
Abstract
Polymer composite materials can be produced by reinforcing carbon black, carbon fiber, graphite, graphene, metals and metal oxides, nanotubes, and so on. These types of composite materials can be employed in applications demanding electrical conductivity besides high specific strength and stiffness properties of polymer materials. In the literature, there is a lack of knowledge on the examination of drilling of particle-reinforced composite materials. In this study, drilling of pure polypropylene and carbon black–reinforced polypropylene composite material was investigated at different drill point angles, cutting speeds, and feeds. The cutting temperature of drill point and surface roughness of holes were examined. The experimental studies were designed by L27 full-factorial design, and analysis of variance statistical method was performed. According to the results, cutting temperature increased and surface roughness decreased with the increase in the cutting speed and feed and decrease in the drill point angle.
Introduction
Polymer materials are preferred in many applications instead of metal materials due to properties such as corrosion resistance, good strength-to-weight ratio, light in weight, cost-effectiveness, and easy and rapid shaping. 1 Polymer materials are widely used in electrical and electronic applications as an electrical insulator. However, the electrical conductivity is needed in various applications where polymer materials have to be used. Therefore, electrically conductive polymer composite materials have been developed by reinforcing high electrically conductive materials such as carbon black, carbon fiber, graphite, graphene, metals and metal oxides, and carbon nanotubes. The electrical conductivity of polymer materials varies depending on the quantity and nature of reinforcement materials.2–10 Electrically conductive polymer composite materials have drawn attention because of having both the physical and chemical properties of polymer materials and the electrical characteristics of metals. 11 These kinds of materials have been used in fuel tankers, electronic components, and automotive housing equipments.2,12 It is known that carbon black reinforcement allows the electrical conductivity, and these types of electrically conductive polymer composite materials are widely preferred in antistatic, electrostatic dissipative, and semiconductive applications because of being cost-effective according to the reinforcement materials.6,7,13,14
Polymer materials can be generally produced by injection molding and shaping in molds, but some machining operations are required in small quantities, complex, and precision manufacturing processes. Traditional machining methods and cutting tools are commonly used in the cutting of polymer materials. However, there is the lack of knowledge of their machinability due to the mechanical, thermal, and rheological properties. 1 The behavior of polymer materials in machining operations is affected by cutting parameters, cutting tools, and so on. The mechanical properties of thermoset and thermoplastic polymers are different. Thermoset polymers have brittle behavior, while thermoplastic polymers are generally ductile. In the machining of polymer materials, the heat cannot be quickly conducted to the cutting tool due to their low thermal conductivity. Additionally, localized heating may cause excessive heating at the machined surface such as burning for thermoset polymers, gumming for thermoplastic polymers. 15 Rubio et al. 16 studied the cutting parameter effects on the drilling of engineering plastics. Researchers selected ultrahigh-molecular-weight polyethylene (UHMWPE), polyoxymethylene (POM), and polytetrafluoroethylene (PTFE) as engineering plastics. The minimum circularity error and surface roughness was observed at low spindle speed. The low thrust force was obtained for PTFE, and the high thrust force was measured for POM. In some studies, the effects of particle and fiber reinforcement materials, which were added to enhance the mechanical and electrical properties of polymer materials, on the machining operations were investigated. These studies focused especially on the drilling operation of fiber-reinforced polymer composite materials. Budan and Vijayarangan 17 carried out drilling experiments on bidirectional glass fiber–reinforced plastic composite laminates using high-speed steel (HSS) drill point to investigate the effects of cutting parameters and fiber concentration on the surface finish, hole quality, and delamination. Depending on the experimental results, the surface roughness and hole diameter variation could be correlated with the cutting speed, feed, and fiber content. Kishore et al. 18 focused on the investigation of drill point geometry in the drilling of unidirectional glass fiber–reinforced plastic laminates. Three different drill point geometries were selected such as jodrill, eight-facet drill, and four-facet drill. Researchers pointed that the drill point geometry had a significant influence on the drilling-induced damage in unidirectional glass fiber–reinforced plastic laminates, and the jodrill geometry resulted in smaller levels of drilling-induced damage as compared to the eight-facet and four-facet drill point geometries. Additionally, Guo et al. 19 reported that the cutting force was a function of all the drilling parameters, and the tool geometry during drilling of composite materials and the cutting force could affect the surface roughness, hole quality, and delamination. Rubio et al. 20 studied the drilling of glass whisker–reinforced polyamide composite materials. Researchers examined the effects of drilling parameters on the surface roughness and peak count responses. Gaitonde et al. 21 performed some drilling experiments of pure polyamide and glass fiber–reinforced polyamide materials and analyzed the surface roughness. According to the results, lower surface roughness was measured for reinforced polyamide by comparison with pure polyamide. Uysal et al. 22 investigated the effects of the drilling parameters on the drill tool wear during drilling of fiber-reinforced polymer composite material. In their study, lower tool wear was observed when drilling by a drill tool with small point angle at higher feed. Besides, the most effective parameter was found as the feed. Ramesh et al. 23 focused on the effects of feed and spindle speed on surface roughness and ovality for standard and special geometric design of a drill body in dry drilling of pultruded (nonlaminated) and sheet molding compound (laminated) thick glass fiber–reinforced plastic composites. In the drilling experiments, coated tungsten carbide drills, twist drill, and ratio drill were performed. According to the analysis of the experimental results, the ratio drill performed better in pultruded composites and twist drill performed better in sheet molding compound composites.
Although some studies17–23 were performed on the cutting of fiber-reinforced polymer composite materials, there are not many researches on the machining of particle-reinforced and/or electrically conductive polymer composite materials. In this study, the effects of drill tool point angle, cutting speed, and feed on surface roughness of holes (Ra) and cutting temperature on the drill point (T) were investigated in the drilling of pure polypropylene (PP) and carbon black–reinforced electrically conductive polypropylene (CBR-PP) composite material. The optimal drilling conditions for minimum surface roughness and cutting temperature were calculated utilizing full-factorial design, and the effectiveness of cutting parameters was examined by analysis of variance (ANOVA) statistical method.
Materials and methods
In drilling operations, pure PP (Capilene®) and CBR-PP (Premix PRE-ELEC® PP 1399) were selected as workpiece materials. Pure PP and CBR-PP were injection molded in dimensions of 150 × 150 × 10 mm3. Before the molding process, the granules were dried at 60 °C for 2 h. During the molding process, the granules were melted at 220 °C, and the mold temperature was 60 °C, and injection pressure was 70 MPa. After the injection molding process, drilling experiments were conducted at first MCV-300 computer numerical control (CNC) machining center by uncoated HSS twist drill tools as seen in Figure 1. The drill diameter was 8 mm, and the point angles of twist drills were 80°, 120°, and 80°–120° (double angled) as given in Figure 2.
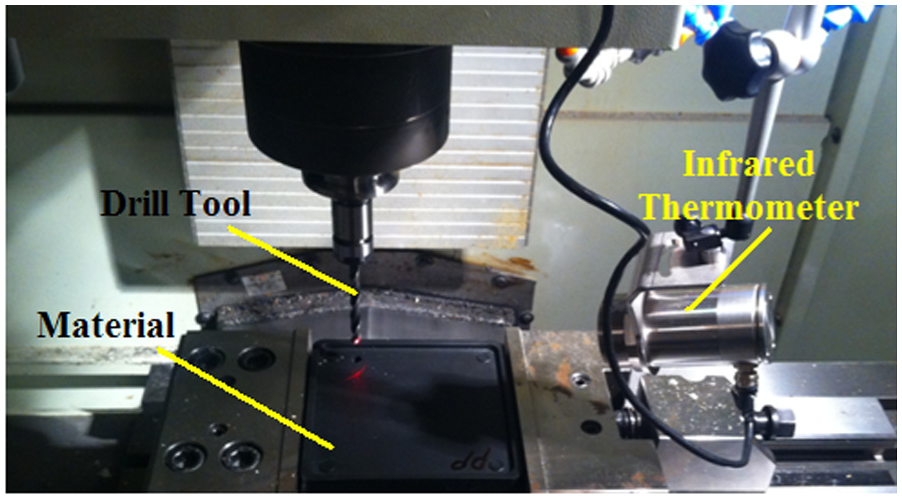
Experimental setup.
