
Abstract
In order to address the reliability allocation problem of the series system, a comprehensive reliability allocation method based on a transformed function of the failure mode and effects analysis is introduced. First, considering multiple factors that affect the reliability allocation, an allocation matrix is established by employing significance factors. Subsequently, to overcome the limitations of the conventional failure mode and effects analysis–based allocation method, non-linear transform laws of failure severity and occurrence, known as transformed functions, are established. The reliability allocation results could be adjusted appropriately by choosing transform coefficients according to the desired allocation results of the system. Then, the transformed failure mode and effects analysis and the comprehensive allocation matrix are combined to give an allocation vector. Finally, a computerized numerical controlled lathe and a spindle system are used as examples. The allocation results of the transformed method, the conventional failure mode and effects analysis method and those in the correlated references are compared to emphasize the significance of the proposed allocation method in engineering practice.
Keywords
Introduction
A system is usually designed as an assembly of subsystems, each with its own reliability attributes. Reliability allocation is a process to allocate the system reliability to subsystems according to a determined principle or method. 1 Generally, the real reliability of a mechanical system in practice, to some extent, depends on the rational pre-allocation process of subsystems.
Computerized numerical controlled (CNC) lathes are important to the manufacturing industry; thus, the reliability of CNC lathes plays an important role in the development of the manufacturing industry.2,3 However, because of the complex structures and the various failure modes, the pre-allocation of the system often appears irrationality and lacks in credibility, which will affect the efficiency and the service life of lathes. 4 Therefore, it is necessary to discuss the allocation and re-allocation of CNC lathes.
Recently, researchers have developed a considerable number of approaches to allocate the system reliability to each subsystem or component. There are mainly two categories of techniques.5,6 One is the optimal reliability allocation which focuses on the relationship between the system performance and resources. Several optimization techniques7–13 were formulated to deal with reliability optimization problems, for example, the multi-state system optimization, the reliability redundancy allocation, the cost optimization and the multi-objective optimization.
Another category is the weighting method that the result of the reliability allocation depends on weights which are allocated to multiple factors. The equal apportionment approach14,15 assigns equally the failure rate goal to the subsystems as the simplest method. However, one weakness of the method is that it ignores the actual difference of each subsystem. The Aeronautical Radio Inc. (ARINC) method 16 employs previous experiences of one similar system to allocate the failure rates to subsystems with a proportional allocation method, which depends on the previous similar system with basic data. The Advisory Group of Reliability of Electronic Equipment (AGREE) method 17 quantifies the relationship between system failure and component failure according to the complexity and importance of components. However, the allocation weight is only related to the number of components in each subsystem. Besides the complexity and the importance, more influential factors which affected the reliability of the subsystem are evaluated to derive reliability allocation weights in the feasibility of objectives (FOO) technique 14 and other researches.18,19 Noting that these conventional weighting methods14–19 give equal importance to all factors, approaches studied by Chang et al., 20 Liaw et al. 21 and Wang et al. 22 consider weighted average method to overcome this drawback. Specifically, Wang et al. 22 introduced the relative ratio between different subsystems for each reliability allocation factor, which provides more realistic basic for the reliability allocation.
Taking the failure effects (consequences of the failure on system, which could be stated in terms of system performance, that is, hazardous, high, moderate and low) into consideration, a few recent papers23–26 employed failure analysis information (Risk Priority Number or Criticality Number) from failure mode and effects analysis (FMEA), warranty data (failure rate or probability of failure) of systems or field failure data from a prior similar product to solve the reliability problems. The failure effect is mainly related to the failure probability and the failure severity.27–29 FMEA could identify potential failure modes; assess the risk which is associated with the failure modes, effects and causes; and prioritize issues for corrective actions. All of these merits are helpful to measure the failure effect. The failure analysis information of these researches23–26 is obtained under the assumption that the ratings are linear. However, the linear rating relationship has many issues in allocating reliability as discussed in section “Transformed functions of FMEA” of this study, as well as Yadav et al. 30 Consequently, a non-linear relationship between the rating and failure effects in reality is required to reduce the occurrence of the unacceptable failure effects in a newly designed system. 27
Just like most of mechanical systems, a CNC lathe is designed in a series system that works normally if and only if all of its subsystems (components) work normally.31,32 To perform reliability allocation for CNC lathes, comprehensive factors should be assessed or measured. Wang et al. 22 took seven criteria to determine the allocation weight in CNC machine reliability allocation. The criteria include the failure occurrence, severity of failure, maintainability, complexity, manufacturing technology, working condition and cost. Considering the relationship between the failure occurrence, as well as the failure severity, and failure effect should be non-linear; the proposed method of this article introduces the transformed severity and occurrence ratings into the comprehensive method. The reliability allocation results could be adjusted appropriately by choosing transform coefficients according to the allocation goal of the system. Namely, the proposed method takes into account the intrinsic associations among the subsystems and could be adjusted flexibly to apportion the weights according to the need of the systems’ requirement. Two examples are applied to discuss the properties of this method.
In what follows, the comprehensive allocation method is reviewed in section “The comprehensive allocation method.” In section “Transformed functions of FMEA,” transformed functions of failure severity and failure occurrence in FMEA are introduced. Two examples are employed in section “Examples and discussion.” One is about the comparison of conventional comprehensive allocation method and the proposed method, and the other one is about the spindle system of a CNC lathe. Finally, the properties of the proposed method are summarized in section “Conclusion.”
The comprehensive allocation method
Review of the method
Assuming a series system,
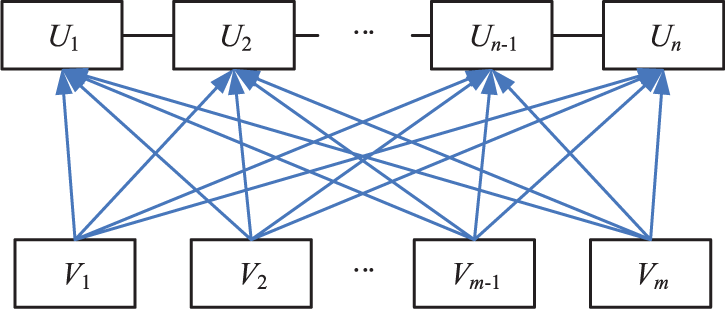
Reliability allocation criteria and a series system.
Considering each criterion

