
Abstract
In recent years, the near net shape metal injection molding process combines desirable features of plastic injection molding and powder metallurgy processes to gain high strength-to-weight ratio for manufacturing complex-shaped parts. The metal injection molding process consists of mixing, molding, debinding, and sintering. Microwave processing has attracted much attention in global research because of its unique features such as its ability to heat and sinter a wide variety of metals and its significant advantages in energy efficiency, processing speed, and compatibility. Also, it presents few environmental risks and can produce refined microstructures. The injected samples to be sintered are composed of fine tool steel metal powder and binders, stearic acid, paraffin wax, low-density polyethylene, and polyethylene glycol (600). In recent years, microwave-assisted post-treatment is considered a novel method for processing green parts. In this work, the green parts are subjected to high-intensity microwave fields which operate at a frequency of 2.45 GHz. Metal injection molding compacts were sintered using multi-mode microwave radiation. The sintering of a metal injection molding compact by microwaves has hardly been reported. The metal injection molding compact showed better results than those produced by sintering with conventional heating. This study evaluates the effect of conventional sintering and microwave sintering on mechanical properties. By optimizing the sintering process, increased sintered hardness, a more homogeneous microstructure, and greater shrinkage were obtained using microwave-assisted sintering.
Introduction
The metal injection molding (MIM) process involves mixing the metal powders of a desired shape and size with a thermoplastic binder system to obtain the feedstock. A conventional injection molding machine forces the feedstock to fill the mold cavity, so as to obtain a green part. 1 During molding, the binder helps improve flowability and formability, and thereafter, the binders are removed to obtain high-density molded parts. The binders are removed by solvent extraction and later by thermal treatment in a furnace. The process proceeds from the “green part” to form an open porous product referred to as a “brown part.” In the MIM process, appropriate sintering conditions during the debinding stage ideally remove the binder and open up more channels that allow faster removal of high boiling point components. This ensures pore-free structures with better mechanical properties. 2 The process details of the MIM process are shown in Figure 1. 3 The residual binders are removed during the sintering phenomenon through the open pore channels of the parts. The densification of the particles by solid state diffusion begins during the sintering phenomenon, either by thermally induced atomic movements or by formation of a liquid phase and wetting particle surfaces. The MIM components shrink to their final dimension during sintering. Further finishing operations such as machining and secondary operations are optional.
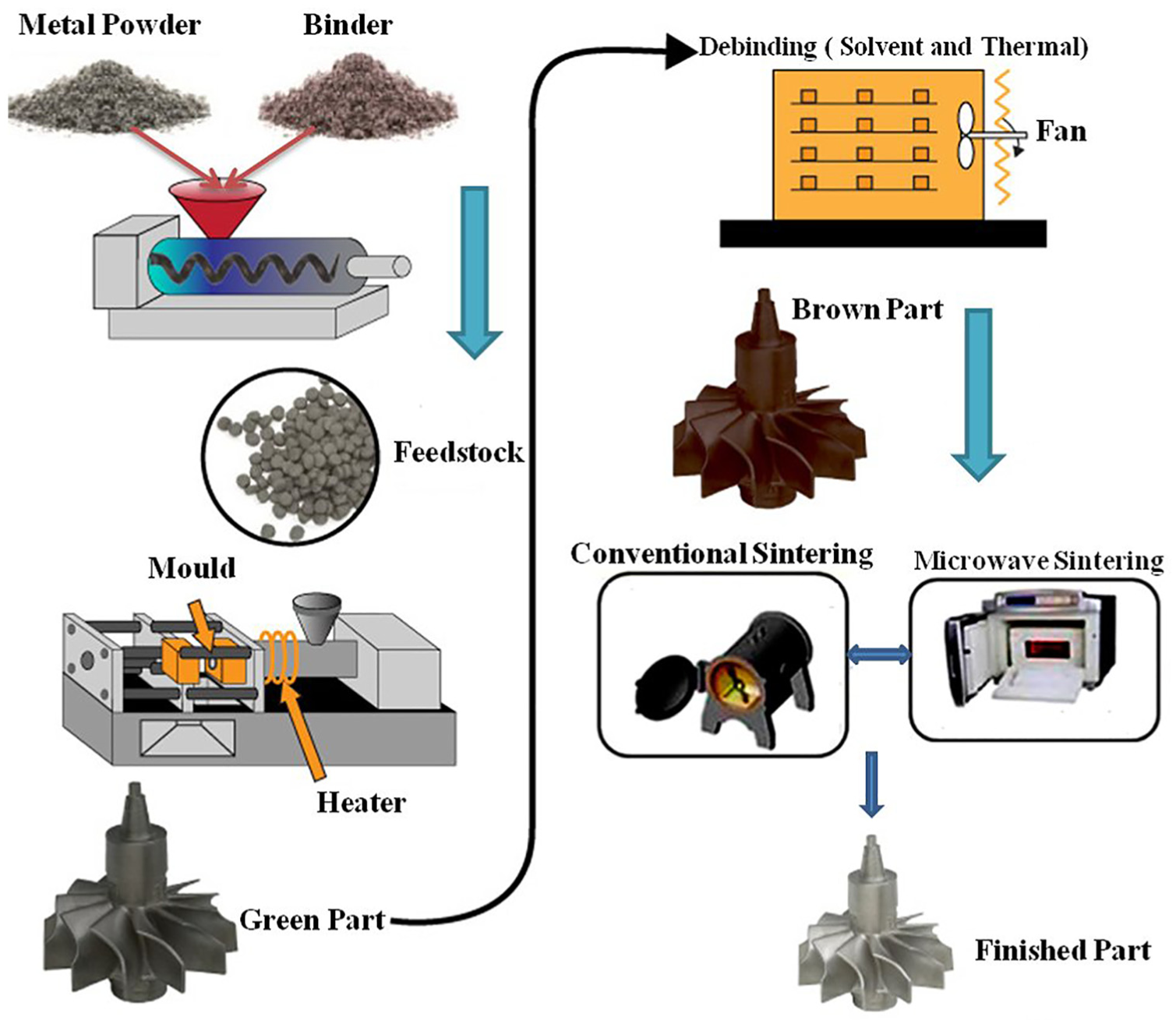
Metal injection molding processing steps with microwave sintering.
