
Abstract
Preparation of grinding wheels is the most important effective factor in glass machining. This article presents the comparison of the iron- and copper-based grinding tools. The performance of the tools is investigated based on technical and commercial aspects using same cutting speeds, feeds, and sizes of diamond grits. Scanning electron microscope is used in order to observe the microstructures of cutting tools. The service life of the grinding tools is determined on the production line in a flat glass plant. A lifetime of Fe-based diamond tools is longer compared to the copper-based wheels. The impact of metal bond materials on the service life is examined. The results show that the Fe-based tools are more economical and more useful for grinding of glass. The holding of Fe-based bonding to diamond grit is stronger than the copper-based ones.
Introduction
Grinding is an abrasive machining process that is used for the production of very fine finishes and accurate dimensions. A grinding wheel is used in industry applications as the cutting tool. Diamond is one of the materials that is widely used as a grinding wheel. Diamond is the hardest known material and has excellent thermal and mechanical properties, such as the highest hardness, the lowest coefficient of thermal expansion, the lowest frictional coefficient, and the highest wear resistance, and it is widely regarded as a superior cutting tool material for engineering applications. 1 For this reason, diamond tools are typically used to machine tough ceramics, stones, and glasses. The demand for glass cutting has recently been increasing in astronomy, medical, microelectronics, aerospace, and information industry. Manufacturing of touchscreens on mobile phones also requires glass cutting technology. 2
Flat glass production has grown fast during the last three decades, and production speeds have become very important. A common solution for reducing the manufacturing times is increasing the service life of the grinding tools. Past studies3–5 show that reducing machining costs depending on different factors such as cutting strengths, tool properties, process temperatures, and vibrations enables optimization. Flat glass is widely used in many areas such as the production of glass packages for window frames and in the furniture manufacturing. 6 Especially, it is used in cooktops to customize glass solutions in kitchens. Flat glasses are used commonly in advanced engineering applications because their properties suit a wide range of applications. However, very few studies are available in the literature on glass grinding.
During machining of the glasses, grinding is generally adapted to obtain the regarded shape quality. Grinding can be regarded as a complicated process which involves many parameters such as wheel speed, depth of cut, grit size, hardness, and feed rate. Mayer and Fang 7 investigated the relationships of grit depth of cut and grind direction with strength and surface characteristics of the specimen with diamond grinding wheels. Production of objects made of flat glass with the help of the edge grinding is the most critical and lengthy technological operation. Either increasing the quality of the tools or designing new diamond wheels for edge grinding of flat glass is an important problem challenging the cutting tool industry. In this study, grinding of the flat glasses was investigated to contribute to the body of literature.
Commercial constraints in grinding process in glass industry require that production rate is maximized with high feed rate and depth of cut values. It is difficult to control a grinding process because the density of the diamond grit in the bond and the size distribution of the wheels can vary during the manufacturing. There are few studies relating the effects of diamond abrasive grits that influence the behavior of the composite system in cutting.8,9 Grinding flat glass with diamond wheels using either Cu or Fe as the bonding matrix is generally used in industry. In grinding operations, chip formation is not valid and particles in the wheels penetrate into the flat glass and remove the material away. However, the penetration depth is reduced when abrasives of the diamond are worn. Hence, the material removal rate is reduced as well. Rounded corners of the flat plates could not be complicated with the required surface qualities. Because of this reason, Arif et al. 10 investigated glass milling operation which is a potential process to trim the glass products. Moreover, glass milling allows good surface quality, 10 and grinding operation and grinding wheels can be used for the rounded corners of the flat glass with a good surface quality.