where if
The failure rate allocation ratio matrix

Each row of the matrix

Considering there are m allocation criteria in a system, according to equation (3), a new allocation matrix

Assuming that

The allocation vector

where
The weight vector

where
Then, the elements of the weight vector

Substituting equations (8) and (4) into equation (6), the allocation vector

Therefore, the coefficients of each subsystem’s failure rate are

where
Here, we assume that each subsystem fails independently. For mission time t, the reliability of the series system could be given as follows 23

where
Relative ratios for failure rate
According to the comprehensive allocation method, the key point of using this method is to calculate the relative ratio
When

where
When

where
When

where
According to equation (12a), in order to reduce the machining and maintenance cost, the failure rate of the subsystems with high failure occurrence, high complexity, advanced manufacturing technology, good working condition and high cost should be allocated a higher value than other subsystems. Meanwhile, in equations (12b) and (12c), for the subsystems with high failure severity and poor maintainability, the failure rate should be allocated less to ensure the system running smoothly.
Transformed functions of FMEA
FMEA is a systematic method designed to identify the potential failure modes, the failure causes and the failure effects on the system or the given product. 33 In FMEA, failure modes are classified using the severity rating and the occurrence rating. 34 In this section, transformed functions are employed to modify the ratings, such that a more rational and realistic allocation result is obtained.
Transformed function of failure severity
According to equation (12a), the relative ratios for failure severity of subsystems are as follows

where
In the conventional FMEA, the failure severity S is a linear function, which means that the failure severity is divided into 10 ranks according to the failure effects, and the score of each rank increases in a linear trend. However, there are some limitations in the reliability allocation of series systems with this method.
35
For example, in a series system with failure modes of

According to equation (14), higher failure rate (or lower reliability) will be allocated to the subsystem with low severity. Although the difference, of the subsystem

where
In FMEA, the severity and occurrence of a failure mode are ranked based on an ordinal scale from 1 to 10. Figure 2 depicts the curves of transformed failure severity
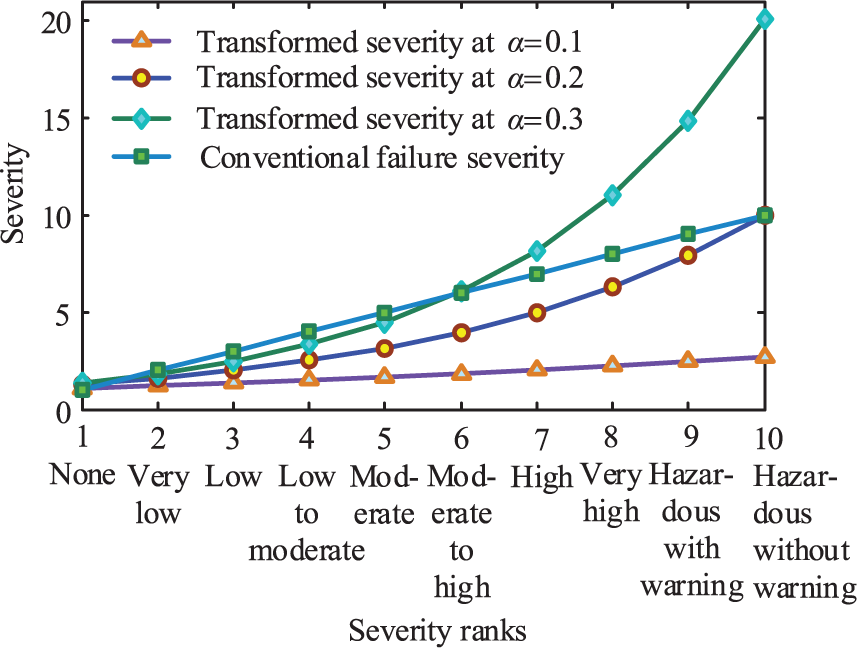
The transformed severity and the severity.
In the example above,


