
Abstract
This work investigated the effects of the rigid constraint body thickness on the mechanical properties and densification of hot isostatic pressing–produced 2A12 aluminum alloy powder compact. With the decrease in the rigid constraint body thickness, the tensile and yield strengths of the powder compact are improved; in addition, the radial and axial displacements increase. These phenomena can be attributed to the decrease in the isostatic pressure shielded by the rigid constraint body. The shielded isostatic pressure is found to be proportional to the rigid constraint body thickness, and therefore, the decrease in the rigid constraint body thickness gives rise to a reduction in the shielded isostatic pressure and enhances the tensile and yield strength properties of the 2A12 powder compact. However, the rigid constraint body thickness has a minor impact on the relative density of powder compact. The fracture morphology of tensile specimens was also studied by scanning electron microscope, and it shows the brittle fracture characteristics.
Keywords
Introduction
2A12 aluminum alloy (2A12Al) is one of the favorable alternatives for structural components in aeronautics and astronautics, due to its good mechanical properties including low density, high strength and good corrosion resistance. 1
Powder metallurgy technology, 2 especially pressing and sintering of aluminum alloy, has attracted widespread concern, which is considered as a reliable and low-cost material forming process. GB Schaffer et al. 3 reported that the best sintering atmosphere order for Al–Cu–Mg alloy was nitrogen, vacuum and argon. In addition, pore filling played an important role in the sintering densification process of aluminum. SE Shin et al. 4 showed that Al2024-based nanocomposites reinforced with multiwalled carbon nanotubes were successfully consolidated by press and sintering. A Gökçe et al. 5 illustrated the sintering behavior of aluminum elemental mixed powder, and the compacts with good microstructure and high strength were obtained. Z Li et al. 6 investigated carbon nanotube/Al5083 composite material synthesized by pressing and sinter, predicted the yield strength by mathematical models and optimized process parameters. However, the pressing and sintering process was influenced by sintering atmosphere, holding time and contraction pressure. Moreover, the binder and lubricant added in powder need to be removed after sintering process, resulting in more complicated process. The residual binder may form impurities, which reduces the performance of aluminum alloy. To overcome aforementioned difficulties, hot isostatic pressing (HIP) was introduced, which can solidify aluminum alloy powder directly without any binder and simplify the conventional pressing and sintering process, improve the utilization of raw materials and save processing costs. Y Wu et al. 7 successfully prepared Ti6Al4V impeller with coating layer by HIP. The chrome steel coatings and copper substrate were well bonded with HIP. 8 HIP was also used to fabricate the dense thin sheet of γ titanium aluminide by MN Rahaman et al. 9
In HIP, powders are filled into the rigid constraint body, and isostatic pressure is passed through the rigid constraint body, thereby compacting powder. Because the rigid constraint body has a certain thickness and rigidity, the pressure transmitted by the rigid constraint body to powder is inevitably unequal to the pressure of the gas in the pneumatic cylinder. The shielding effect of the rigid constraint body on isostatic pressure results in inhomogeneous deformation.10,11 However, at present, few comparative studies have focused on the shielding effect of the rigid constraint body of aluminum alloy powder forming by HIP. The aim of this work is to investigate the effects of the rigid constraint body thickness on mechanical properties, densification and fracture of 2A12Al powder compact.
Materials and methods
Materials
The 2A12Al powder used for HIP was prepared by rotating electrode process. The surface morphology has a spherical shape with a particle size range of 150–180 µm, as shown in Figure 1. The chemical composition of the powder is listed in Table 1. The 1060 pure aluminum (1060Al) was used as rigid constraint body with a thickness of 1, 2 and 3 mm, which was defined as I, II and III, respectively. The inside diameter and height of the rigid constraint body were 60 and 120 mm, respectively. The oil contamination remained on rigid constraint body caused by machining was cleaned by acetone.
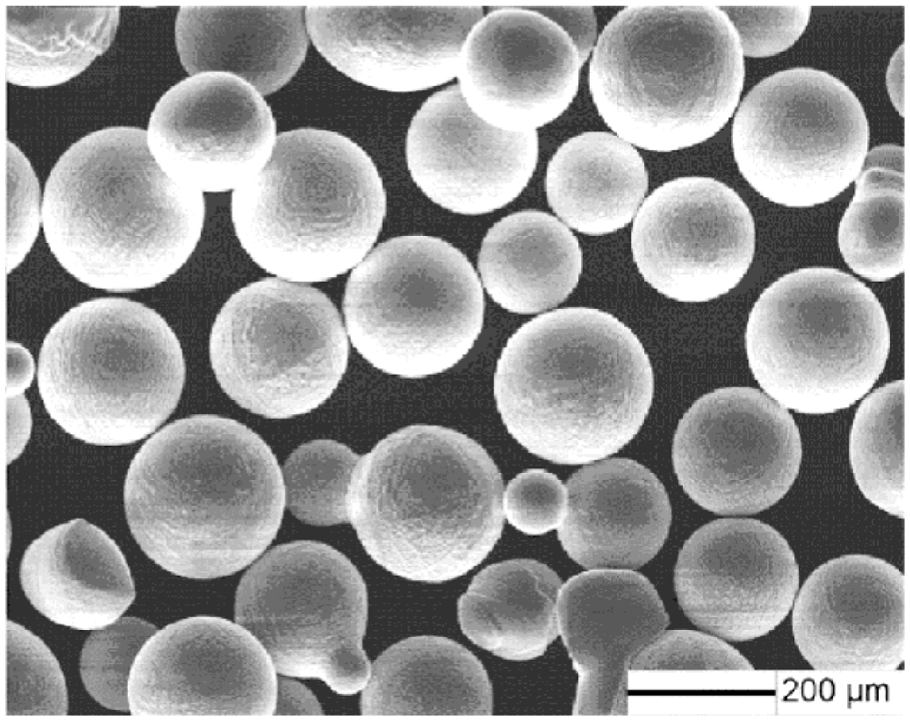
Surface morphology of 2A12Al alloy powder.
Chemical compositions of 2A12Al powder (wt%).

