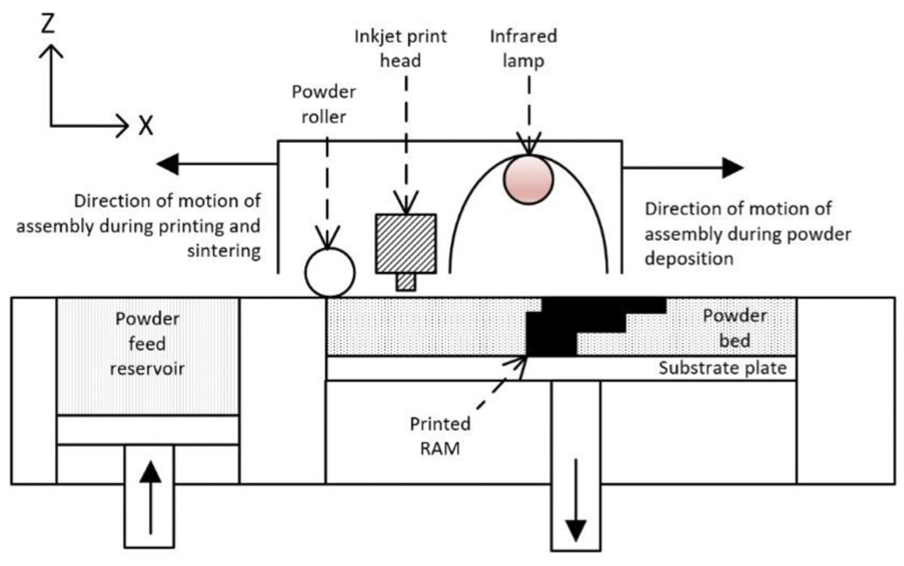
Schematic diagram depicting the high-speed sintering process.
Laser sintering, although the most popular AM technique used for processing semi-crystalline polymers such as nylon, has seldom been used for fabricating parts out of amorphous polymers. This may be attributed to the porosity, strength and density of laser-sintered parts compared to other processes such as injection moulding (IM) and investment casting. 9 There has always been an interest in processing amorphous polymers due to their low shrinkage values,16,17 which lead to lower compensatory values compared to their semi-crystalline cousins. Components manufactured using amorphous polymers are also usually transparent, 18 which have aesthetic and functional uses. Amorphous polymers have a wide temperature range where the material undergoes melting due to the random arrangement of polymeric chains.19,20 These materials exhibit a second-order thermal transition at a temperature commonly referred to as the glass transition temperature (Tg), usually varying between 85 and 165 °C. Kruth et al. 21 performed laser sinter of amorphous polycarbonate thermoplastics and recommended that the degree of preheat should be slightly above the Tg to prevent the powder from developing either adhesive or cohesive forces. In their comprehensive study, both amorphous and semi-crystalline polymers were laser sintered and their microstructure was studied; this revealed that the nature of bonding is via full melting for semi-crystalline polymers and sintering for amorphous polymers. Further comparative studies between laser-sintered amorphous and semi-crystalline polymers on the basis of dimensional accuracy with respect to a standardised computer-aided design (CAD) model revealed dimensional integrity was poor for amorphous polymers, which vindicated the work of Goodridge et al. 9
HSS is a relatively new player in the field of polymer processing as compared to laser sintering and not many comparative studies have been done to study the effect of analogous parameters on process responses. The proportional effects of lamp power and the temperature of the preheated bed on mechanical properties such as ultimate tensile strength (UTS), percentage elongation at the point of fracture (EaB) and elasticity modulus were established by Majewski et al. 22 while processing Nylon 12. Gradual thermal degradation of the polymer powder was also observed when it was exposed to the infrared lamp for a prolonged period of time which led to a deterioration of properties. Polymeric powders have a tendency of forming agglomerates which increases the difficulty in spreading the powder prior to the sintering process. 23 It was observed that the addition of fumigated silica (CAB-O-SIL) at a 0.2% by weight proportion to poly(methyl methacrylate) (PMMA) led to de-agglomeration and an improvement in the mechanical properties such as UTS and elasticity modulus, while decreasing the EaB. Further addition of CAB-O-SIL led to regression in the improvements made. 24
This study attempted to investigate the suitability of HSS as a technique to fabricate parts made of PMMA. The effect of ‘print density’, that is, the amount of RAM deposited on the sample material per unit area, was also evaluated by quantitative mechanical testing and qualitative microscopy of the cross sections of the fabricated samples.
Methodology
Selection of material
Particle morphology and material properties of different grades of PMMA were taken into consideration to predict its ability to be sintered by the shortwave infrared lamp installed in the HSS machine. Two similar PMMA powder variants were considered for the experiments, namely, Colacryl® TS 1329 and Colacryl TS 2241 both of which were supplied by Lucite International Specialty Polymers & Resins Ltd, Newton Aycliffe, UK. The supplier datasheet suggested that both TS 1329 and TS 2241 underwent fusion at a temperature of above 160 °C. The glass transition temperature, Tg, and melting point, Tm, were measured for both the PMMA variants using a PerkinElmer DSC 8500 machine. The evaluation was conducted in accordance with ISO 11357-1:2016 25 and ISO 11357-2:2016, 26 using the inflection point method. A sample weighing 10 mg was analysed by heating it from 20 to 240 °C at a ramping rate of 10 °C/min.