Because
According to equation (12), in order to obtain the relative ratio of the failure severity, the transformed severities
The maximum method is as follows

The weighted mean method is as follows

where
In equation (17b), when there is a lack of

According to equation (17), the maximum method focuses on one failure mode’s effect, and it cannot reflect the comprehensive effect of all failure modes. Therefore, equation (17b) or (17c) is chosen in the following analysis.
The severity relative ratio

Transformed function of failure occurrence
In FMEA, for the failure occurrence of the subsystem i under the

According to the analysis in section “Transformed function of failure severity,” the transformed failure occurrence is directly given as follows

where
Similarly, the transformed failure occurrence of a subsystem can be defined as follows

When there is a lack of

The transformed relative ratio of failure occurrence

Examples and discussion
Based on the reliability allocation method proposed above, two examples are employed to demonstrate the application of this method, as well as investigate the proprieties of the allocation results. The first example is the same as that in Wang et al., 22 in order to verify and analyze the proposed method. The second example is to allocate reliability to subsystems of a CNC lathe’s spindle system by the presented allocation approach.
Example 1
In general, one CNC lathe can be divided into 15 subsystems. They are the turret, the clamping accessory, the electric and electronic system, the main transmission, the X feed system, the Z feed system, the CNC system, the power supply, the hydraulic system, the servo system, the cooling system, the swarf conveyors, the lubricant system, the spindle assembly and the guard. For the lack of the original FMEA data of each failure mode, we approximately evaluate the failure severity
The failure severities of subsystems.
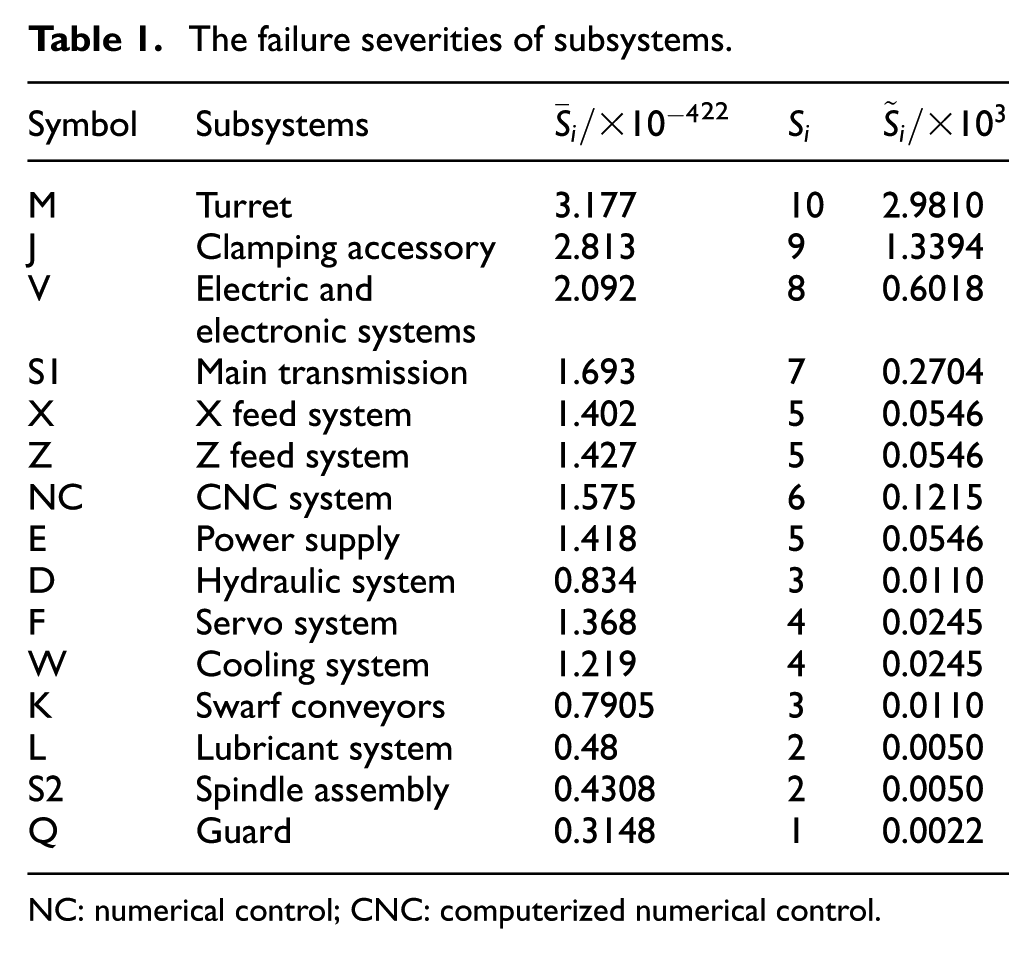
NC: numerical control; CNC: computerized numerical control.
The failure occurrences of subsystems.
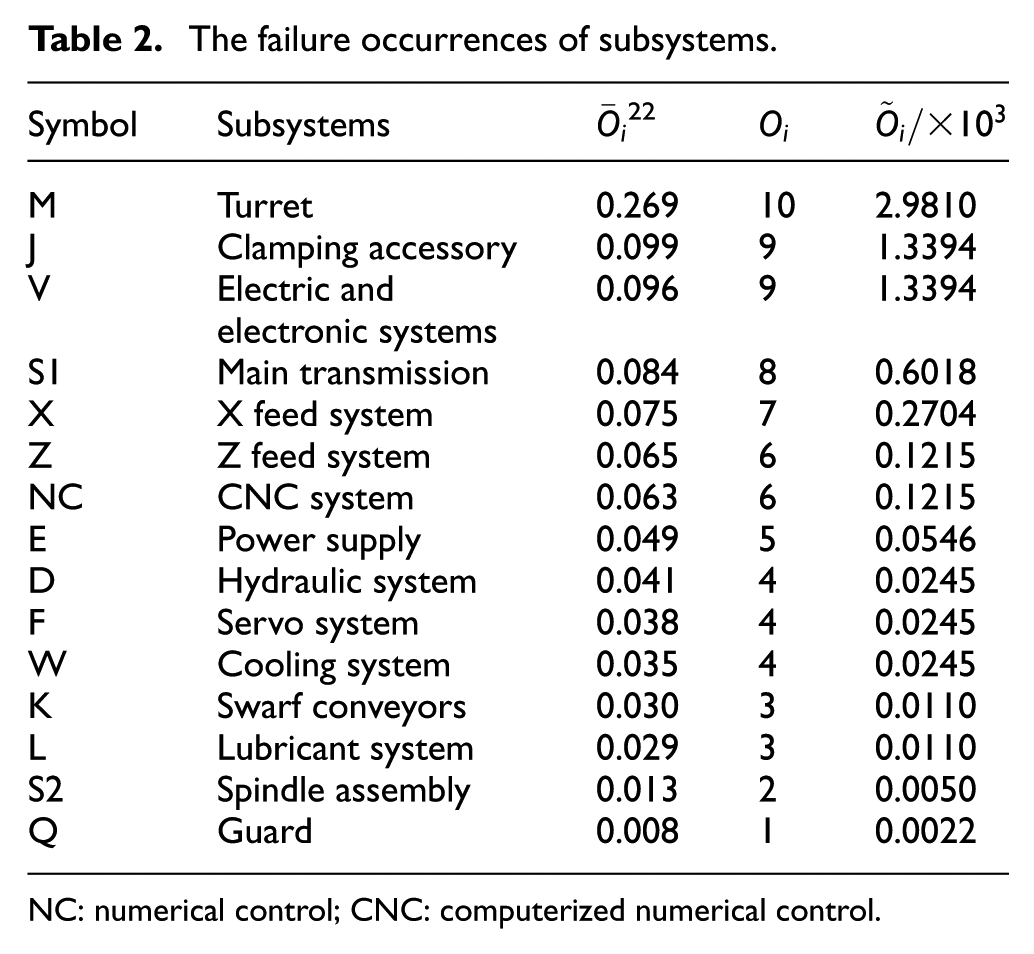
NC: numerical control; CNC: computerized numerical control.
The mean down time and the mean repair cost of subsystems.
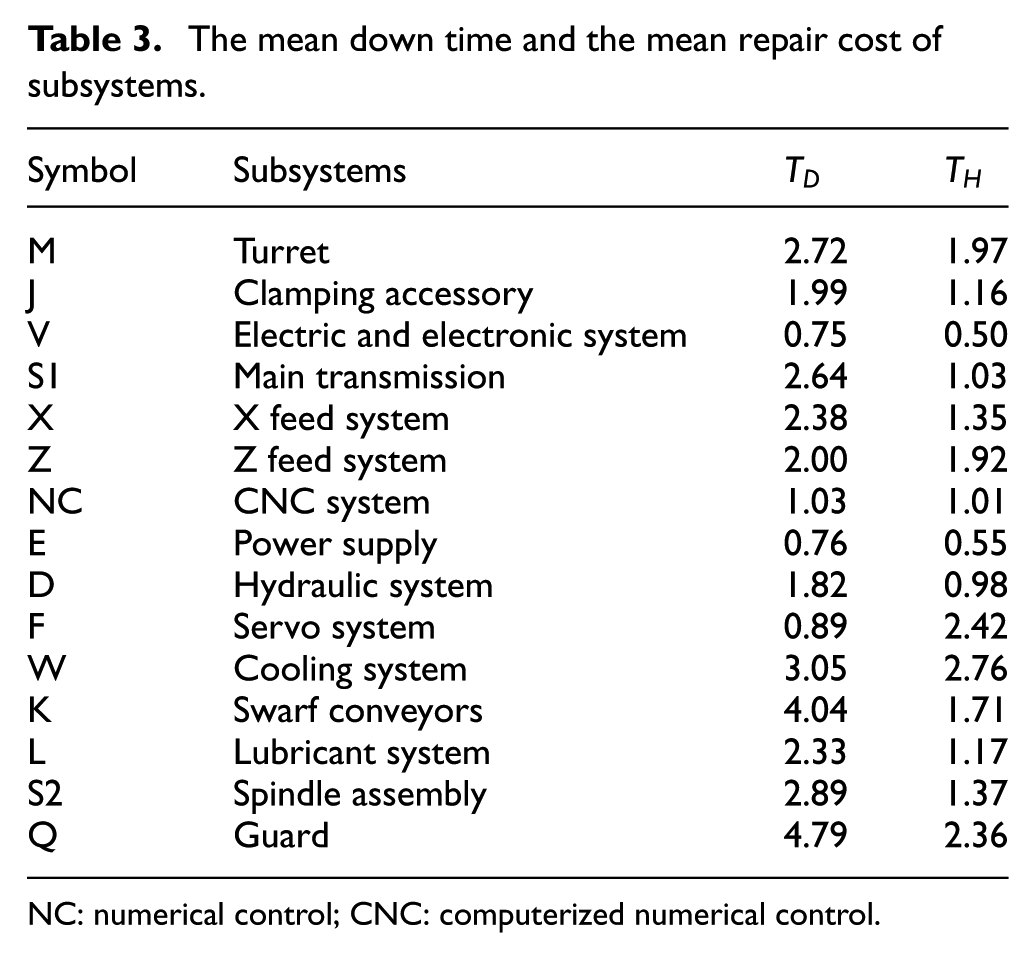
NC: numerical control; CNC: computerized numerical control.
The complexities