Blank et al. 11 and Yamaguchi et al. 12 resorted to the cutting experiments to improve tool performance. They focused on nitrogen impurity of raw diamond influencing durability, tool hardness, and the resistance of cutting edge to wear and fracture. Metal- or copper-bonded diamond tools were used in many machining or grinding applications for different materials, natural stones, and glasses. As mentioned by Onishi et al., 13 diamond tools include various compositions based on Cu or Fe which are used also for non-ferrous materials. Compared with conventional SiC grinding wheels, other types of grinding wheels such as metal-based have a good holding ability and efficiency. 14 Wang et al. 15 proved that Al-based bonding increased the cutting speed capability and bond strength of the tools. Also, micro-grinding tools for brittle materials were manufactured and tested by researchers.16–20 The literature by Abyzov et al. 21 considered a diamond–copper composite and investigated mechanical properties of this cutting tool. Lin et al. 22 produced three kinds of Cu-based grinding wheels with different grit sizes and compared their performance with each other. They observed the grinding performances with the help of the frequency spectrum of vibration. Metallic matrix diamond tools are preferred in grinding and machining processes.23,24 Sintering temperature has a significant effect on the graphitization of the diamond grits and mechanical properties of the grinding wheels.25,26 The temperature of the sintering affected the bonding ratios and the service life of the diamond tools. Different dressing techniques were employed to the metal-bonded diamond wheels for improving the tool life by past studies.27–30 In the researches,31,32 analytic models which define the glass fracture damage mechanics were proposed. In the recent studies, metalized diamond tools with brazing alloys, pre-brazed diamond, and metal matrix were manufactured and investigated.33–35 A method for the structuring of grinding wheels was employed, and effect of coolant flow on the wear of the wheel is investigated. 36 Grinding wheels and cutting tools with a different bond and matrix materials were developed and fabricated in recent years. Diamond-coated fibers produced by the chemical vapor deposition or coarse-grained diamond were used for grinding work as abrasive grain.37,38
In the light of what has been written above, it can be understood that many analysts study to find out optimum process parameters for a kind of bond material. However, a few studies have been conducted on comparing two kinds of bond material in grinding. Hence, this study aims at understanding the microstructure and the life of the diamond tool and compares the effects of Cu and Fe-based matrix elements. The effects of materials, one of these tools that is based on Fe with diamond powder and the other tool that is based on Cu with diamond grain, were examined. In addition, life of the wheels obtained by grinding process was compared. All test results were analyzed by scanning electron microscope (SEM) micrographs. The concentration and shape of the particles were compared with the help of the SEM images. It is observed that the life of the Fe-based wheels is greater compared with the Cu-based matrix grinding wheel. In this study, not only the structure but also the life of wheels was discussed for the flat glass grinding.
Experimental details
The test conditions for different cases are the same except for the matrix compositions. The wear rate and the matrix materials must be balanced; for this aim, diamond tool and matrix materials should be chosen taking into attention the abrasive wear behavior and toughness of the glasses. Grinding tools with two different types of matrix compositions were selected for the experiments. The production line in glass factory is used for the experiments.
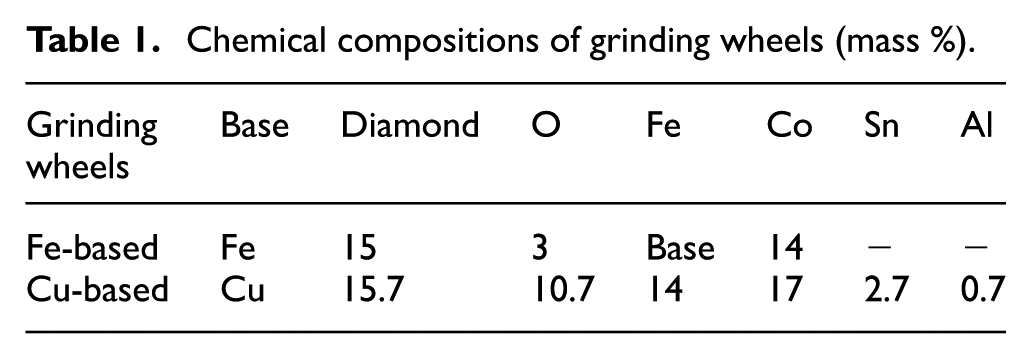
The industrial diamond crystals were utilized in this work. Commercial grinding wheels with the diamond grit size of 600/700 mesh on the Fe- and Cu-based steel substrate were used for the tests. They were used in grinding because of their high resistance against abrasive wear. Diamond materials have low thermal conductivity and hot hardness. All tests were performed under continuous grinding conditions, and coolant was used during the operations. The grinding coolant is a commercial coolant currently used in glass industry in grinding flat glasses and must be directed onto the face of the grinding wheel. The matrix compositions of the Fe- and Cu-based diamond tools were Fe and Cu, respectively. The metals making up the bound mixture generally are iron, copper, cobalt, nickel, and tungsten. In this study, iron and copper were selected as a bound mixer maker. The chemical compositions of grinding wheels used in the experiments are shown in Table 1. The support materials are the part of the wheel upon which the abrasive diamond grits are fixed. Base material and the diamond grits give the grinding wheel an appropriate form.
Chemical compositions of grinding wheels (mass %).
The metallic powder and the diamond grits are combined until it becomes like a batter. After that, this mixture and the steel core are put together by brazing. Selecting temperature, holding time, and making pressure to utilize sintering require the expertise of the toolmakers. Using the electro-discharge machining (EDM) method, the re-profiling of diamond wheels is achieved. The diamond grains were observed under the SEM (JEOL 6390-LV) at the accelerating voltage of 20 kV, with 3 nm resolution power. Analyses of the particles were carried out by recording the energy dispersive X-ray (EDX) spectra.