Material processing in HSS device
The selected polymeric powder (Colacryl TS 2241) was deposited in the HSS prototype manufactured by VoxelJet (VX 200 HSS). The initial attempts at powder deposition were thwarted due to its tendency to agglomerate due to high surface energy of PMMA. 27 The addition of fumed silica (0.1% by weight) prevented the agglomeration or ‘caking’ of the deposited powder and also removed any moisture that was present in the powder. The details of the VX 200 HSS have been explicitly mentioned in Table 1.
Details of the VX 200 HSS.
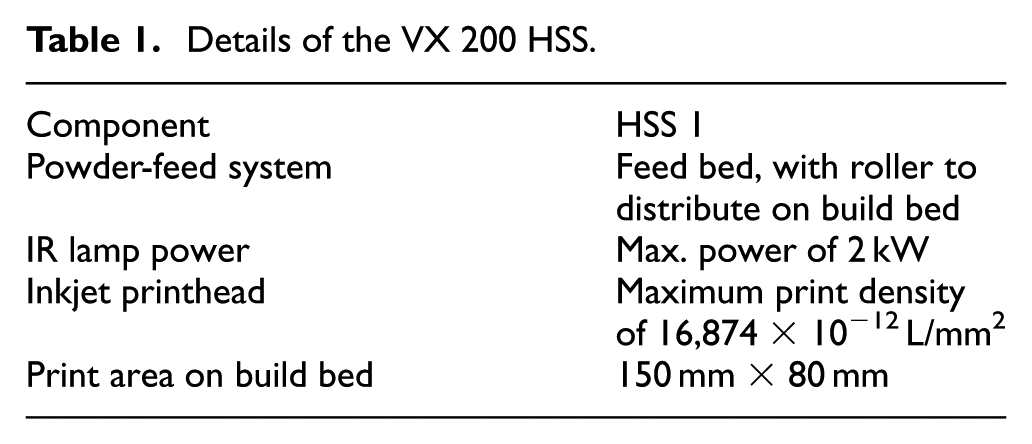
Tensile test specimens were manufactured in the VX 200 HSS in accordance with the ISO 7823-3:2007 standards. 23 The samples were fabricated parallel to the powder bed in the XY plane as shown in Figure 2.
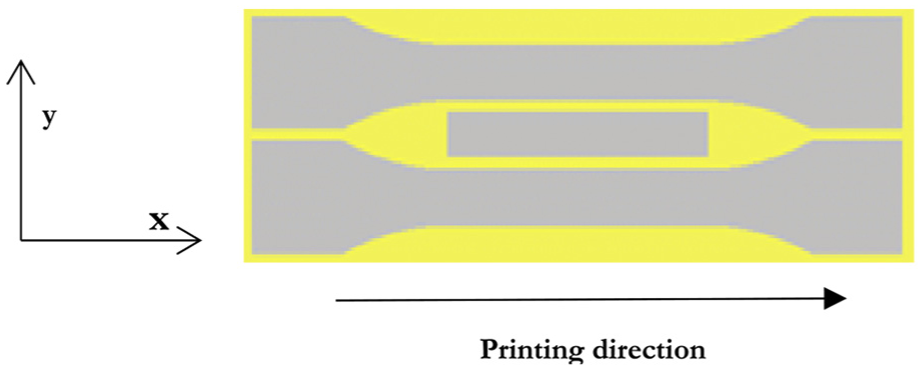
Orientation of samples on the VX 200 HSS build bed.
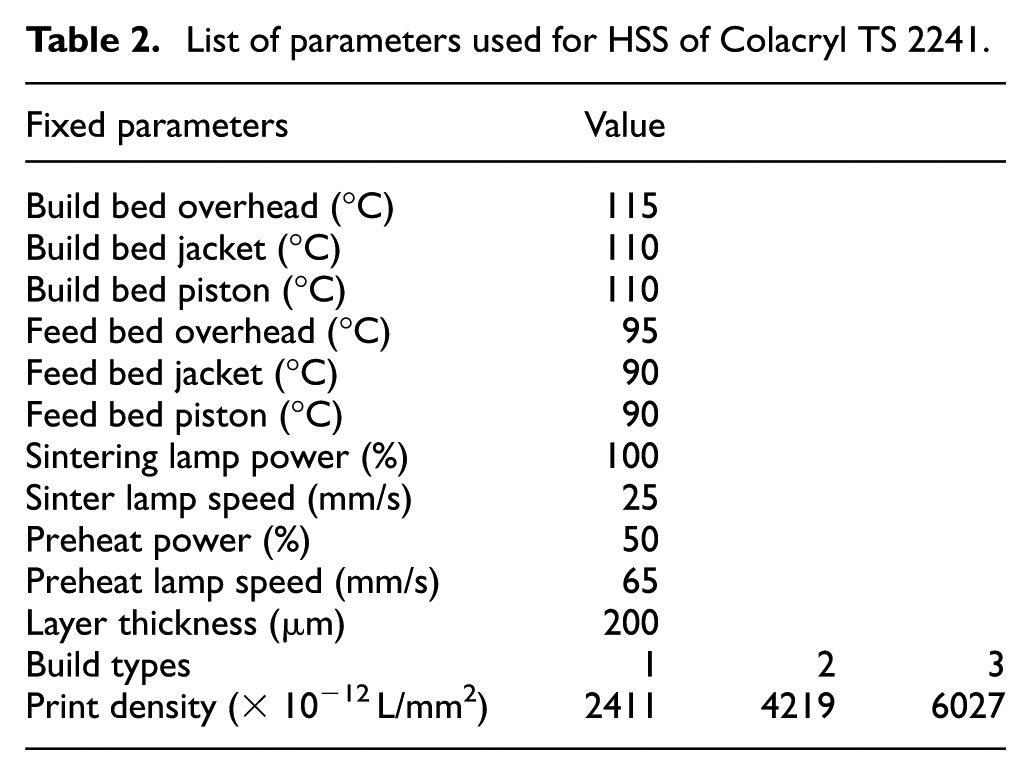
The print density was varied keeping the other quantities such as sintering lamp power and degree of preheat constant. The print density of the RAM controls the amount of energy that would be absorbed from the infrared lamp, hence controlling the melt behaviour of the powder, and subsequently the mechanical properties of the manufactured components. 28 The actual values have been incorporated in Table 2.