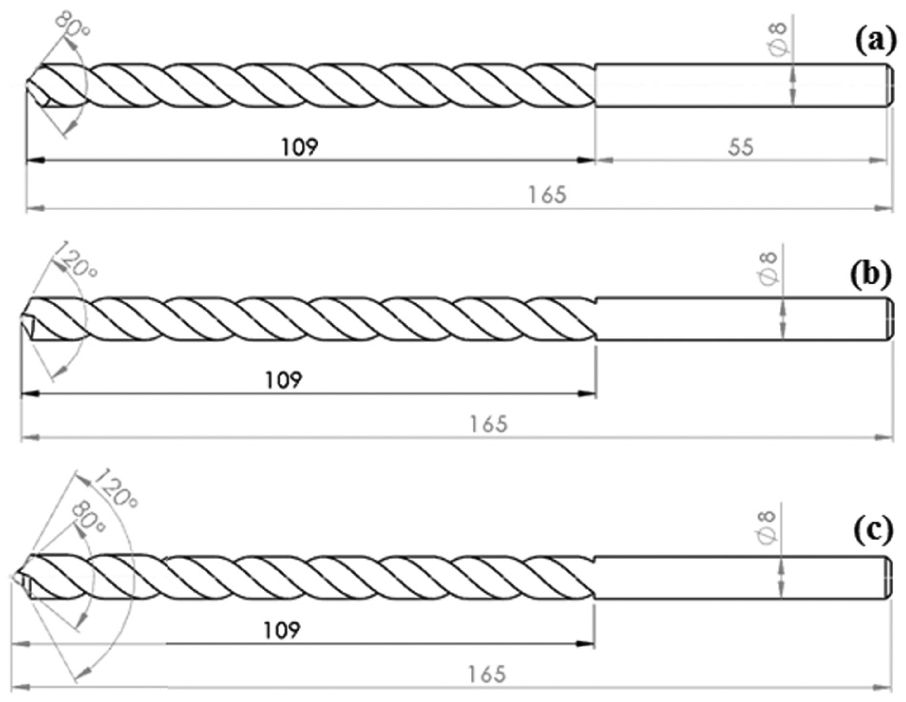
Drill tool geometries: (a) 80°, (b) 120°, and (c) 80°–120° (double angled).
In the drilling operations, cutting temperatures (T) were measured on the drill point using Optris® CTlaser LT two-wire infrared thermometer. Measurement range of the device is −50 °C to 975 °C with ±1% measurement accuracy, and its response time is 9 ms. Surface roughness (Ra) measurements of holes were performed by Time TR200 surface roughness tester. The cutoff length is 0.8 mm, and the resolution of the tester is 0.001 µm. Five measurements were performed on each drilled surface, and arithmetic means were determined. The photographs of holes were taken by SOIF XLB45-B3 digital stereo microscope and 3-MP MD30 camera.
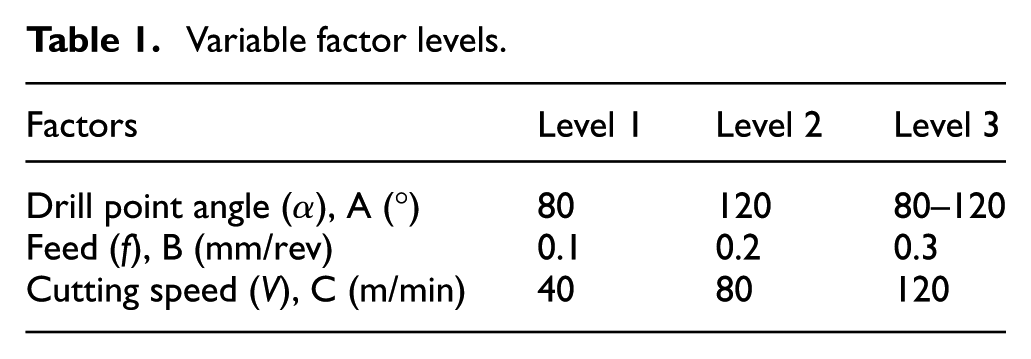
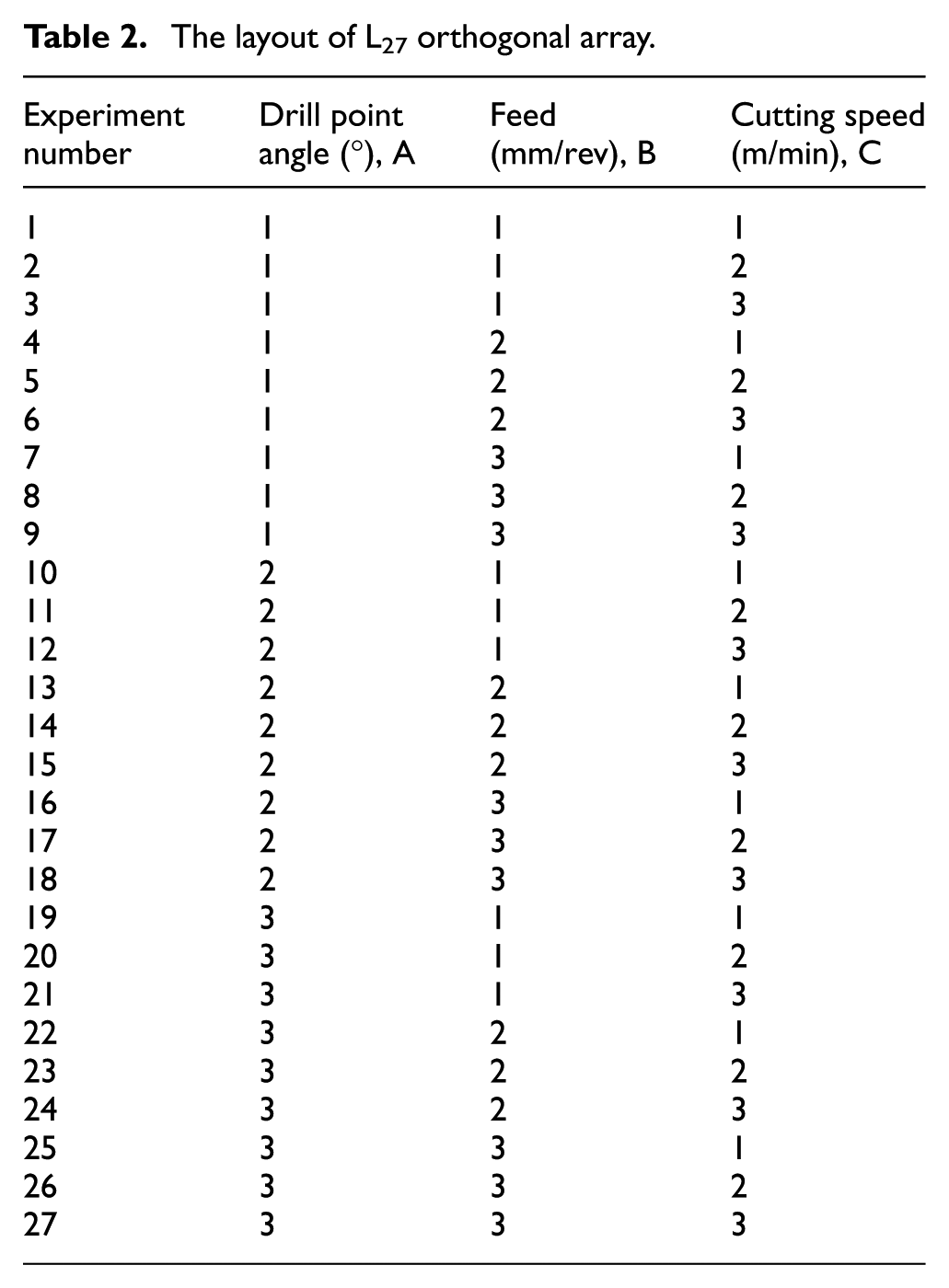
Full-factorial design was performed to evaluate the optimal drilling conditions for the lowest surface roughness and cutting temperature of drill point and to determine the influences of the drilling parameters. The key factors and levels are given in Table 1. The L27 orthogonal array (OA) was chosen, and the layout can be seen in Table 2. The signal-to-noise (S/N) ratio was used to obtain the quality characteristic, and the “smaller is better” quality characteristic was chosen and defined by

Variable factor levels.