MIM offers significant technical benefits because the process manufactures materials possessing exciting tribological (with different alloy composition) properties that are difficult to fabricate otherwise.4,5
The MIM process not only provides intricate shapes but also high accuracy and high-performance properties in the final densified parts at costs comparable with mass production rates. The key advantages of this process are high sintered density, more complicated shapes, improved mechanical properties, and superior surface finishes when compared to the traditional powder metallurgy compacts. 6
Applications of MIM components are in orthodontic devices, medical and dental instruments, and in gun and armament parts. Typical automotive components such as fuel injector, turbocharger, and rocker arm components are also produced by MIM. 7
The various traditional methods for fabrication of metal components presently used in the industry are press sintering, casting, machining, and so on. 8 The major disadvantage of the traditional processes is that as the shape complexity increases, the unit cost also drastically increases. MIM offers design flexibility and complexity at low unit cost. Geometrically intricate parts can be processed in a single stage without secondary operations using the MIM process. These parts cannot be produced by a conventional powder materials route.9,10
Tungsten–cobalt alloys offer better mechanical strength and creep resistance at elevated temperatures in addition to better wear resistance.11,12 Therefore, these alloys are treated as ideal novel materials for work in a corrosive environment. In industries with a demand for high-performance broaches, milling cutters, reamers, and taps fulfill most of the requirements for these kinds of materials. 13 The major problem with handling this kind of material is hardness, because with harder materials it is more difficult to shape the metal parts to the desired dimensional accuracy with conventional machining and this leads to more material loss. 14 The generation of high amounts of complex molded parts combined with low or no material loss makes this strategy superior to alternate methods. 15
The use of microwaves to process absorbing materials was studied intensively in the 1970s and 1980s, 16 processing materials with microwave energy has opened up a new research area and it is being accepted by the manufacturing industries. 17 A microwave-assisted sintering process has been used to process composite and ceramic materials. 18 The microwave sintering phenomenon heats the sample by the technology provoked with the development of mobiles (i.e. ions, dipoles) inside the materials processed by microwaves. 19 Microwave electric field penetration is dependent on heating frequency. 20 Sintering of tool steel with microwave phenomenon offers better kinetics for sintering and reduces the sintering temperature to 210 °C. 21
Microwave sintering is recognized to attain better mechanical applications22,23 because it offers a reduction in sintering time and is vitally utilized. However, metallic materials are more attractive to microwaves, thereby a setup was developed with greater technical advantage. 24 In a metallic powder, the microwave passes through the pores present in the materials. 25 Extending the heating rate, namely, a microwave technique, has a greater impact on the grain structure and, in turn, on mechanical properties. 26
There is a significant technical advantage to examine the correlation between the regular and microwave sintering of tool steel MIM samples. Until now, there are no data available on MIM tool steel with the latest sintering (i.e. conventional and microwave assisted) methods. The initial setting of the sintering parameters is studied for the simple geometry and optimized for best density. The different sintering temperatures at varied heating rates allow the investigator to check the technical feasibility of obtaining the desired microstructures. Thereby, studying the microstructure with regard to grain size and its associated impact on the mechanical property (i.e. hardness) is of paramount importance with MIM parts.
Experimental procedure
Powder and binder
The metallic powder used in the study is tool steel. The thermoplastic binder considered for the experimental study consists of stearic acid (SA), polyethylene glycol (PEG) 600, low-density polyethylene (LDPE), and paraffin wax (PW).
Figure 2 shows the binders for feedstock preparation. Table 1 presents the binder composition and feedstock (i.e. wt%) of its ingredients.

Basic materials for preparation of the feedstock.
Composition of the feedstock for tool steel.
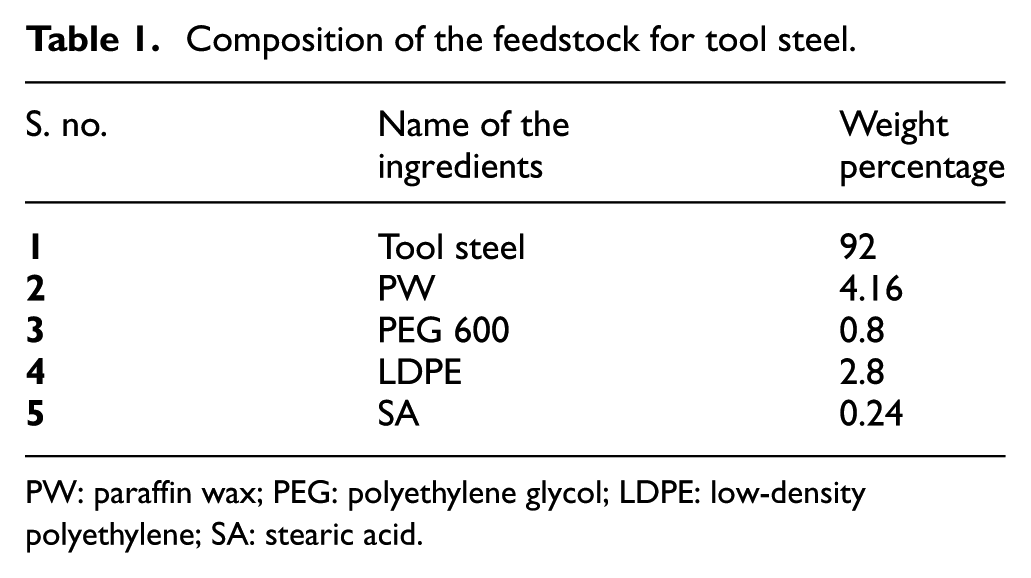
PW: paraffin wax; PEG: polyethylene glycol; LDPE: low-density polyethylene; SA: stearic acid.