NC: numerical control.
The manufacturing technology
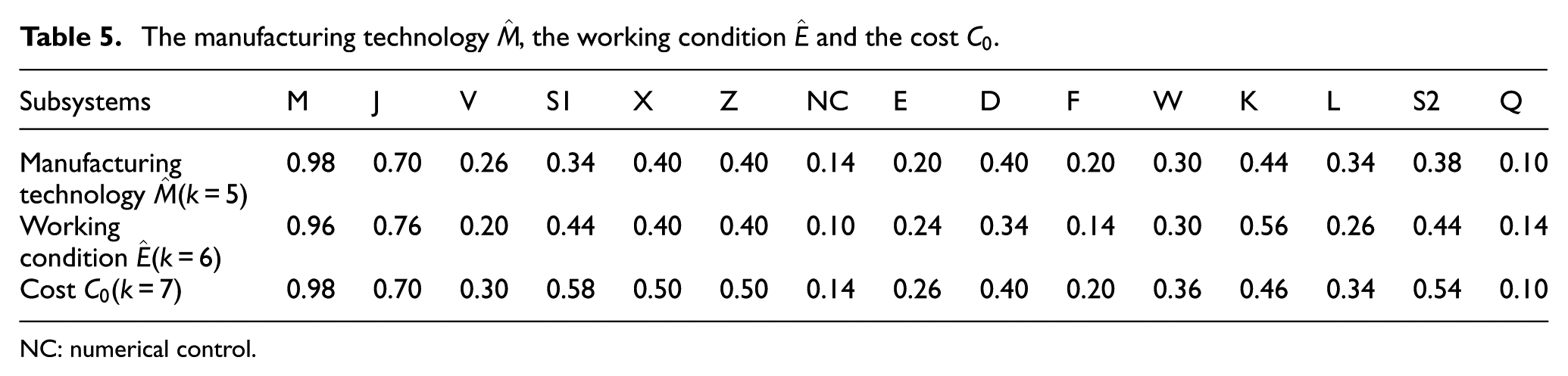
NC: numerical control.
According to Tables 1–5, we can calculate an allocation matrix
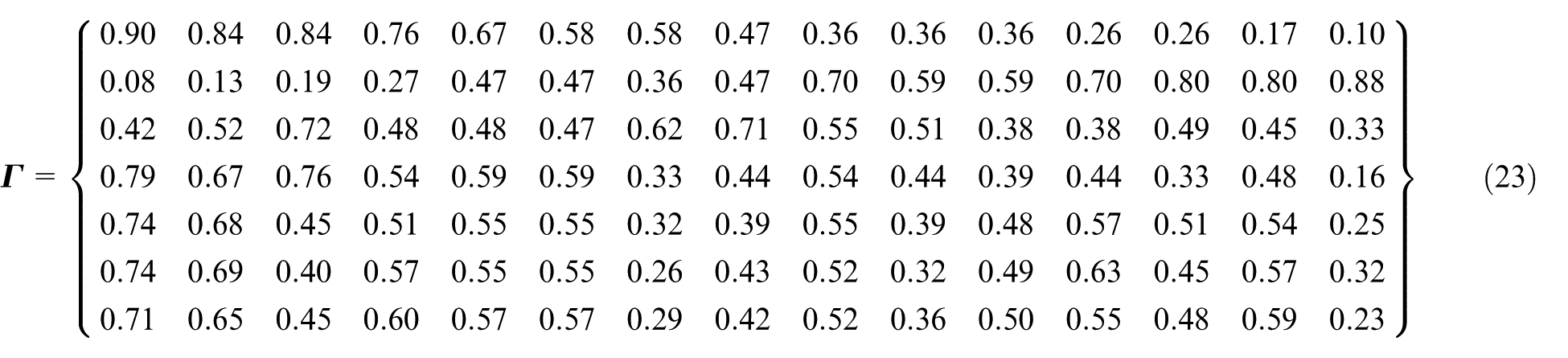
By the method of expert rating, the weight