The layout of L27 orthogonal array.
where n is the dataset number and yi is the measured value for the ith dataset.
In order to compare the influences of each individual cutting condition including feed, drill point angle, cutting speed on surface roughness, and cutting temperature, ANOVA statistical technique was used. In this study, the S/N graphs and the ANOVA results were obtained using Minitab® statistical software.
Results and discussion
The effects of the cutting parameters on the surface roughness and the cutting temperature were investigated. Additionally, the experimental data were evaluated by full-factorial design and ANOVA statistical technique to determine the optimal cutting conditions and the significant parameters in the drilling of pure PP and CBR-PP.
During the drilling of pure PP and CBR-PP, the effects of cutting parameters on the surface roughness can be seen in Figure 3. The surface roughness decreased with the increase in the cutting speed and decrease in the feed for both polymer materials as seen in Figure 3(a) and (b). Higher cutting speed causes the cutting of polymer materials instead of being deformed. Thus, lower surface roughness of the holes can be obtained. When the feed increases, plastic deformation becomes an effective parameter. Because high thrust forces occur at high feed, this causes a plastic deformation when the drill tool processes in polymer material. This causes an increase in surface roughness as given in Figure 3(c) and (d). Additionally, the surface roughness decreased with the decrease in the drill point angle. Smaller drill point angles make the cutting operation easier and reduce the friction and cutting temperature and so surface roughness decreases. The double-angled (80°–120°) drill tool provided an advantage over the drill tool with 120° point angle, but lower surface roughness values were measured using point angle of 80°. When compared to pure PP and carbon black–reinforced PP materials, the surface roughness was lower in reinforced PP due to the fact that the carbon black addition made the polymer material stiffer, and so, the cutting operation could be performed easily in the drilling of reinforced PP. In addition, the carbon black reinforcement allows the thermal conductivity as it provides the electrical conductivity. As is known, the heat is generated at a thin interfacial layer in the absence of the thermal conductivity, and the deformation increases in the drilling of pure PP. Therefore, lower surface roughness values were observed in drilling of carbon black–reinforced PP due to having higher thermal conductivity than pure PP.
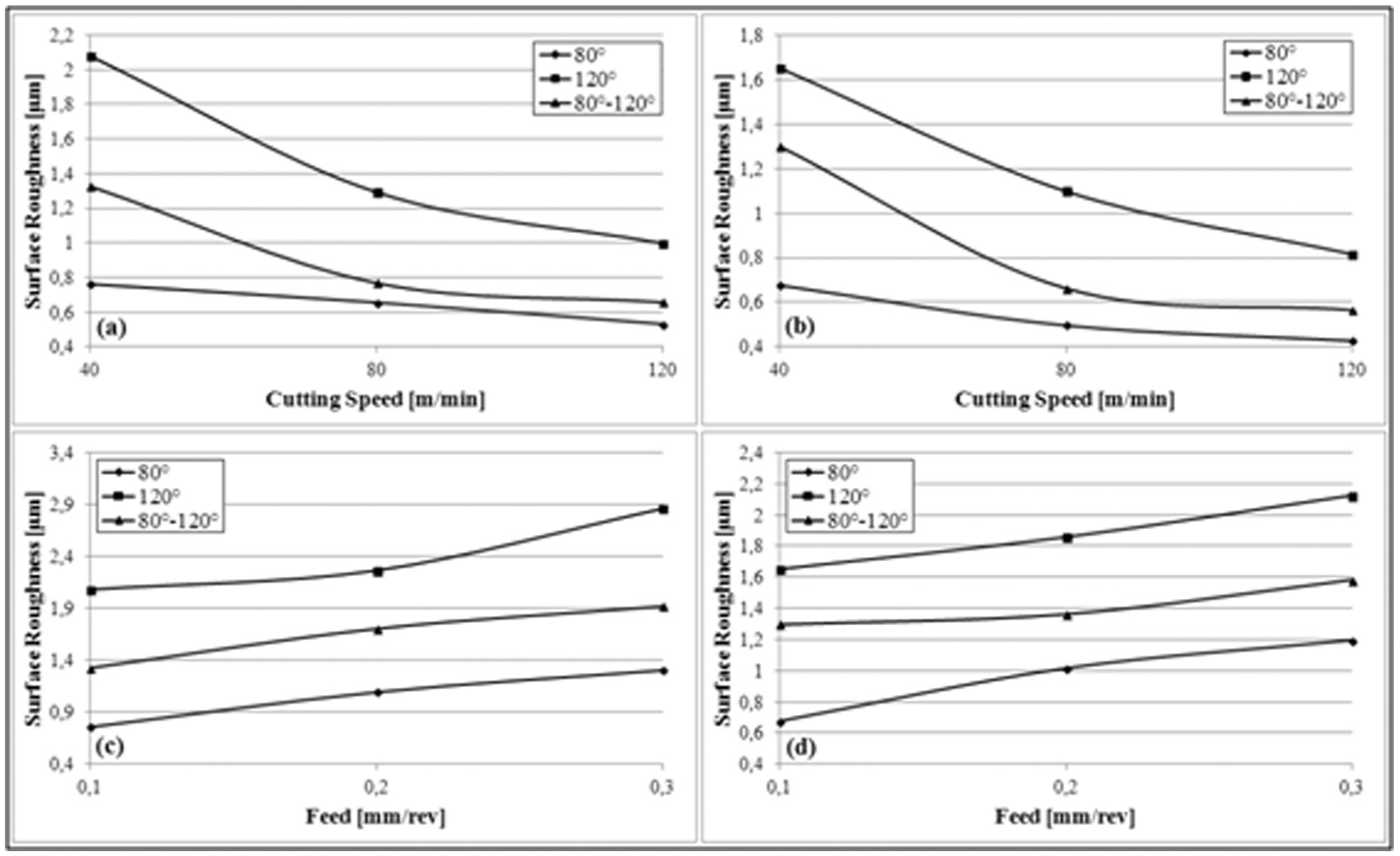
The effects of cutting parameters on surface roughness: (a) pure PP and f = 0.1 mm/rev, (b) CBR-PP and f = 0.1 mm/rev, (c) pure PP and V = 40 m/min, and (d) CBR-PP and V = 40 m/min.
In the drilling of pure PP and CBR-PP, the variation of the cutting temperatures of drill point according to the cutting parameters can be seen in Figure 4. When the cutting speed increased, the friction between the drill tool and workpiece increased, and so, higher cutting temperature occurred for each polymer material as shown in Figure 4(a) and (b). The cutting temperature of drill point decreased with the increase in feed as given in Figure 4(c) and (d) due to the fact that the drill tool came into contact with more cold material, and more heat was transmitted from the drill tool to the polymer material at higher feed for a constant cutting speed.
