
Abstract
Single-point diamond flycutting is an important technology for cutting flat KH2PO4 (potassium dihydrogen phosphate) crystals of large size. However, there always exist some undesirable waviness errors on the machined surface, which can directly reduce the optical performance of the potassium dihydrogen phosphate crystals. This article presents a kind of low-frequency waviness errors with wavelength about 26 mm along the feeding direction in single-point diamond flycutting, which has not been described yet. In order to find the main source of the mentioned waviness errors, the relationship between the displacement of the cutting tool and the aerostatic pressure was quantitatively studied for the first time. And then, surface simulation considering the aerostatic pressure fluctuations was carried out based on the relationship. Besides, a novel method that can achieve online submicron feeding along axial direction in single-point diamond flycutting without complex structure was proposed considering the spindle motion errors, the spindle dynamic characteristics and the aerostatic pressure. The experimental results validate that the mentioned waviness errors are mainly generated by the bolt stretched phenomenon and deformation of the big disk flycutting head due to the aerostatic pressure fluctuations. And the proposed method can achieve a cutting depth of about 120 nm when the aerostatic pressure increases from 0.52 to 0.56 MPa, which can reduce the cutting force and is beneficial for the performance of single-point diamond flycutting.
Introduction
The potassium dihydrogen phosphate (KDP) crystals are widely used in high-power laser system due to its special optical quality, for example, high laser–induced damage threshold, fine light transmissivity and achieving flat crystals with large size easily.1–3 This material is recognized as one of the most difficult-to-cut materials in the world, and single-point diamond flycutting (SPDF) is the most useful technique for generating such flat KDP crystals with large size up to 415 mm × 415 mm when compared with traditional process such as grinding and polishing.4,5 However, unreasonable surface defects are found after measuring the generated surface of KDP crystals by adopting SPDF.
As surface topography is an important criterion to evaluate the quality of the machined surface, many researchers have adopted different methods to investigate the process characteristics and enhance the surface quality.6–8 The surface defects in SPDF, which always presented as waviness errors along two different directions (cutting direction and feeding direction), have attracted a lot of attention. As for the waviness errors along cutting direction, Yang et al. 9 studied the waviness errors (amplitude of about 40 nm and wavelength of about 18 mm) by combining the dynamic finite element analysis of the spindle and the cutting force. Wang et al. 10 studied a similar waviness error (amplitude of about 30 nm, wavelength of about 15 mm) by analyzing the dynamic behavior of the spindle following the intermittent cutting process. They both found the main source of those waviness errors they mentioned and pointed out that the spindle dynamic characteristics and the cutting force both play important roles in the generation of the waviness errors. Liang and colleagues11–13 studied the waviness error with wavelength larger than 33 mm based on the dynamics analysis of the machine tool and pointed out that the vibration of the tool-machine-workpiece system is the main source of those waviness errors. Gao et al. 14 investigated the waviness errors (amplitude of about 12 nm and wavelength in the range of 8–30 mm) based on large eddy simulation model, and the unsteady airflow of the spindle was demonstrated as the main source of the errors. As for the waviness errors along feeding direction, An et al. 15 studied the waviness errors (amplitude of about 0.1 μm, wavelength of about 100 nm) based on the tilting motions of the spindle. The investigation indicated that the waviness errors were caused by the dynamic characteristics of the spindle. Li and colleagues16,17 investigated the waviness errors (amplitude of about 0.2 μm and wavelength of about 100 μm) by combining the Fourier modal theory and power spectrum method. They found that the waviness errors were caused by some intrinsic vibration elements of the machine. Chen et al. 18 analyzed the waviness errors (amplitude of about 10 nm and wavelength of about 1 mm), and the oil pressure fluctuations of the hydrostatic slide was demonstrated to be the main reason. And the relationship of oil source pressure fluctuation and waviness errors was further studied by Gao et al. 19 These studies have pointed out that the cutting force, the spindle and the pressure system greatly influence the SPDF process, which can provide theoretical basis for the improvement of SPDF. However, some new waviness errors along the feeding direction are found in the machined surfaces recently, which are rarely mentioned yet. These new waviness errors have an amplitude of about 45 nm and a wavelength of about 26 mm. The waviness errors greatly influence the optical performance of KDP and should be restricted.
Aerostatic bearing spindle is a major component of SPDF machine tool, and it greatly influences the machining process. 20 Much work has been done focusing on the measurement of spindle motion error, 21 spindle dynamic characteristics, 22 the interaction effect of the fluid–structure 23 and the motor eccentricity effect. 24 However, the influence of the aerostatic pressure on the surface generation which plays an important role in SPDF is rarely discussed. The spindle of SPDF machine tool contains a big disk flycutting head, and a diamond cutting tool is firmly clamped on the flycutting head edge. Thus, SPDF can directly remove workpiece material nearly from one direction reducing the influence of anisotropy of KDP crystals. However, the fluctuation of the high-pressure air film will cause the deformation of the aerostatic bearing spindle, thus generating the undesirable motion errors of the cutting tool and machined surface. In addition, the traditional feeding mechanism along axial direction in SPDF can only achieve micron level which surpasses the brittle ductile transition depth of the KDP crystals a lot and the adjustment is a kind of manual control which needs to be further improved. 25
In this article, the aerostatic pressure fluctuations are demonstrated to be the main source to cause the mentioned waviness errors by quantitatively studying the relationship between the displacement of cutting tool and the aerostatic pressure. Besides, the surface generation simulation considering the aerostatic pressure fluctuations is achieved. Furthermore, a novel method that can achieve online submicron feeding along axial direction in SPDF is proposed considering the influence of the spindle error motion and spindle dynamic characteristic. Experimental results validate the proposed method can achieve a cutting depth of about 120 nm which can reduce the cutting force and benefit achieving crack-free surface.