Experimental procedure
First, 2A12Al powders were filled into rigid constraint body. The filling process was carried out on the VSR-200 vibration system with a frequency of 30 Hz and a duration of 45 min. After vibration, the relative density of powder reaches 65%–70%. Subsequently, the rigid constraint body was evacuated to 1.0 × 10−4 Pa at a temperature of 400 °C by FJ-620 molecular pump. And then, HIP was carried out in QIH-15 HIP equipment under the process parameters of 470 °C, 130 MPa and 3 h dwell time. Taking into account the potential rigid constraint body fracture caused by the first raising pressure, and the liquid phase sedimentation by first heating, the simultaneously increased temperature and pressure were adopted in HIP. The schematic HIP process is shown in Figure 2. After HIP, the rigid container body was removed by machining.
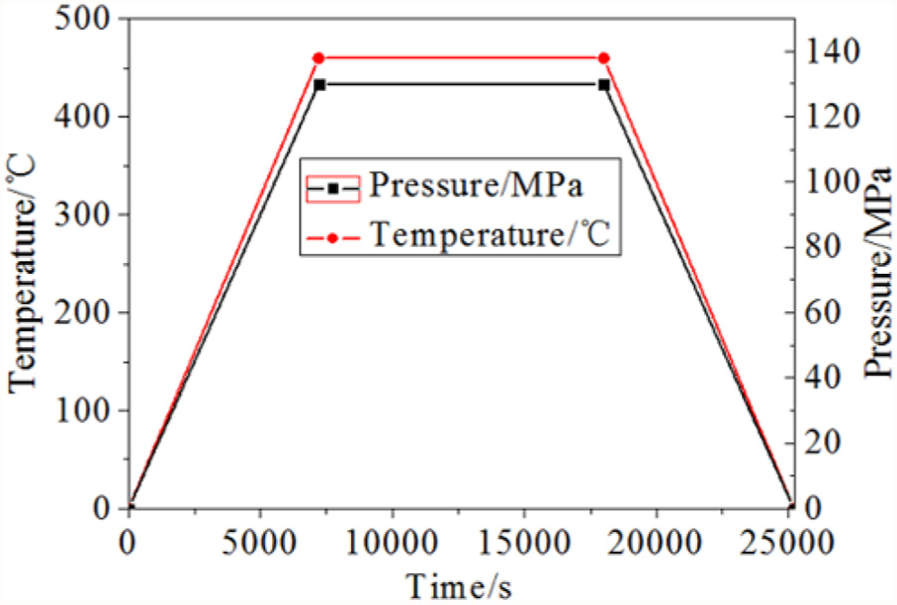
Temperature and pressure curve of HIP.