The tool steel powder was provided by Innomet powders Hyderabad, India, and its associated chemical composition is given in Table 1. The average grain size of metal powders was estimated by utilizing the particle size analyzer. The average diameter values of metal powders corresponding to cumulative volume fractions of D10, D50, and D90 are 1.92, 7.24, and 12.91 µm, respectively (refer to Table 2). The powder shape and size were measured by a scanning electron microscope (SEM) and their observed irregular shape is presented in Figure 3.
Chemical composition of tool steel provided by Innomet powders Hyderabad.

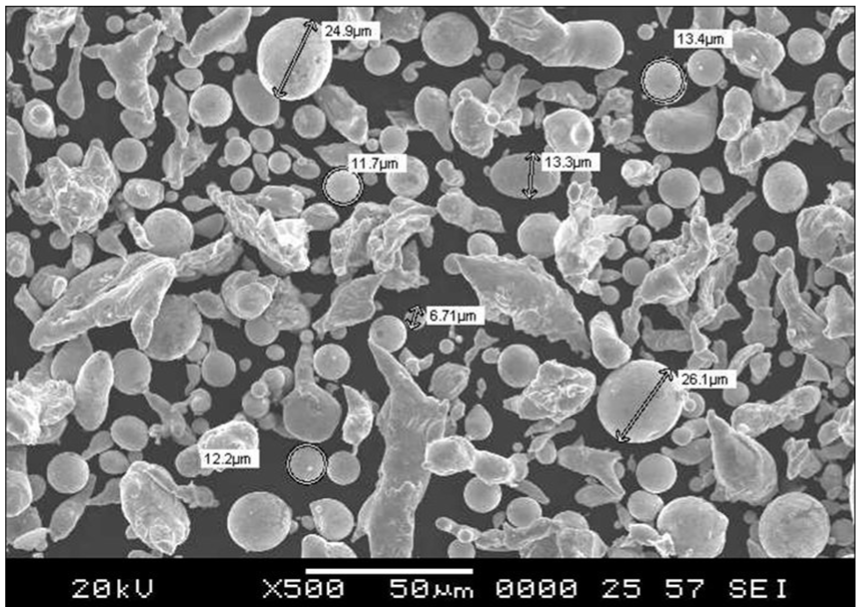
Tool steel powder morphology.
Hardened steels have been broadly utilized as part of an automobile gear or bearing and also in the tool and die industries. These wide applications are based on distinct characteristics such as high hardness and excellent wear resistance. Generally, a grinding process is employed to process hardened steels, and this results in low efficiency, high cost, and ecological pollution. 27
Preparation of feedstock
Metal powders and a thermoplastic binder are the primary raw materials used for the MIM process. The binder serves as an intermediate processing aid and later it is removed from the part using solution and thermal debinding processes. The blended powder and binder are mixed homogeneously and are worked to a plasticized shape at an elevated temperature utilizing a kneader or a shell roll extruder. Greater attention must be paid to the blending of metal powders with the binder. The blended powder mix must be free from porosity and agglomeration. Any problem during the mixing stage will carry forward for all subsequent stages. Furthermore, too little binder might not be sufficient to coat all of the metal powder and this initiates voids in the mixture, which poses difficulties in molding because of high feedstock viscosity. 28 On the contrary, excess binder leads to low molded strength and an inhomogeneous part which results in dimensional problems. Furthermore, use of excess binder could slow down the debinding process and might affect the part slump, which occurs when the particle migrates or settles during the debonding stage. 29 In subsequent stages, namely, sintering, there will be major changes in the dimensions of the part. The feedstock is prepared using a Sigma Z blade mixer.
To study the rheological properties, the viscosity of a feedstock has been measured using a rotational rheometer (Make: MCR501 Anton Paar, Austria). Debinding of the injection molded specimen was carried out using a furnace in two steps, namely, solvent debinding and thermal debinding processes. Solvent debinding is done after submerging the molded specimen in an n-hexane (C6H14) bath and heating the solution bath to less than the PW melting temperature, wherein most of the thermoplastic binder (PEG-600, PW, and SA) are removed in the n-hexane bath. Later, thermal debinding was performed to remove the remaining binder present (if any) from the molded specimen. Solvent debinding was conducted at different drying temperatures and times available in the oven. After a successful debinding process, the parts are removed from the n-hexane bath and further dried for 2 h at 40 °C in a drying oven (DASS and Co-Howrah). Subsequently, a tube type furnace (Make: DASS and Co.—Howrah, Model No.: EN120 QT) which can operate at a fixed heating rate of 1 °C/min for a predetermined time and temperature in a hydrogen atmosphere helped to conduct the thermal debinding process.
Conventional sintering
The MIM samples sintered in a high vacuum furnace and conventional sintering cycle are shown in Figure 4. The samples were maintained at different temperatures (i.e. 1000 °C, 1100 °C, and 1280 °C) in the vacuum furnace for 1 h to attain the highest possible density in the parts. Later, the specimen was allowed to cool inside the oven for the next 5 h. The well-known Archimedes’ technique was employed to determine the density of the samples prepared at different temperatures. Furthermore, the specimens were etched with the primary goal of knowing the microstructure (specifically the grain distribution) which was obtained on different samples using a magnifying lens (i.e. scanning electron microscopy). Moreover, the mechanical property (i.e. hardness) on the prepared samples was examined with the help of a Vickers microhardness tester on an Omnitech with a load of 1000 g.