Methods and experiments
In this article, experiments are carried out on a special SPDF machine tool shown in Figure 1. The SPDF machine tool adopts vertical structure, and its spindle which adopts a double-thrust structure is supported by ultra-precision aerostatic bearing and driven by a direct current motor to guarantee precision rotation. The double-thrust are clamped on the spindle by bolts, and a diamond cutting tool is fixed on the edge of the bottom thrust (i.e. big disk flycutting head). The workpiece is fixed on the hydrostatic slide by a vacuum. And the slide is driven by a linear motor with excellent slow feeding performance. During SPDF process, the diamond cutting tool rotates with the spindle and removes materials from the KDP crystals surface directly.
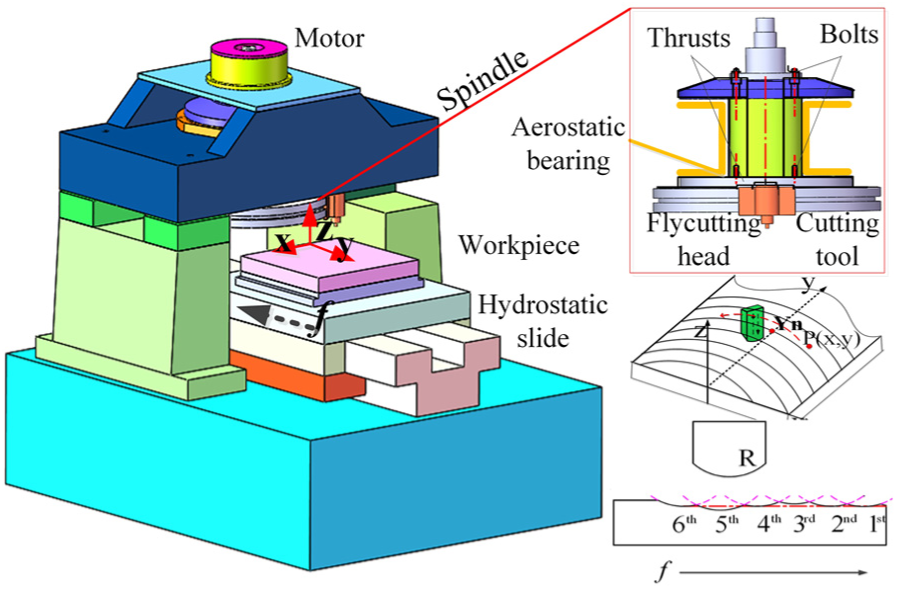
Diagram of the special SPDF machine tool and the flycutting process.
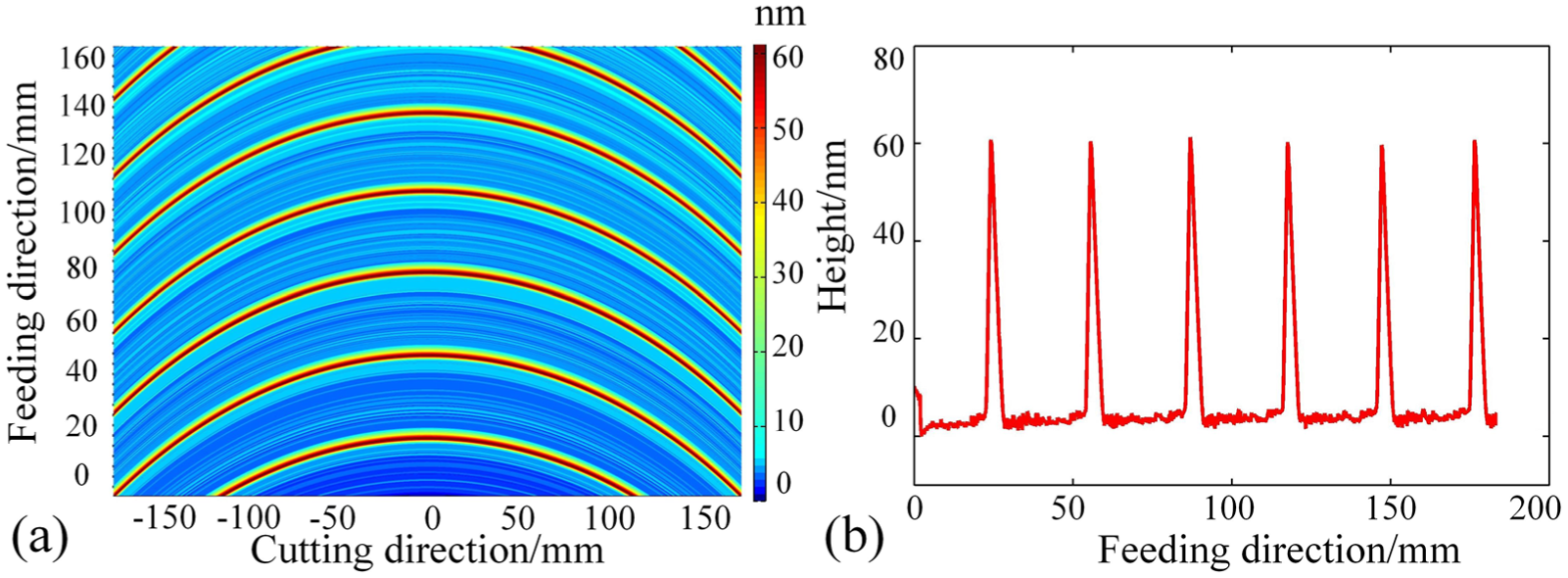
A laser interferometer (INF600LP-WM) with a maximum measurement diameter of 600 mm is used to measure the surface topographies. In recent experiments, some new waviness errors along the feeding direction are found in the machined KDP crystals surface adopting the following cutting parameters which are applied for finish-cutting: cutting depth of about 3 μm, feeding speed of about 70 μm/s and spindle rotation speed of about 360 r/min. The measured three-dimensional (3D) topography and two-dimensional (2D) lateral of the machined surface with these waviness errors along the feeding direction is shown in Figure 2. It can be observed that the amplitude and wavelength of the waviness errors are about 45 and 26 mm, respectively. The time period of the mentioned waviness errors is about 6 min, which is a kind of low-frequency waviness errors and may be caused by the aerostatic pressure after preliminary analysis.