Numerical simulation
The radial and axial dimensional variations as well as the relative density during HIP were simulated by MSC Marc. HyperMesh software was used to generate the three-dimensional tetrahedral finite element method (FEM) meshes. To simplify, the average element size of all 2A12Al powder compacts was set to the same. In simulation, the relative density of powder compacts was set as 65%. The Shima model was applied for simulation. In addition, the boundary conditions including heat and load were applied on the rigid constraint body, as shown in Figure 3. During the simulation process, the analysis steps were dynamic and explicit.
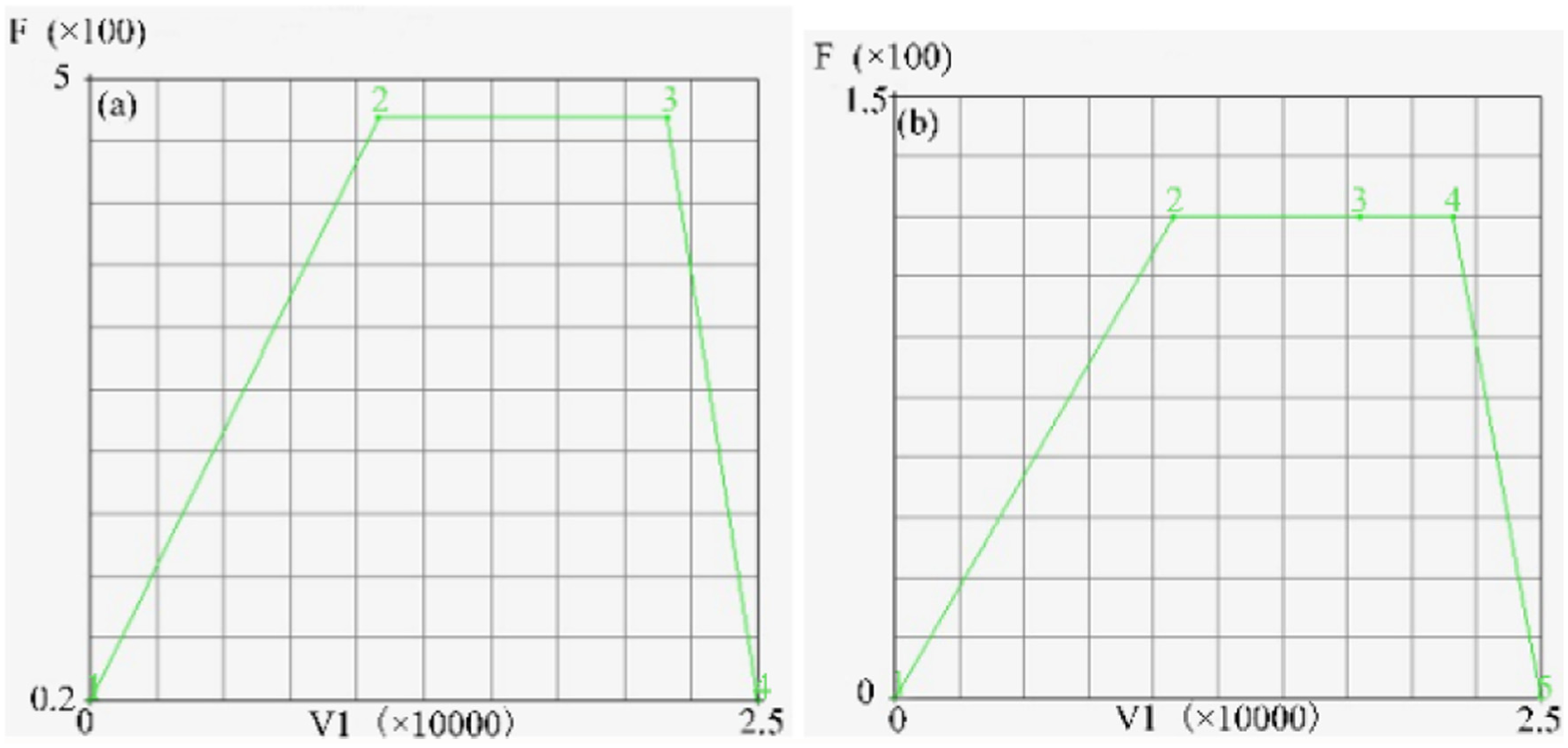
(a) Temperature loading condition and (b) pressure loading condition.
Measurement
The relative density of the powder compacts was calculated according to the Archimedes principle. The radial and axial dimensions were measured by micrometer. The mechanical