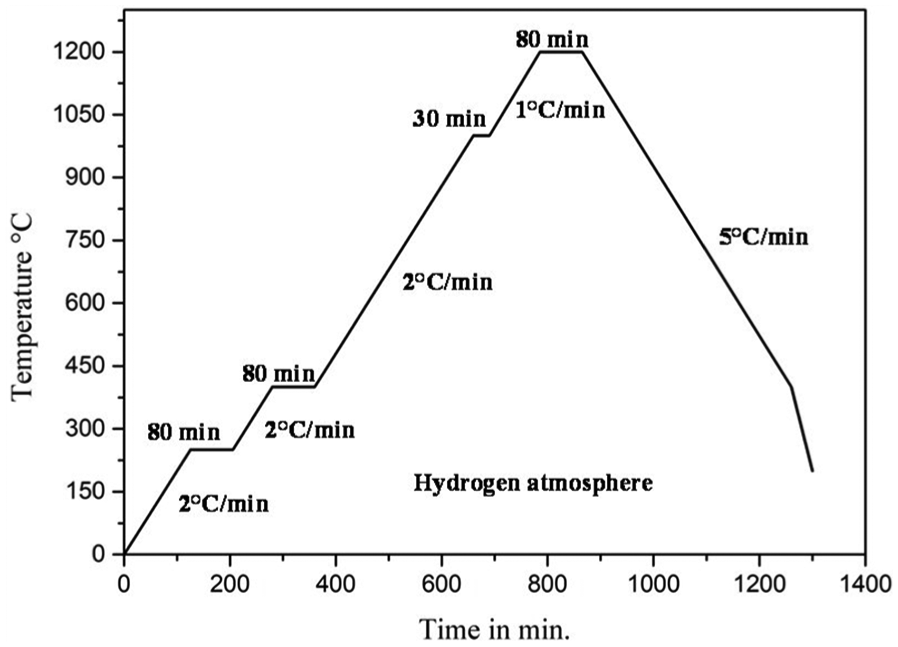
Conventional sintering cycle.
Microwave sintering
The sintering process was conducted for the treated samples with a microwave furnace fabricated by VB ceramics production, Chennai. Figure 5 shows the setup of the microwave sintering process. The specimens are brought into the chamber made out of a quartz tube and situated an alumina tube in front of the microwave source. A vacuum pump and different inlets of gas control the air present inside the chamber. In this work, argon gas was utilized and to be ionized. 30 The microwave energy was set within a range between 0.1 and 3 kW. The microwave energy source creates a plasma inside the quartz tube, which serves as a dielectric. The electric field of the microwaves is transmitted between the waveguide and tube which consumes electric field by the plasma. The guideline creates and holds up a plasma section of a specific length, which is primarily dependent on the pressure, power, and nature of gas. The rate that the plasma flame reaches an elevated temperature depends on the gas used. 31
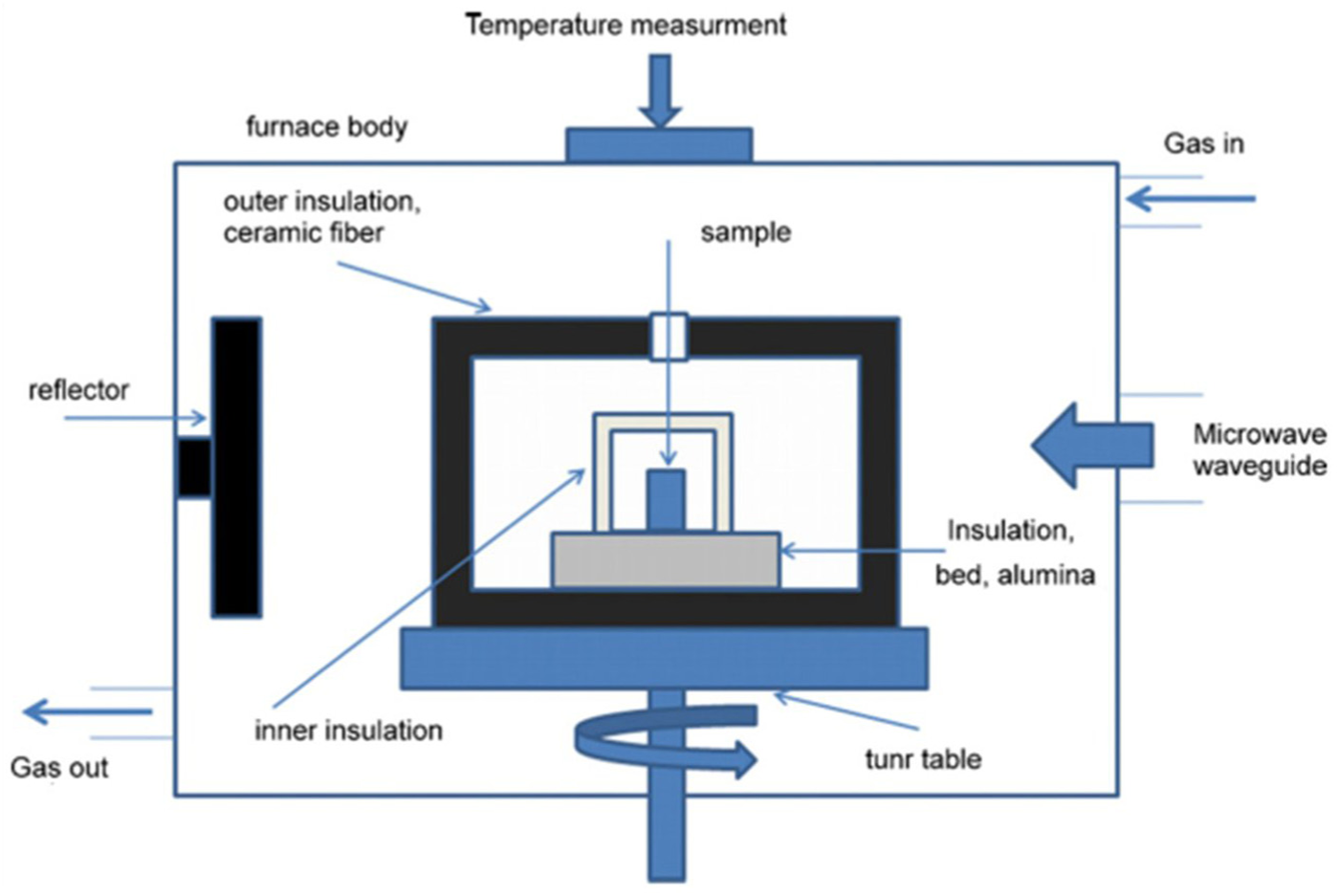
Schematic of the experimental setup used for microwave sintering.