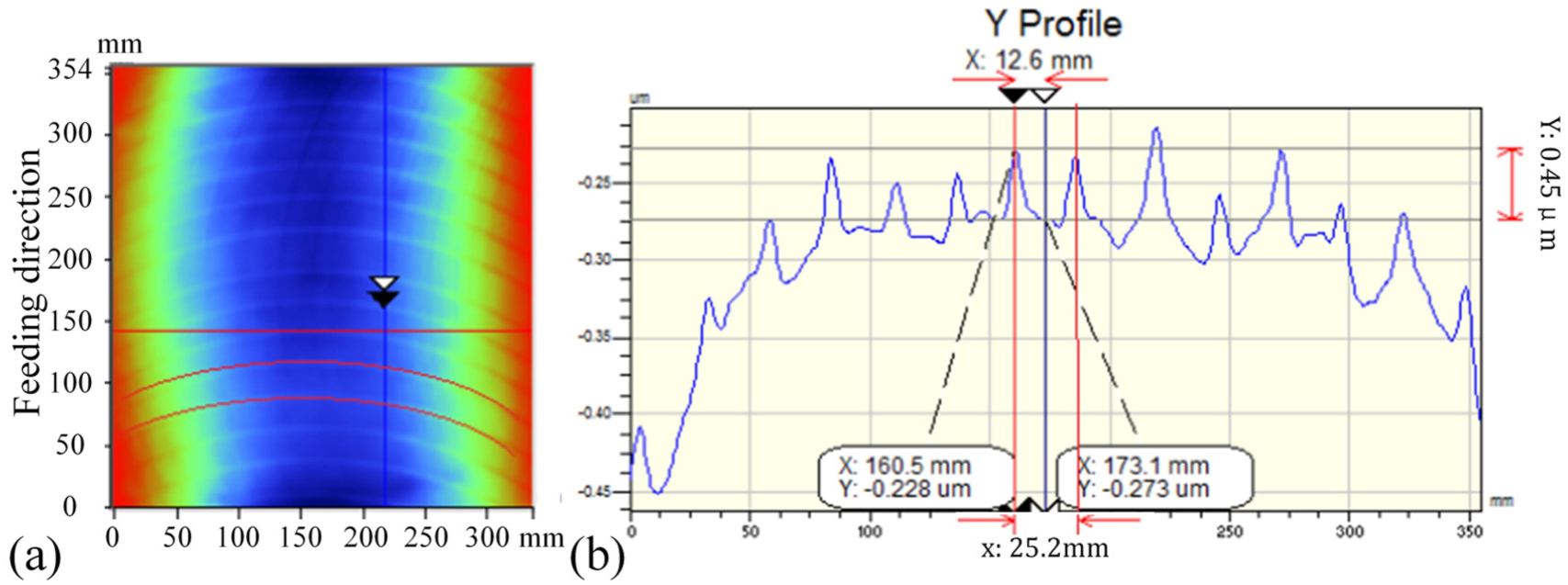
Measured results of the waviness errors along feeding direction: (a) 3D topography and (b) 2D lateral.
Thus, a pressure fluctuations recorder (PACE 1000) is used to measure the aerostatic pressure that is put into the spindle system, and the measured result is shown in Figure 3. It can be observed that the aerostatic pressure presented periodical fluctuation though constant pressure is set as 0.56 MPa for the spindle. The aerostatic pressure keeps almost stable at the beginning 5 min, then suddenly decreases from 0.56 to 0.543 MPa and then recovers to 0.56 MPa in every 6 min, showing the same period as the mentioned waviness errors. This indicates that the aerostatic pressure plays a major role in the generation of the mentioned waviness errors. The spindle adopts double-thrust structure. When the aerostatic pressure decreases, the thickness of aerostatic bearing will reduce and the spindle will drop down. However, the machining results present opposite trend, that is, the generated surface height increases when the aerostatic pressure decreases, which is confusing and is rarely discussed in the previous researches. The spindle cannot be simply regarded as a rigid body in SPDF when the working condition changes, and the inherent reason may be the deformation which should be further studied.