properties with different rigid constraint body thicknesses were obtained by tensile tests on QJ210 tensile testing machine. Three specimens were evaluated for the rigid constraint body with each thickness, and the fracture morphology of specimens was observed by CamScan 3400 scanning electron microscope (SEM).
Results and discussion
Numerical simulation and verification
The 2A12Al powder compact is an axisymmetric cylindrical model, and one-eighth of the model was used as the simulation element (Figure 4(a)). The simulated relative densities of I, II and III are shown in Figure 4(b), (c) and (d), respectively.
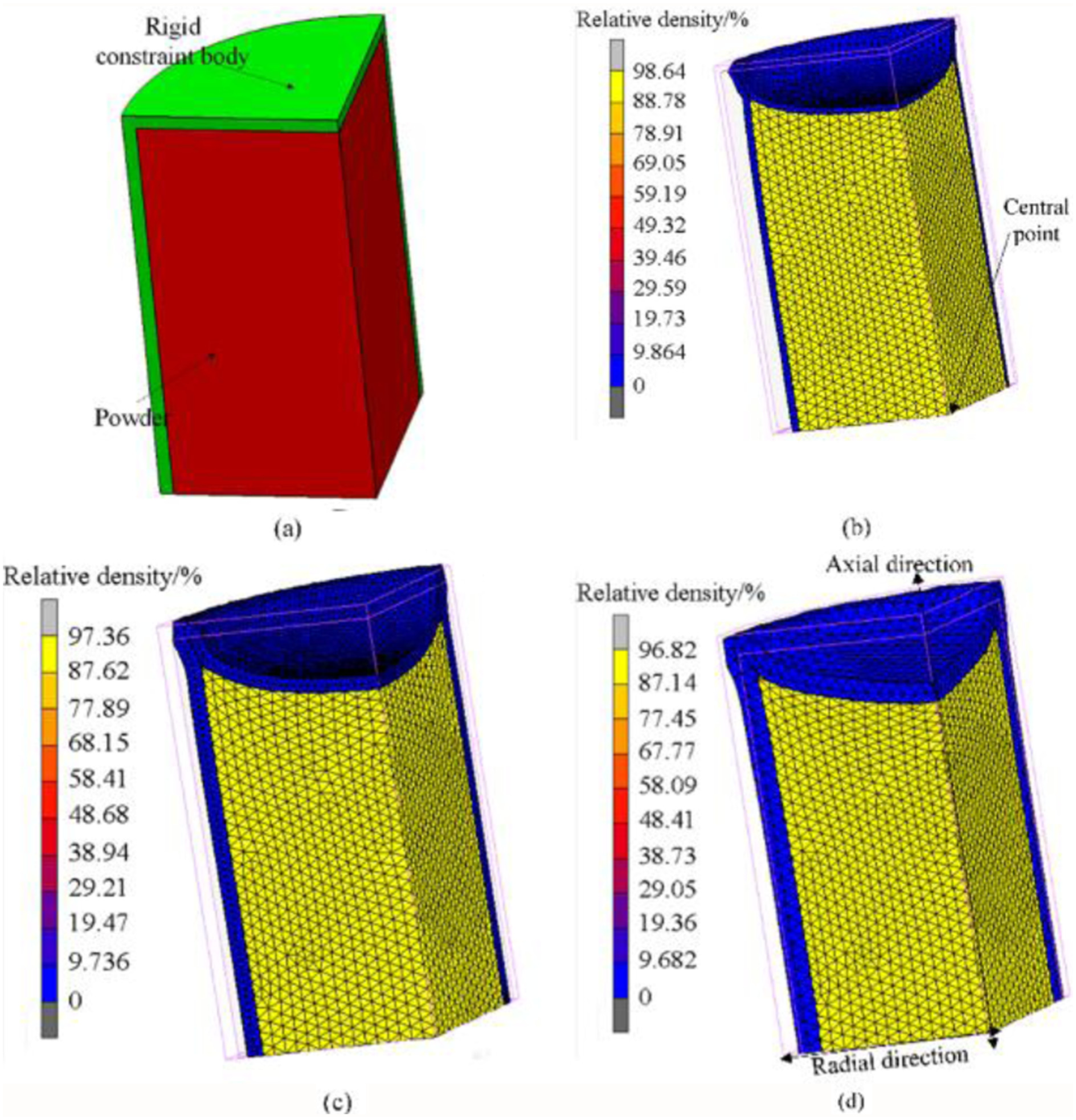
(a) The numerical simulation model and (b–d) the simulated relative densities of I, II, and III, respectively.
The powder compacts after HIP are shown in Figure 5. The numerical simulation and experimental results with different rigid constraint body thicknesses are shown in Figure 6.

