
Abstract
In this study, warm accumulative roll bonding process has been used to produce metal matrix composite (Al/1% Al2O3). The microstructure and mechanical properties of composites have been studied after different warm accumulative roll bonding cycles by tensile test, Vickers micro-hardness test and scanning electron microscopy. The scanning electron microscopy results reveal that during higher warm accumulative roll bonding cycles, the layers of alumina particles are broken. It leads to the generation of elongated dense clusters with smaller sizes. This microstructure evolution leads to improve the hardness, strength and elongation during the accumulative roll bonding process. The results demonstrated that the dispersed alumina clusters improve both the strength and toughness of the composites. Also, an extra pass of cold rolling on the final warm accumulative roll bonding product shows the ability to obtain further strength. In general, warm accumulative roll bonding process would allow fabricating metal particle reinforced with high uniformity, good mechanical properties and high bonding strength.
Keywords
Introduction
Aluminum metal matrix composites (Al MMCs) are being considered as a group of new advanced materials in industries due to their light weight, good wear and corrosion resistance, high strength and high modulus of elasticity and low coefficient of thermal expansion. Several methods are used to fabricate MMCs, such as powder metallurgy, 1 squeeze casting and spray forming,2,3 accumulative roll bonding (ARB), 4 equal channel angular pressing (ECAP)5,6 and multi-axial forging. Among these processes, ARB and cyclic extrusion compression (CEC) are known as kinds of severe plastic deformation (SPD) methods. 7
Most of the ARB production methods are based on “Cold-ARB” implemented at the ambient temperature. 8 In this method, using fine particles is a common practice for producing MMC. For example, tungsten and copper are used as metallic particles.9,10 Ceramic particles in aluminum matrix such as SiC, TiC, WC, SiO2 and B4C are used as in MMCs.11–14 Fabricating of composite by Cold-ARB process has a weak bonding strength due to severe work hardening of metal layers. For example, large number of cracks begin to nucleate and propagate during cold rolling passes. 15
Reduction and temperature are two key factors which are essential precondition for an acceptable bonding of composite layers. At higher reduction of thickness, the bonding strength between two layers of composite was improved.11,16 Very limited works are presented in the literature regarding ARB at higher temperature. By increasing the rolling temperature, the peeling force between composite layers enhances. Milner et al. 17 used Warm-ARB method on commercially pure titanium. They studied the effect of number of cycles on strength, grain size and micro-hardness.
The aim of this study is to fabricate metal particle reinforced by Warm-ARB at 280 °C. Because of higher temperature, the material has a better flow across the composite layers and the bonding strength increases. It was attempted to manufacture Al/1% Al2O3 MMC with uniform distributed alumina powder in the Al matrix and evaluate the microstructure and mechanical properties such as hardness, strength, elongation and toughness of this composite. The main incentive for these investigations is improving the mechanical properties of Al with the homogeneous distribution of powder particles.
Experimental procedure
The material used in this study was Al-1050 fully annealed strips. The chemical composition of this alloy is presented in Table 1. Figure 1 illustrates the experimental setup which has been designed for Warm-ARB in this study. The strip was annealed at 400 °C for 1 h. Two sheets in a length, width and thickness 200, 50 and 2 mm were degreased in acetone for 10 min. For fabricating the primary composite in order to remove the surface oxide layer, strips fully brushed to guarantee an acceptable bonding between the layers. Alumina powder with average size 2 µm (Figure 2) was dispersed between the two layers to obtain the primary sandwich by hot rolling process. For dispersing the alumina particles, an ethanol base suspension was prepared and was put under ultrasonic waves with 50 kHz frequency for 30 min in an oven. Alumina particles were deposited uniformly and ethanol was evaporated. For obtaining the primary sandwich, two strips were stacked together and roll-bonded with 75% reduction (effective strain equal to 1.6) at 400 °C without any lubrication to obtain 1-mm strip (Figure 3(a)). This initial product is called “Zero Cycle or cycle 0” in this article.
Chemical composition of aluminum 1050.

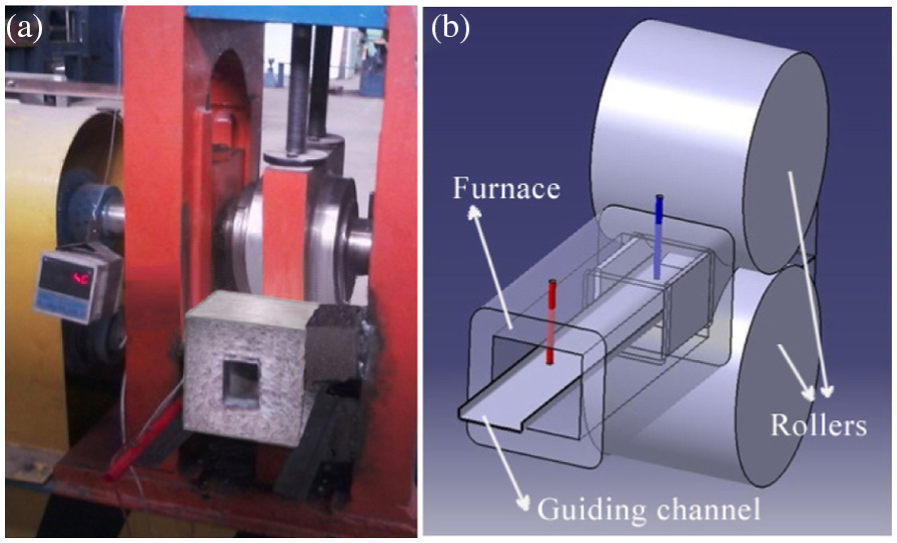
Experimental setup for warm rolling.
