
Abstract
A balance approach is presented to solve one-dimensional multiple stock size cutting stock problem with setup cost. The approach first utilizes a sequential pattern generation algorithm to generate a series of cutting plans based on each stock size, respectively. Then, a measure standard of cost balance utilization is used to select a current optimized cutting pattern from a cutting plan corresponding to each stock size. All item demands are dealt by the previous two steps to obtain many optimized cutting plans, and an ideal cutting plan is extracted according to the minimum sum of stock and setup costs at last. The approach is applied to two tests, and the computational results demonstrate that it possesses good cost adaptability and optimization performance.
Introduction
The optimization of standard cutting stock problem (CSP) is the process of cutting pattern based on the available stocks according to the item demands with the objective of maximizing stock utilization. The discussed one-dimensional cutting stock problem (1DCSP) in this article has the following characteristics. (1) The dimension of stocks and items is treated as one dimension. (2) The length and supply of n-type stocks are
In the manufacturing industry, some cutting orders often contain a variety of items that need to be cut, and numerous cutting pattern types may appear in the overall cutting plan. Thus, it is essential to adjust the positions of the cutting tools to implement each new cutting pattern during the cutting process. This operation would increase production cost, which is called setup cost. Therefore, it is necessary to take setup cost into account in the overall optimization approach for 1DMSSCSP.
Mobasher and Ekici 2 put forward three definitions of cutting stock problem with setup cost (CSP-S): (1) CSP-S turns into CSP when setup cost is assumed to be zero, (2) CSP-S becomes bin packing problem (BPP) when stock cost is negligible and demand of each item is one and (3) CSP-S reduces to pattern minimization problem (PMP) which aims to minimize the number of different cutting patterns with a given number of stock items that need to be cut to satisfy the demand when the material cost dominates the setup cost. These definitions of CSP-S are at the basis of considering stock and setup costs, simultaneously. Two costs with different weight relationship will yield different optimization objectives for CSP. Thus, adding the weight relationship between stock and setup costs to the optimization approach for 1DCSP can reflect the consideration of both costs during the overall optimization process.
The remainder of this article is organized as follows. In the “Literature review” section, some relevant research about 1DCSP is introduced that considers stock and setup costs. In the “Optimization approach” section, our proposed balance approach for 1DMSSCSP with setup cost is described in detail. Comparison tests and the analysis of the results are given in the “Computational results” section. The final section gives the conclusions of this article.
Literature review
In previous literature, two main categories of optimization approach for 1DCSP are used to consider stock and setup costs. The first category constructs an optimization algorithm to generate cutting plans, which include a series of cutting patterns, with the objective of minimizing stock (material) cost and selects a cutting plan under the given constraint to achieve pattern (setup) reduction as an ideal solution. For example, a pattern combination method was proposed for the pattern reduction problem by Foerster and Wäscher. 3 They use a two-step approach. A cutting plan is generated only by considering the minimization of material costs in the first step. An iterative method is applied to more patterns of the cutting plan generated in the first step to achieve pattern reduction in the second step. Cutting stock problem with pattern reduction (CSPPR) was solved using a hybrid procedure by Yanasse and Limeira. 4 Each pattern that includes at least two items is generated when stock waste should be below a certain limit. The residual problem is also addressed by producing cutting patterns repeatedly until all item demands are fulfilled, and a pattern reduction technique (local search) is then applied to obtain the optimized solution. Cui et al. 5 solved CSPPR using a sequential heuristic algorithm. First, a subset of the unassigned items is extracted with two constraints that the number of item types included, and the total length of items included should not be smaller than the specified thresholds. Then, they use a bounded knapsack problem to obtain a cutting pattern and determine the frequency of this cutting pattern. Finally, the remaining item demands are updated, and the above two steps are repeated until all item demands are fulfilled. An overall cutting plan is obtained for the current problem. Cui and Chen 6 also proposed a simple heuristic algorithm to maximize the pattern value with the constraint that the number produced of a piece cannot exceed the demand for that piece.