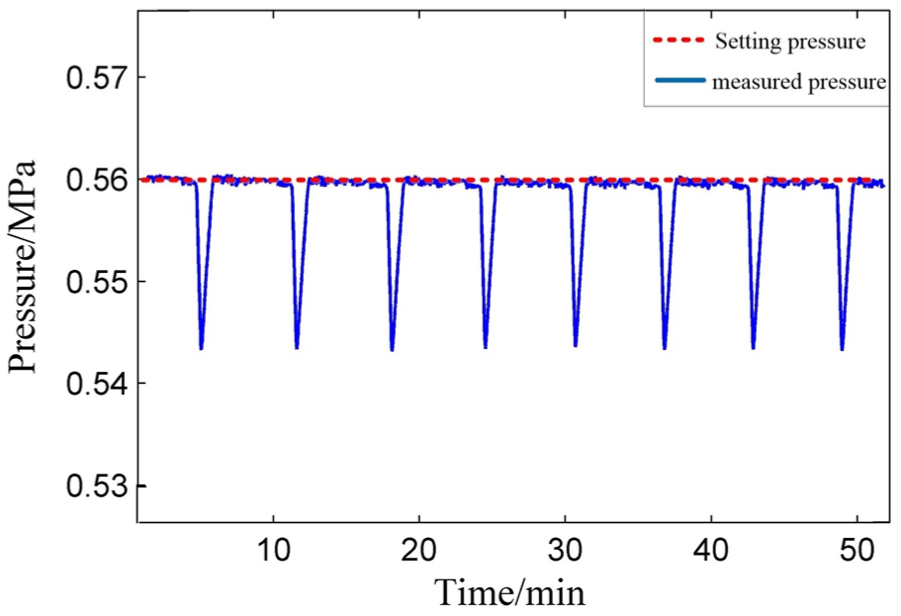
Measured result of the aerostatic pressure fluctuations.
In order to identify the influence of the aerostatic pressure, three capacitive displacement sensors (CPL290) with high precision of about 2 nm are used to measure the displacement of the point near the cutting tool, the top thrust center and the bottom thrust center shown in Figure 4(a), respectively. The measured results are shown in Figure 5. It can be observed that the top thrust center rises and the rising rate slows down when the aerostatic pressure increases from 0.2 to 0.6 MPa. The test points near the cutting tool and the bottom thrust center rise at first and then drop down when the aerostatic pressure increases from 0.2 to 0.6 MPa. And the amount of distance that the spindle top center rising up is bigger than that of the spindle bottom center, which means that the spindle is axially stretched mainly due to the stretched bolts that connect the thrusts and the spindle. And the total stretched length is about 4 μm when the aerostatic pressure increases to 0.6 MPa, which is nearly 20% of the previous designed film. It will greatly influence the air film thickness of the aerostatic bearing which plays a very important role in the stiffness and the carrying capacity. Thus, this stretch phenomenon should be seriously considered when we design a double-thrusting spindle.
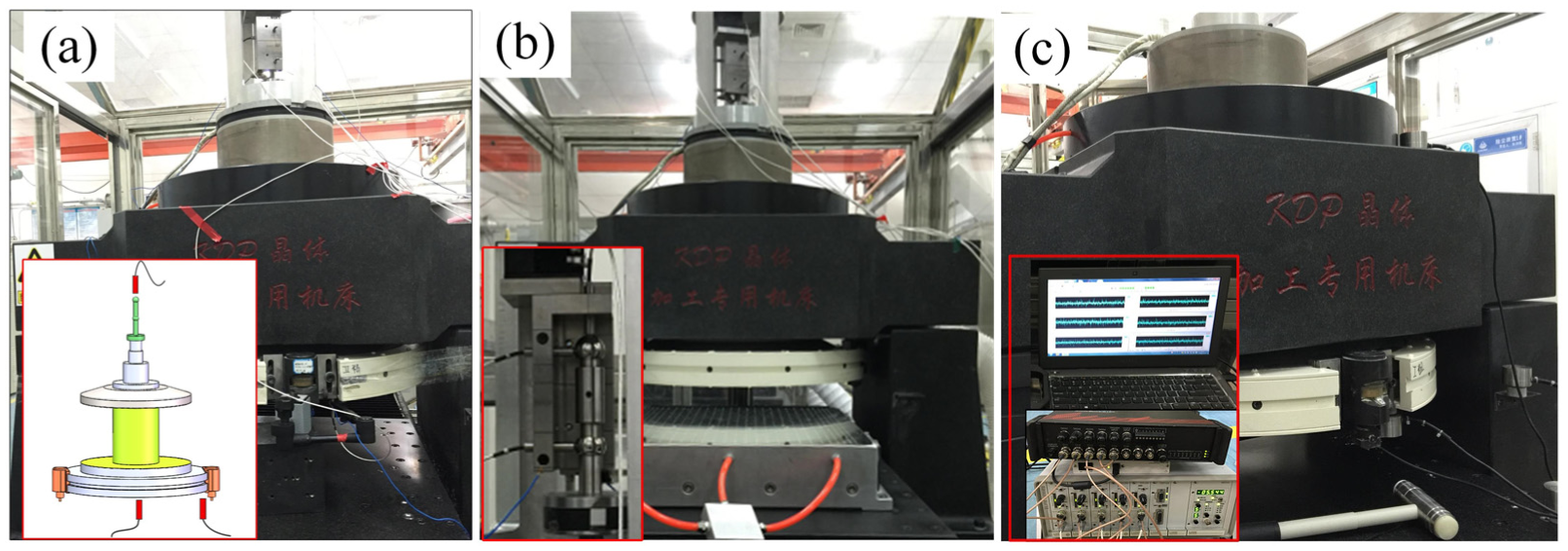
Experiments setup: (a) deformation influenced by the aerostatic pressure fluctuation, (b) spindle motion errors and (c) dynamic characteristics of the spindle.