The microwave sintering equipment was designed to maintain the temperature at approximately 2500 °C. The heating rate and the temperature maintained during the sintering process rely primarily on the flame length and the distance from the specimen. In microwave sintering, the appropriation of porosity inside the material is of paramount importance 32 in order to obtain the technical benefit of the empty spaces created after the polymer is degraded. After microwave sintering, the specimens are treated to debinding with a water solution. The temperature is maintained at around 500 °C and is held for a specified duration (around 30 min) under a power below 0.3 kW and an attempt is made to restrict the heating rate by maintaining a strategic distance from overpressure inside the specimen. At the end of debinding, the microwave energy source tends to increase in the order of 100 °C consistently, until it reaches around 1280 °C within a certain time.
Results and discussion
Rheological study
The rheological characteristics were studied at four different temperatures in the range of 140 °C–170 °C with a step interval of 2 °C in the rotational rheometer. In a rotational rheometer, the two factors to be considered during a viscosity measurement are to maintain a small gap (approximately 50 µm) between the two parallel plates in order to eliminate the initial secondary flows and to establish good control over a shear rate that minimizes viscous heating.
In the MIM process, uniform filling into the mold is dependent on steady flow, which in turn is dependent on the feedstock rheological properties (i.e. viscosity). Figure 6 shows the pilot experiments that were conducted to know the viscosity and its shear sensitivity at different temperatures. The results showed an increase in shear rate with a decrease in viscosity. This might occur because the fine powder particles are augmented to smaller interstitial spaces compared to a coarse powder size, and this increases interparticle friction. Furthermore, the fine powder particle has a large surface contact area when bombarded with neighboring particles. It is important to note that a sudden change in the viscosity of molded parts results in cracking and distortion. 33
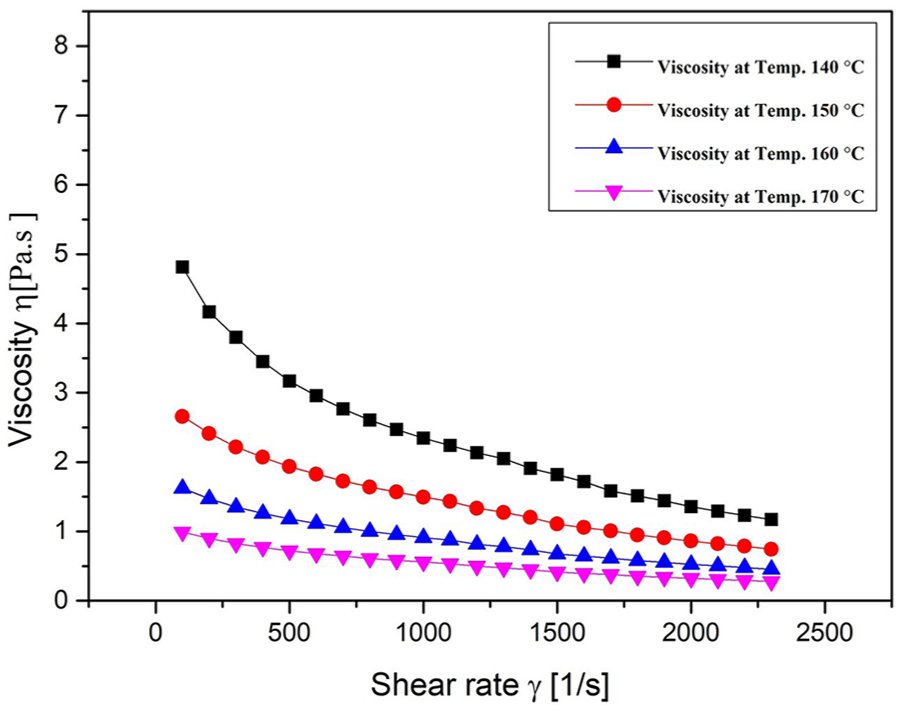
Rheological behavior of tool steel feedstock at different temperatures.
Conventional sintering of a tool steel MIM sample
Thermal debonded compacts were sintered in this work. The results proved that sample density increases with an increase in temperature, but after obtaining the liquid phase, the shape and size of the compact parts start to distort. 34 A controlled atmosphere (i.e. pure hydrogen) is maintained to avoid oxidation at elevated temperatures (e.g. 1280 °C) during the sintering process. During sintering cycle, the heating rate is varied from 1 °C/min to 5 °C/min with sufficient soaking time provided to remove any binders present in the compact and further to stabilize the furnace temperature. A constant heating rate (say 2 °C/min) is maintained until the temperature reaches 1000 °C and meanwhile soaking times of 80, 80, and 30 min are maintained for a temperature of 250 °C, 400 °C, and 1000 °C, respectively. Later on, a 1 °C/min constant heating rate was maintained until the temperature reached 1000 °C, 1100 °C, and 1280 °C in order to obtain high-density samples. A rate of 5 °C/min was adopted during the cooling cycle to 200 °C followed by furnace cooling. The significance of the cooling cycle is to restrict the tensile specimen from distortion due to an abrupt change (i.e. uneven decrease) in the temperature.