The second category employs a method, algorithm or mathematical model with the objective of minimizing both stock and setup costs and achieves an ideal cutting plan according to some constraints or using optimizer such as CPLEX. An elimination method was proposed to solve 1DMSSCSP with the objective of minimizing both the number of different cutting patterns and material waste by Dikili et al. 7 They used a recursive algorithm to select an optimized cutting pattern from all cutting plans with multiple stock sizes under the constraints on the minimum waste, maximum stock material usage and minimum total number of parts utilized. An ideal cutting plan is obtained after completing all demand quantities by choosing cutting pattern repeatedly. A sequential heuristic approach (SHA) with sequential value correction (SVC) was designed by Belov and Scheithauer 8 to minimize material input and the number of different cutting patterns. The computational results showed that SVC has the ability to obtain a balance between the bar cost and pattern reduction for 1DCSP. Dikili et al. 9 proposed an analytical method to solve 1DMSSCSP without establishing a mathematical model. They directly obtained integer results using a heuristic to generate a cutting plan and then selected an optimized cutting pattern from the generated cutting plan based on analytical methods with a constraint on maximum average value of each item in a cutting plan. The first heuristic is repeated to obtain an ideal solution until all item demands are satisfied. Cui and Liu 10 suggested that the primary and secondary objectives of 1DCSP were minimizing stocks’ cost and reducing the pattern number of a cutting plan, respectively. They proposed the use of a sequential heuristic algorithm to generate two candidate sets (candidate items and candidate patterns) for pattern selection. A look-ahead strategy (LAS) algorithm is then used to estimate cost of each selected cutting plan and selected the pattern with the minimum estimated cutting-plan cost (ECP-cost) as the current cutting plan. Mobasher and Ekici 2 proposed a mixed-integer linear program (MILP) to minimize the total production cost, including both material and setup costs. They demonstrated the complexity of CSP-S as it is strongly nondeterministic, polynomial time (NP)-hard and developed an algorithm for this special case to develop heuristic algorithms for the general problem. They solved MILP using new heuristic algorithms with two local search algorithms and a column generation based on heuristic algorithm. Kallrath et al. 11 introduced some techniques (branch and price techniques and an exhaustion method) for solving one- and two-dimensional real-world cutting problems to simultaneously minimize the number of rolls and the number of patterns, which obtained practically superior solutions compared to the standard Gilmore and Gomory 12 approach. Cui et al. 13 presented a pattern-set generation algorithm (PSG) for 1DMSSCSP. They employed PSG with a residual heuristic to generate pattern set and solved the integer linear programming (ILP) model for the 1DMSSCSP with CPLEX solver based on the generated pattern set. In the same year, Cui et al. 14 also proposed a sequential grouping procedure (SGP) for 1SSSDCSP, where the SGP is used to generate a set of patterns, and the CPLEX optimizer solves an ILP model to minimize the sum of material and setup costs based on the given pattern set. Qi and Rao 15 also built a multi-objective mathematical model, which takes into account the trim-loss, setup cost, labor cost and their trade-offs to solve the combined cut planning and nesting problem for metal structures’ manufacturing.
In conclusion, although the first category mentions the concept of balance between stock cost and pattern reduction when dealing with 1DCSP, these optimization methods focus mainly on minimizing stock cost, following pattern reduction as an auxiliary objective during optimization procedure. The second category considers the optimization objective of both stock and setup costs, but there is no detailed balance approach for solving 1DCSP with setup cost. Thus, this article comes up with a detailed balance approach with the optimization objective of minimizing the sum of stock and setup costs to optimize 1DMSSCSP, as described in the next section.