Only two diamond tools were arranged. These tools were comprised of two main elements which are steel center and segment. The grinding wheel dimensions were the same; outside diameter was 150 mm, 6.5 mm height, and the segment width was 13 mm. Depth of cut of 0.6 mm was chosen for grinding test. In order to achieve desired grinding quality, the feed rate was selected as 7000 mm/min. A grinding wheel speed of 4800 r/min was carried out in the experiments. Basic structural view of grinding machine is shown in Figure 1. This structural view describes where the grinding wheel and workpiece material are present. The workpiece dimensions were 650 mm × 450 mm × 4 mm. Many experiments were carried on in order to eliminate the risk of choosing incorrect values. As the test results, the average lifetime of 10 diamond tools was taken as the service life.
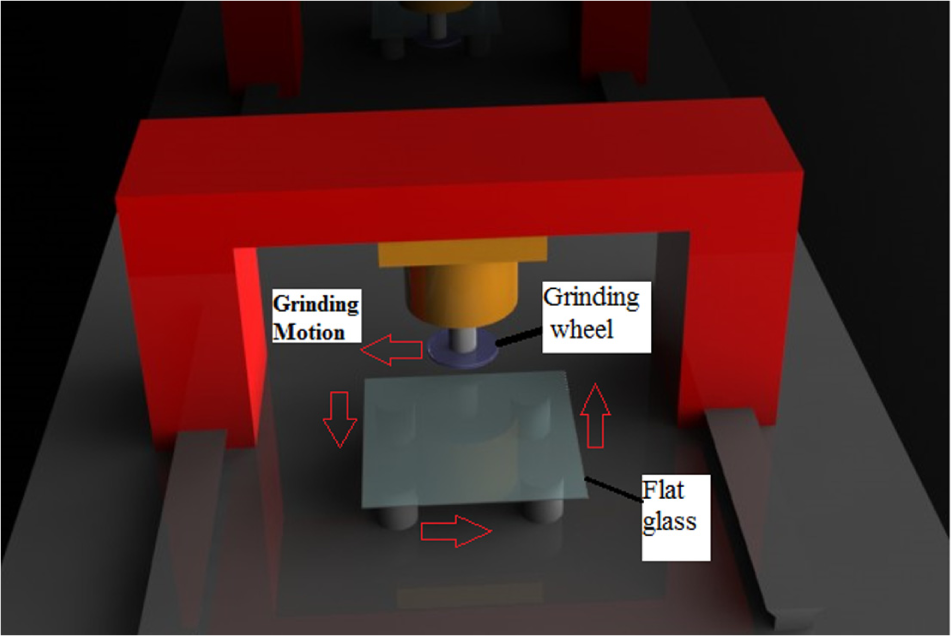
Schematic view of the grinding machine for flat glass.
Results and discussion
The working surface of the diamond grinding wheels was examined with the SEM. The sintered compound and diamond grits were also observed with magnification ranging from 50× to 5000×. The life of the grinding wheels was compared to each other in this section “Tool (grinding wheel) life.”
Characterization of microstructures
The bound and matrix materials or compounds must be guaranteed for the long tool life and quality surface requirements. Wear resistance and rigidness of the compounds must be suited to the abrasive grits. Throughout the duration of grinding, the diamond grit meets directly with workpiece; therefore, the matrix material must be made well to become durable in order to preserve the diamond. Diamond grinding wheels with Fe- and Cu-based matrix materials were prepared for the tests. After the experiment, as can be seen in Figure 2, ordinary worn surface can be seen on the diamond grits after the process of grinding for Fe-based tools.