The MIM specimen sintered at 1280 °C is shown in Figure 7. It is observed that the tool steel microstructural characteristic shows a fishbone structure at different temperatures. Powder particles are bonded together in combination with isolated pores, which are separated from the grain boundary as shown in Figure 8.
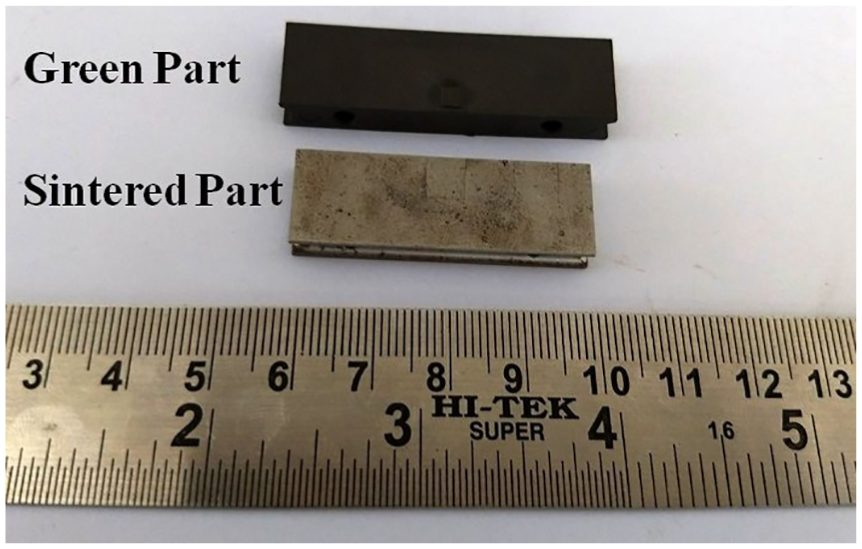
Metal injection molded green part and sintered part.
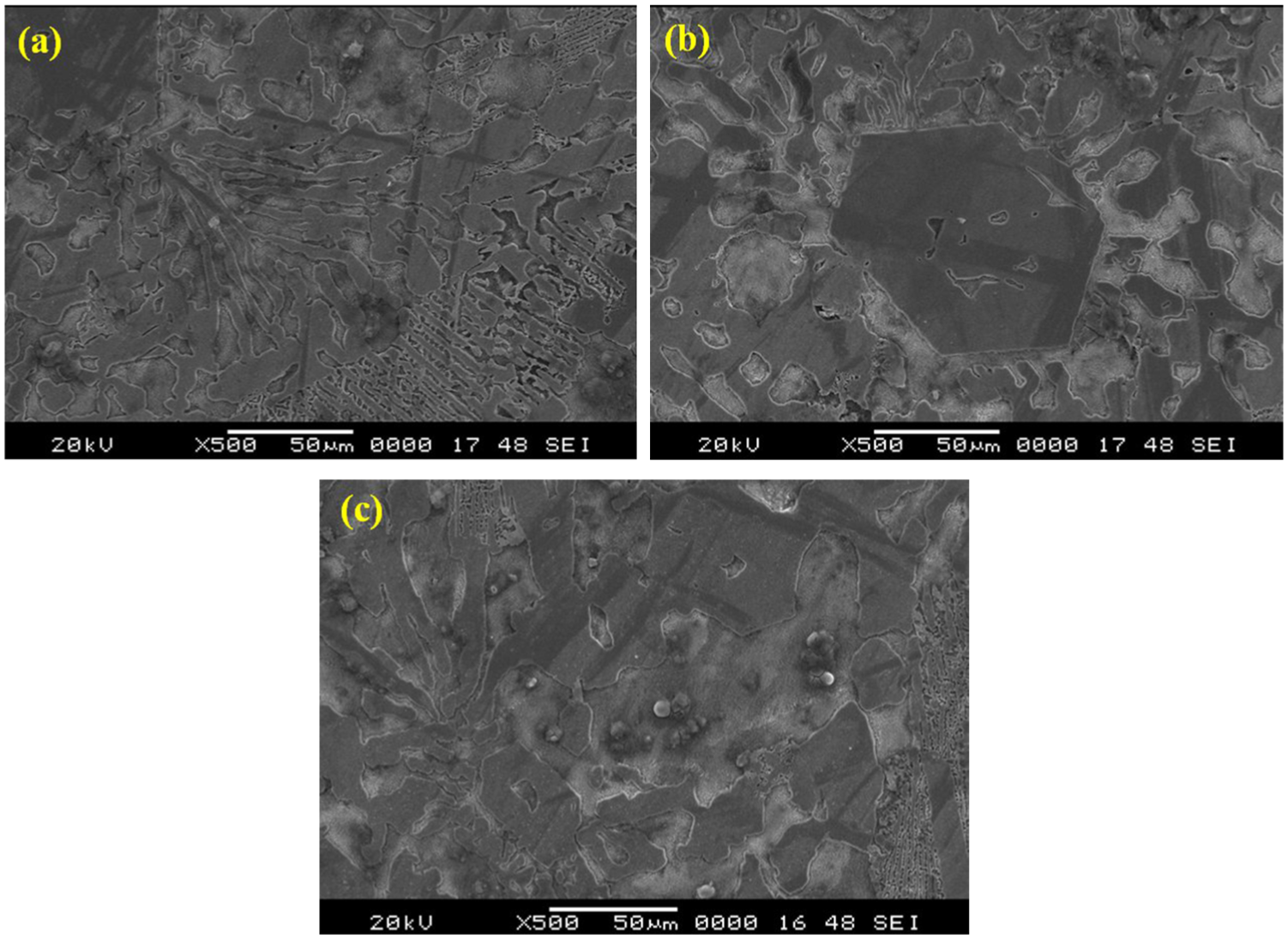
Micrograph of tool steel under different sintering conditions: (a) 1000 °C, (b) 1100 °C, and (c) 1280 °C.