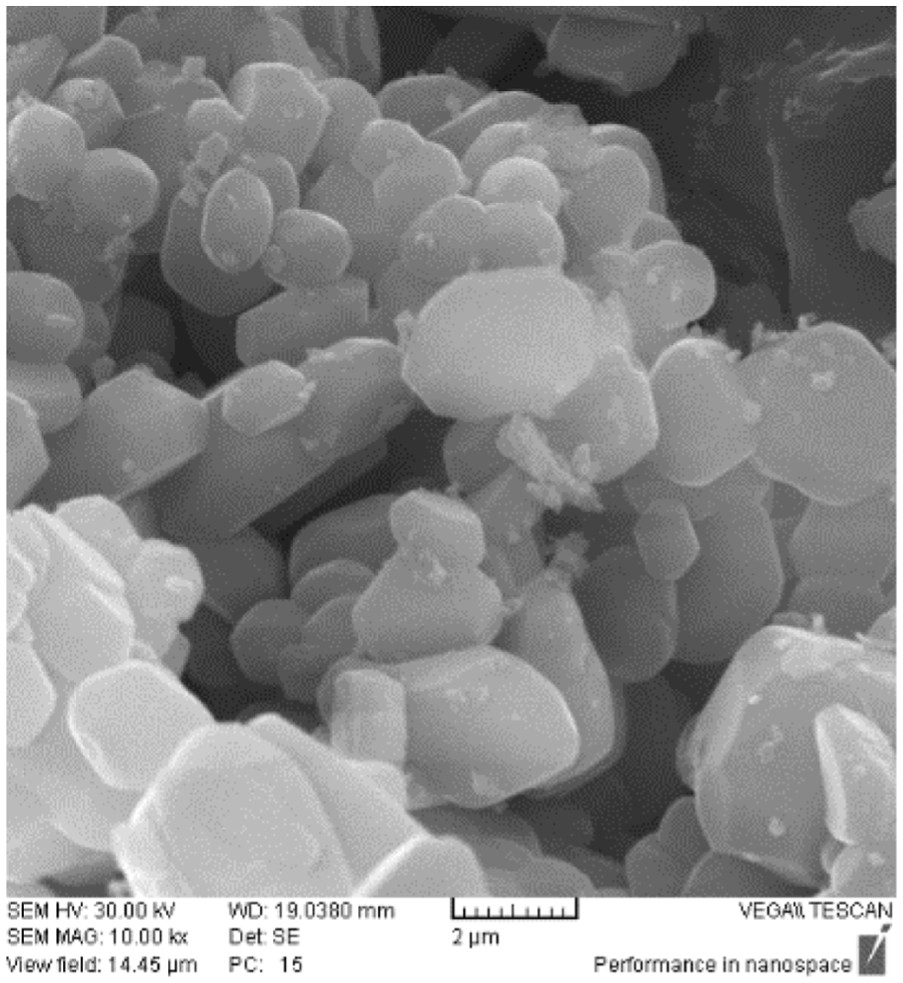
SEM image of the Al2O3 particles.
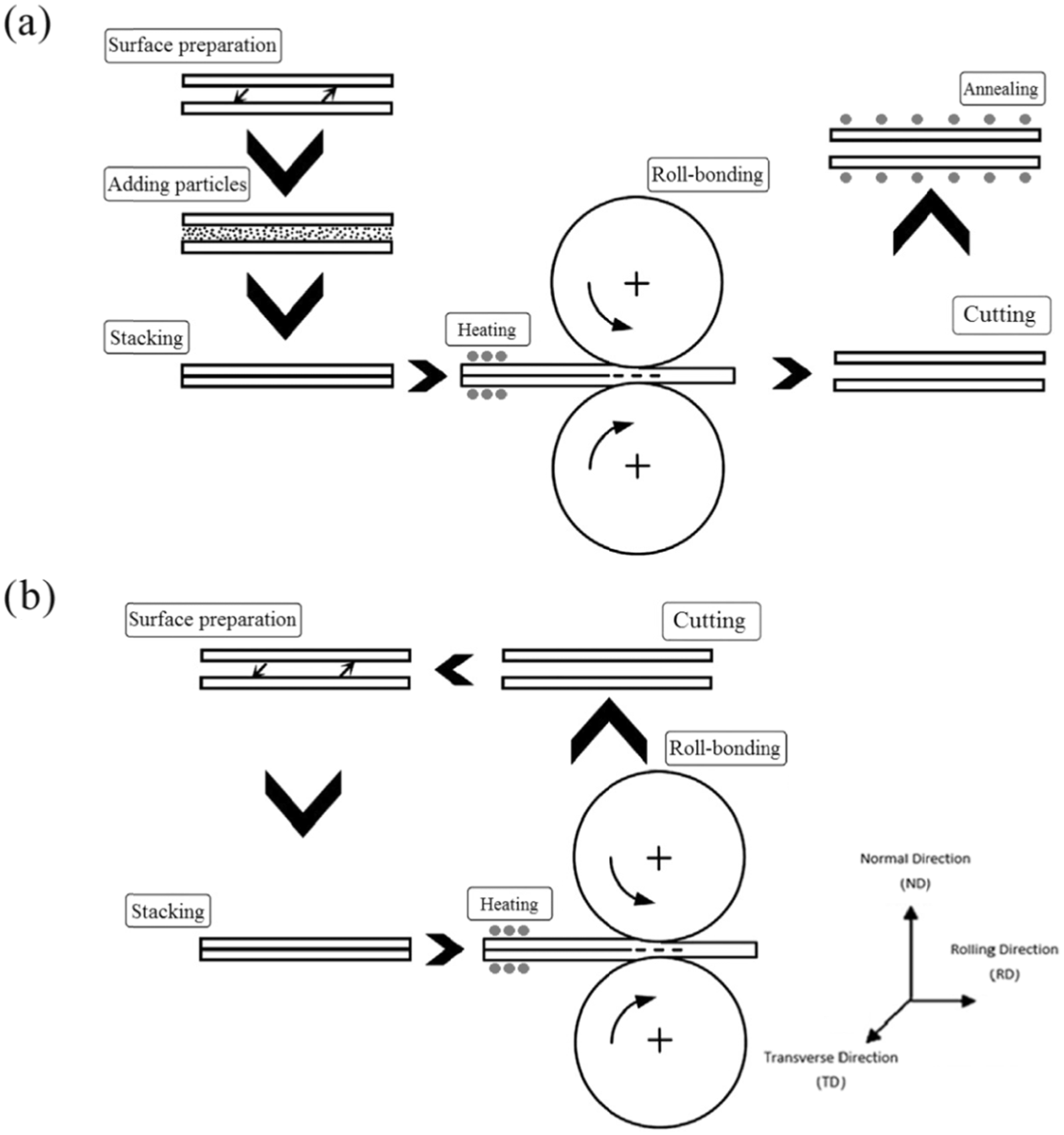
Schematic illustration of the production process of the Al/Al2O3 composite sheet (a) primary cycle (cycle 0) and (b) main cycles.