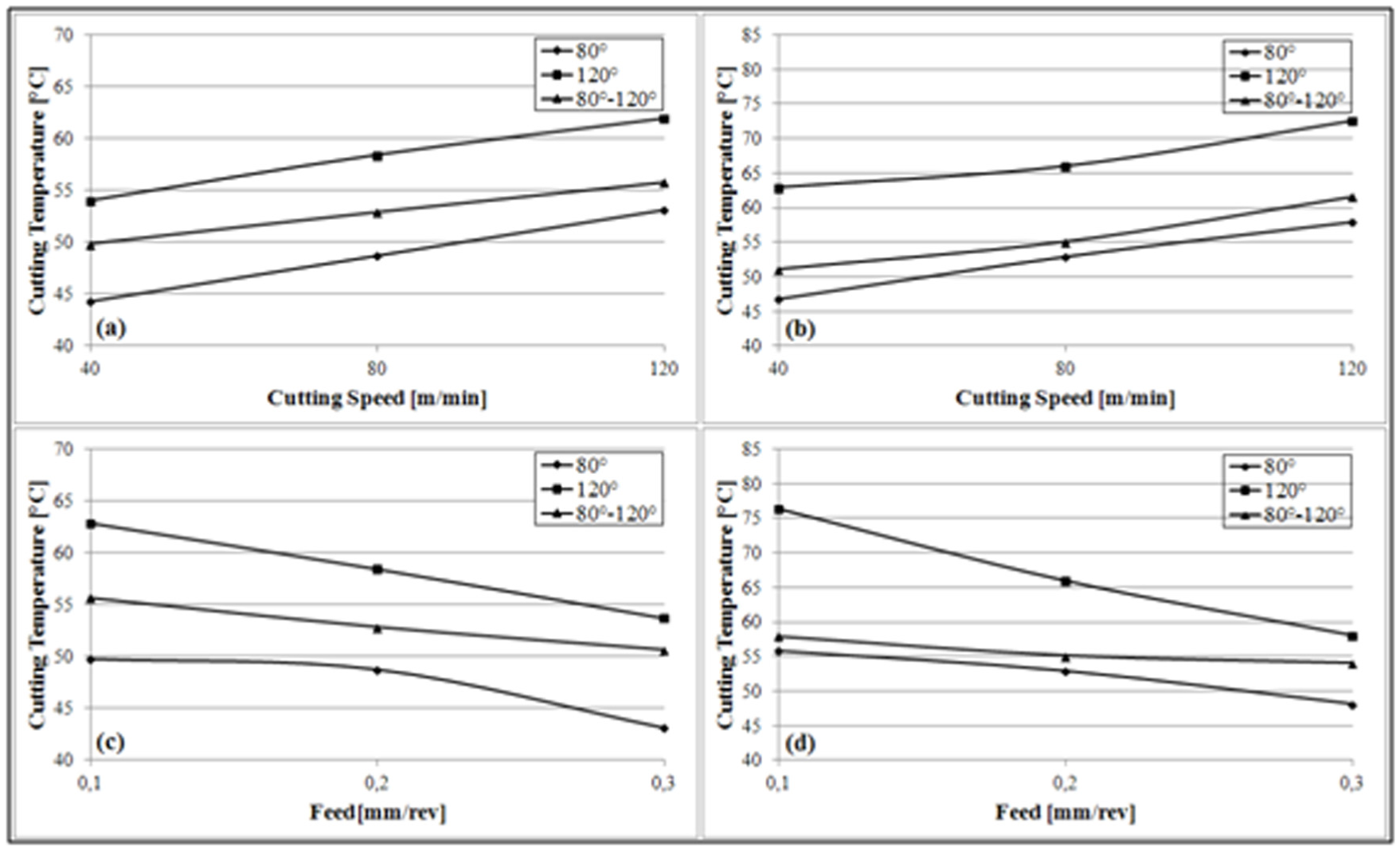
The effects of cutting parameters on cutting temperature: (a) pure PP and f = 0.2 mm/rev, (b) CBR-PP and f = 0.2 mm/rev, (c) pure PP and V = 80 m/min, and (d) CBR-PP and V = 80 m/min.
As seen in Figure 4, the small drill tool point angle generated lower cutting temperature to facilitate the cutting of polymer materials when the effect of the drill point angle on the cutting temperature was investigated. It was seen that the cutting temperature increased with the increase in the drill point angle. Although the double-angled drill tool design caused a decrease in the cutting temperature, it did not affect the reduction in cutting temperature as much as the drill tool with 80° point angle. As mentioned above, the carbon black reinforcement makes the thermal conductivity increased in the polymer materials with increasing electrical conductivity. Thus, more heat can