The aluminum alloy powder compacts after HIP.
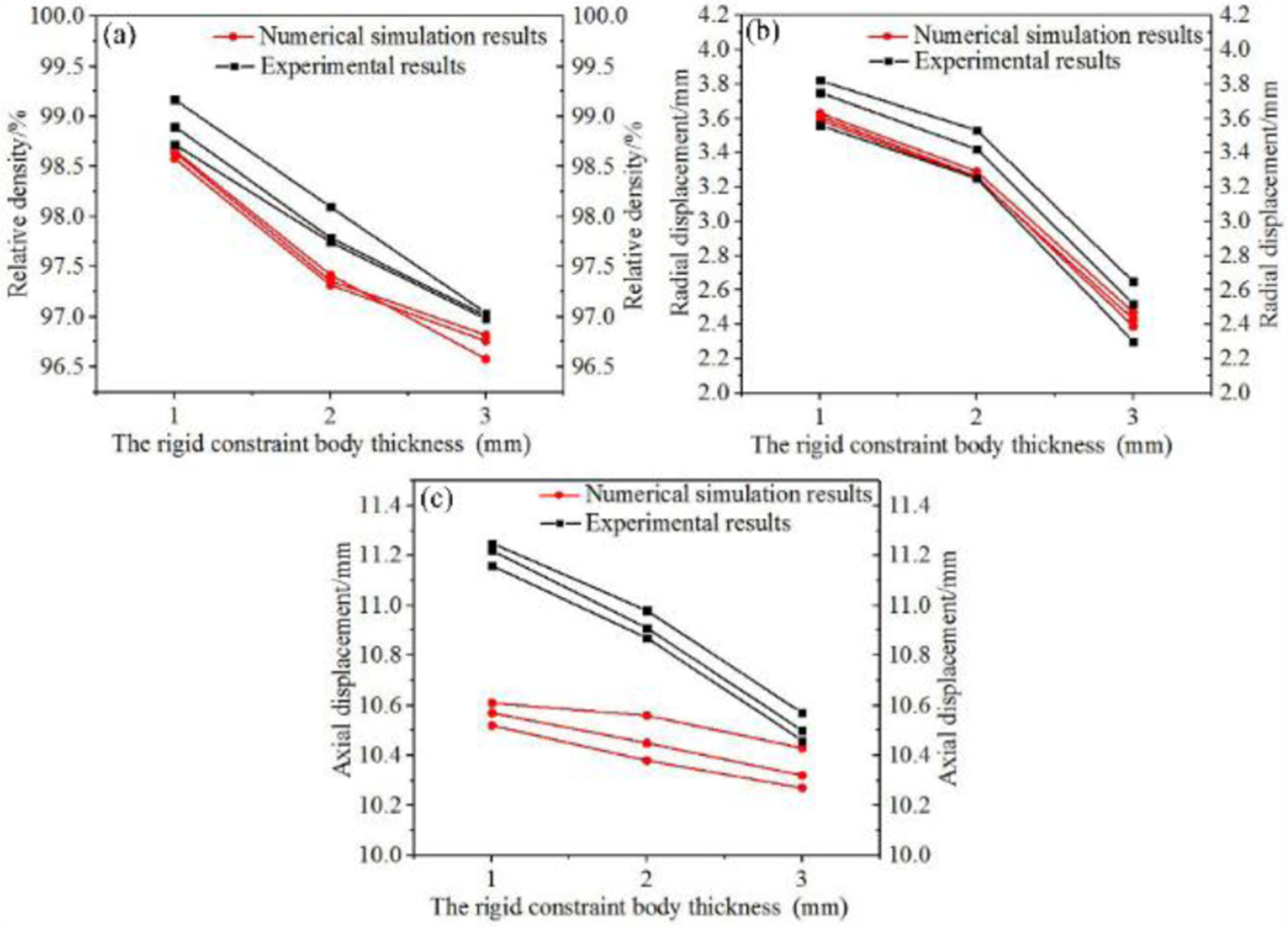
(a) The relative density with respect to the rigid body thickness; (b) and (c) the radial and axial displacements with respect to the rigid body thickness, respectively.
The experimental results show that the average relative density of I, II and III after HIP decreases from 98.93% to 97.01%, the average radial displacement decreases from 3.71 to 2.49 mm and the average axial displacement decreases from 11.21 to 10.51 mm, indicating that with the increase in the rigid constraint body thickness, the radial and axial displacements as well as the relative density of the powder compact are lower.
In addition, the numerical simulation results in Figure 6 are in agreement with the experimental results. The maximum error is less than 7%, suggesting that the numerical simulation is reliable to predict the HIP process of aluminum alloy powder.