After cycle 0, primary Al/1% Al2O3 sandwich was annealed again as the same condition of first annealing. This removes work hardening and improves the bonding strength of the primary sandwich. The reduction of all passes (from cycle 1 to cycle 8) were equal to 50% with an effective strain equal to 0.8.
The roll diameter and the rolling speed (ω) were 170 mm and 36 r min−1. The primary sandwich was cut into two strips and preheated at 280 °C for 5 min. In the next step (Figure 3(b)), two strips of MMC were stacked together after degreasing and wire-brushing. The roll-bonded sheet was cut into two sheets, and the 50% roll-bonding process was repeated up to eight cycles. During these eight ARB cycles, it is expected to have more homogeneous structure by better dispersion of the powder particles. After the eighth cycle, the number of the powder layers is 512 within the strip. The steps of the production process of the Al/Al2O3 composite are summarized in Table 2.
Specifications of the Warm-ARB process for production of Al/Al2O3 composite.
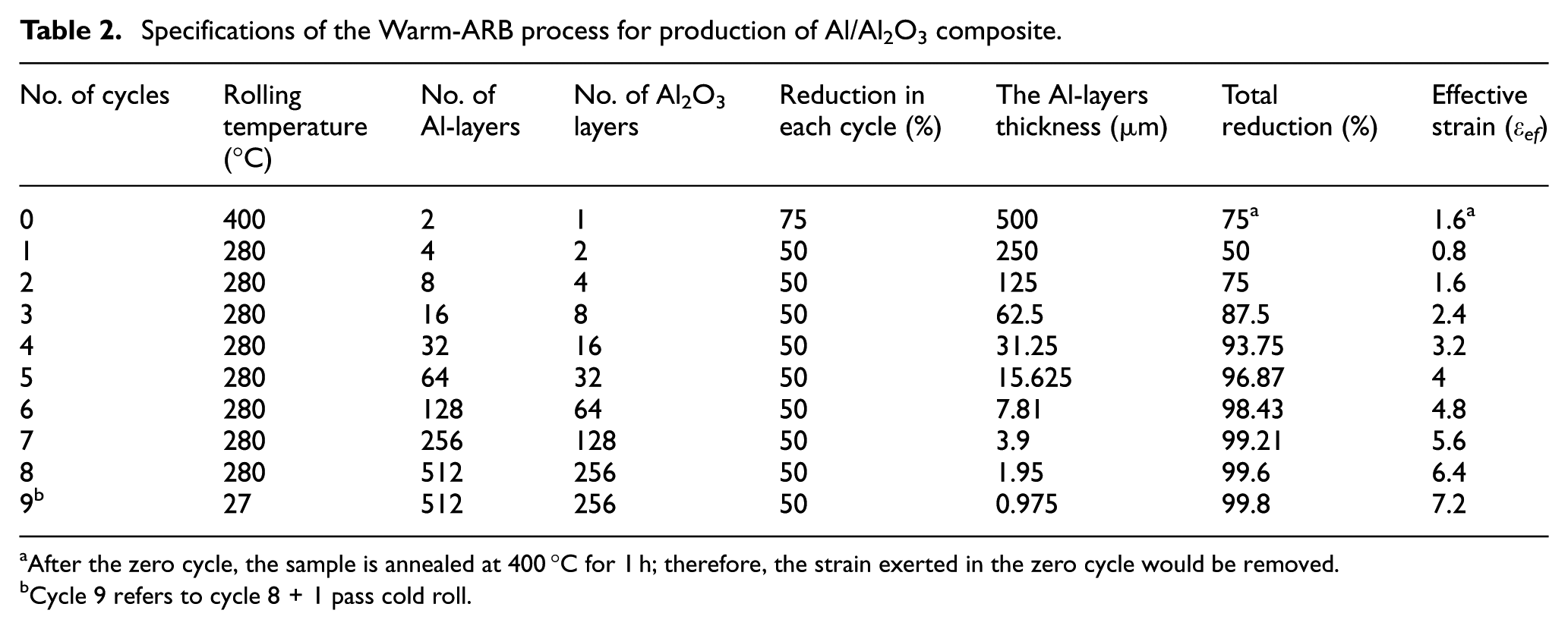
After the zero cycle, the sample is annealed at 400 °C for 1 h; therefore, the strain exerted in the zero cycle would be removed.