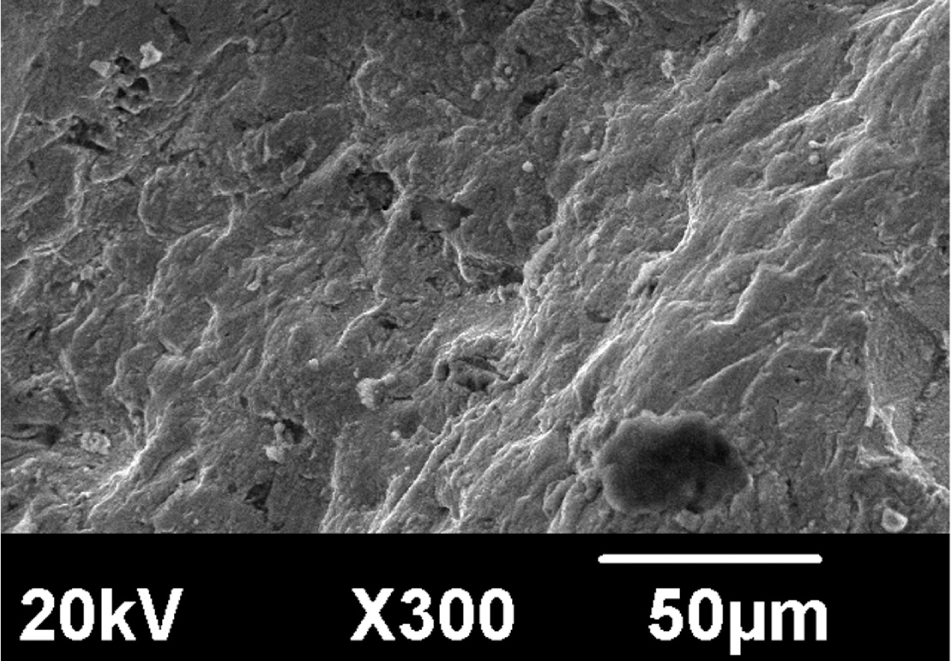
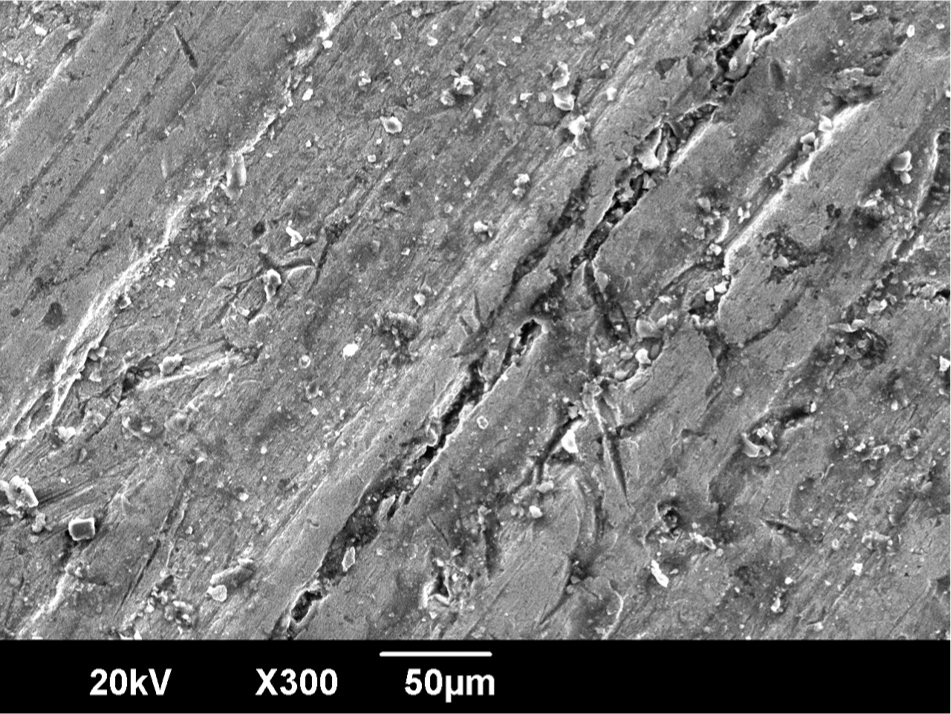
SEM images of diamond grits embedded in an iron matrix (magnification of 300×).
As obvious in Figure 2, which was obtained using SEM device, the surface of diamond grits was not converted into a flat platform. Thereby, the grits are very crucial to penetrate into the surface glass and to increase tool life. The typical shape of the diamond grits was changed; this indicates that wear of diamond abrasives occurs and grits come into contact with the flat glass surface. It can be seen that the bonds among the particles were intense. Diamond and compounds have an ultra-fine microstructure, as can be seen in Figure 2. Each grain acts as a cutting tool and is proposed to offer to remove material from a workpiece in an abrasive action. As can be seen in Figure 2, the surface of the diamond grits is clean, and the structure is homogeneous, meaning that the iron has characteristics suitable for strong binding.
The sharpness of the diamond grit, the binding strength, and gaps in the matrix material are very important features that need to be concentrated. The diamond grits are not pulling out from the structure, and bonding of the matrix to the diamond particles seems perfect as an ultra-fine structure. The fracture surface of diamond grit is flat.
Compound materials seen in Figure 2 were determined with SEM and an EDX analysis method. This method was used for analyzing the components of the grinding wheel. EDX analysis results given in Figure 3 are compared with the first analysis results seen in Table 1. From the comparison, the same chemical composition of the grinding wheel was clearly manifested. Glass is not observed in the composition; this can lead to irrelevance of Fe to glass in grinding. Neither Si nor Ca metals were detected. This feature can improve the productivity. A good adhesion between the diamond grit and matrix material can be seen. Such an outcome has been observed from the analysis findings; no contaminants appeared, and the grinding wheels specified in Table 1 were absorbed. Hence, the SEM micrographs have made us get information about the characterization of the wheel material surface.