List of parameters used for HSS of Colacryl TS 2241.
Mechanical testing and characterisation of HSS parts
The tensile specimens, after fabrication, were tested on a Tinius Olsen 5-K tensometer with jaws divergent at a rate of 5 mm/min in a vertical fashion in accordance with ISO 7823-3:2007. 29 The strain developed, which is the EaB, was measured by capturing and using the increase in displacement between the grips, (Lt– L) as shown in equation (1)

The elasticity modulus was calculated using equation (2)

where
The fractured surfaces of the tensile test samples were then observed under a TM 3030 Hitachi scanning electron microscope (SEM) using a 5-kV beam in secondary electron setting at magnifications of ×40, ×80 and ×300.
Measurement of density and dimensional integrity
The dimensional accuracy of the components was inspected by measuring the proportions of standard blocks that were fabricated using HSS using Vernier calipers, with an accuracy of ±20 µm. Five such blocks were fabricated, each having an ideal length, width and thickness of 60, 8 and 4 mm, respectively. The dimensions were then compared with the CAD model in order to check the ability of HSS to fabricate accurate and precise parts out of Colacryl TS 2241. Once the dimensions were documented, the individual volumes could be calculated. The mass of each block was measured using a Shimadzu AUX 320 laboratory weighing balance with a least count of 0.1 mg. The density was calculated using the definition of density as represented by equation (3)

where m is the measured mass of the fabricated block and l, b and h are the measured dimensions of the block.
Results and discussions
Selection of Colacryl TS 2241
The results of the Tg and Tm as measured by DSC are provided along with molecular weight (M) and particle size (D50) as mentioned in the supplier’s datasheet in Table 3.
Material properties of PMMA powder variants.
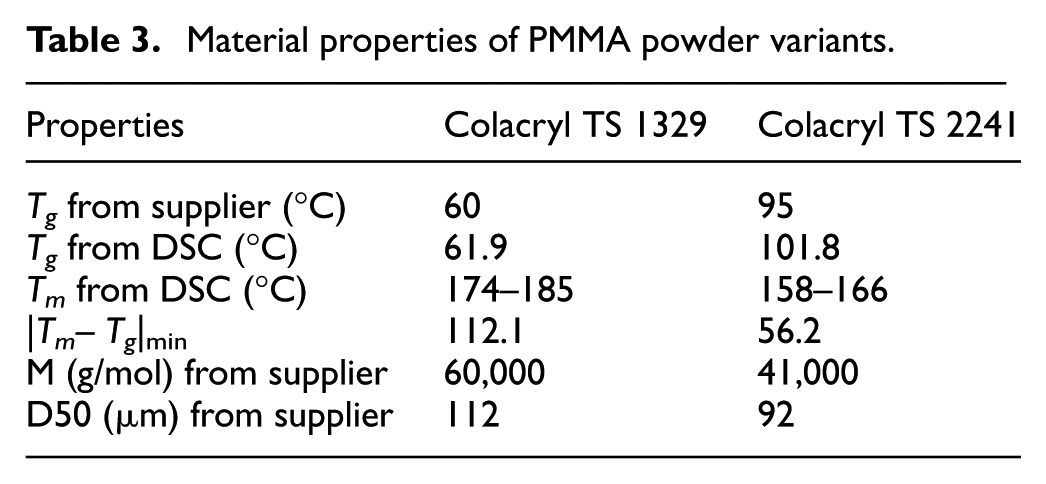
A comparative study of properties of Colacryl TS 2241 and TS 1329 as listed in Table 3 revealed that the TS 2241 version of the PMMA was more suitable for sintering due to its lower molecular weight and particle size. The Frenkel equation (equation (4)) 30 predicts the diameter of the bridge that is formed between two adjacent particles and thus it captures the degree of coalescence

where
Equation (4) dictated that a smaller particle size would ensure better coalescence between two adjacent particles. The higher value of Tg of TS 2241 also ensured that the powder bed–based preheating could be greater without compromising on the material integrity. The lower particle size also gave better dimensional flexibility as the unit size of a single layer, regardless of its thickness.