Cycle 9 refers to cycle 8 + 1 pass cold roll.
The tensile test specimens were machined from the rolled strips according to the ASTM-E8M standard, 18 which were oriented along the rolling direction (Figure 4). The gauge length and the width of the tensile test specimens were 25 and 6 mm, respectively. Tensile tests were conducted at ambient temperature on a Hounds field H50KS testing machine at a strain rate of 1.67 × 10−4 s−1. The tensile test was repeated three times for each sample. The Vickers hardness test was done by standard ASTM-E384 under the load of 500 g force in 15 s on the composites. The hardness test was done on more than five points and the average number was reported.
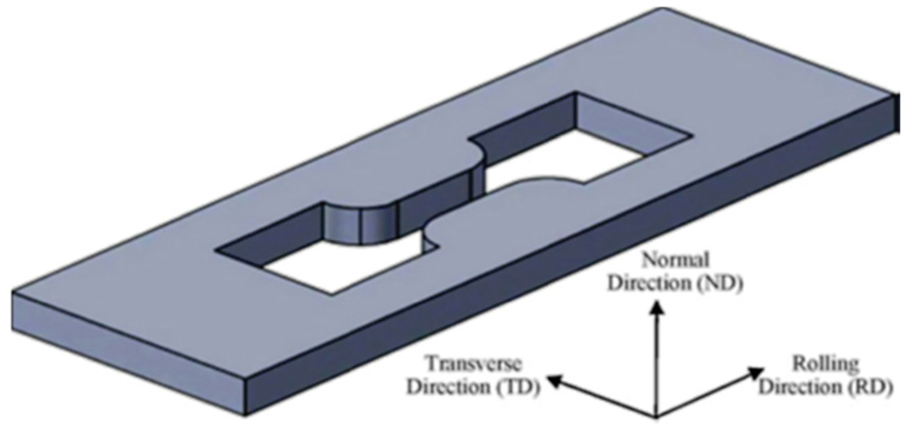
Orientation of the tensile test specimens.
Results and discussion
First of all, in order to study the evolution of mechanical properties during Warm-ARB process, six samples of Al/1% Al2O3 MMC with 0, 1, 2, 4, 6 and 8 cycles were fabricated. Then, tensile and hardness tests were carried out and finally their fracture surface of the tensile test specimens were examined by scanning electron microscopy (SEM).
Tensile strength
Tensile tests have been carried out for different ARB cycles (Figure 5). The strength of the primary sandwich (cycle 0) is equal to 90 MPa. Figure 6 shows that the yield and tensile strength are considerably increased by the first cycle (130 MPa) but when the number of cycles increases, the tensile strength remains approximately constant up to cycle 8 (139 MPa). This behavior can be explained based on two mechanisms. The first is due to the hardening (dislocation strengthening) 19 and the second is due to the production of ultra-fine grains (grain boundary strengthening mechanism). 20 Dispersing of alumina particles has a main role for increasing the strength hardening in the second stage. 21 The particles activate slip systems in the Al matrix near its adjacent layers. The density and locally strain hardening of these regions increased from first cycle to eighth cycle. As it can be seen from Figure 7, after cycle 0, a disrupted layer of powder remains straightly and it can be observed in the cross section separately. After the subsequent passes, more discontinuous chain of alumina particles are observed between the aluminum layers.
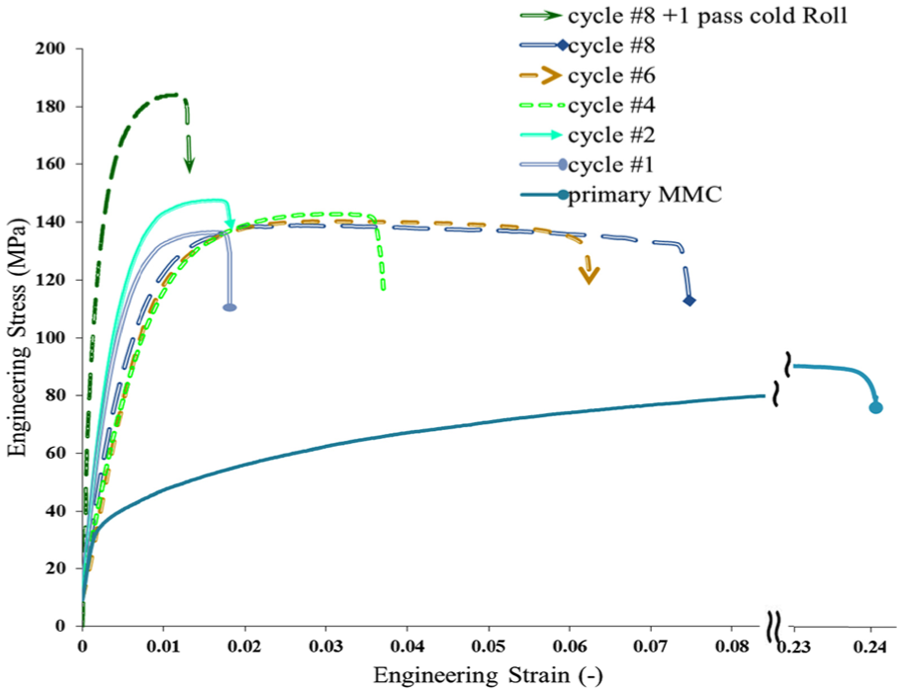
Engineering stress–strain tensile test curves for Al/Al2O3 composites before and after Warm-ARB.