Optimization approach
Introduction of cost balance utilization
The 1DMSSCSP reduces to one-dimensional single stock size cutting stock problem (1DSSSCSP) when the number of stock type is one. It is assumed that the basic parameters for 1DSSSCSP are as follows:
The length of stock is
The lengths and demands of m-type item are
Each cutting pattern is
A cutting plan with the objective of maximizing stock utilization is obtained to satisfy current item demands. Some concepts related to each cutting pattern obtained from this cutting plan are defined as follows:
Stock utilization of each cutting pattern in the current cutting plan:
Setup utilization of each cutting pattern in the current cutting plan:
Weight of stock cost of each cutting pattern:
Weight of setup cost of each cutting pattern:
Cost balance utilization of each cutting pattern:
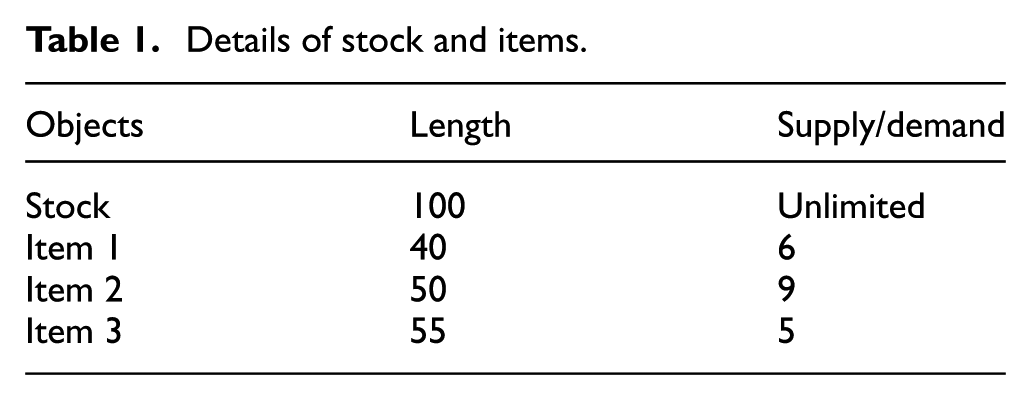
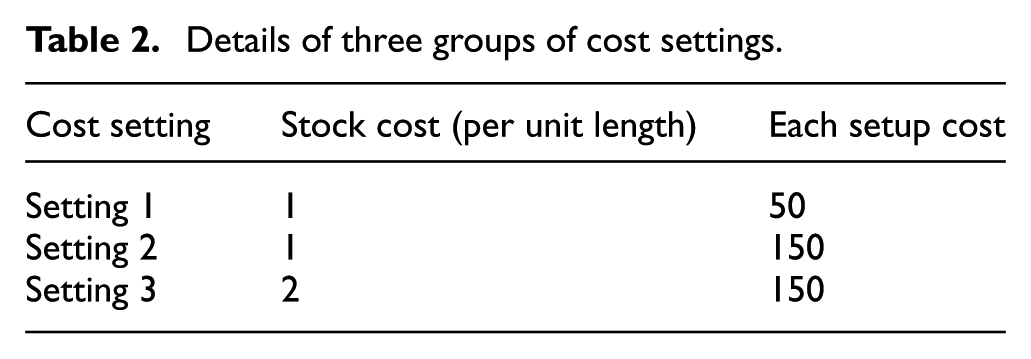
A simple example for 1DSSSCSP is provided to further explain the effect and significance of cost balance utilization. The details of stock and items are listed in Table 1. Table 2 provides three groups of cost settings for stock cost per unit length and each setup cost. An optimized cutting plan is obtained to satisfy all item demands with the objective of maximizing stock utilization, as shown in Table 3.
Details of stock and items.
Details of three groups of cost settings.
A cutting plan to satisfy item demands in Table 1.