The studies of Nelson et al.
31
suggested that
Mechanical properties of HSS components
The UTS was plotted as a function of print density, as seen in Figure 3. It was observed that an increase in the print density led to an improvement in the UTS by a factor of 1.46 when the print density was increased from 2411 × 1012 to 6027 × 1012 L/mm2. This could be attributed to the improved coalescence of any two adjacent particles due to the greater heat absorbed by the RAM at higher print density. It could be concluded that higher amount of available RAM improves the bonding of adjacent particles in a single layer. The results of EaB (Figure 4) agree with the experimental results obtained via laser sintering route by Nelson et al., 31 who further attributed improved radial bonding to the better sinterability of individual particles across layers at higher energy density of the laser.
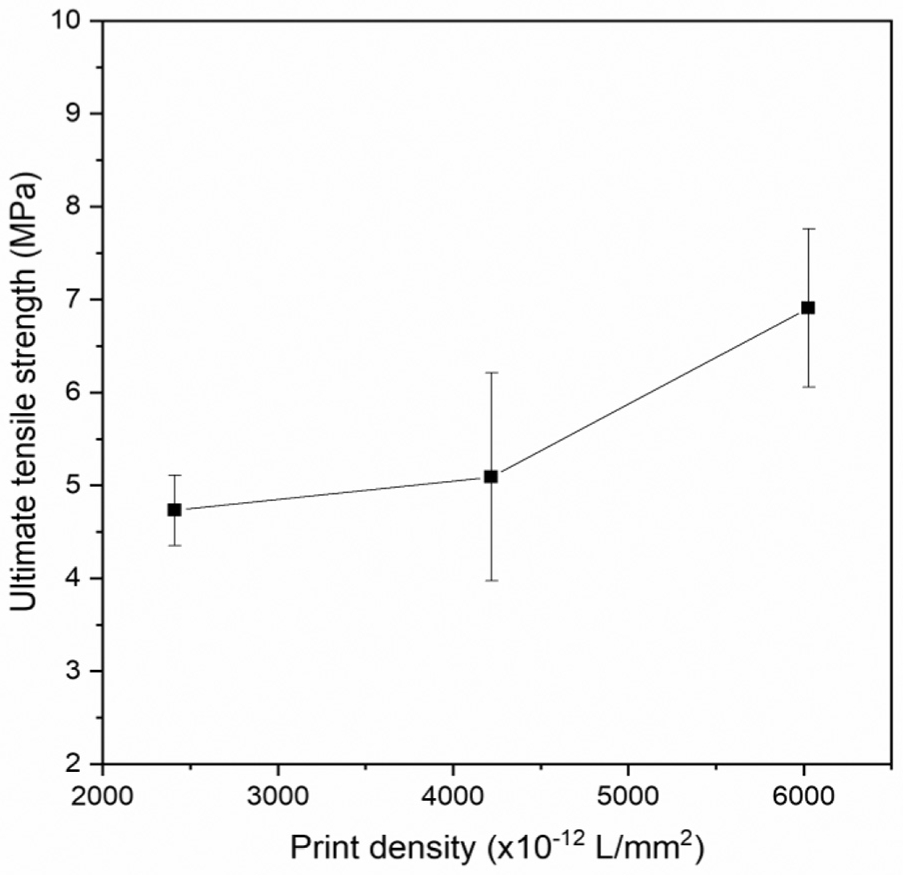
Variation in ultimate tensile strength (UTS) of Colacryl TS 2241 fabricated via high-speed sintering with different print densities.
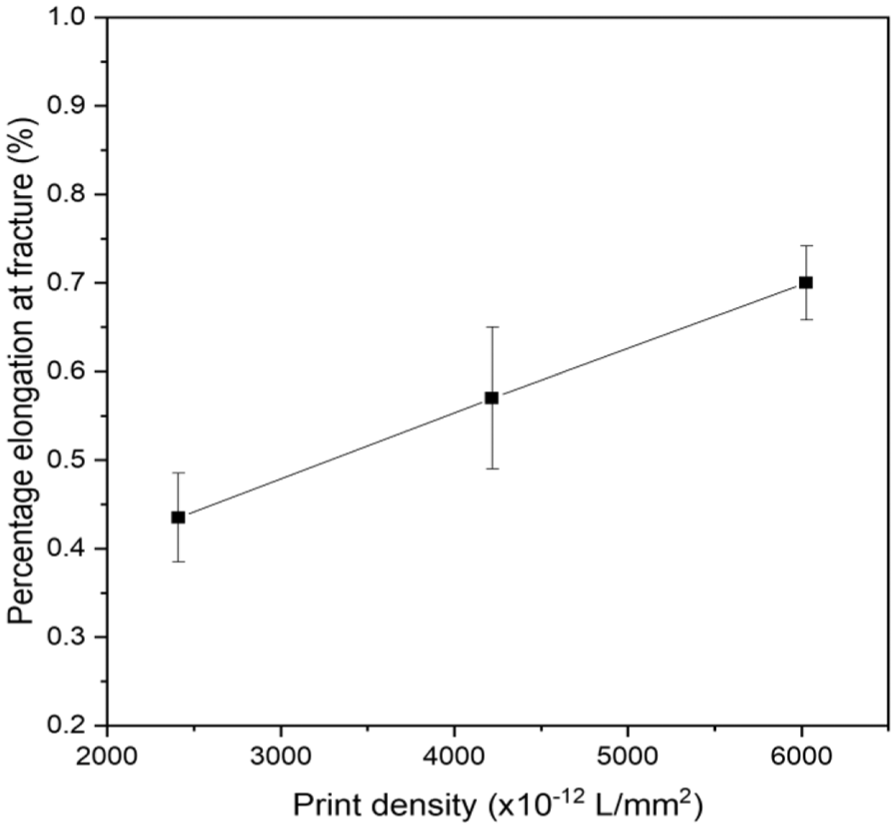
Variation in percentage elongation at fracture (EaB) of Colacryl TS 2241 fabricated via high-speed sintering with different print densities.