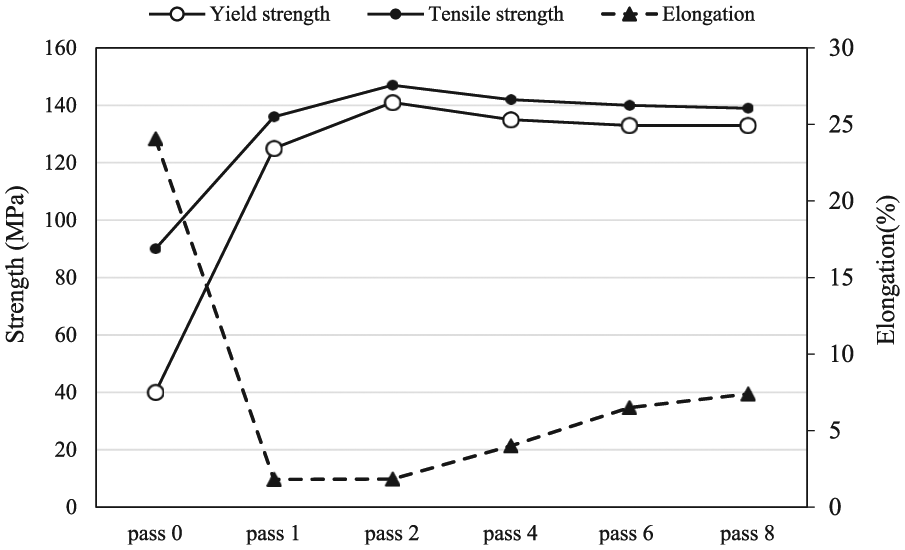
Mechanical properties of the Al/Al2O3 composites, produced by the Warm-ARB process in various cycles.
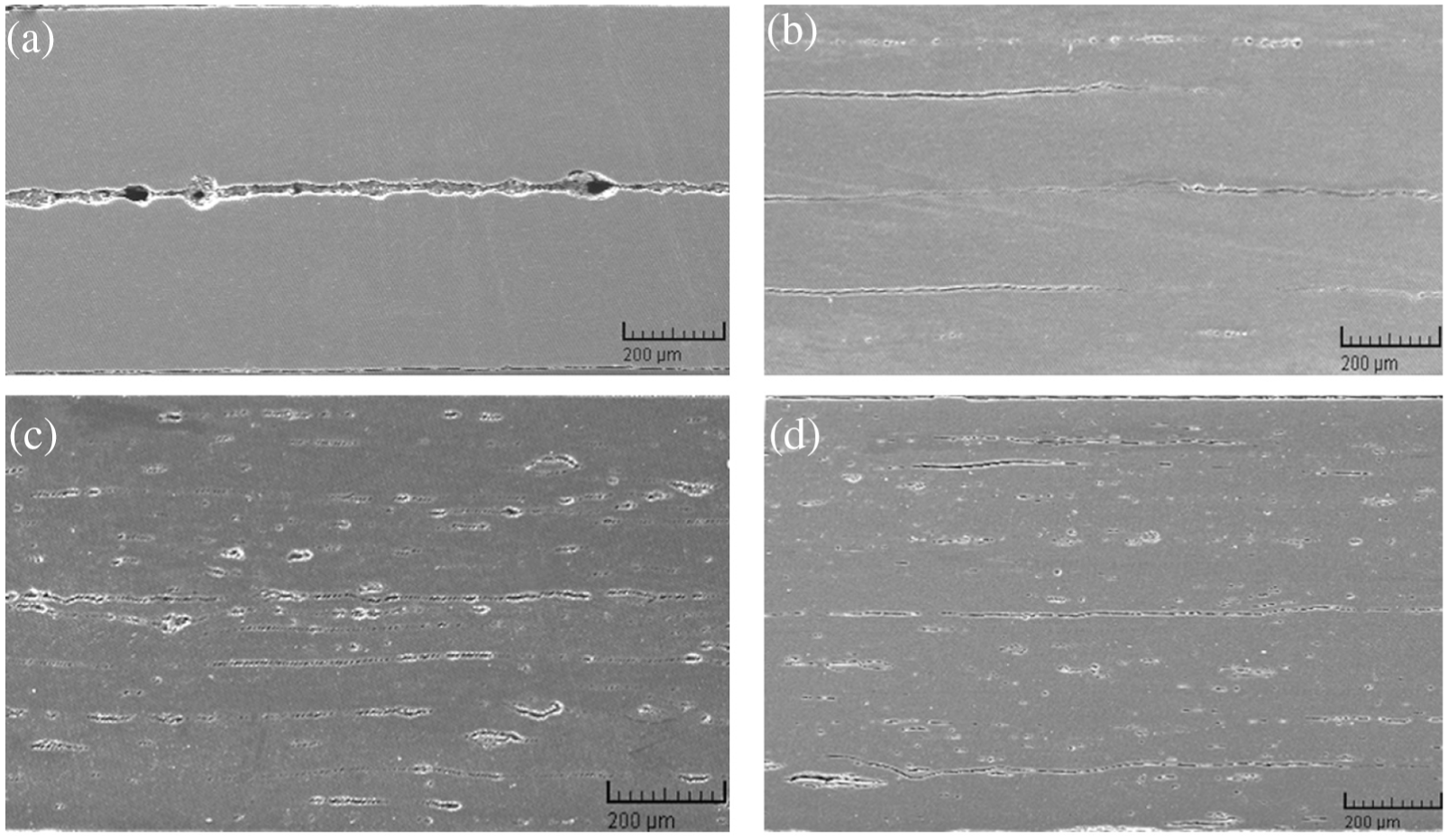
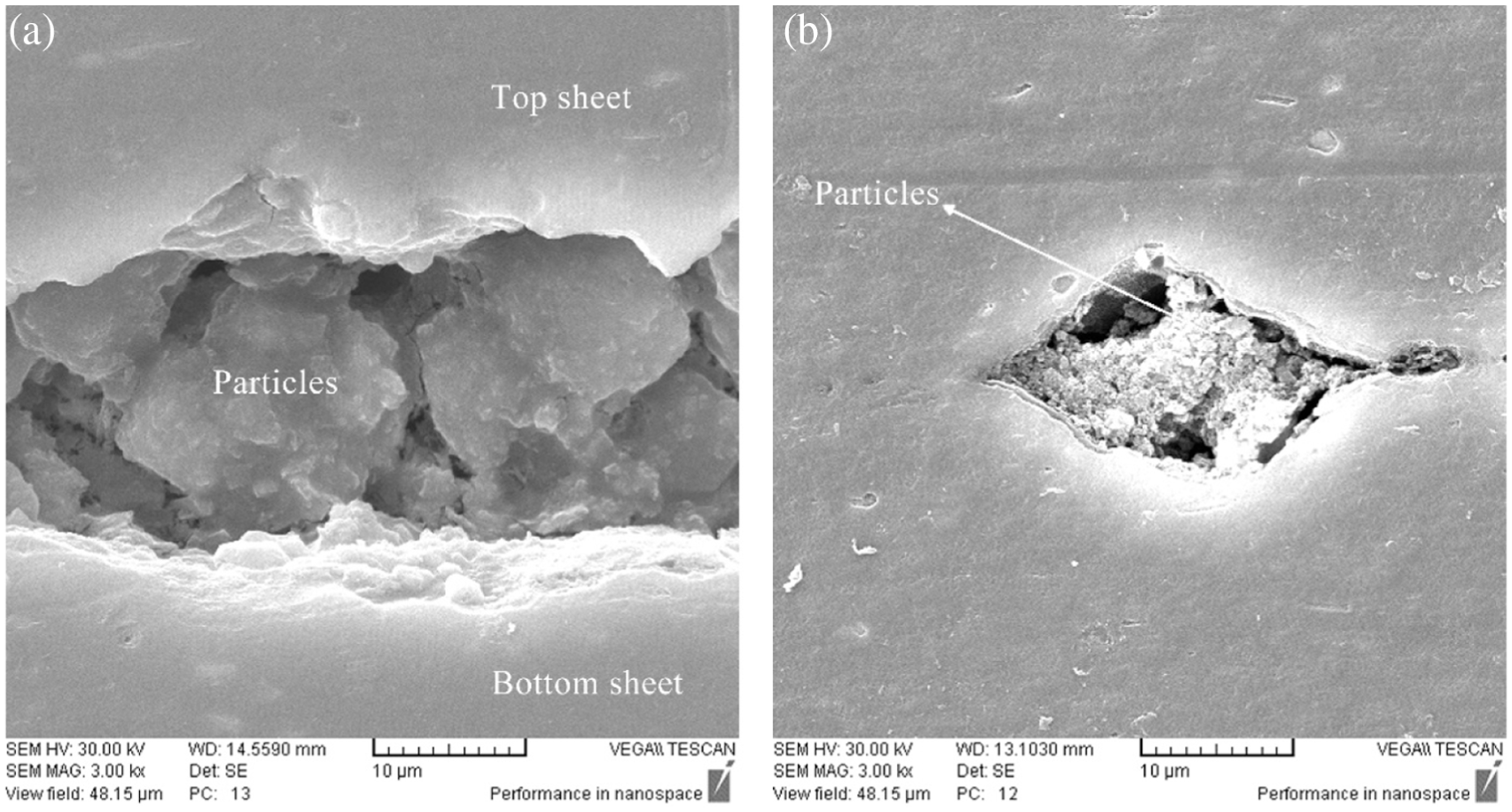
SEM micrographs of Al/Al2O3composites cross section after (a) zero (primary sandwich), (b) two, (c) four and (d) eight cycles.
Figure 7(a)–(d) shows the composite cross sections in cycles 0, 2, 4 and 8. As it can be seen from Figure 7(c) and (d), it is very difficult to identify the number of layers in the micrograph. It can also be observed that the thickness of dense clusters decreases and consequently the size of them decreases too. Figure 7(d) illustrates that after the eighth cycle, the uniformity of clusters increases considerably. In other words, during the rolling process, the Al matrix flows between the clusters, and as a result, the distance between the particles increases.
From cycle 0 to cycle 1, the maximum elongation decreases from 24% to 1.8%, but the trend is reversed from cycle 1 to cycle 8. For the final Warm-ARB cycle, the maximum elongation value shows a value equal to 7.4% (Figure 6). This behavior is attributed to (1) increasing the uniformity of particles, (2) increasing the bond strength between the Al matrices and (3) decreasing the porosities in the clusters. Figure 8 compares the SEM micrographs of primary sandwich and the final composite after eight ARB cycles. The eighth micrograph shows a diffused interface with a good continuity and sphericity. On the other hand, after the eighth cycle, the porosities in the clusters are eliminated. 22
SEM micrograph representing the interface of Al2O3 cluster with Al matrices after (a) primary sandwich (zero cycle) and (b) eighth cycle.