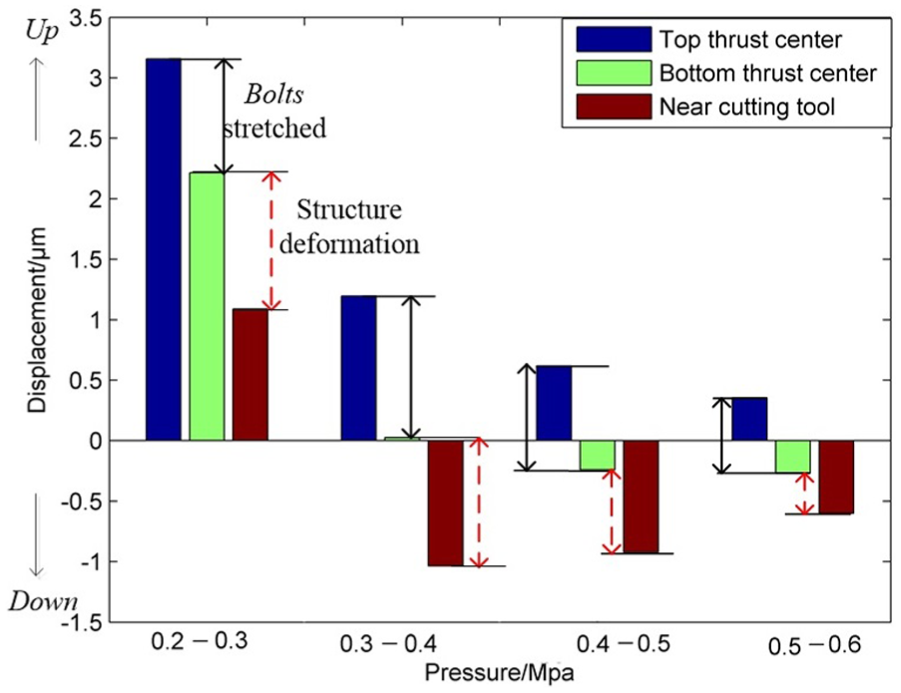
The displacements of the point near the cutting tool, the top thrust center and the bottom thrust center with the change in aerostatic pressure.
Besides, the test point near the cutting tool drops down compared with the bottom thrust center, which means that a deformation of the flycutting head occurs under the action of the high-pressure air. From above, the displacement of the bottom thrust will rise a little due to the decreased bolt stretched and the displacement of the cutting tool will rise as well due to the decreased deformation of the flycutting head, and finally the cutting tool rises. Thus, the cutting depth decreases and the processed surface height increases when the aerostatic pressure decreases, resulting in the mentioned waviness errors.
Experiments are carried out to further study the displacement of the cutting tool with different aerostatic pressure which can be applied for surface simulation. Figure 6 shows the displacement of the point near the cutting tool measured by capacitive displacement sensor CPL290 when aerostatic pressure increases from 0.46 to 0.56 MPa, which is a kind of static measurement. The dynamic performance which should be paid much attention is difficult to be measured due to the high cutting speed. And the dynamic measurement of cutting tool in SPDF is rarely mentioned yet. This article indirectly measures the dynamic performance based on machined surface topography. Experiments are carried out by adjusting the aerostatic pressures from 0.47 to 0.56 MPa in one SPDF processing. The machined surface presents stepped profile, and the altitude difference of two close stepped surfaces is measured to indirectly obtain the dynamic displacement of the cutting tool with aerostatic pressure change. The results are shown in Figure 6 and can be used for surface simulation.