A sintering process carried out on the specimen by maintaining the temperature at 1280 °C produced herringbone morphologies, due to the formation of the liquid phase. The powder initiates the formation of necks between the particles at 1000 °C. Furthermore, the average grain size tends to vary with an increase in temperature; it increases from 10 to 32 µm at 1100 °C to 45 µm at 1280 °C. This enables the specimen to open up the pores in between the grains.
Microwave sintering of MIM specimen
After the successful debinding process for about 30 min, the parts of MIM are subjected to a heating rate of around 100 °C/min until the specimen attains a temperature of 1280 °C. Figure 9 shows the microstructure of the sample acquired after a sintering time of 30, 40, and 60 min. After 30 min of sintering time, there is a great change in the distribution of grains and their associated size from 20 to 40 µm. The developing behavior of the grains seems to be like the heat treatment method at low temperature.
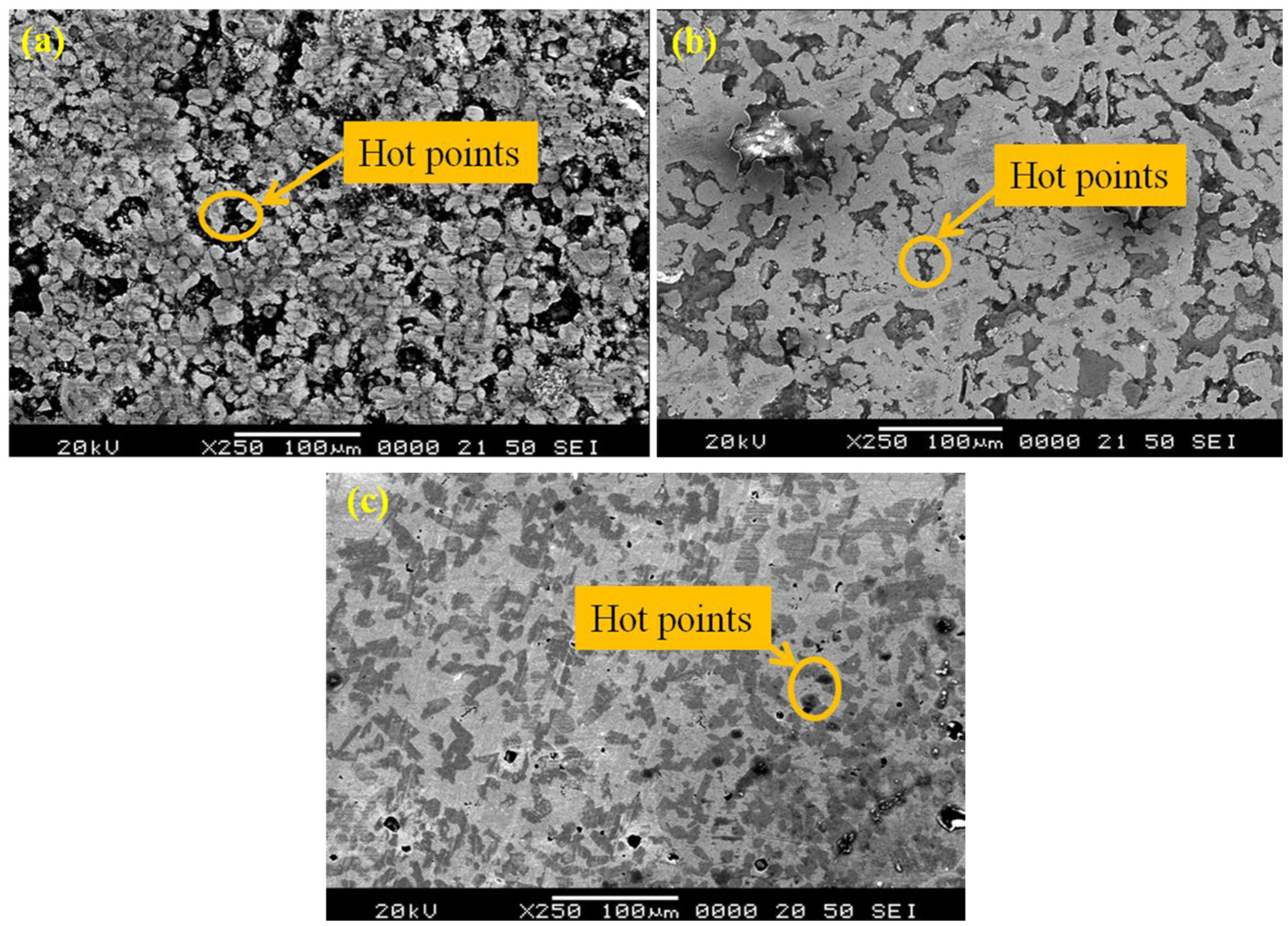
Micrograph of tool steel in microwave sintered conditions: (a) 1000 °C, (b) 1100 °C, and (c) 1280 °C.
Nevertheless, the proportion of large and small grains is not the same and is seen to be different for all the materials. The observation showed the development of hot points on a few specimens that were taken after a strange growth of the grains. The development of hot points is explained by attaining a local critical temperature where the material begins to stay. This might occur because excess energy supplied to the material by the microwaves causes this phenomenon.