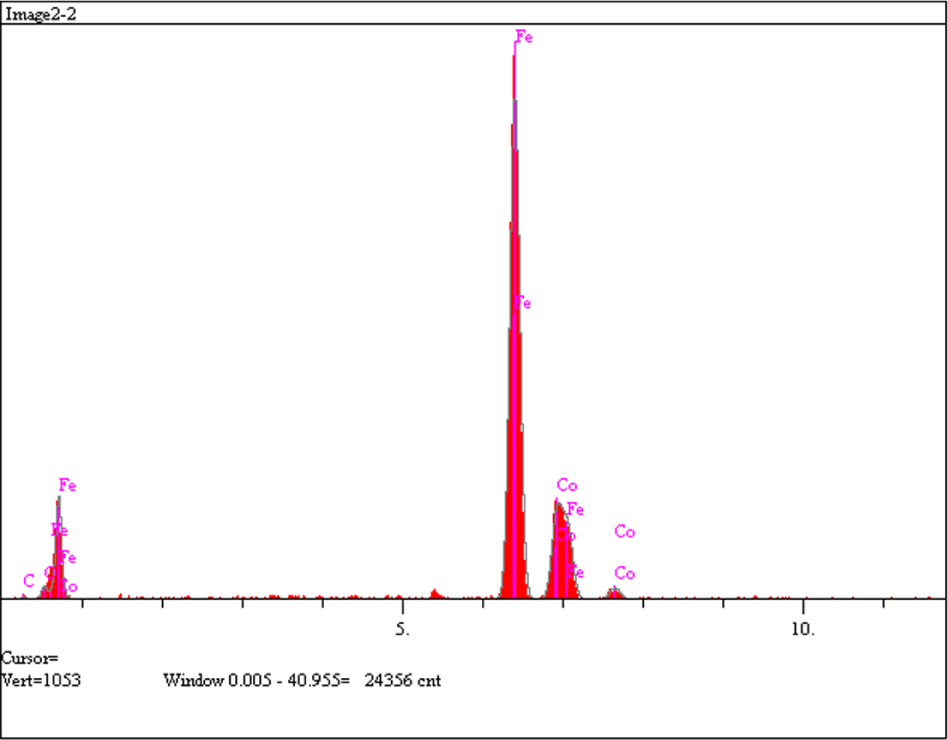
EDX analysis of grinding wheel found in Figure 2.
Diamond grits embedded in a copper matrix have been depicted in Figure 4, and as can be seen, size degradation has been occurred and grits turned into flat platform. Uneven surface can be observed on the part of the tool. Fractures and cracks have also been obtained on the surface. In line with this observation, microstructure does not have a homogeneous structure. Moreover, grinding tracks exist at the ground surface; this observation indicates that there are defects left in the surface layer. Fractures take place along the surface of the cutting tool. Although, no macro defects were absorbed on the tool surfaces, as depicted in Figure 2, for the iron-based diamond tools.
SEM images of diamond grits embedded in a copper matrix (magnification of 300×).
As can be observed in Figure 4, diamond grits were not pure; this may be attributed due to the adhering of extra elements like Si to the surface of the grinding wheel. The availability of the foreign materials may evolve out of two main reasons: (1) diffusion of Si in glass to the grinding wheel surface during the tests and (2) a weak interfacial bonding strength.
After the service life, EDX analysis of the Cu-based diamond grinding wheel is shown in Figure 5. From the spectrum analysis, Si and Ca were determined as extra elements when compared with the own specification of the grinding wheel, as seen in Table 1. Diffusion of Si and Ca from glass to the grinding wheel may be the main cause of these unpredicted elements. This result supports that the Cu-based tools are not the main choice for grinding of glass. Si can be found on the diamond surface only when copper-based diamond tools are used, thanks to the reaction between Si and Cu. The affinity of the material with diamond has to be taken into account when designing a diamond grinding wheel with the metal matrix. Microstructure analysis is an effective way for determining the optimal grinding wheel composition, in accordance with the findings of Wang et al. 15 and Song et al. 39 In this work, the usefulness of matrix material was discussed, and suitable chemical compounds were recommended.