be conducted to the drill tool in drilling of carbon black–reinforced PP. Besides, the generated heat is collected at the upper surface of polymer material in the drilling of pure PP, and it is not well transmitted to the drill tool as much as the carbon black–reinforced PP. Therefore, lower cutting temperatures were measured on the drill point in the drilling of pure PP when compared to the drilling of carbon black–reinforced PP.
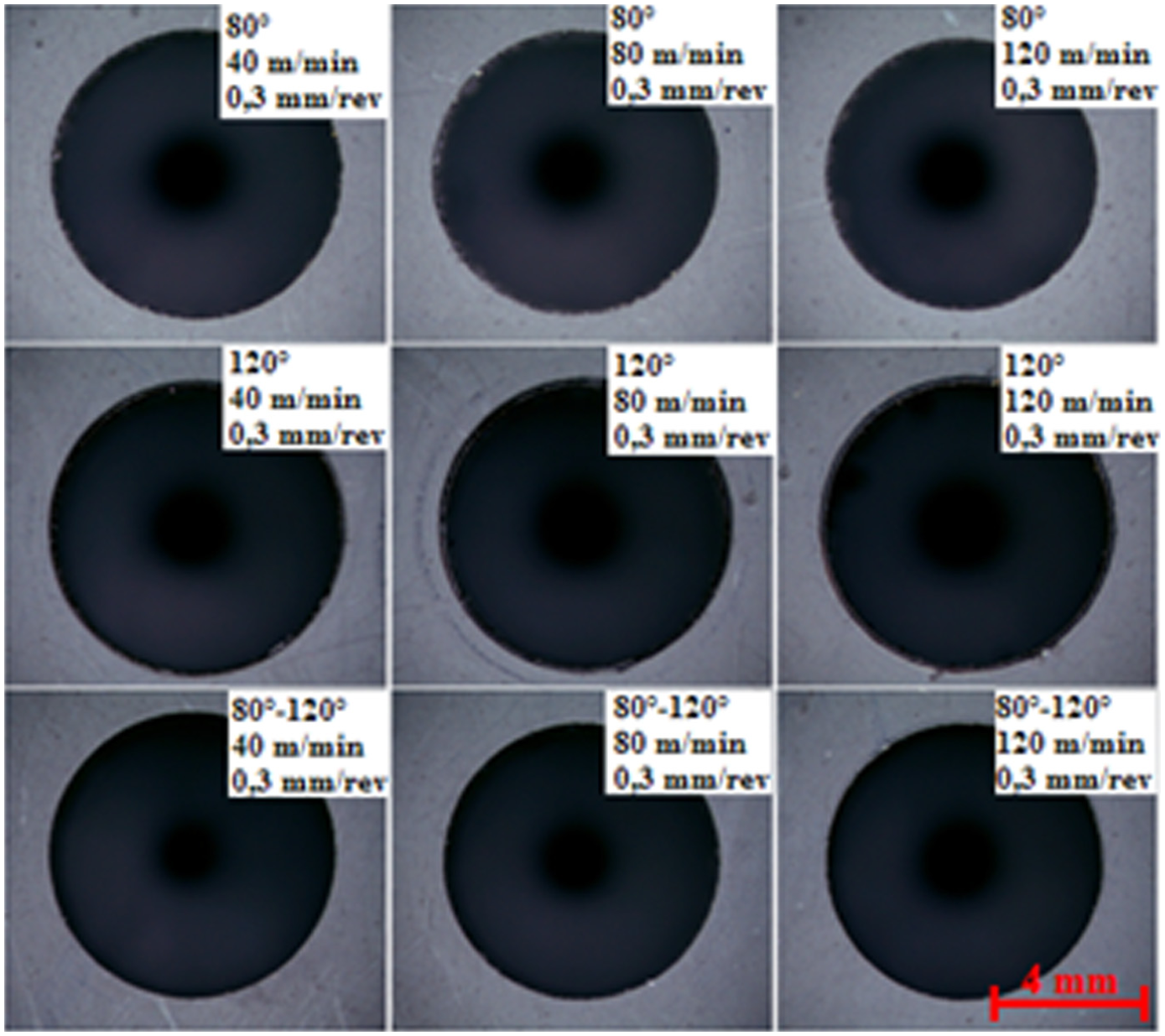
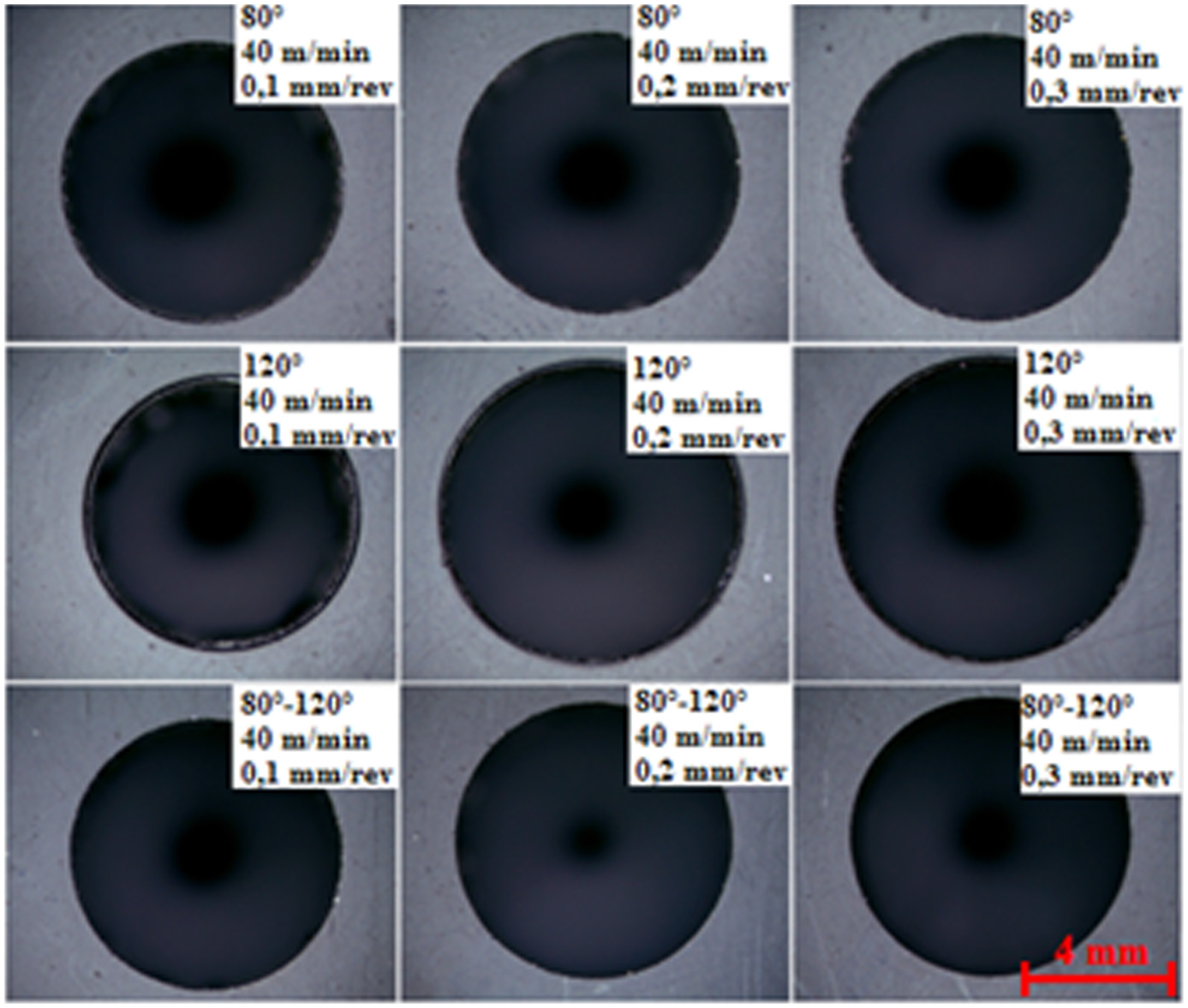
In the drilling of pure PP and CBR-PP, the changing of holes with cutting parameters can be seen in Figures 5–8. For both materials, the holes with fewer burrs and less dimensional tolerances were obtained when the cutting speed increased and the drill point angle decreased.
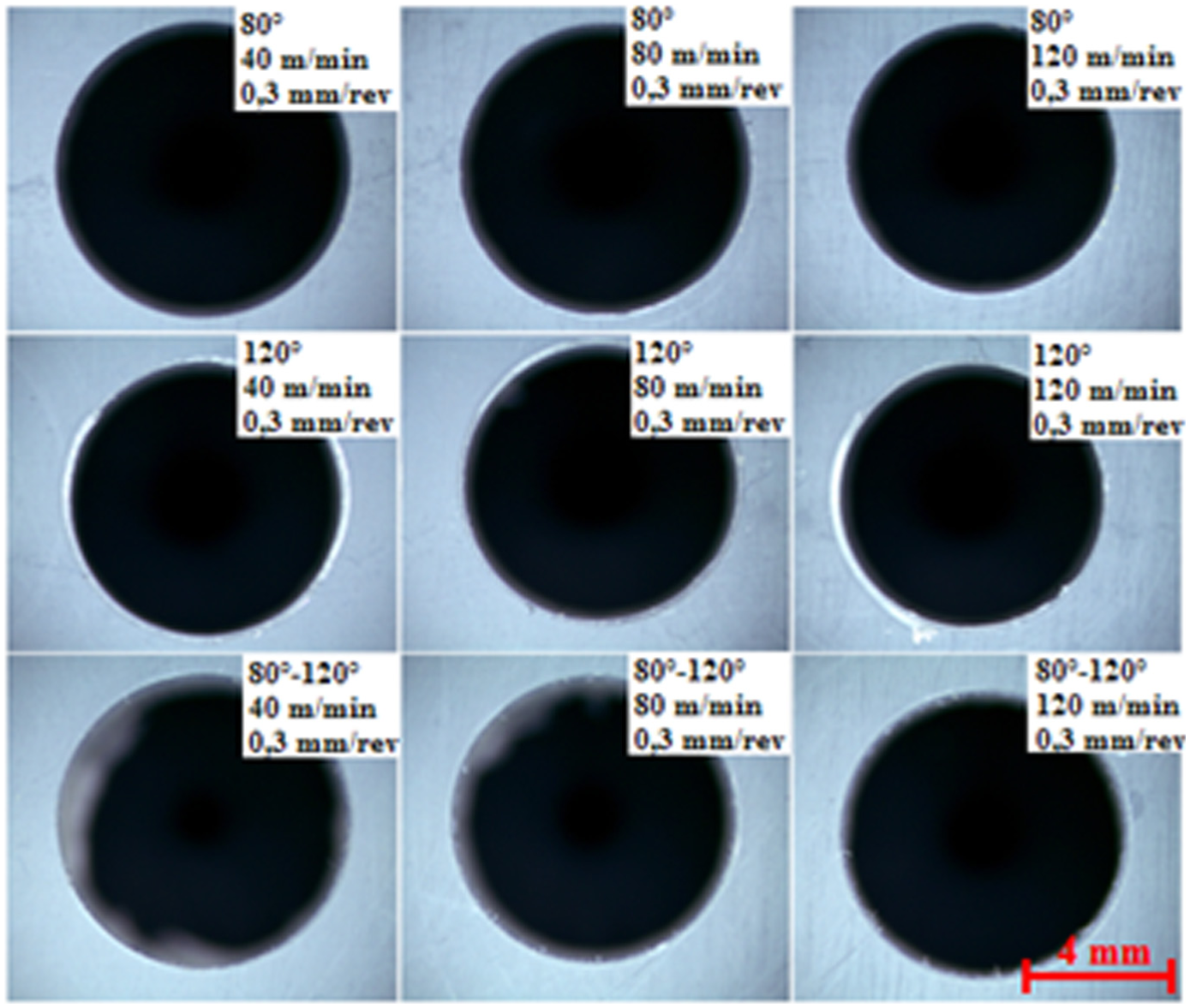
The changing of the holes on pure PP with cutting speed and drill point angle.