Similarly, higher print density, that is, more availability of RAM, resulted in improved inter-layer shear strength providing larger values of EaB. Furthermore, the high degree of preheat provided (95 °C) improved EaB, which was in agreement with the observations of Kishore et al. 33 The simultaneous improvement in the UTS and EaB resulted in an inverse trend in the elasticity modulus plot as shown in Figure 5. The variation of print density reflected more in the change of the EaB as compared to the UTS. However, the variation in the elastic modulus with change in the print density is not as significant as the change in UTS and EaB.
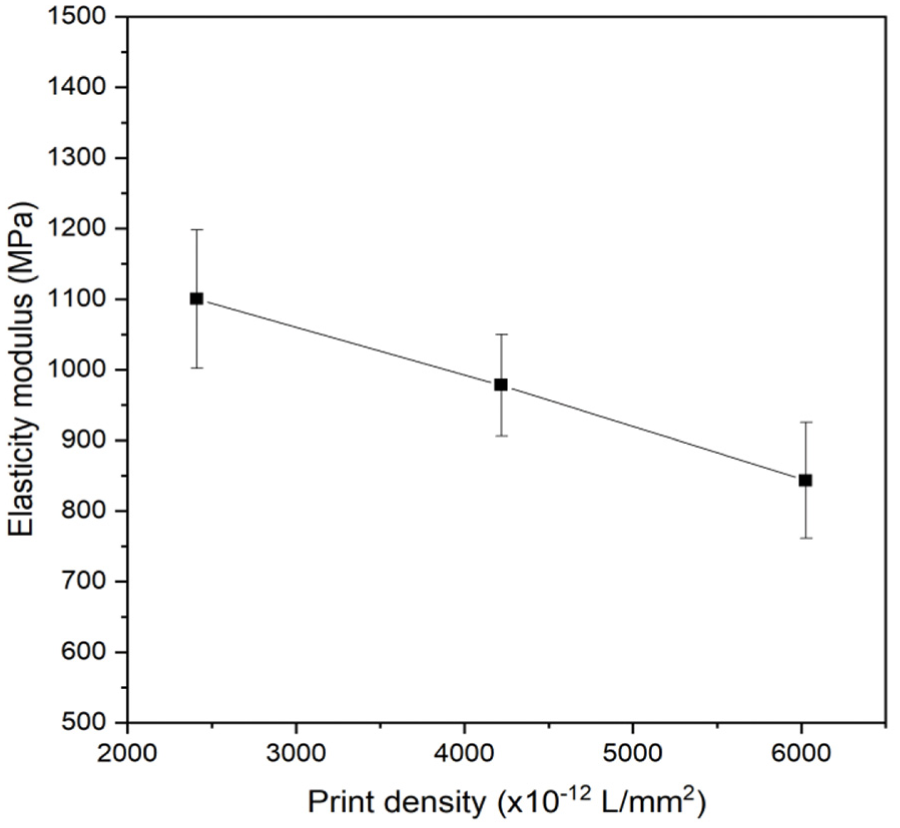
Variation in elasticity modulus of Colacryl TS 2241 fabricated via high-speed sintering with different print densities.
A comparison of the UTS, EaB and elastic modulus of HSS components (print density of 2411 × 10−12 L/mm2) with laser sintering 34 has been provided in Figure 6. The UTS of PMMA processed by HSS superseded its laser-sintered counterparts by 74% at a minimum print density of 2411 × 10−12 L/mm2. The percentage improvement was observed to be 82% at the maximum print density used in the current investigation. This is in line with existing literature that laser-sintered parts of amorphous polymers do not possess good mechanical properties as compared to semi-crystalline polymers. 9 The disparity between the properties of PMMA parts fabricated by HSS and laser sintering can possibly be attributed to the ‘thermal inertia’ of the amorphous material. The lasing action can be considered to be too fast for the PMMA particles to melt and bond with each other as compared to the gradual supply of heat from the infrared lamps in HSS, which allows the polymer particles to bond better with its neighbours before solidification. The slow gradual scanning action of the infrared lamp is more suitable for the processing of amorphous polymers which has poor flow characteristics on account of its more pronounced viscosity characteristics.