Figure 9 shows the average micro-hardness and toughness of composites after various ARB cycles. The average micro-hardness increases rapidly from cycle 0 to cycle 4 and remained approximately constant from cycle 4 to cycle 8. In some studies, it is reported that the initial increase of average micro-hardness seems to be related to the strain hardening.22–25 The rapid increase in micro-hardness after initial cycles is due to the initial reduction of grain size and growth of dislocation density inside the crystalline lattice which leads to initial strain hardening. 25 The hardness value is saturated for larger number of cycles, as previously reported in the ultrafine grained (UFG) materials produced by ARB process.26–28
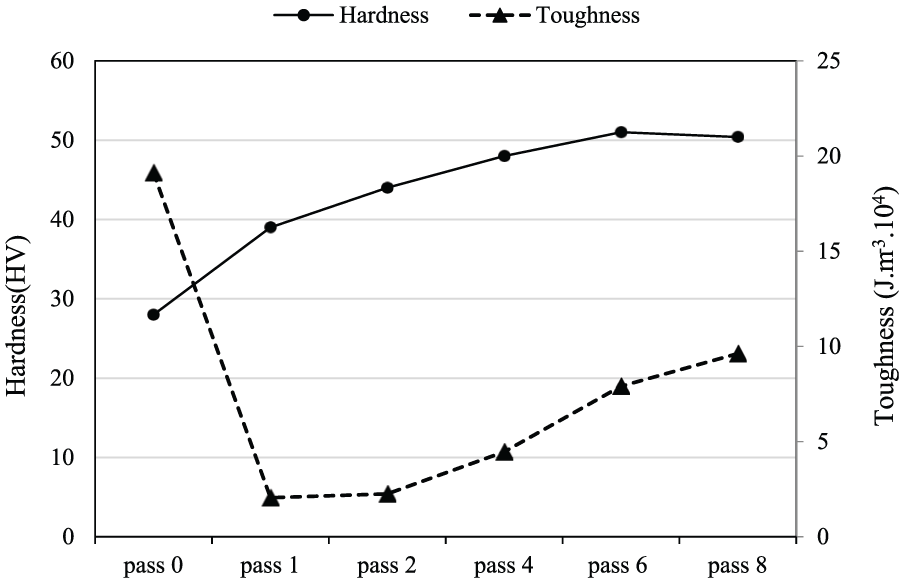
Variations of average micro-hardness values and toughness with the Warm-ARB cycles.
The toughness value of the composite (Figure 9) decreases considerably from cycle 0 (19.1 J m−3 × 104) to cycle 1 (2.1 J m−3 × 104). This behavior is due to the strain hardening and the less mobility of dislocations. 25 There is a little growth in the toughness from cycle 1 to cycle 4, but this becomes faster than the cycle 4 (4.5 J m−3 × 104) to cycle 8 (9.6 J m−3 × 104). An increase in the strength and strain amplitudes of the samples during ARB process leads to increase in the toughness of the produced Al/Al2O3 composite (Figure 5). Increasing the number of ARB cycles increases the bond strength among the layers and the particles homogeneity and it decreases the size of clusters (Figure 8). Also, uniform dispersion of the alumina particles due to the breaking of alumina clusters improves the elongation of samples. Moreover, by uniform dispersion of the alumina particles, local strain hardening occurs around the particles, and as a result, the strength of samples increases slightly in the samples with higher number of cycles. Both of these two parameters—(1) increasing the strength during the ARB and (2) increasing the elongation of samples with the ARB cycles—improve the toughness value as well as the elongation of the samples.
Hardness test
The average Vickers micro-hardness of the fabricated MMCs is presented in Figure 9 as a function of the ARB cycles. It shows that from cycle 0 to cycle 2, there is a rapid rise in the amount of average hardness while from cycle 4 to cycle 8, it has a minor additional change. This minor increase is attributed to strain hardening. In other words, when the number of cycle increases, dislocations saturation happens at larger strains. The saturation of the hardness is observed after higher cycles and this has been reported in ultra-fine grain materials fabricated by severe plastic deformation previously.23,29 This fact can be explained that after a certain plastic deformation, the materials reach to a certain steady-state density of dislocations. By increasing the number of cycles, the distribution of particles in the matrix becomes more uniform and the percentage of porosities decreases. After a certain number of cycles, the porosities are omitted and the average hardness value increases to its maximum value until the hardness saturation occurs afterward. 23
Fractography