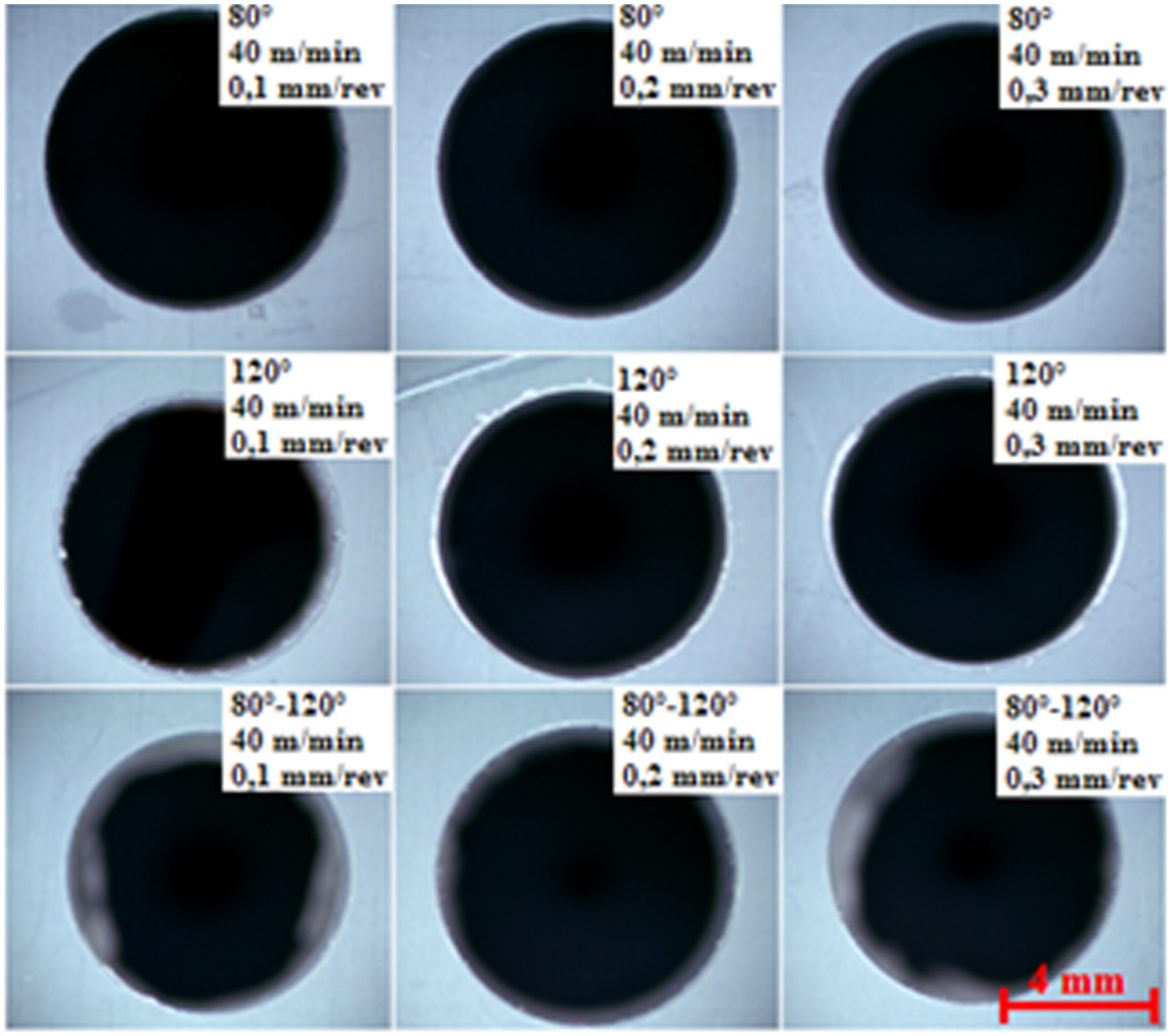
The changing of the holes on pure PP with feed and drill point angle.
The changing of the holes on carbon black–reinforced PP with cutting speed and drill point angle.
The changing of the holes on carbon black–reinforced PP with feed and drill point angle.
The experimental surface roughness and cutting temperature values and the corresponding S/N ratios can be seen in Table 3, and the response table of the S/N ratios can be seen in Table 4. Depending on the results, the optimal cutting parameter combination of the surface roughness was obtained as A1B1C3 for both polymer materials. Namely, the optimal cutting condition for Ra is determined as feed of 0.1 mm/rev, drill point angle of 80°, and cutting speed of 120 m/min. Based on the results, the optimal cutting parameters for the minimum cutting temperature were obtained as A1B3C1, so the drill point angle at level 1 was 80°, the feed at level 3 was 0.3 mm/rev, and the cutting speed at level 1 was 40 m/min for both polymer materials. These results can also be seen from the main effect plots for S/N ratio (Figure 9). These sets of data are included in the design of experiment. For the surface roughness, A1B1C3 corresponds to the experiment number 3, and Ra is 0.53 µm with the S/N ratio of 5.51 dB and 0.43 µm with the S/N ratio of 7.37 dB for pure PP and carbon black–reinforced PP, respectively. In addition, A1B3C1 is the experiment number 7 for the cutting temperature and T equals to 40.7 °C with the S/N ratio of −32.19 dB and 44.1 °C with the S/N ratio of −32.89 dB for pure PP and carbon black–reinforced PP, respectively.
Experimental results and S/N ratios.
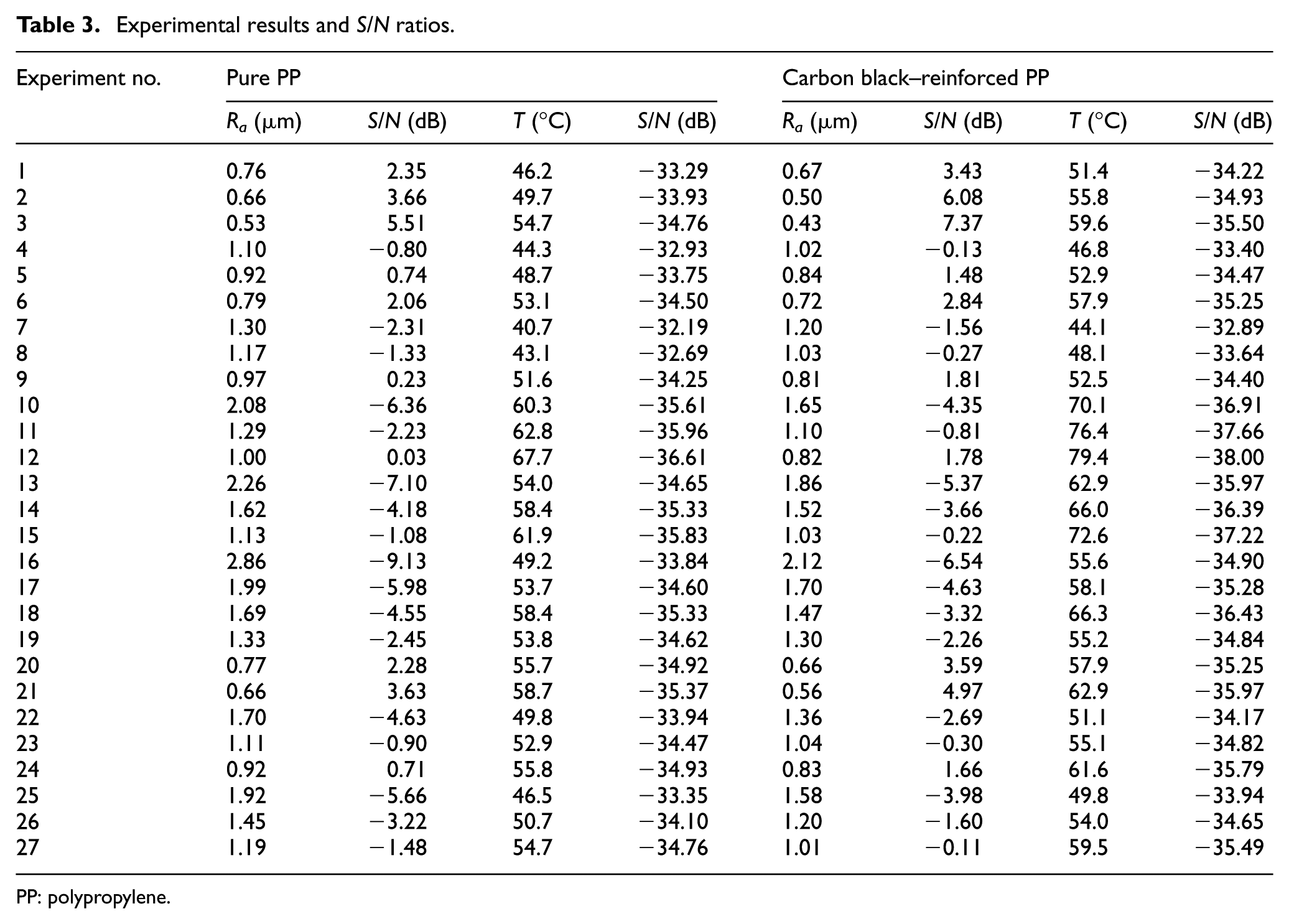
PP: polypropylene.