The cost balance utilization of each cutting pattern can be computed according to each cost setting in Table 2, as well as stock utilization, and setup utilization in Table 3. Three groups of cost balance utilization are generated for the current cutting plan using the three groups of cost setting, as shown in Table 4. Compared with the previous two groups, the maximum cost balance utilization from pattern 1 to pattern 2 indicates that increasing setup cost can increase the proportion of setup cost relative to cost balance utilization when stock cost is constant, so the cutting pattern with higher setup cost achieves higher cost balance utilization. In a similar manner, compared with the last two groups, increasing stock cost can also increase the proportion of stock cost relative to cost balance utilization when setup cost is constant, so the cutting pattern has improved cost balance utilization with higher stock cost. Therefore, the cost balance utilization of each cutting pattern can respond simultaneously to changes in the stock and setup costs. The cost balance utilization is a measure standard for balancing stock and setup costs.
Three groups of cost balance utilization based on Table 2.

Procedure of a balance approach
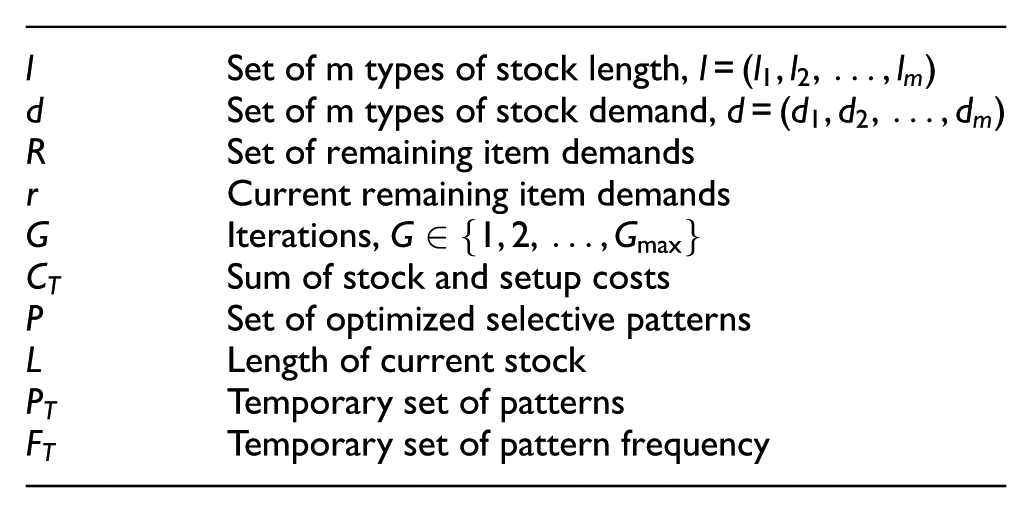
To conveniently describe a balance approach for 1DMSSCSP with setup cost, the following notations are used to denote the relevant parameters.
The main steps in this approach are as follows:
Assumption. The available supplies of all stocks (standard lengths) are sufficient:
Step 1. Initialize the basic parameters as
Step 2. Calling the sequential pattern selection approach (SPSA) obtains
Step 3. If
Step 4. If
Step 5. Compute
The assumed condition mainly ensures that each single stock can satisfy a cutting plan for current item demands. The available supplies of stocks are all standard lengths and none leftover in the next CSP.
In Step 1, equation
This optimization approach employs a balance approach to solve 1DMSSCSP until all item demands are fulfilled or the maximum number of iterations is reached. If set of remaining items is
An SPSA
SPSA is a heuristic algorithm, which comprises a sequential pattern generation algorithm and a selection pattern approach with cost balance utilization. It is used to process each remaining item demand and to find an optimized cutting pattern from a cutting plan that satisfies current item demands. A new combination of new item demands and set of cutting pattern are obtained after current item demands are updated. The length of stock is cut from
Step 1.
Step 2. Determine the selective length of stock
Step 3. Call a sequential pattern generation algorithm to process a group cutting task
Step 4. Compute cost balance utilization of each cutting pattern in the current cutting plan and extract an optimized cutting pattern
Step 5. Update the remaining item demands with
Step 6. If
This approach employs a sequential pattern generation algorithm (proposed by Cui et al. 5 with the SHPC algorithm, where SHP stands for sequential heuristic procedure and C stands for Cui, the surname of the first author) to generate cutting plans that satisfy current item demands based on each stock size. A cutting pattern with the maximum cost balance utilization is selected as an optimized cutting pattern by comparing cost balance utilization of each cutting pattern in the current cutting plan. The updated remaining item demands and an optimized cutting pattern are added to the set of item demands and cutting patterns, which provide fundamental information about a balance approach for 1DMSSCSP with setup cost.