According to equation (6), the allocation vector

The desired mean time between failures (MTBF) of the CNC lathe is specified as 500 h, in other words,

In equation (26), the reciprocal of each element is the MTBF. Table 6 shows the result of subsystems’ MTBF allocation,
22
the allocated results of the conventional FMEA
The comparisons of the reliability allocation methods.
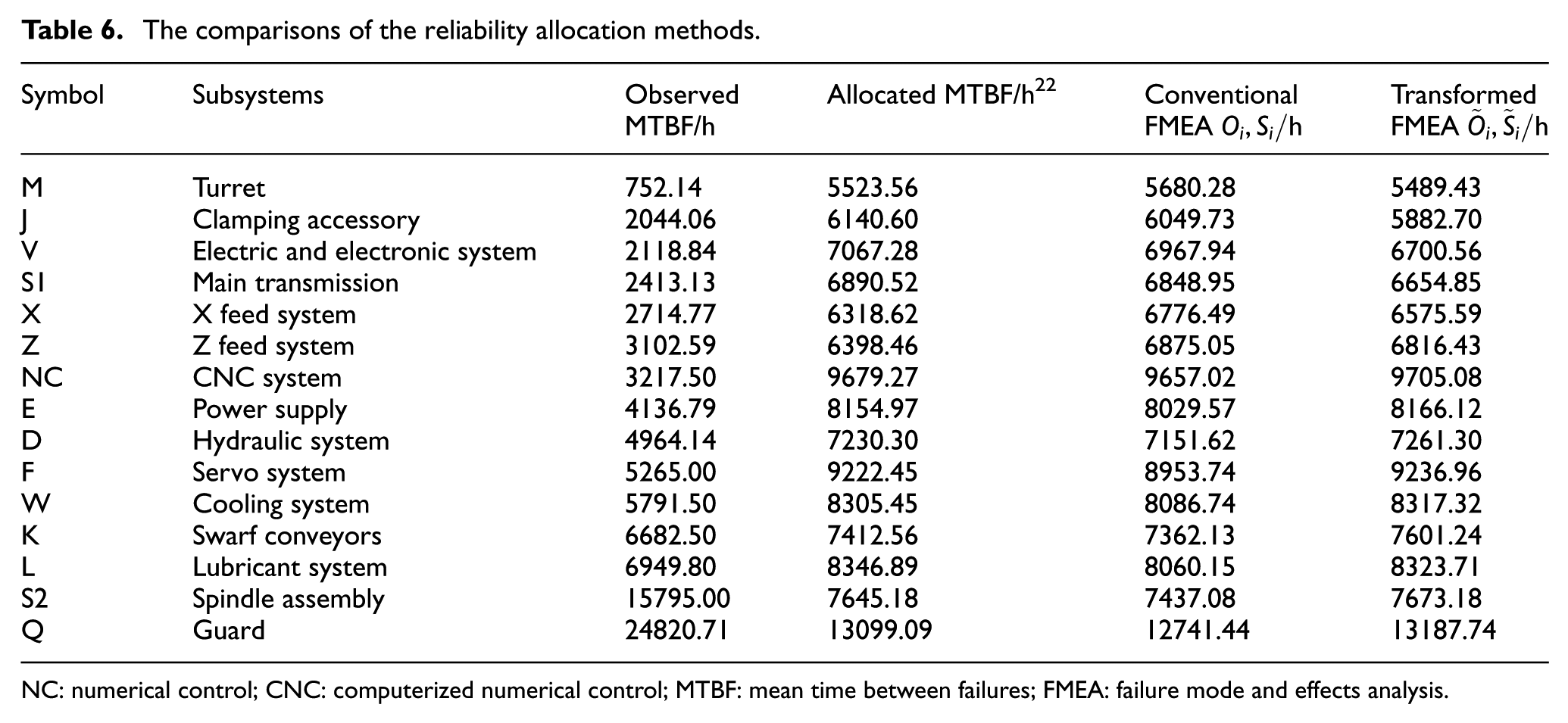
NC: numerical control; CNC: computerized numerical control; MTBF: mean time between failures; FMEA: failure mode and effects analysis.
Some conclusions indicated by the example results are listed as follows:
It can be seen from Table 6 that the allocated results obtained by the conventional FMEA method and transformed FMEA are similar to the reference, which indicates the applicability of the two methods.
In Table 2, the FMEA rates of the subsystem M, J, V and S1 are all over 8, which indicates that the failure occurrences of these subsystems are relatively higher. Comparing the fifth and the sixth column data of Table 6, the transformed FMEA method apportions lower MTBF to the four subsystems than the Wang et al.
22
and conventional FMEA method. It shows that the proposed method emphasizes the effect of failure occurrence
Consider L, S2 and Q. The failure severities and the failure occurrences are relatively low, ranking with 3, 2 and 1. In Table 6, the MTBF obtained by the transformed FMEA method is closer to the reference than the conventional FMEA method, while they are also all higher than the conventional FMEA method. It reflects that the effect of low severity and occurrence is decreased by proposed method.
Based on allocated results of the transformed FMEA method, the original and actual reliability of the allocated system