Theoretical analysis of the rigid constraint body shielding effect
The simplified model of rigid constraint body and the forced state are shown in Figure 7. The rigid constraint body is a rotating body. The external pressure is distributed symmetrically with respect to rotation axis. The whole rigid constraint body is in the axisymmetric state.
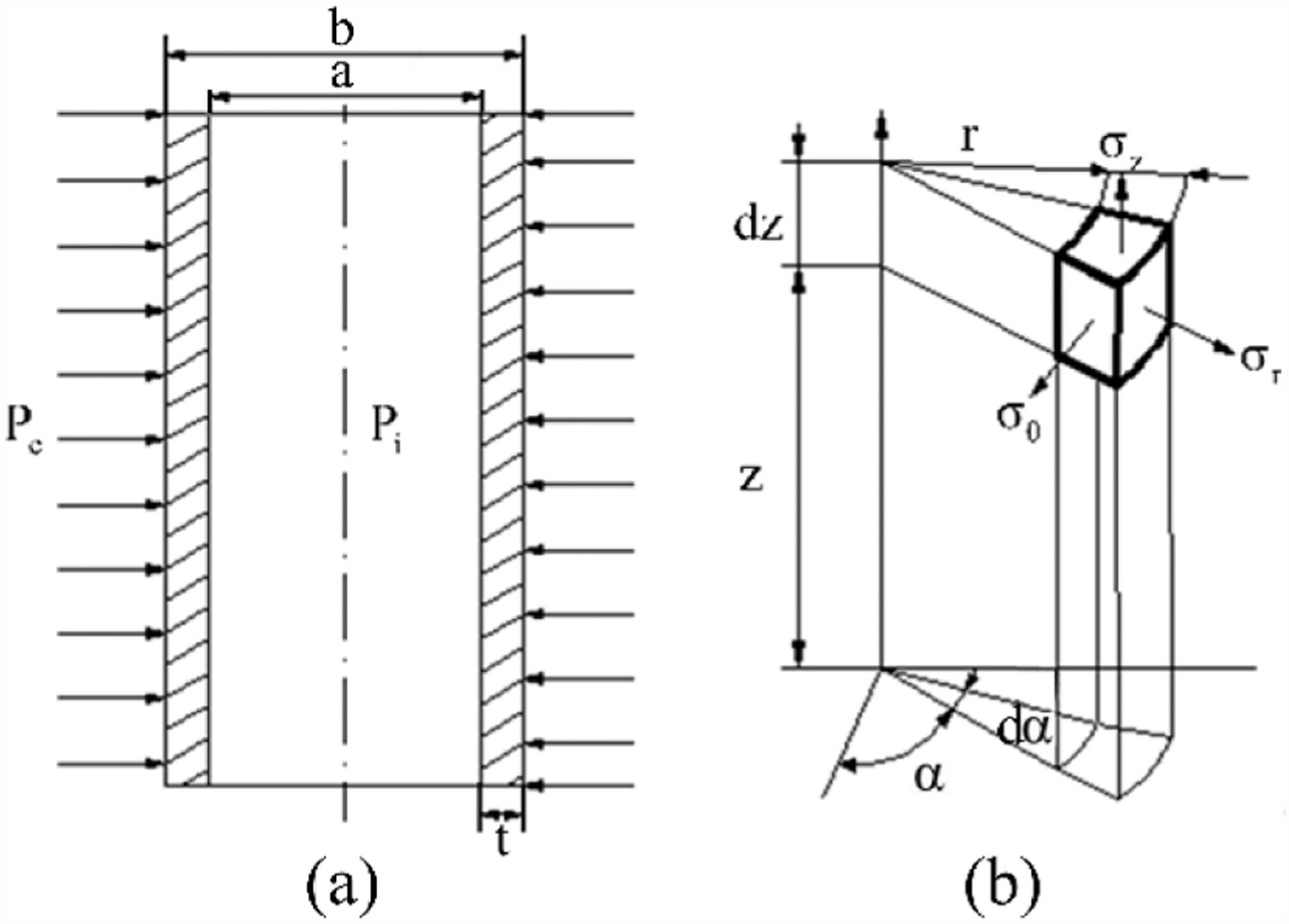
(a) Micro-stress condition of the rigid constraint body; a, b and t are the inside, outside diameter as well as the rigid constraint body thickness, respectively; Pi and Pe (Pe > Pi) are the internal and external pressures of the rigid constraint body, respectively. (b) Stress element in cylindrical coordinate system.
The rigid constraint body material is considered to be an ideal plastic material, regardless of work hardening under HIP condition. The stress tensor