Computational results
In this article, contrasting analysis is performed based on two tests. The data of used to tests for 1DMSSCSP are reported by Poldi and Arenales. 16 The basic parameters are set as follows:
The number of stock types is
The number of item types is
Note.
A random cutting example is generated by a random generator with the given setting for the parameters of 1DMSSCSP. The parameters obtained are as follows.
The number of stock types is 5, and the length of stocks is L(i) = {737, 693, 206, 811, 286}, i = 1, 2,…,5. The supplies of stocks are assumed to be sufficient to satisfy requirements of the proposed approach. The number of item types is 10, and length of items is
Comparison test of cost weight
In order to demonstrate the adaptability of optimized selection approach for different costs based on different weights of stock and setup costs, two groups of cost settings are given as the stock and setup costs in the random generation cutting example as follows:
The stock cost per unit length is 1 and each setup cost is 5.
The stock cost per unit length is 1 and each setup cost is 50.
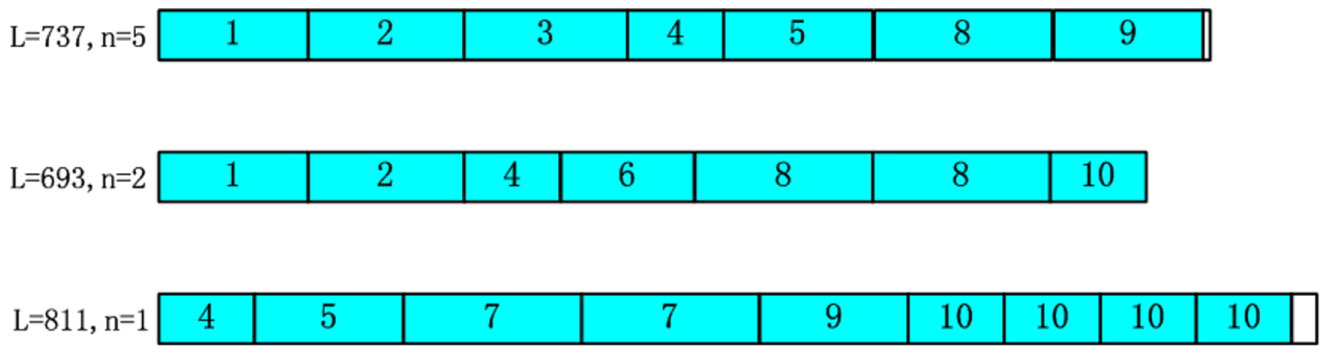
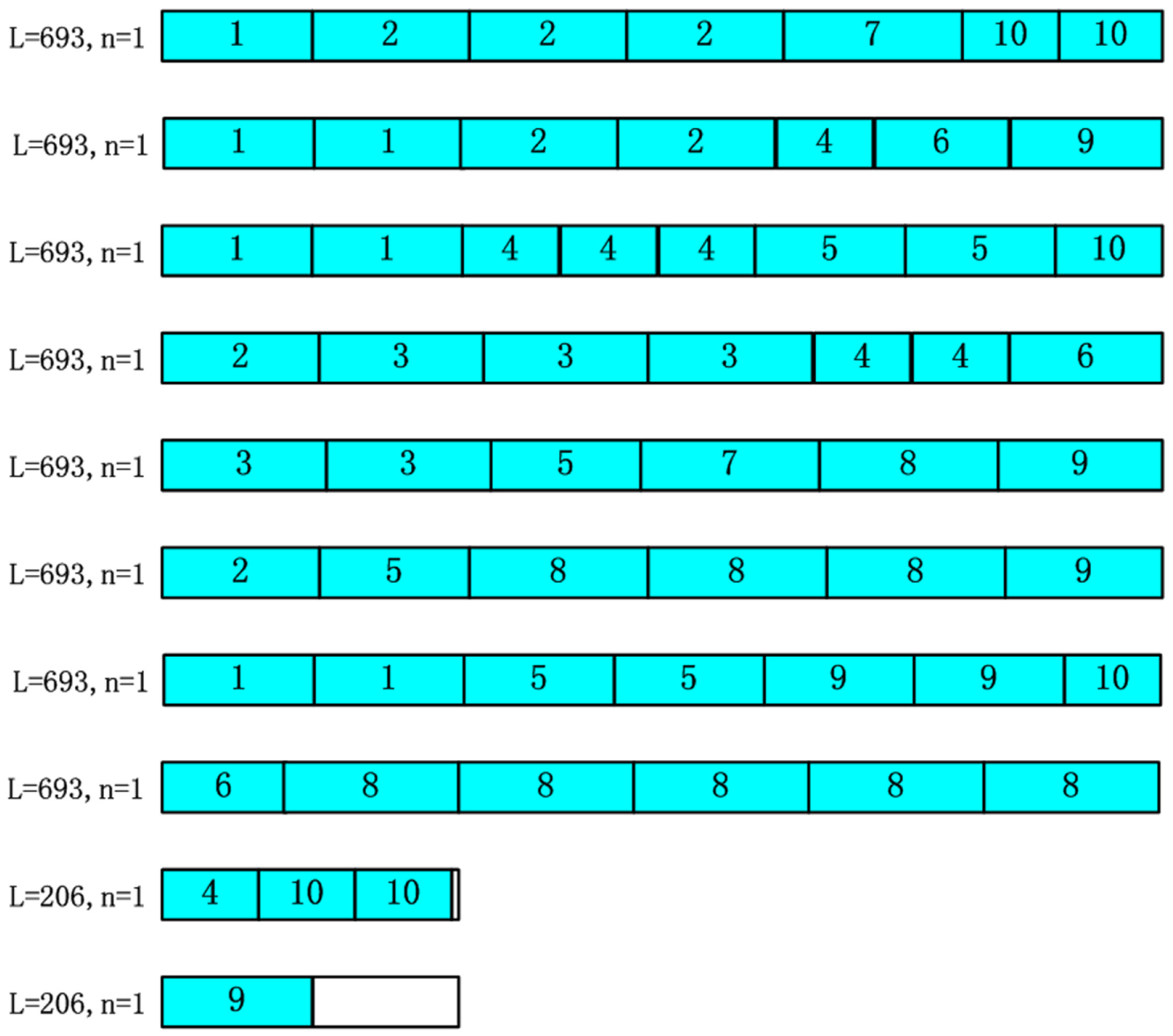
The proposed optimization approach is applied to the cutting example for the first group of cost setting and it selects an ideal cutting plan, as shown in Figure 1. The same method is applied in the second group of cost setting and the other ideal cutting plan, as shown in Figure 2. L denotes the length of the stock used for the current cutting pattern, and n denotes the number of the stock used for the current cutting pattern. The numbers from 1 to 10 denote the length from item 1 to item 10 in Figures 1 and 2.
A cutting plan for the first group of cost setting.
A cutting plan for the second group of cost setting.