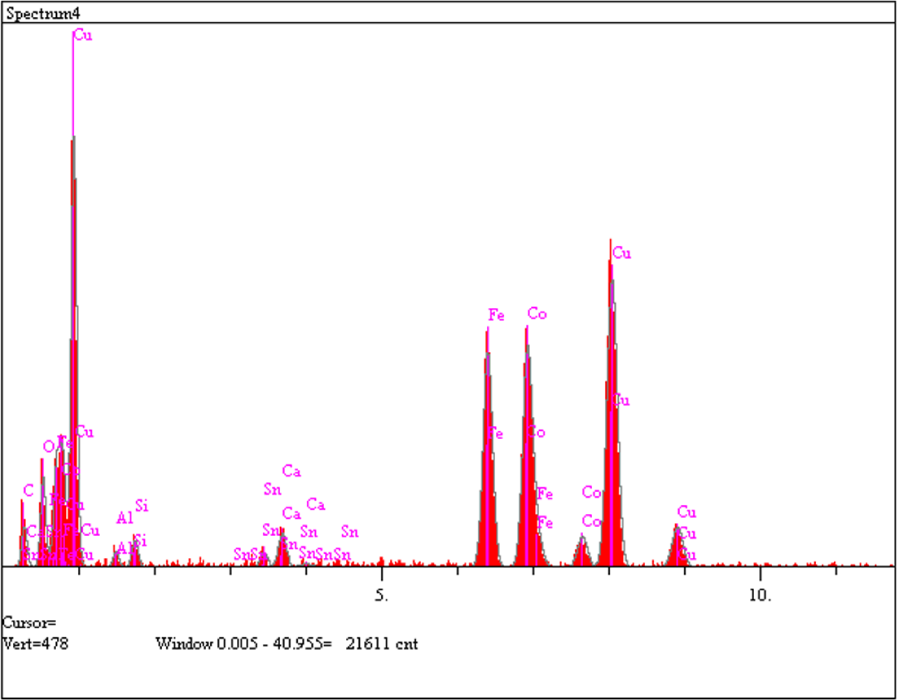
EDX analysis of grinding wheel for Cu-based disk.
Among the past studies, the works of Abyzov et al. 21 appear the most reliable according to findings. They used a diamond–copper composite for the tests; however, in this study, both copper- and iron-based grinding tools were considered and compared with each other. On the other study, 40 the performance of vitrified-metal bond diamond wheels was examined.
The addition of Sn can make the Cu-based alloys suitable for the production of grinding wheels. The hardness of the Cu–Sn alloys is higher than Cu ones. 22 In this study, Sn alloys used with Cu as can be seen in the EDX analysis (Figure 5). In this case, Sn alloys are employed to enhance the hardness of the tools. Sintered pure Fe shows lower hardness value than Fe–Co alloys. The addition of Co promotes much stronger adhesion and hardness. 41 From this observation, Co alloys were used for the iron-based grinding tools for higher performance in this work. Although, in Spriano et al. 41 Co-free matrixes is used for the diamond tools. As mentioned in the past study, 2 bigger diamond grits give better results.
Surface roughness
The surface parameter used to evaluate surface quality is the roughness average (Ra). Ra can be described as the area between the roughness profile and its central line. The arithmetic average roughness is recognized by ISO 4287:1997 standard and is measured using a Mitutoyo SJ-301 portable surface tester. The obtained surface roughness values for Fe- and Cu-based disks are 1.691 and 2.236 µm, respectively. The surface quality of Fe-based grinding wheels is better than of the Cu-based ones.
The sample material after grinding with copper-based cutting tool is shown in Figure 6. When this figure is examined, the number of the black points is more than white ones; this could be due to the fact that diamond grits are held together by weaker compound materials. This assumption implies an intermittent grinding operation.
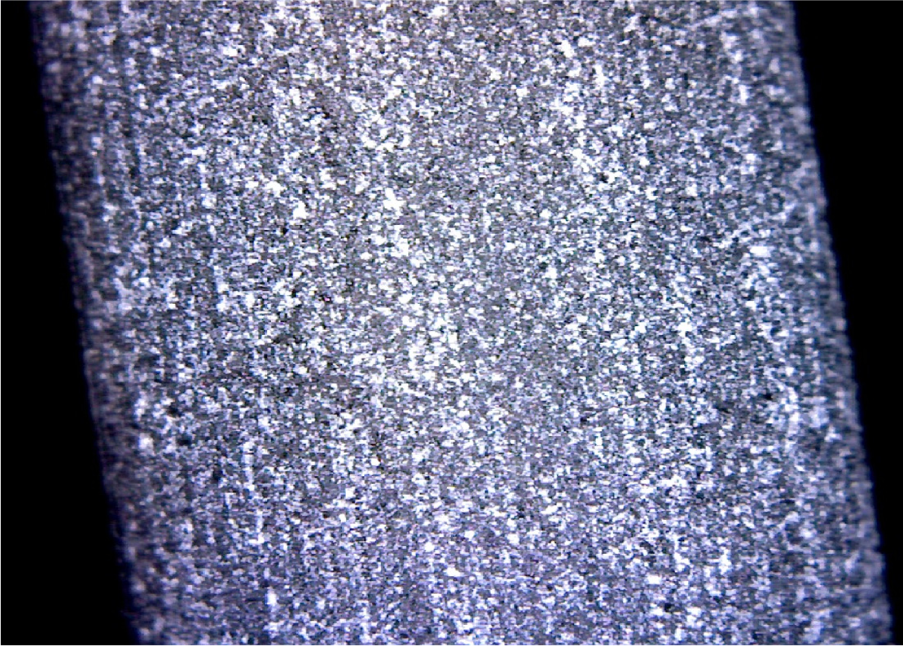
Workpiece material when using Cu-based grinding tool.