The differential equation can be obtained from the radial stress equilibrium

where
The geometric equations (the radial displacement is u) are as follows 12


where
Because the length of rigid constraint body is much larger than the thickness, assuming that the rigid constraint body is in a plane strain state. The strain in z-direction is 0

When the load is small, the rigid constraint body is in a flexible state, and the generalized Hooke’s law is 13

where G is the shear modulus

Equations (8) and (9) are obtained from equations (3) to (7)


The Lemma equation is solved by introducing equation (8) into equation (9)

The radial displacement can be obtained by integrating equation (10)

The radial and circumferential strains are obtained by introducing equation (11) into equations (3) and (4)


The stress in radial, circumferential and z-directions can be obtained by introducing equation (12) into the generalized Hooke’s law (6) and combining equation (13)

where
Equation (15) is obtained by introducing equation (5) into equation (14)

Using the following boundary conditions

The constants A and B can be obtained by introducing equation (16) into equation (15)
When plastic deformation occurs, making

In the process of HIP, the isostatic pressure is acted on the outer surface of the rigid constraint body. Only when the plastic deformation occurred on the rigid constraint body, the isostatic pressure can be passed to the powder. Equation (19) can be obtained using the Mises yield criterion

The relationship of Pe and Pi is produced by introducing equations (15)–(18) into equation (19)

The outer surface of the rigid constraint body yielded first under the isostatic pressure, and then extended to the inner surface. The plastic deformation of the whole rigid constraint body occurred when the inner surface also yielded. Make r = 0.5a, when combining b − a = 2t, equation (20) can be simplified

It can be seen from equation (21) that the shielding effect of the rigid constraint body on the isostatic pressure depends on the inside and outside diameters of the rigid constraint body, as well as the rigid constraint body thickness. Specifically, the shielded isostatic pressure is proportional to the rigid constraint body thickness.
The cross section of the rigid constraint body is simplified to a simple beam, and the deformation resistance is ignored during the early stage of HIP. From the geometrical relationship of the longitudinal section of the beam after deformation, the strain of the outermost layer can be obtained

where

where
Assuming the length of the rigid constraint body is L, the center angle of the curvature center is

Then

When yielding occurs, assuming the maximum deformation deflection of rigid constraint body is