It can be known that there are five stock types (pattern frequency), and the total stock utilization is 99.676% based on the cutting plan shown in Figure 1. There are three stock types, and the total stock utilization is 99.422%, as shown in Figure 2. After comparing the number of stock types and the total stock utilization with two cutting plans, we can conclude that increasing setup cost results in decreasing number of stock types and the total stock utilization when the stock cost remains constant. This conclusion explains that an ideal cutting plan mainly considers stock cost when setup cost (the maximum weight is just 2.31% in Figure 1) can be ignored with respect to stock cost. An ideal cutting plan turns to take both stock and setup costs into account when setup cost (the maximum weight is only 19.53% in Figure 2) becomes large. The other explanation is that the objective of 1DMSSCSP would change from stock cost to the sum of stock and setup costs when the setup cost becomes more important. The result of this test is consistent with the viewpoint of Mobasher and Ekici. 2
Comparison test of cost optimization
To prove the optimization performance of the proposed approach, comparison test is conducted using two approaches. A column generation algorithm (CGA) is solved for 1DMSSCSP, and a cutting pattern software is shared by Professor Cui via: http://www.gxnu.edu.cn/Personal/ydcui/html/SoftDown.htm. These two approaches are both used to optimize the same cutting example described above, which facilitates the comparison between the proposed approach of this article and two approaches described in this section.
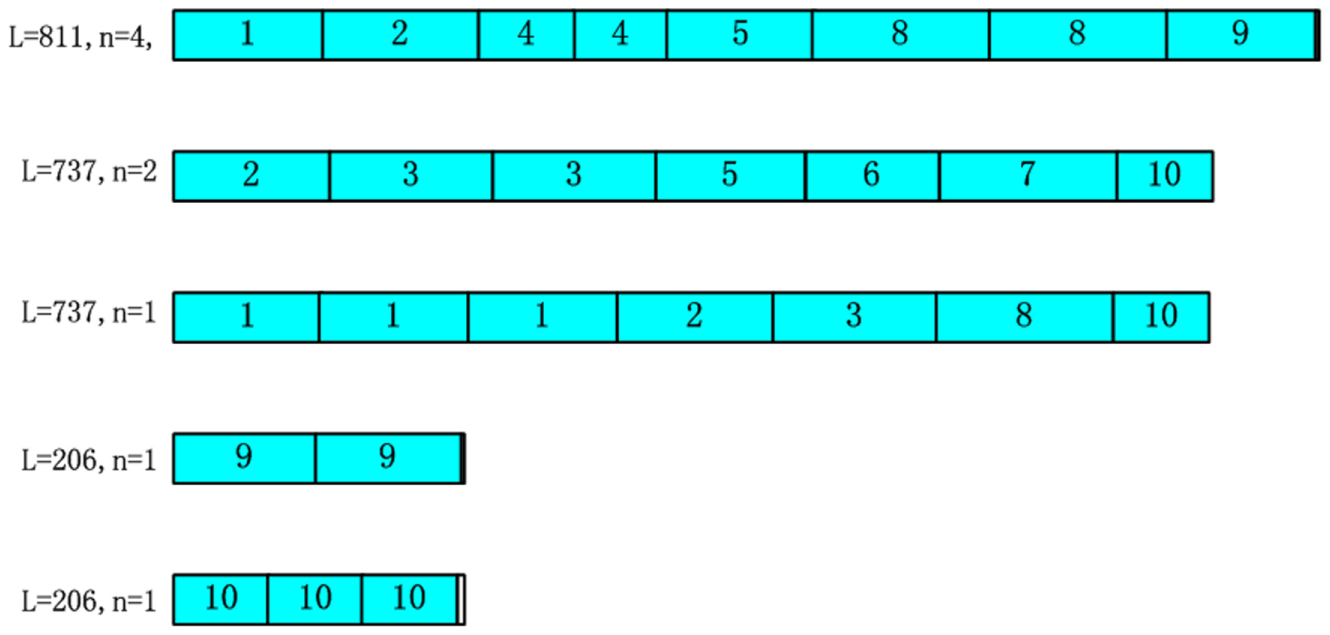
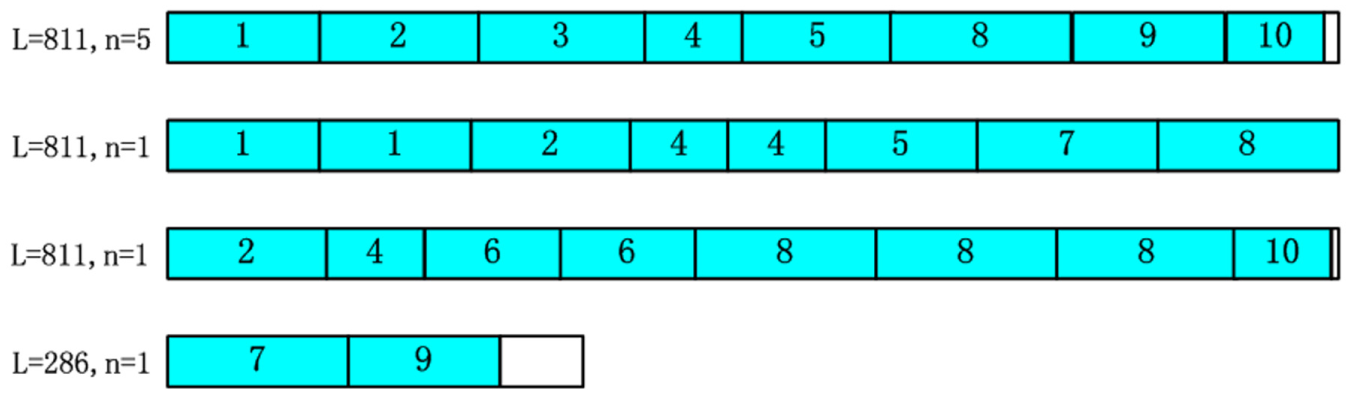
The CGA is applied to the cutting example and obtains an ideal cutting plan, as shown in Figure 3. The same cutting example is handled by the cutting pattern software shared by Professor Cui to achieve an ideal cutting plan, as shown in Figure 4. L denotes the length of the stock used for the current cutting pattern, and n denotes number of the stock used for the current cutting pattern. The numbers from 1 to 10 denote the length of from item 1 to item 10 in Figures 3 and 4.
A cutting plan obtained with CGA.
A cutting plan obtained with a cutting pattern software.