Response table for S/N ratios.
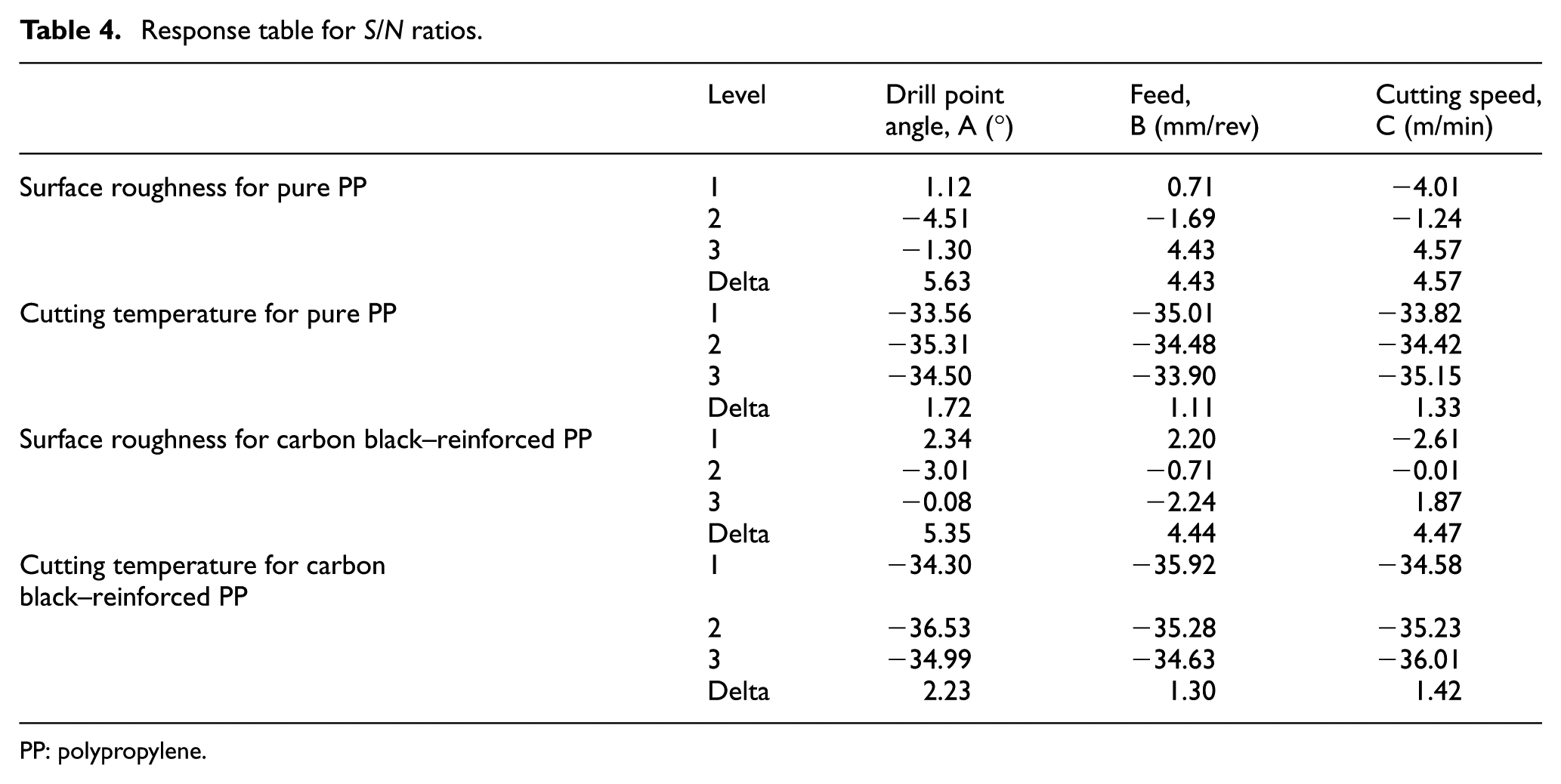
PP: polypropylene.
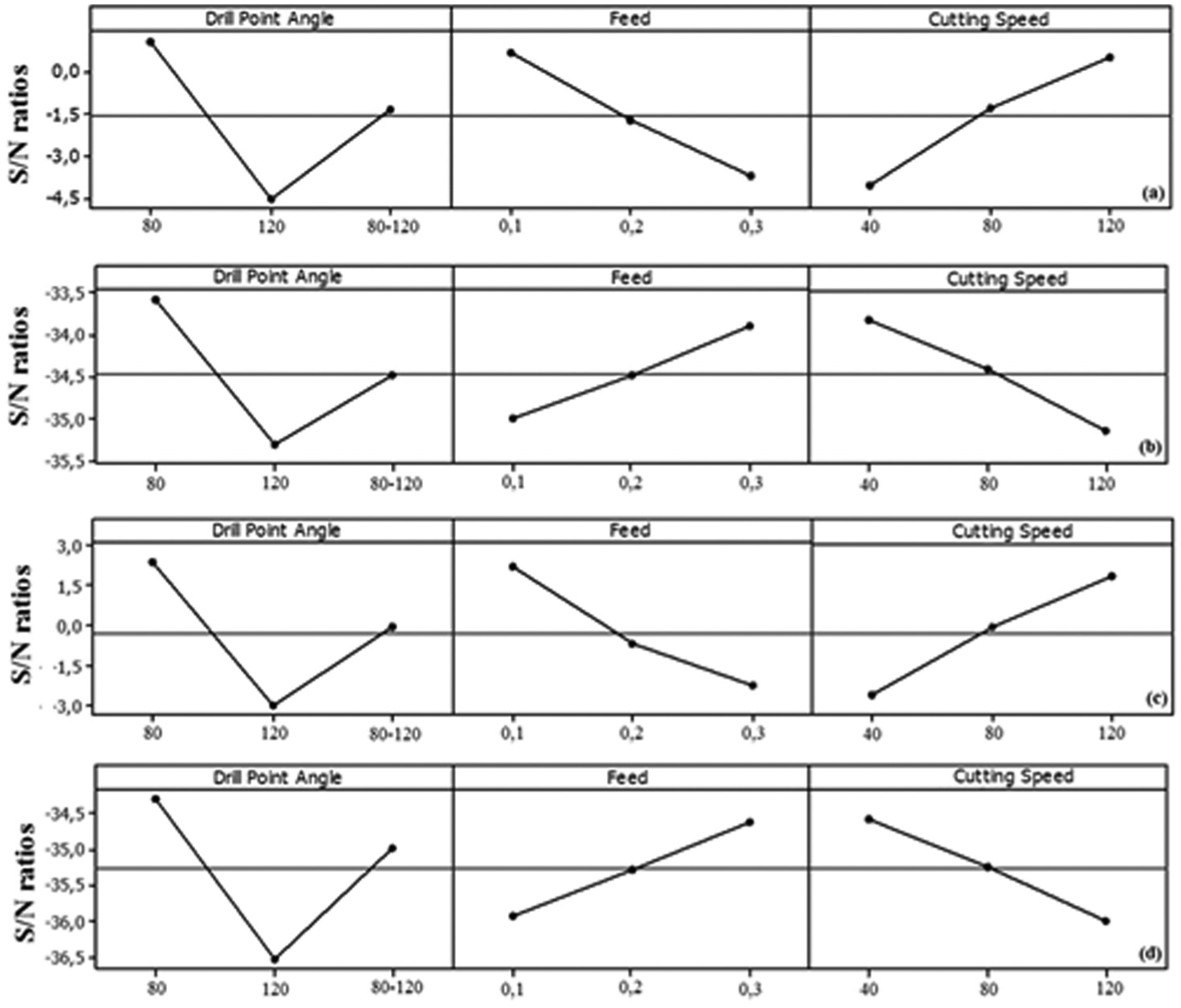
The main effect plots for S/N ratio: (a) Ra for pure PP, (b) T for pure PP, (c) Ra for carbon black–reinforced PP, and (d) T for carbon black–reinforced PP.