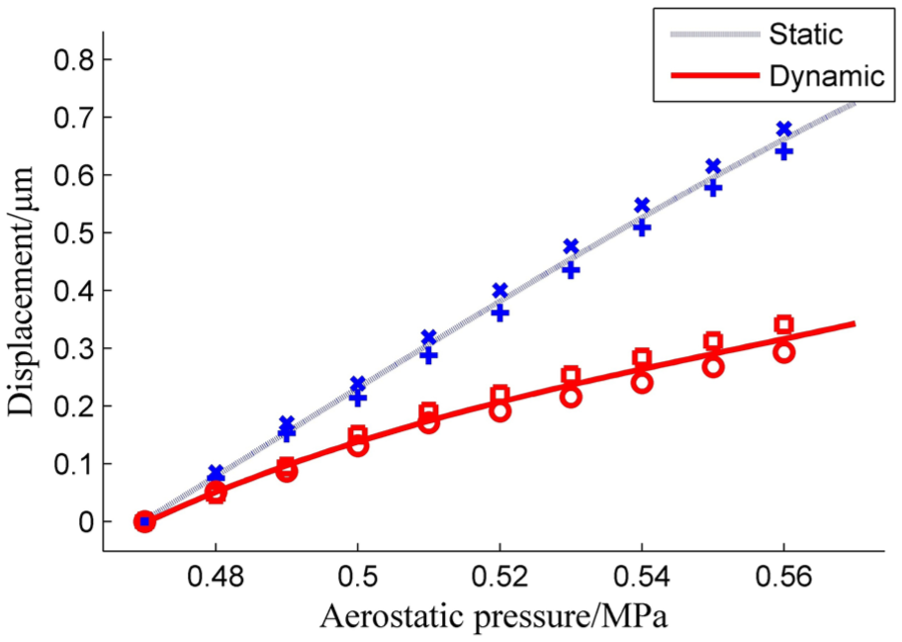
The displacement of the point near the cutting tool with different aerostatic pressure.
Surface simulation can be specially used for predicting the machined surface. In flycutting (shown in Figure 1), the 3D cutting trajectory under the influence of aerostatic pressure can be expressed by equation (1)

where R is the radius of the flycutting head (about 330 mm),
The flycutting is an intermittent cutting process, and a circular edge cutting tool with a radius of about 5 mm is used in SPDF. The generated workpiece surface along the feed direction is mainly determined by cutting interference phenomenon. The height z of a certain position P(x, y) is influenced by several close intermittent cuttings and can be expressed by the following equation



where Yn are the initial locations of several close intermittent cutting trajectories along y direction, zn are the height influenced by several close intermittent cutting trajectories and RT is the radius of the cutting tool. Combining the cutting trajectory of the tool-tip in displacement of the cutting tool influenced by the SPDF, the cutting interference phenomenon and the aerostatic pressure, the surface simulation can be carried out.
Surface simulation is carried out considering the aerostatic pressure fluctuations, and the simulated 3D topography and 2D lateral of the mentioned waviness errors are shown in Figure 7. It can be observed that the simulation results agree well with the experimental results, which demonstrates that the waviness errors along the feeding direction on the machined surface are caused by the aerostatic pressure fluctuations and the measured results can be used as a criterion to value the influence of the aerostatic pressure on the surface generation in SPDF.
The simulated results: (a) 3D topography of the waviness errors and (b) 2D lateral of the waviness errors.
From above, the aerostatic pressure must be kept stable during one finish-cutting and the stiffness of flycutting head should be strengthened to avoid the generation of the mentioned waviness errors. However, the pressure change has its special value in SPDF. As the cutting depth increases due to the integrative effect of the stretch phenomenon and deformation when the aerostatic pressure increases, a novel method that can achieve online submicron feeding along axial direction in SPDF is proposed. For example, a piece of flat workpiece is machined with a constant pressure (e.g. 0.52 MPa) at first. Then, the pressure is adjusted to another stable level with a higher value (e.g. 0.56 MPa) to complete finish-cutting when the first machining has been done. This method aims to conduct a finish-cutting with submicron cutting depth (about 120 nm). The submicron cutting can greatly decrease the cutting force 26 and vibration compared to the previous process with a cutting depth of 3 μm, which is beneficial for achieving better quality and crack-free surface. Before this method is finally put into use, much attention should be paid to other parameters which have great influences on the performance of SPDF.
In flycutting process, the surface generation is finally determined by the relative motions between the cutting tool and the workpiece surface. According to this cutting mechanism, the workpiece coordinate system is built by setting the cutting direction and the opposite direction of feeding direction as x axis and y axis, respectively (shown in Figure 1). And the cutting trajectory

where
Results and discussion
The results of the axial error caused by spindle motion errors with different aerostatic pressures and different spindle speeds are shown in Figure 8. It can be observed that the axial errors caused by the spindle motion errors decrease when the spindle rotation speed increases from 80 to 420 r/min, and the decrease rate slows down especially when the rotation speed exceeds 350 r/min. This is mainly because that the gas film homogenization effect increases when spindle rotation speed increases and the increase rate slows errors with different aerostatic pressure down. The axial errors caused by the spindle motion errors decrease when the aerostatic pressure increases from 0.3 to 0.6 MPa, and the aerostatic pressure has greater influence on the axial error than the rotation speed at high rotational speed range (exceeding 350 r/min). This is mainly because higher aerostatic pressure contributes to higher stiffness which enhances the disturbance resistant capability of aerostatic bearing. Therefore, higher aerostatic pressure and rotation speed contribute to better spindle rotational accuracy and lower axial errors of the cutting tool, which helps improve the surface quality.