The four optimized cutting plans (Figures 1–4) satisfy the cutting example described above with three optimization approaches. The sum of stock and setup costs of these cutting plans can be computed according to the two groups of cost settings given above, and the results are shown in Table 5, where Figures 1–4 show the optimized cutting plans described in the table.
The sum of stock and setup costs for four optimized cutting plans.

As shown in Table 5, the cutting plan in Figure 1 has the minimum sum of stock and setup costs based on the first group of cost setting, and the cutting plan in Figure 2 has the minimum sum of stock and setup costs based on the second group of cost setting. These results certify that the proposed approach of this article possesses good cost adaptability. An ideal cutting plan generated by the proposed approach has always the minimum sum of stock and setup costs based on the first group of cost setting or the second group of cost setting, which proves that the proposed approach possesses good cost optimization performance.
Conclusion
In this article, a balance approach for 1DMSSCSP with setup cost is proposed, which always considers both stock cost and setup cost during optimization process, and it can also adapt to changes in stock and setup costs. Many cutting plans are selected by balancing weights of two costs, and an ideal cutting plan is obtained based on the minimum sum of stock and setup costs. The computational results also verify that the proposed approach possesses good optimization performance.
The optimization approach mainly introduces a balance approach with SPSA, which selects an optimized cutting pattern and updates remaining item demands. The balance approach processes the current remaining item demands until all item demands are fulfilled and extracts a cutting plan with the minimum sum of stock and setup costs as a current ideal cutting plan. This optimization approach is significant for reducing production cost of 1DMSSCSP in a manufacturing factory.
This article demonstrates optimization performance of the proposed approach for 1DMSSCSP. In future research, the research optimization efficiency and range will be extended.
Footnotes
Acknowledgements
The authors thank Jack Duncan, Weidong Cao and Zhengqiu Xie for checking and correcting the English used in this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
This work is supported by National Natural Science Foundation of China under contract no. 51575071 and the Natural Science Foundation of Chongqing Municipal Science and Technology Commission under contract no. cstc2013jcyjA90008.