A scanning electron microscopic (SEM) study was used in order to clarify the rupture mechanism in the primary sandwich (cycle 0), cycle 2, 4 and 8. The fracture surfaces after the tensile test of the composites are shown in Figure 10. The primary sandwich exhibits a typical ductile fracture with deep dimples (Figure 10(a) and (b)). This is similar to other soft materials which have fracture surfaces with deep gray fibrous appearance and hemispheroidal dimples. 22 Figure 10(c)–(f) clearly reveals that composite with two and four cycles exhibits a fracture surface with dimples and shear zones. By increasing the ARB cycles, the fracture surface is not as deep as the earlier cycles and deep dimples are shrinking slowly. At earlier cycles, the fracture surfaces have deep and elongated dimples. But at higher cycles, the main fracture surfaces do not show elongated and deep shape dimples. Deep and elongated dimples are the result of the nucleation of micro voids. Their growth in the structure and finally their coalescence is affected by shear stress. 27 Figure 10(g) and (h) shows the fracture surface of the composite after cycle 8. Alumina powders have a significant effect on the fracture surface of composites. Their presence on the core and walls of dimples implies that these particles (agglomeration and particle–matrix interface) provided suitable sites for crack initiation and nucleation. Cracks propagate among the particle–matrix interfaces as weak places in the structure.23,28
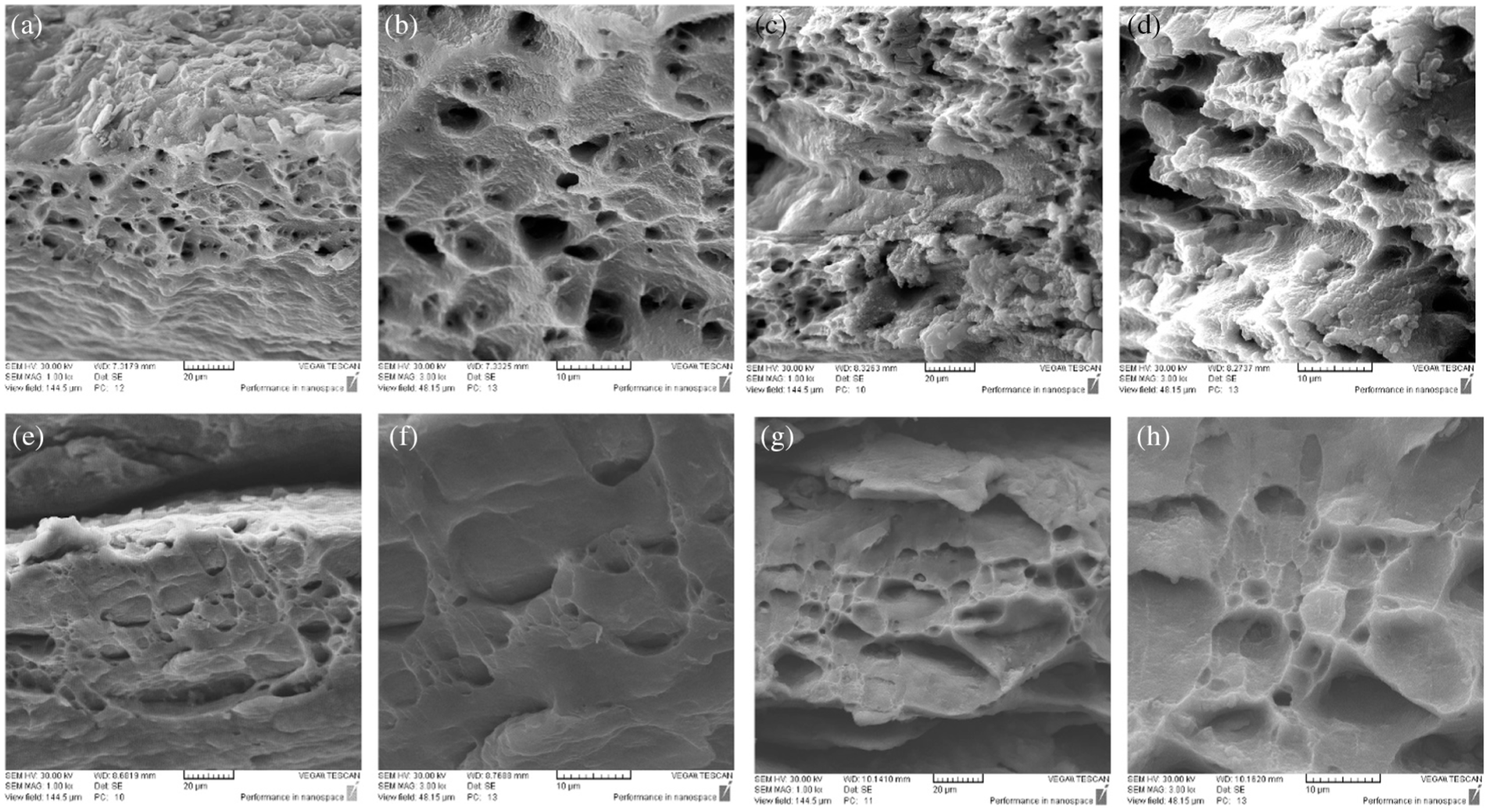
The fracture surfaces after the tensile test for (a, b) primary composite (pass zero), (c, d) composite with 2, (e, f) with 4 and (g, h) with eight Warm-ARB cycles after the tensile test. They are shown in two magnifications.
Effect of cold rolling on the final product
After the final pass (cycle 8), a single cold rolling pass was done on the MMC product. It considerably increased the material strength. Figure 5 shows the stress–strain curve of the cold rolled material in comparison with other cycles. The results seem promising with 183 MPa strength which has 34% increase in comparison with cycle 8 (139 MPa). This can be rolled further which is recommended to be investigated as future work.
Conclusion
In this study, Al-1050 and fine particles of alumina were used to produce Al/1% Al2O3 MMC with fine and uniform clusters of alumina particles successfully by Warm-ARB process. The following conclusions can be highlighted briefly:
Warm-ARB process can be used to produce high-strength MMC with higher toughness than conventional.
The microstructures revealed the clusters of alumina particles in the Al matrix elongated in the rolling direction. As the ARB cycles increase, the uniformity of clusters increases considerably.
The tensile strength of the composites increases with ARB cycles and reaches a maximum value of 147 MPa after second cycle, which was 1.63 times higher than the strength of the primary sandwich.
The maximum elongation of primary sandwich (annealed) is 24%, while after the first cycle it was reduced sharply to 1.8%, but it increases to 7.4% after the eighth cycle. This means that the alumina has an enhancing effect on the elongation after a certain number of cycles.
The toughness of primary sandwich is 19.1 J m−3 × 104 while the toughness after the first cycle is 2.1 J m−3 × 104 which is less than that of primary composite. By increasing the number of cycles, the toughness reaches to 9.6 J m−3 × 104 after the eighth cycle. In other words, the alumina particles enhance the toughness of composite with more cycles.
The average micro-hardness value of Al/Al2O3 MMC increases with increasing ARB cycles. This demonstrates that adding of alumina particles to Al matrix leads to an improvement of the hardness.
One cycle of cold rolling with a 50% reduction was done on the cycle 8 to show that the final MMC product has the ability of even higher strength under cold work hardening.
Future work can be conducted to investigate the effect of further cold rolling passes on this MMC product.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.