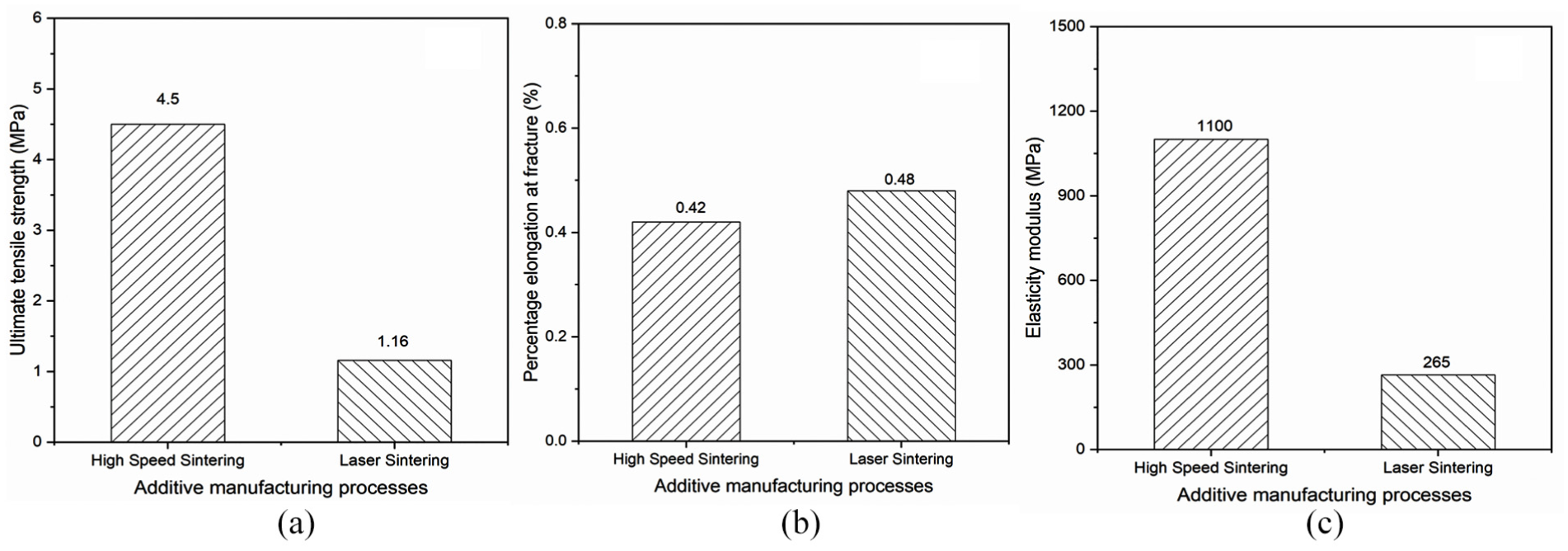
Palette of properties of samples fabricated by different competing AM processes: (a) ultimate tensile strength (UTS), (b) percentage elongation at fracture (EaB) and (c) elasticity modulus.
Dimensional integrity and densification
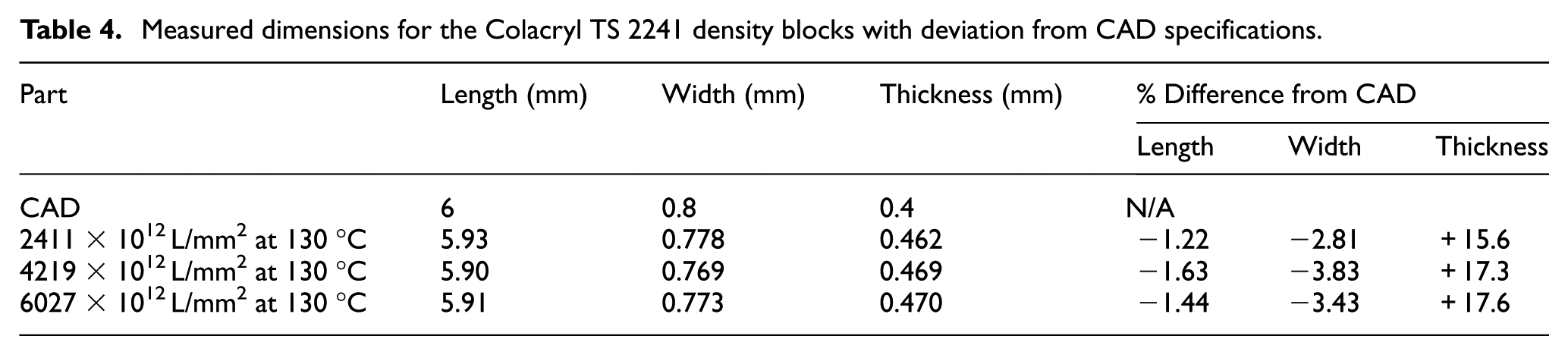
The measured length and width of the fabricated parts were found to be lower than the dimensions specified in the CAD model irrespective of print density as can be seen in Table 4. The decrease in spatial dimensions was found to be in agreement with the existing literature.35–37 However, there was an interesting increase in the thickness of the parts with an increase of 15%–18% as compared to the CAD specifications. This phenomenon was consistent with the findings of Ho et al., 38 who observed that a bonus growth was observed along the Z-axis in laser sintering of PMMA. It was reasoned that this occurred due to the deeper than intended penetration of the laser in the first few layers. An analogous case can be argued for HSS, where the combination of irradiations from the lamp and RAM led to a deeper sintering effect, thus increasing the thickness in Z-direction. The extra growth in the vertical Z-axis cannot be avoided but can be predicted accurately in the future using statistical tools39,40 and can be incorporated as a positive error to ensure reduced dimensional deviation. A comparison was made for the density of different parts with different print densities against a standardised component fabricated using IM 41 as shown in Figure 7.