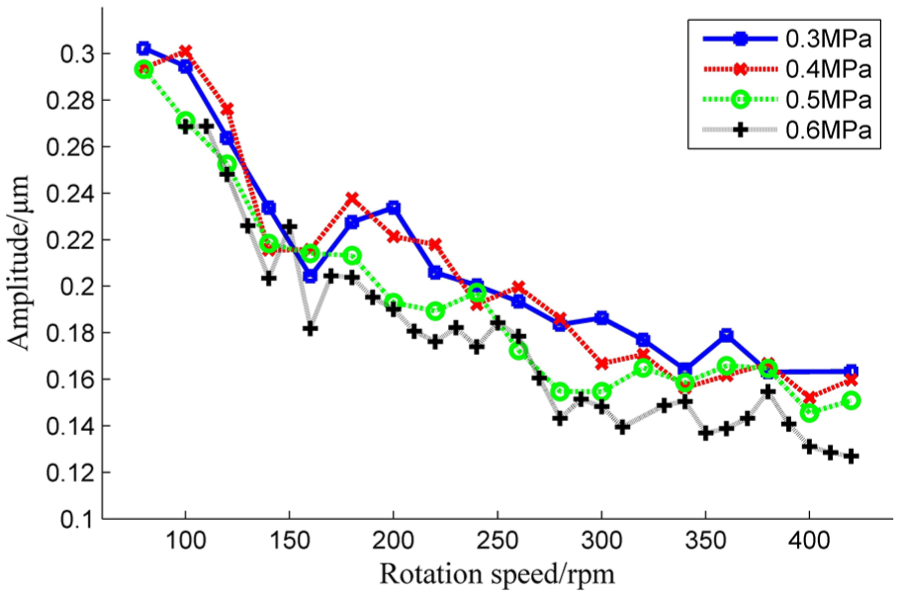
The axial error caused by spindle motion.
The result of the spindle system dynamic characteristics under different aerostatic pressure is shown in Figure 9. It can be observed that the amplitudes corresponding to the low-frequency range (below 400 Hz) are relatively small. And the dynamic characteristics of the spindle system with different aerostatic pressure have little differences in the frequency region of 0–1000 Hz. In normal machining process, the rotational frequency is about 6 Hz, which means that the increase in aerostatic pressure will not influence the spindle dynamic characteristics. From above, the increase in the aerostatic pressure contributes to lower axial errors and the dynamic characteristics of the spindle system are kept almost the same at the same time, which supports the proposed method.
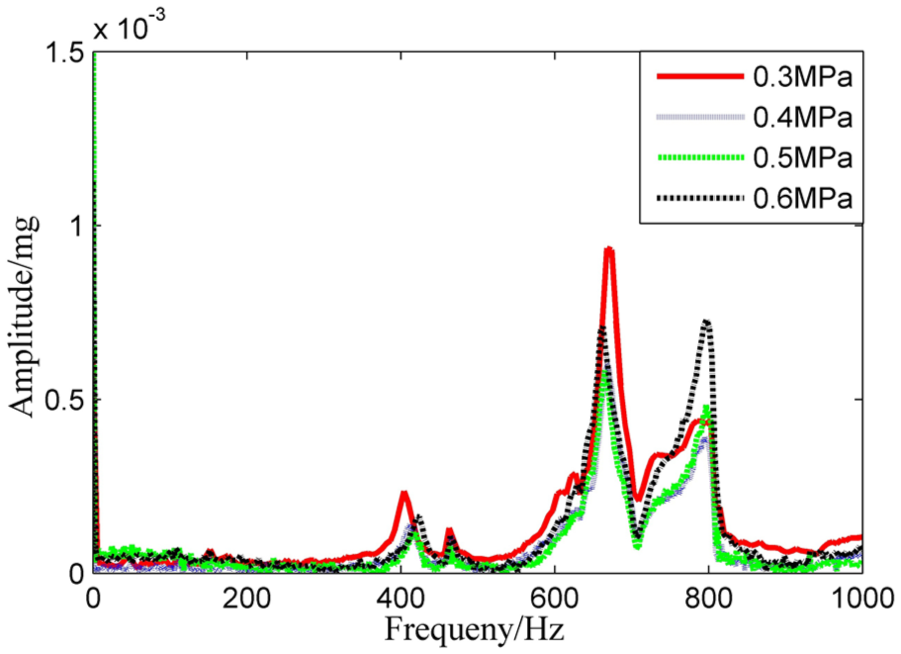
The results of the spindle dynamic characteristics with different aerostatic pressure.
Then, several pieces of flat KDP crystals with size of about 50 mm × 50 mm are processed adopting the special SPDF machine tool to demonstrate the effectiveness of the proposed method. Some pieces of flat KDP crystals are processed adopting the following cutting parameters: cutting depth of about 3 μm, feeding speed of about 70 μm/s, spindle rotation speed of about 360 r/min and stable aerostatic pressure of about 0.52 MPa at first. Subsequently, the aerostatic pressure was increased to another stable level 0.56 MPa to achieve a cutting depth along axial direction of about 120 nm. In order to make the results easier to be identified, the aerostatic pressure is increased to 0.56 MPa when the first cut is half done. The topography of machined workpiece surface is shown in Figure 10(a), and it can be observed that the right side of the machined surface is about 120 nm higher than the left side. The experimental result demonstrates that the proposed method can achieve online submicron cutting depth of about 120 nm, which is close to the brittle ductile transition depth of KDP and can greatly reduce the cutting force compared to the traditional cutting depth of 3 μm.