Workpiece material after the grinding operation with Fe-based diamond tool can be seen in Figure 7. The number of the white points is more than black ones; this has been attributed to strong absorption of iron bond on diamond grits. It might be expected that grinding is continuous and the surface quality is better than when the copper-based grinding tool was used. Therefore, the increase in holding capability of the grits would compromise the surface quality of the surface. Moreover, it can be concluded from the distribution of the white and black points on the glass when Fe-based grinding wheel was used that removing glass particulars is continuous and the surface is smooth.
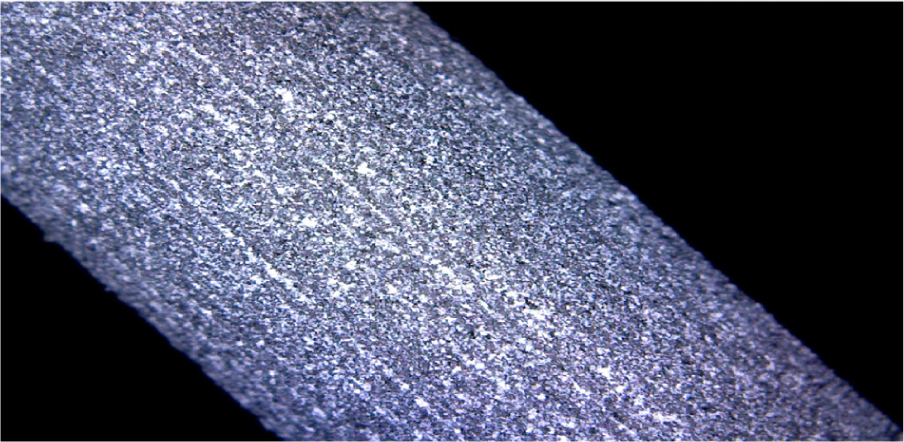
Workpiece material when using Fe-based grinding tool.
SEM micrograph of diamond grits embedded in an Fe matrix can be seen in Figure 2, and a strong adhesion can be observed. The retention of Cu bonding matrix to diamond grit is weaker than Fe-based bonding agent. When Fe was used as a matrix material, surface of the diamond grits was intact and also cleaner than those using Cu ones. It can be seen a fraction material on the surface when Cu was preferred as bonding matrix.
Tool (grinding wheel) life
In grinding process, service life is an important parameter that defined the success of the tools. It is clear that there is no perfect method to reliably predict the tool life of the grinding wheel. Furthermore, higher hardness of grinding tool does not mean longer service life. Lifetime of the tools is defined as the time period that passes between the two grinding operations. The average lifetime of 10 grinding wheels was calculated as a service life. Results of the tool life can be seen in Figure 8. Fe-based wheels have the longest lifetime; this is achieved by a binder to hold the diamond grits with more strength.
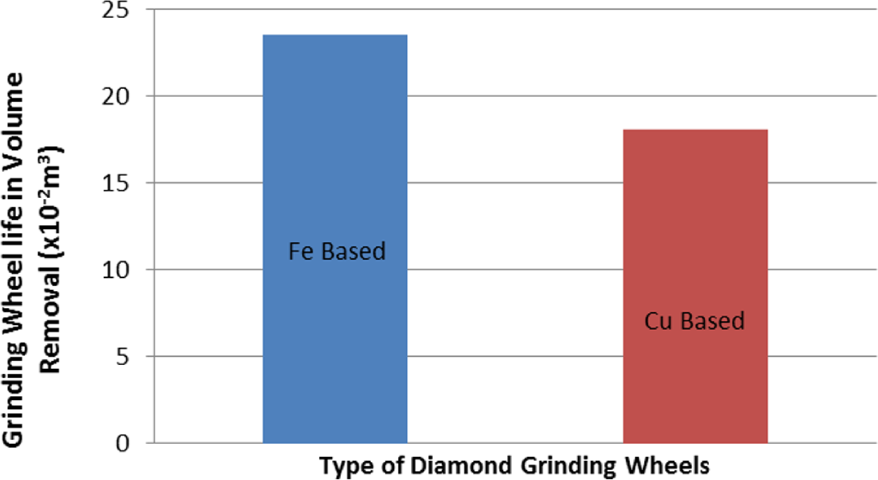
Comparison of grinding lifetime of the wheels.