By introducing equations (23) and (25) into equation (26),

where L, E and
The forced state of the rigid constraint body.
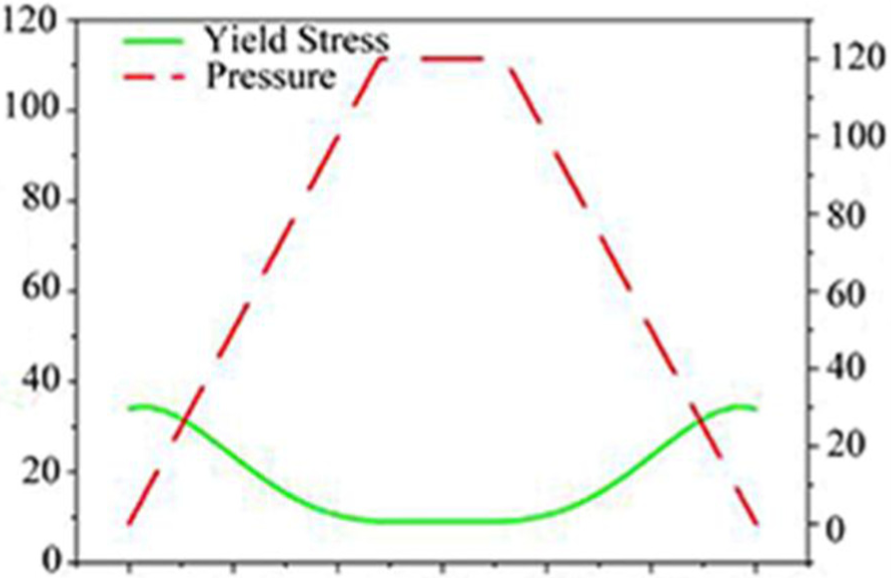
When the inside and outside diameters as well as yield strength of the rigid constraint body in HIP were substituted into equation (21), the isostatic pressure shielded by the rigid constraint body can be obtained, as shown in Figure 9.
The variation in isostatic pressure shielded by the rigid constraint body with time.
Figure 9 indicates that the isostatic pressure shielded by the rigid constraint body reduces when raising temperature and pressure (first stage), then it becomes stable when holding temperature and pressure (second stage) and after that the shielded isostatic pressure increases when decreasing temperature and pressure at the third stage. The thicker the rigid constraint body, the higher the shielded isostatic pressure and the stronger the shielding effect. The “protection” of the rigid constraint body on inner powder mainly concentrates on the first and third stages of HIP, while the shielding effect is weaker during the holding temperature and pressure stage. Because at the first and third stages, the temperature and pressure are relatively low, the yield strength of the rigid constraint body is large and the external pressure is not enough to overcome the shielding effect of the rigid constraint body. The isostatic pressure shielded by the rigid constrain body with 1, 2 and 3 mm thicknesses reaches 1.3, 2.5 and 3.6 MPa, respectively. With the increase in the temperature and pressure, the rigid constraint body enters into plastic state rapidly, and the shielding effect decreases quickly. At the holding stage, the temperature and pressure reach the maximum, and the shielding effect of the rigid constraint body on isostatic pressure is the minimum.
According to the numerical simulation results, the relative density of powder compacts as time can be obtained as shown in Figure 10.
The relative density change in powder compacts.
Figure 10 shows that the relative density is hardly changed at the first stage of HIP, and then increases gradually. In addition, the increase in relative density of powder compacts with thinner rigid constraint body is more obvious than that with thicker one.
During HIP process, the densification of metal powder is influenced by three main mechanisms: (1) powder compaction and rearrangement, (2) plastic deformation as well as (3) diffusion creep.14–17 Powder rearrangement plays an important role in the final densification of powder compact. 18 At the first stage of HIP, the isostatic pressure is shielded by the rigid constraint body, and the low temperature and pressure can only make the powder translocation or rotation by transmitting the pressure of rigid constraint body, resulting in almost no change in the relative density. With the decrease in the rigid constraint body thickness, the duration of the shielding effect shortens, which makes the deformation earlier and the initial densification time of powder advanced. When the yield point of the rigid constraint body is reached, the rigid constraint body deformation changes from elastic to plastic. The relative density of powder compact begins to increase. It can be found in Figure 10 that the relative density of rigid constraint body with 3 mm begins to increase at 1200 s. While the relative density of rigid constraint body with 2 and 1 mm increases at 840 and 500 s. With the increase in the temperature and pressure, the shielding effect decreases, and the relative density increases quickly. However, the relative density variation curve tends to be stable under the large shielding effect at the third stage. With the decrease in the rigid constraint body thickness, the relative density increases little, indicating the little effect of the rigid constraint body thickness on the relative density.
The mechanical property
Figure 11 shows the variation in mechanical properties with different rigid constraint body thicknesses.
Tensile property of 2A12Al powder compacts using HIP.
Figure 11 illustrates that the tensile, yield strength and elongation of powder compacts prepared by HIP gradually increase with the decrease in the rigid constraint body thickness. It can be attributed that the greater pressure applied to the powder for the thinner rigid constraint body promotes the rearrangement, “squeezing” and “welding” of powders.
Figure 12 shows the fracture morphology of specimens for the rigid constraint body with different thicknesses. The fractures of powder compacts occur along the boundary between particles, which is the characteristic of the intergranular fracture. The original surface of unbound powder and the unfilled pores can be seen in Figure 12(c). It indicates that some powders do not combine completely, resulting in a low bonding strength. It can be observed in Figure 12 (d) that fracture surface is a facet unit, the river pattern is short and discontinuous and the confluent features are not obvious. It can be concluded that the 2A12Al powder compacts prepared by HIP were brittle fracture.
(a–c) Tensile fracture morphology of the rigid constraint body with 1-, 2- and 3-mm thicknesses, respectively, and (d) the zoomed morphology of the red frame in (c).
Conclusion
The equation of isostatic pressure shielded by rigid constraint body during HIP was established, which is proportional to the rigid constraint body thickness.
In the process of HIP, the radial and axial dimensional variations in the powder compact increase as the rigid constraint body thickness decreases. However, the rigid constraint body thickness has a minor impact on the relative density.
With the decrease in the rigid constraint body, the isostatic pressure shielded by the rigid constraint body decreases, resulting in higher isostatic pressure acting on powder, which is beneficial to improve the tensile and yield strength as well as the elongation of powder compacts. The fracture morphology shows the brittle fracture characteristics. This work provides a guidance for the choice of rigid constraint body thickness when processing aluminum alloy powder compact via HIP.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by a research project from a company of Sichuan Province in China.