The highest delta values given in Table 4 correspond to the most effective cutting parameters on the surface roughness and cutting temperature. For both polymer materials, the most effective parameter was determined as the drill point angle, and the least effective parameter was found as the feed.
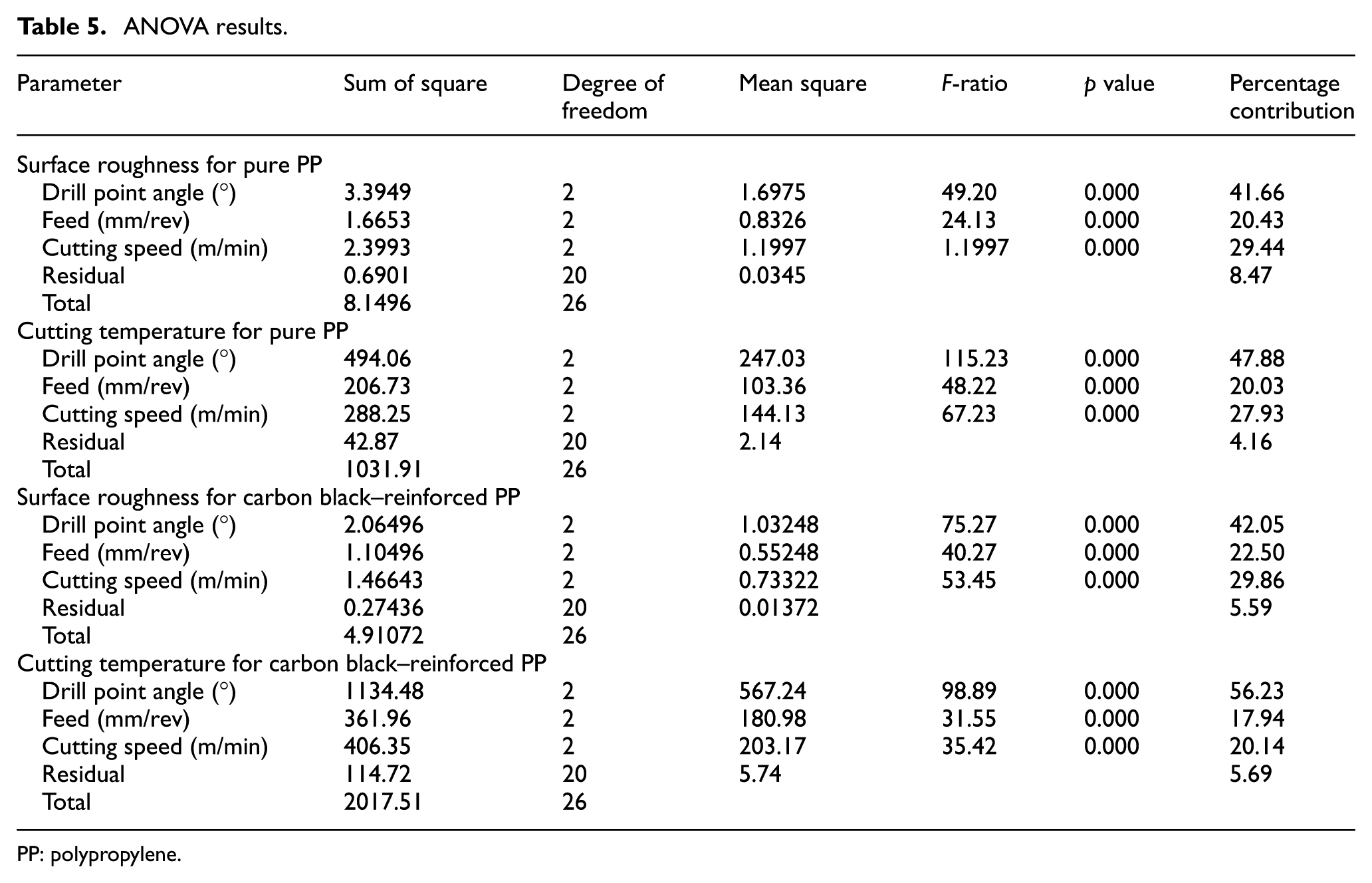
According to the ANOVA results seen in Table 5, the drill point angle was the most significant parameter for both polymer materials as in the results of full-factorial design when considering the surface roughness and the cutting temperature. The highest percentage contributions were determined for the drill point angle, and the least effective parameter was found as the feed. All cutting parameters were found as statistically significant since the p values were 0.000 for both outputs of the pure PP and the carbon black–reinforced PP (Table 5).
ANOVA results.
PP: polypropylene.
Conclusion
The influences of the drill point angle, cutting speed, and feed on the surface roughness of hole and cutting temperature of drill point were investigated in the drilling of pure PP and CBR-PP. Full-factorial design was utilized to obtain the optimum drilling conditions, and ANOVA statistical method was performed to determine the effectiveness of the cutting parameters. According to the experimental studies, the following results were obtained for both polymer materials:
Surface roughness decreased with increasing cutting speed due to the fact that higher cutting speed caused the cutting of polymer materials instead of being deformed.
Surface roughness increased with increasing feed due to the fact that more plastic deformation and less cutting occur at higher feed.
Cutting temperature increased with the increase in cutting speed due to the friction between the drill tool and polymer workpiece increased at higher cutting speed.
Cutting temperature decreased with increasing feed in the drilling of polymer materials due to the fact that more heat was transmitted from the drill tool to the polymer material at higher feed for a given cutting speed.
Surface roughness and cutting temperature decreased with the decrease in drill point angle due to reduction in friction. Additionally, the double-angled (80°–120° drill tool caused a decrease in cutting temperature and surface roughness, but its effect was not as much as the drill tool with 80° point angle.
When compared to pure PP and carbon black–reinforced PP, surface roughness was lower, and cutting temperature was higher in the drilling of reinforced PP. Because carbon black reinforcement made the polymer material stiffer, the surface roughness decreased. In addition, carbon black addition caused increase in thermal conductivity in the polymer materials. Thus, the generated heat could be conducted to the drill tool.
According to the statistical studies, the following results were achieved for both polymer materials:
Optimal cutting parameters for surface roughness were determined as 80°, 0.1 mm/rev, and 120 m/min.
Optimal cutting parameters for minimum cutting temperature were obtained as 80°, 0.3 mm/rev, and 40 m/min.
The most effective cutting parameter was determined as the drill point angle for both surface roughness and cutting temperature.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by Yıldız Technical University Scientific Research Projects Coordination Department (Project Number: 2014-06-01-GEP01).