Measured dimensions for the Colacryl TS 2241 density blocks with deviation from CAD specifications.
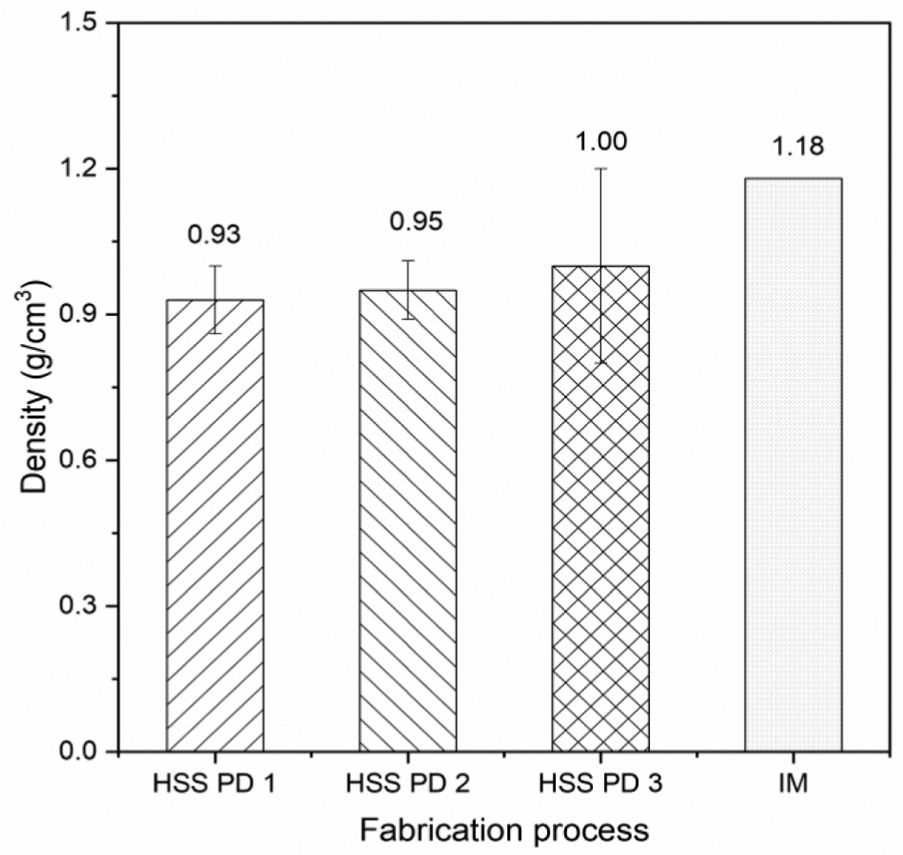
Comparison of density of PMMA parts fabricated at different print densities during HSS against a standard commercial reference. 41
Characterisation of fractured tensile specimens
The SEM images of the transverse sections of the fractured surfaces of the tensile specimens fabricated at three different print densities have been shown in Figure 8(a)–(c). A common phenomenon which can be observed in all the images is the presence of porosity (encircled in red) and partially melted particles (identified by yellow rectangular boxes). The porosity is primarily due to the gas bubbles which are entrapped in the bulk of the melt pool. This is very similar to the observations reported by Velu and Singamneni. 42 A comparison of the images at ×80 magnification revealed that that there was a reduction in porosity in the components having higher print density.
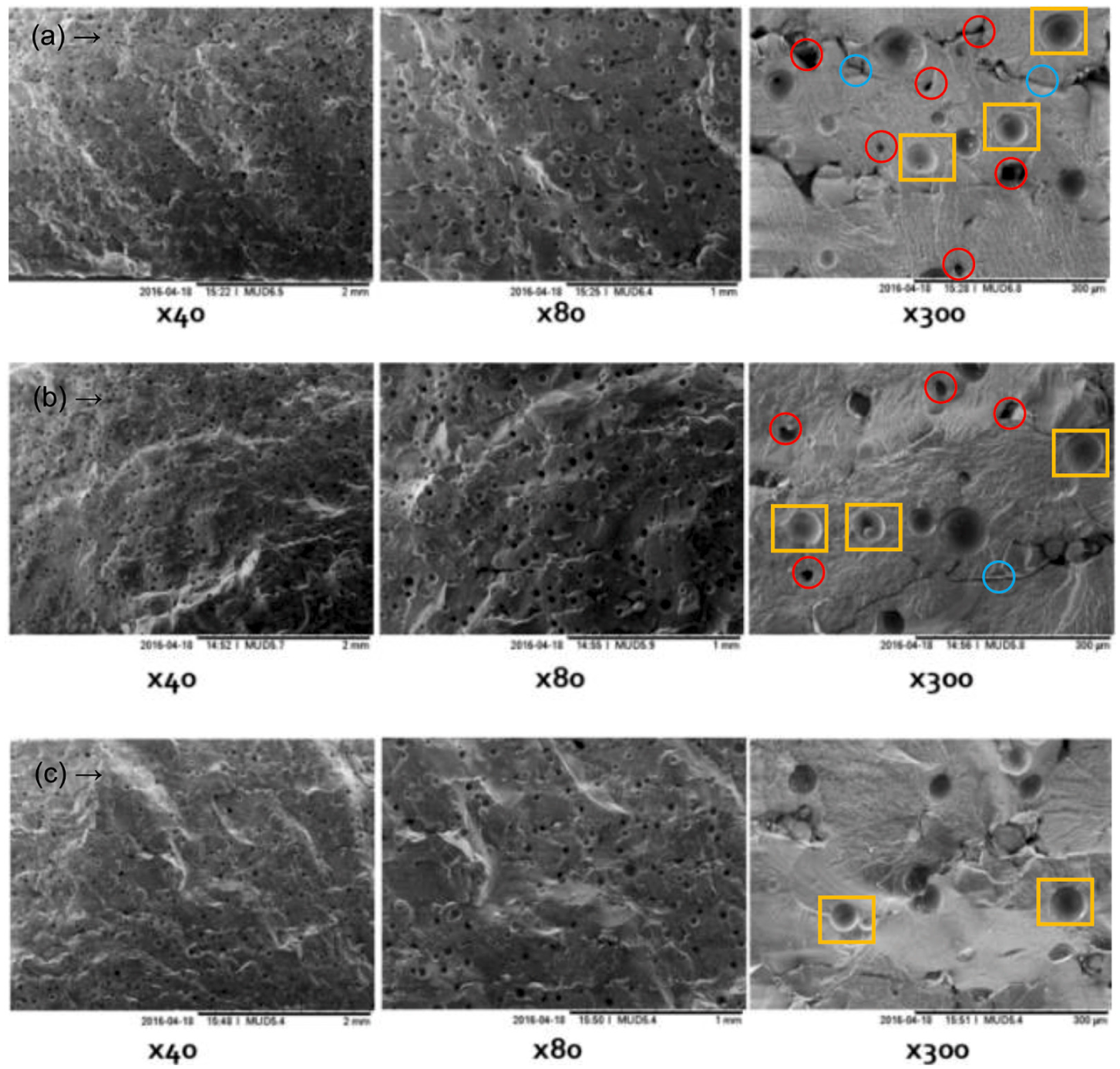
Series of SEM micrographs of fractured surface of tensile test specimens fabricated at print densities of (a) 2411 × 10−12 L/mm2, (b) 4219 × 10−12 L/mm2 and (c) 6027 × 10−12 L/mm2.
There was also a marked reduction in the number of partially melted particles as observed in the SEM micrographs. The appearance of the partially melted zones was similar to the micrographs obtained in the detailed studies by Majewski et al. 43 during processing of Nylon 12. The better conduction of heat from the RAM to the bulk of the PMMA powder was responsible for the better sintering of the polymer particles. The formation of pores is a more complex phenomenon, dependant on other parameters such as lamp power, lamp scan speed and preheat temperature. The RAM is deposited preferentially on the polymer powder in the form of a liquid ink. The infiltration of the ink into the porous bulk of the powder would lead to interaction between the liquid ink droplets and the PMMA powder. The liquid ink would pull the neighbouring polymer particles closer due to surface tension, thus reducing the inter-particle space, consequently leading to less porosity. Theoretical studies of the ability of an infiltrating liquid to potentially act as a ‘liquid bridge’ between two particles by Rabinovich et al. 44 and others indicate the possible role of the liquid RAM as a binder. 45