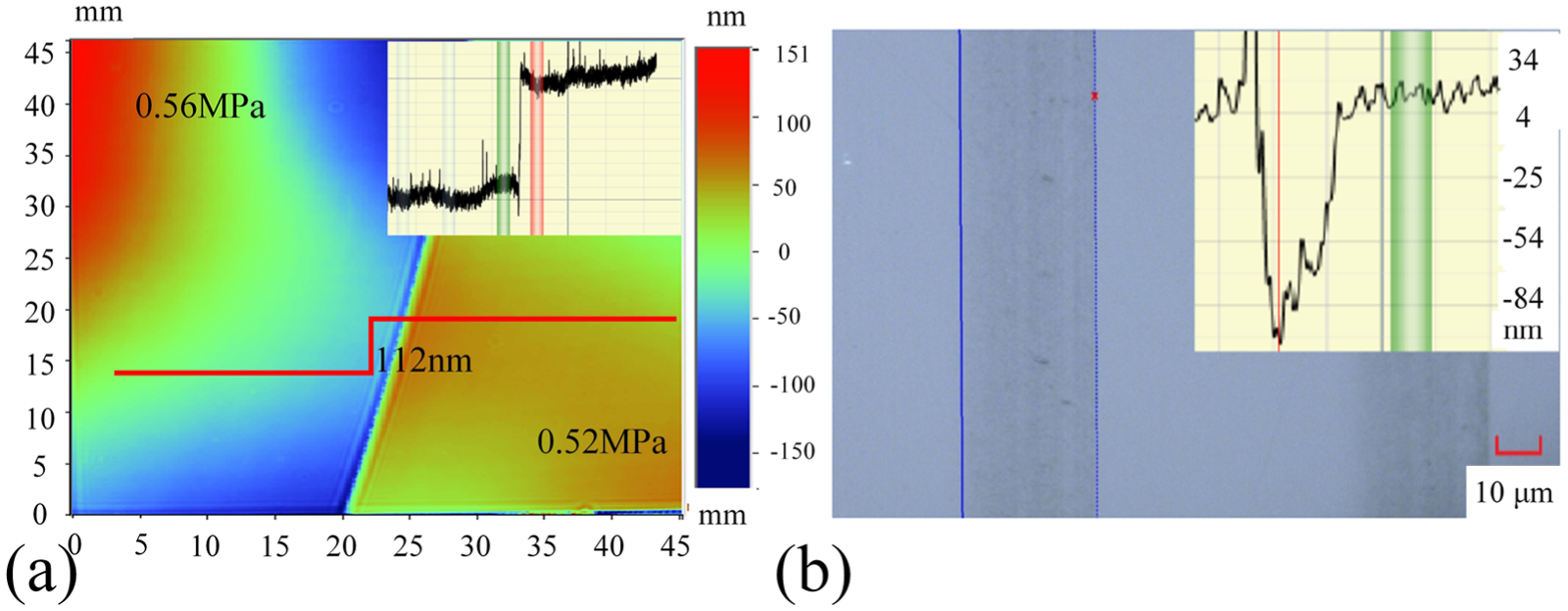
The surface topography of machined workpiece with submicron-feeding method: (a) submicron-feeding surface topography and (b) submicron-feeding scratch.
As scratch experiments are always adopted to study the material cutting properties, 28 other pieces of KDP crystals were applied to achieve nano-scale scratch but with much higher cutting speed compared to the traditional experiments in which nanoindenter is adopted. 26 The same cutting parameters are applied to achieve the first cutting and obtain high-quality surface.
When the first cutting was accomplished, the cutter was moved to the beginning location to start the next cut. The stable aerostatic pressure is increased from 0.52 to 0.56 MPa, and the feeding speed is raised from 70 to 1000 μm/s at the same time to finish the scratch experiment. The machined result is shown in Figure 10(b). It can be observed that scratches with cutting depth of about 120 nm are achieved. The cutting speed is about 700,000 mm/min, which is much higher than the traditional 100 mm/min but much more practical. This submicron feeding method can be used for studying the cutting properties of the materials under high cutting speed in SPDF, which deserves to be paid much attention to in the future.
Conclusion
This article studies the influence of aerostatic pressure upon surface generation and provides a novel method to achieve online submicron feeding in SPDF without complex structure which has practical value. Based on the experimental observations, the major conclusions are summarized as follows:
The waviness errors with wavelength of about 26 mm along the feeding direction are mainly generated by the bolt stretched phenomenon and deformation of the big disk flycutting head due to the aerostatic pressure fluctuations.
The surface generation simulation considering the aerostatic pressure fluctuations is achieved, and the simulation results are coincident with the experimental results, which validates the effectiveness of indirectly dynamic measurement based on machined surface. And the simulation can be used for forecasting the surface generation.
The spindle motion errors decrease with the increase in rotation speed and the decrease rate slows down especially when the rotation speed exceeds 350 r/min. The spindle motion errors decrease with the increase in aerostatic pressure and the aerostatic has little influence on the dynamic characteristics of the spindle system.
A novel method to achieve online submicron feeding along normal direction in SPDF is proposed, and two relative experimental results validate that the cutting depth below 120 nm can be achieved by increasing the stable aerostatic pressure from 0.52 to 0.56 MPa. The cutting depth is close to the brittle ductile transition depth of KDP and can greatly reduce the cutting force compared to the traditional cutting depth of 3 μm.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Foundation of China (No. 51705058), the Science and Technology Research Program of Chongqing Municipal Education Commission (No. KJ1704087) and the Science Challenge Project (No. JCKY2016212A506-0504).