Obviously, the original and actual reliability of the system meets the desired requirement.
Example 2
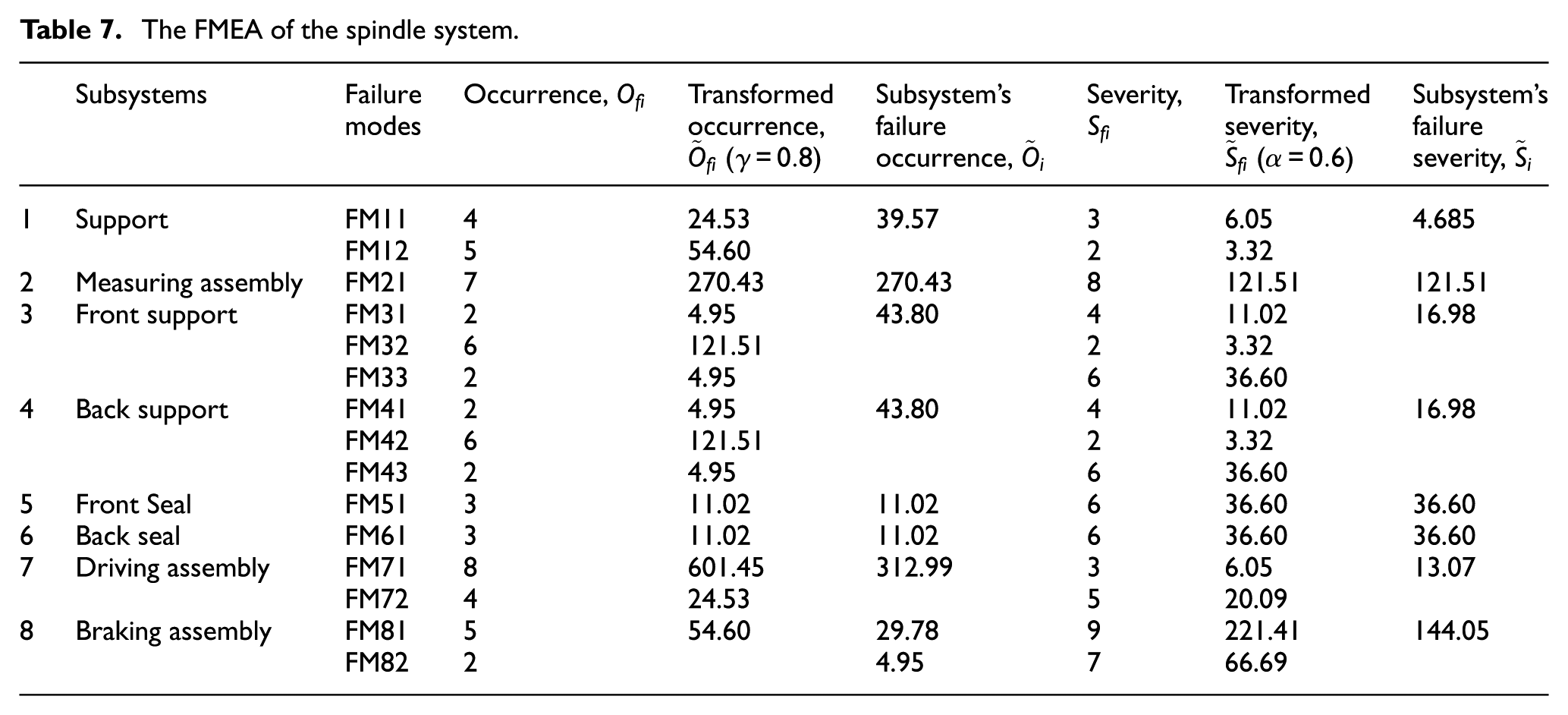
The second example is focused on a spindle system of a CNC lathe. In this study, six criteria are under consideration: the failure severity
The FMEA of the spindle system.
Criterion values of subsystems from

According to the process of Example 1, we can obtain the allocation matrix as follows

The reliability allocation weight vector

According to equation (6), the allocation vector is as follows

Here, we specify that the desired MTBF is 1500 h, which means

The MTBF of subsystems are as follows

Based on allocated results, the original and actual reliability of the system

It is shown that the result satisfies the desired requirement of the spindle system reliability, and then, the allocated results are acceptable.
Conclusion
This study establishes an improved comprehensive allocation method for series systems based on the transformed functions of FMEA. In two examples, one concerned with the CNC lathe system and one with the spindle system, the applicability and the properties of this proposed method are discussed. Specific conclusions are listed as follows:
The transformed functions of the failure severity and the failure occurrence in FMEA are established. The transformed functions are defined as exponential functions:
Based on the transformed functions of FMEA, a new allocation weight matrix of series systems is established by considering multiple criteria, as shown in equation (4). The matrix could be adjusted by changing the coefficients
Two examples are employed to verify the applicability of the proposed method. In Example 1, the new allocation results and those in the given reference are compared, indicating that the transformed method could emphasize the effect of high failure occurrence and minimize the effect of low failure severity and occurrence.
As shown in Example 2, the proposed method is applied to the spindle system of a CNC lathe. The reliability allocation results which could be adjusted appropriately by choosing the transform coefficients based on the demand of the systems are satisfied. The results indicate the advantages of the proposed approach and emphasize its significance in engineering practice.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by Chinese National Natural Science Foundation (51135003, U1234208, 51205050), National Key Basic Research Program of China (973 Program) (2014CB046303), Key National Science & Technology Special Project on “High-Grade CNC Machine Tools and Basic Manufacturing Equipments” (2013ZX04011011), Fundamental Research Funds for the Central Universities (N150304006), State Key Laboratory of Mechanical System and Vibration Fund Project (MSV201402), Liaoning province Doctor Startup Foundation (20121005), Program for Liaoning Excellent Talents in University (LJQ2014030) and New Teachers’ Fund for Doctor Stations and Ministry of Education (20110042120020).