The SEM micrographs of the diamond tools were depicted in Figures 2 and 4, size of the diamond grits were 600/700 mesh, and for all the diamond wheels, dimensions of the grits were the same. Geometric properties of the structure and the diamond grits were observed for all the textures and compared with each other. Using Cu as a bonding matrix, surface of the grits had a thin layer of material covering the surface. Although, the surface is clean for the iron-based tools.
Grinding wheel with 68% Fe as bonding agent was used in this test. The service life of cutting tools that is based on Fe was compared with the lifetime of cutting tools that is based on Cu. The research outcomes illustrated that Cu texture wheels perform a shorter service life because of the weak bond between tool substrate and the diamond grits. Moreover, the retention of Fe texture to diamond particles is stronger than Cu-based bonding agent grinding wheels. The existence of Si particles in a structure can be easily seen owing to the relation between glass and Cu-based wheel.
Figures 2 and 4 have made us get an estimate of the lifetime of the grinding wheels and the surface quality. In addition, the service life of the tools has been depicted in Figure 8. From the tests, the life of the wheels has been found to be 0.235 and 0.181 m3 for Fe- and Cu-based tools, respectively. The change of tool life could be due to the adhesion of the iron-based ones to the grits. This might indicate that using different compounds increasing the adhesion might result in a higher lifetime. Grinding wheels with iron bonding agents can realize high-efficient shaping of flat glass. The grinded time per flat glass with the Cu-based diamond tool is less than the Fe-based diamond one. Under the same working circumstances, service life of diamond grinding wheels which is based on Fe is approximately 1.3 times more than Cu-based ones. Therefore, adding Fe element in the metal matrix meaningfully enhances tool service life.
Fe-based diamond tools are considered to have longer service life and more homogeneous distribution in the metal matrix compared to Cu-based diamond tools. There are very crucial impacts for the working life like matrix material, the dimension of the diamond grits, and sintering thermal condition. The diamond grinding wheels consisting of Fe is designed better than the copper-based one in terms of diamond grit dimension and sintering thermal condition.
Grinding experiments show that Fe-based diamond tools developed are competent for cutting the flat glass, with good rigidness, intensity, and long lifetime. The selection of matrix materials has importance for increasing the tool service life. Particularly, the suitability of chemical composition and material matrix with diamond grits are seen significant to realize high working hours for grinding wheel.
Although sintering processes with low cost have been executed for copper-based tool, the life of it is less than the other one (Fe-based). Diamond grits embedded in a material matrix that is based on Fe with high sintering temperature promote wear behavior of the tool.
In order to confirm the reliability of the study, service life of 10 different grinding tools was measured, and mean values of the average lifetime were reported. All the test results largely are in line with the each other. In this study, the structure of the wheels is observed, and iron-based grinding wheels have more service life, thanks to the stronger interfacial bonding strength.
Conclusion
In this study, two kinds of grinding wheel materials were developed. Properties of the Cu- and Fe-based diamond wheels were observed using SEM and X-ray analysis device. Flat glass grinding is studied with observing the microstructure changes and analyzing the performance and microstructure of the tools depending on tool life. The service life of the grinding wheels was measured and determined with experimental works. For the same mesh size of diamond grit, the Fe-based bonding agent offered more service life than the Cu-based one with homogeneous distribution. The results can be used to increase the grinding rate and to decrease the tool wear by the choice of suitable materials and size of diamond grits. Bonding matrix comprises Cu–Sn and Fe–Co alloys which were examined in this work. The findings indicate that Fe-based tool is detected to have a longer lifetime and more homogeneous microstructure than Cu-based one. Si, as well as Ca, can be seen on the tool surface when Cu-based grinding wheels are used, thanks to the reaction between Cu and Si–Ca. In commercial applications, Fe matrix diamond tools with cobalt agent can be used with high service life. There was no obvious evidence of a foreign element in the Fe-based grinding wheels. The objective of this work is to determine the service life of the tools in the real manufacturing conditions. To achieve this objectivity, this study is fulfilled in the production line of the flat glass factory. As a result, this work can have useful implications for the industrial applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.