Cracking was clearly observed in the sintered parts having print densities of 2411 × 10−12 and 4219 × 10−12 L/mm2 particularly at a magnification of ×300 (demarcated using blue circles). This could be due to the overall brittle nature of the fabricated parts, visually concluded from the ridge marks in the images having ×40 magnification. Cracks were uncharacteristically absent in fractured section of the specimen fabricated with the highest print density of 6027 × 10−12. The reduced porosity and binding action of the RAM may be responsible for this improvement.
Conclusion
The study involved analysing the feasibility of using HSS as an AM technique for processing Colacryl TS 2241, a low molecular weight variant of PMMA into functional parts having comparable mechanical properties to other conventional AM processes such as laser sintering. The following points are presented as a summary of the work done:
Colacryl TS 2241 was found to be compatible with the HSS technique due to its low molecular weight and particle size, which encouraged particle coalescence and better sintering.
There was an improvement in the values of UTS (factor of 1.13 and 1.33) and EaB (factor of 1.26 and 1.66) with an increase in the print density with respect to the minimum value of RAM added. The HSS parts also had better mechanical properties as compared to laser sintering.
Porosity and the presence of partially melted zones were common phenomena present in all the fractured tensile test specimens independent of print density. However, porosity seemed to decrease with an increase in the print density. The ability of the RAM, in the form of an ink to act as an infiltrant in the bulk of the polymer and reduce the inter-particle spacing by virtue of surface tension, was credited for this improvement in porosity.
Specimens having the greatest print density also exhibited an absence of cracks on the surface which was there in other parts printed with lower amounts of RAM.
Footnotes
Acknowledgements
The authors would like to thank Lucite International Specialty Polymers & Resins Ltd for their support during this investigation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.