Following 1 h of sintering, the micrographs show that there are more homogeneous grains. A few splits can be seen at first glance. During the debinding stage, an increase in the heating rate tends to deteriorate the shape of parts/specimens. Thereby, when the specimen attained the sintering temperature point, the power is expected to keep steady to maintain a constant temperature. After few minutes, considerably more power is required to attain the maximum of 3 kW for the hardware. To complete 1 h of sintering time, it was insufficient to continue at this temperature. The porosities obtained explained the impact of sintering time and temperature. Due to the absence of observed porosities, it was extremely difficult for the microwaves to penetrate the specimen and higher power was expected to constrict the way or path.
Correlation between microwave and conventional sintering approaches
The density and hardness of MIM specimens are correlated between the conventional and microwave-assisted sintering conditions. Conventionally sintered specimens resulted in comparatively lower density compared to microwave sintering. The higher density in microwave sintering is explained by the commitment to utilize the low pressure during the test. Therefore, there is a greater probability to improve the density of the powder. Thereafter, microwave sintering offers better hardness compared to conventional methods. Furthermore, quick heating capability at low sintering time offers better grain size as per the Hall–Petch effect, that is, low grain size could always have resulted in better yield pressure abilities. 35
Conventional sintering offers low hardness values due to the influence of two variables. The first might be due to the splits observed on the specimen surface as a result of excessive debinding and hot points framed inside the specimen during the sintering. Microwave sintering is much faster because of better energy utilization. Furthermore, microwave sintering of tool steel requires half of the sintering time that is needed for the conventional sintering method.
Characteristics of sintered compact
A dimensional change in the specimen occurs as a result of binder elimination and particle bonding during the thermal debinding and sintering process. 36 Linear shrinkage (ΔL/Li ) occurs as a result of a dimensional change in a part. The term ΔL represents the geometry difference between the sintered and the injection molded specimen. Li refers to the original (i.e. initial or actual) dimension of the molded specimen. It is noteworthy that the linear shrinkage which occurs in most of the metal injection molded parts varies in the range of 18%–21%. 37 Ideally, the shrinkage occurs equally in all possible directions, whereas in this work, the part shrinkage is different in all (i.e. X, Y, Z) directions. The segregation of the powder and binder phases in the specimen during the injection stage is attributed to variation in shrinkage. In the widthwise direction, the part experiences more variation in shrinkage when compared to the shrinkage in length and thickness. In this study of tool steel material, higher linear shrinkage is measured. The results showed that coarse powder particles produce higher green density and lower values of linear shrinkage.
The well-known Archimedes’ principle was used to record the experimental density value of a sintered part (refer to Table 3). Vickers microhardness values were estimated on the core region of the cross-sectional area of a tensile sample. Prior to microhardness measurement, an area of the test sample was polished to remove any unwanted materials present and ensure accurate measurement. A summary of the average values of microhardness test samples is presented in Table 3. It is interesting to note that the maximum hardness value was attained at a sintering temperature of 1280 °C. During the thermal cycle in microwave sintering, the solid–liquid mixture occurs as a result of melting the particles during the liquid phase sintering. Moreover, the density of the part improved when the coarse powder was compacted at the higher sintering temperature. This occurs as a result of the small surface area that could remove the liquid phase in the compact.
Summary results of different sintering methods.
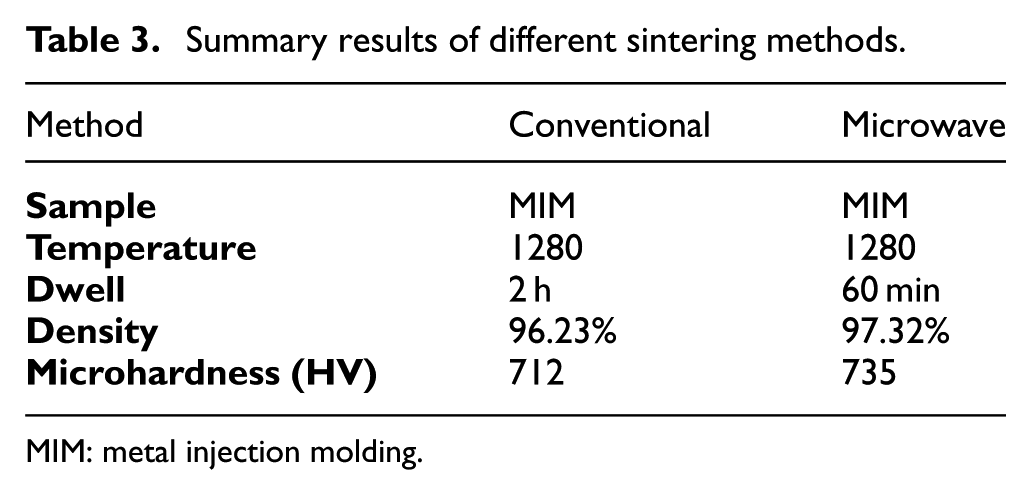
MIM: metal injection molding.
Conclusion
A binder combination was successfully employed for fabrication of a tool steel MIM component with debinding and sintering accomplished by conventional and microwave methods.
The sintering behavior of tool steel with the two distinct methods (i.e. conventional and microwave) of sintering was examined. Microwave-assisted sintering of tool steel powder offers superior properties (i.e. hardness and density) compared to conventional sintering methods because it produces smaller grain size.
The goal of the study was to attain an MIM specimen by microwave sintering methods while maintaining the shape produced by injection molding. The objective was to preserve the specimen shape while enhancing the mechanical properties.
The results showed that microwave sintering offers significant technical benefits compared to conventional sintering methods. Furthermore, it is additionally the equipment which is the harder to use with a specific end goal to retain the shape of the molded specimen. The microwave sintering offers inferior results compared to conventional sintering method, by streamlining the power factors. This occurs due to less demand to acquire proportionate properties without having the issues with the shape of the MIM sample.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.